
Графитовый электрод для сварки
технических характеристикэлектрод легко режется
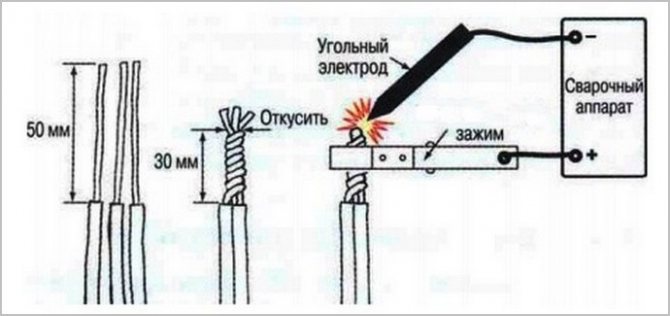
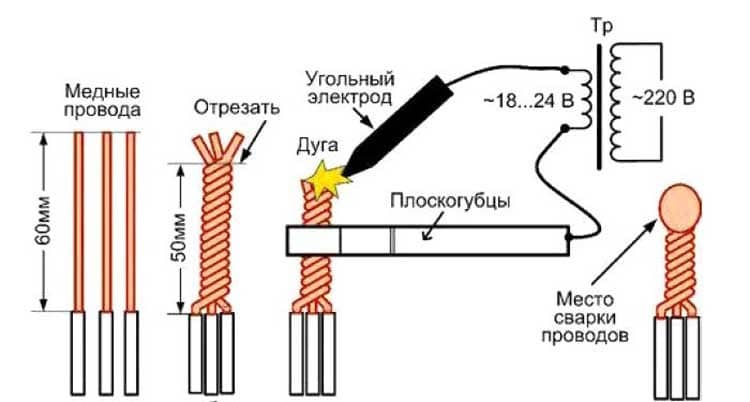
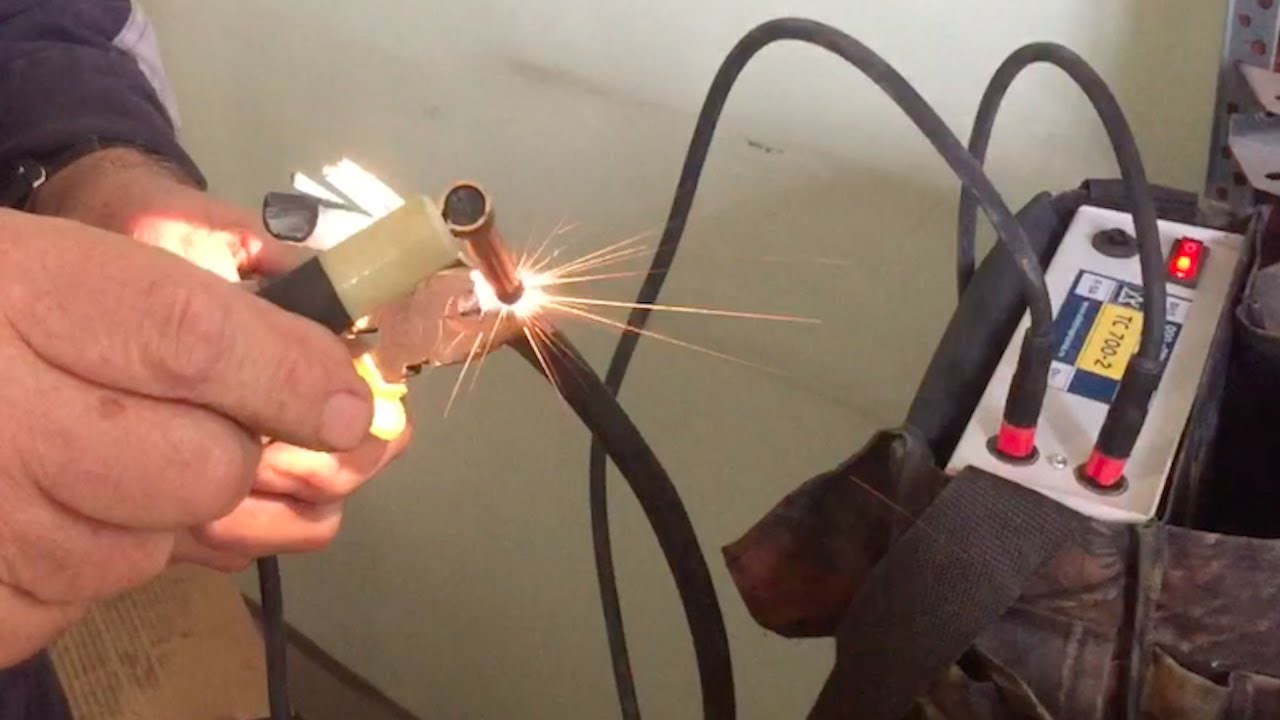
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
ТЕХНИКА БЕЗОПАСНОСТИ
Недостаточно просто знать, каким способом можно сваривать чугун, чтобы сразу приступить к работе. Дополнительно не помешает изучить технику безопасности , особенно это касается сварщиков, занимающихся своим ремеслом в домашних условиях. Прежде всего, в помещении должна быть более-менее нормальная вентиляция (хотя бы открытое окно) и при этом отсутствие сквозняков. Освещение должно быть ярким, вы должны четко видеть все ваши детали и швы .
Используйте средства заземления, чтобы избежать неприятностей. Не подвергайте поверхность чугуна воздействию влаги. И самое главное: используйте индивидуальные средства защиты, такие как перчатки, маска , специальный костюм и так далее. Не пренебрегайте техникой безопасности, ведь в критические моменты она может спасти вашу жизнь.
Чем графит отличается от угля
Графитовые стержни для работ по свариванию проводов считаются более практичными, чем угольные. При обработке они удобнее и смогут обеспечить прочное, долговечное соединение.
Рекомендуем к прочтению Как пользоваться электродами ЦЛ-11
У изделий с угольной обмазкой электропроводность ниже из-за повышенного сопротивления. Работа с ними требует от оператора наличия опыта, поскольку во время процесса образуется дуга с повышенной температурой, способная разрушить свариваемую скрутку.
Для проведения сварочных работ с использованием инверторного аппарата, дополненного регулятором усиления, лучше выбирать расходные материалы из графита. Швы, полученные с их помощью, получаются более прочными, чем при сварке угольными электродами, у них высокая сопротивляемость к окислению.
СПОСОБЫ СВАРКИ
ИНВЕРТОРНАЯ СВАРКА ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху. Сварка чугуна инвертором осуществляется с применением плавящегося электрода , а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки). Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность .
СВАРКА СТАЛЬНЫМИ ЭЛЕКТРОДАМИ
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой . Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
СВАРКА ЧУГУННЫМИ ЭЛЕКТРОДАМИ
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.
С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, какой длины ваш электрод. 1 миллиметр электрода соответствует 50 амперам.
СВАРКА НЕПЛАВЯЩИМИСЯ ЭЛЕКТРОДАМИ
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура . Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные , вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка ). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки. Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра. После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом , предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
ГАЗОВАЯ СВАРКА ЧУГУНА
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс . При этом качество швы очень достойное. Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень
Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл. Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Перспективы развития сварочного процесса
В настоящее время традиционные методы потеснили лазерные методы. Им предрекают большое будущее. Управлять процессом можно будет дистанционно. Роботы приходят на смену сварщикам. Разработано устройство для автоматической подачи присадочного материала в зону шва, с высокой точностью регулируется тонкий луч, расплавляющий металл.
Второе направление развития технологии высокотемпературного соединения металлов – использование оптико-волоконных материалов. Это позволит увеличивать КПД силового оборудования: генераторов, преобразователей. Постепенно будет повышаться мощность выходного тока, сейчас максимальная 6 кВт, ее планируется довести до 25 Квт и выше.
Постепенно лазерная технология вытеснит газовый метод сварки. Будут создаваться гибкие модули, использовать которые можно будет в любых погодных условиях. Будет снижаться трудоемкость технологических процессов, разрабатываться новые методы контроля качества высокотемпературного соединения металлов.






Разновидности

Ассортимент диаметров довольно широк
Сейчас омедненный электрод представлен в пяти разных вариантах. Для каждой модификации существует своя область использования. Угольные сварочные электроды бывают:
- круглые (3,2-19 мм) – универсальные, для простых сварочных работ;
- полукруглые (диаметр 10-19 мм) – их используют для нарезки заготовок из металла;
- круглые бесконечные – называются так, потому что во время работы расход материала будет минимальным (в сравнении с другими типами электродов);
- плоские (диаметр 8-25 мм) – в разрезе такие стержни квадратные или прямоугольные, а используют их в основном для исправления дефектов на стальной поверхности;
- полые (сечение 5-13 мм) – их применяют редко, но при помощи этого вида электродов можно образовать характерную U-образную канву.
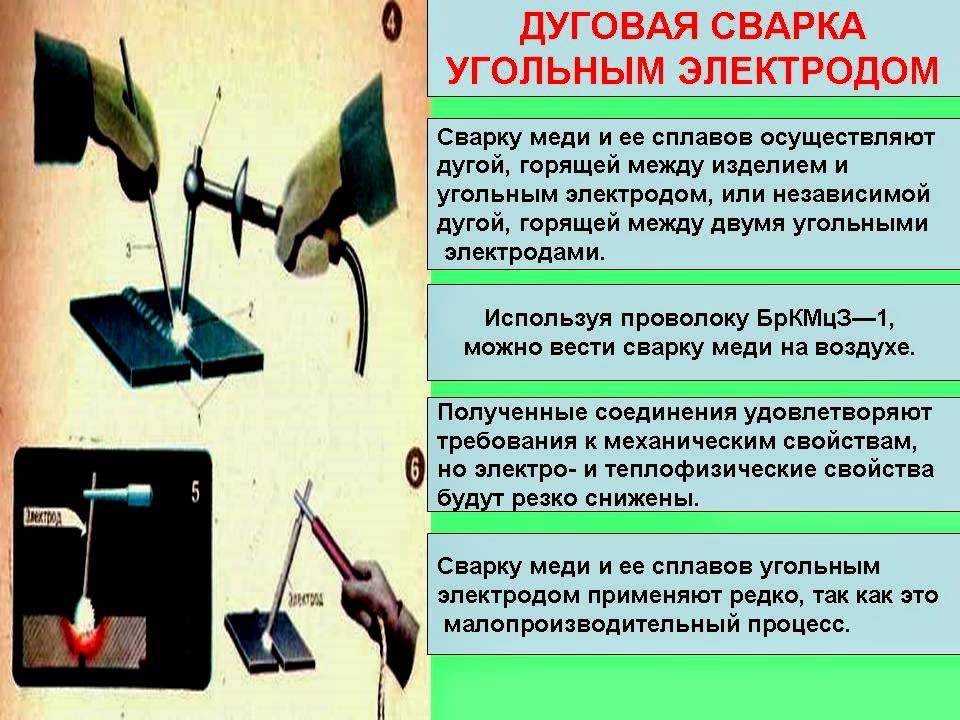
Общие принципы сварки электродами меди и ее сплавов
Проводя работы по сварке меди и ее сплавов, сварщик сталкивается с некоторыми трудностями. На шве может образоваться трещина. При работе легкоплавкие эвтектики скапливаются на границах кристаллов. Часто образовываются поры
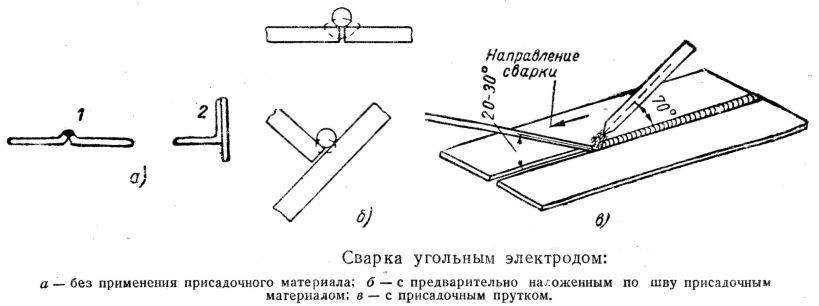
Все это важно учесть и предотвратить. Медь толщиной до 4 мм сваривают без разделки кромок, до 10 мм толщины с односторонней разделкой
При этом угол скоса кромок должен быть 70 градусов, притупление 1,5—3 мм.
Текучесть меди усложняет работу в вертикальном, горизонтальном и потолочном положениях. Дуговая сварка должна осуществляться при повышенном сварочном токе из-за высокой теплопроводности металла. Кромки деталей соединяются с минимальным зазором из-за высокой текучести меди. Часто рекомендуется использовать стальную подкладку.
Изделие толщиной более 6 мм лучше предварительно нагреть до 250 градусов. При этом нужно учитывать характеристику плавления меди, сплавов из нее. Тонкий металл не нагревают. Сварку лучше всего производить дугой 10—15 мм. Таким образом будет намного удобнее манипулировать электродом. Медь сваривается при постоянном токе обратной полярности
Это важно учесть. Дуговую сварку латуни, бронзы, М1-М3 необходимо выполнять мощной дугой, увеличенной силой тока и при повышенном напряжении
Работа делается очень быстро, на большой скорости.
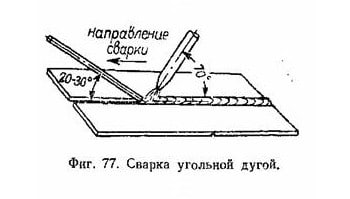
По возможности сварку рекомендуется производить в нижнем положении или при угле наклона 20 градусов максимум по отношению к вертикали. Дуга направляется непосредственно на сварочную ванну. Рекомендуется применить специальные подкладки, сделанные из асбеста, флюса, графита, меди, стали
Важно учесть все основные особенности и характеристики металла
Справка. Плавление меди происходит при +1080 градусов, она имеет удельный вес 8,9 г/см3, ее прочность 20 кг/мм2, относительное удлинение 50%.
Если изделие толстое, то нужно производить работу постепенно, наплавляя слоя один за другим. Сварка в таком случае выполняется обратноступенчатым швом, длина каждого участка должна быть 20-30 см. Его делят на две части, 75% и 25%. Сначала сваривают длинный участок по направлению к меньшему. Таким образом снижается риск возникновения трещин.
Работа выполняется в нижнем положении, иногда требуется править шов кувалдой или молотком из-за его вспенивания. В процессе сварки тонкой меди нужно уменьшить ток, чтобы из-за разогрева детали не возникли прожоги. Перед началом работ рекомендуется прокаливать электроды при определенной, рекомендуемой производителем температуре.
Какой выбрать диаметр
Выбирая наиболее подходящий диаметр электрода, прежде всего нужно учитывать толщину свариваемой меди, изделия, сплава
Важно учесть это и некоторые другие советы. При работе с тонким цветным металлом большой толщины электрод, а также в случае сварки на повышенных токах, создаст проблемы, появятся поры в шве
Специалисты советуют выбирать такой диаметр: при толщине меди и ее сплавов
- 2 мм – электрод толщиной 2-3 мм,
- 3/3-4 мм,
- 4/4-5 мм,
- 5/5-6 мм,
- 6/ 5-7 мм,
- 7-8/6-7 мм,
- 9-10/6-8 мм.
Существуют электроды для сваривания и наплавки с предварительным подогревом до 300-700 градусов по Цельсию, с малым подогревом до 150-350 градусов по Цельсию и без подогрева.
Где применяются?
Главная отличительная особенность угольных расходников – их универсальность. Область применения – разнообразнейшая: от резки металлов до наплавки и сварки. Заготовки могут быть какой угодно формы, сортамент соединяемых деталей намного шире, чем у электродов с металлическими стержнями.
Природа металлов также допускается практически любая:
Сталь
Могут быть сплавы любого направления: нержавеющая сталь, сплавы с низким содержанием углерода, низколегированные или высоколегированнее марки и т.д.
Цветные металлы
Здесь тоже нужна заточка кончика расходника, угол в данном случае 30°. Понимающие и опытные сварщики предпочитают для сварки капризных цветных металлов угольные модели, а не традиционную пайку. Делается это из-за более высокого качества соединения – его прочности прежде всего.
Дополнительным преимуществом является экономия времени: сварка угольным электродом требует намного меньше, чем на манипуляции паяльником и припоем с кислотой.
Угольный электрод чаще применятся в промышленных сварочных работах на автоматическом оборудовании. Особенность – редкое подключение переменного тока. Дело в том, что дуга в данном случае весьма неустойчива, причем ее трудно нивелировать.
Если процесс идет на промышленном производстве, там применяются специальные соленоиды мощного калибра для формирования магнитного поля для компенсации. Если же сварка ручная, соленоиды применить невозможно.
Частичная стабилизация дуги может быть достигнута разве что флюсовыми пастами, нанесёнными вдоль линии шва или реза.
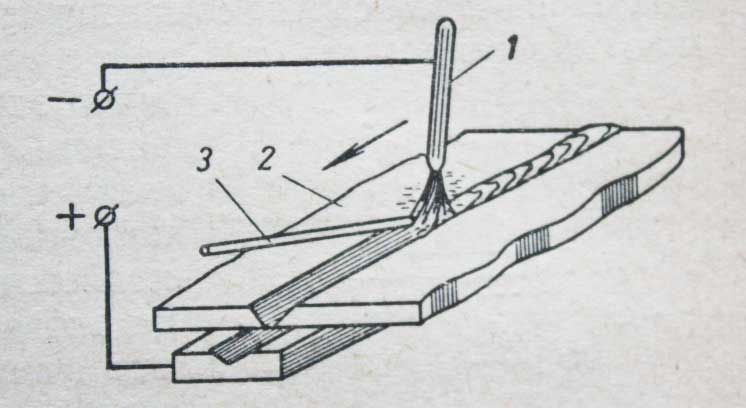
Главный источник питания – постоянный ток с подключением прямой полярности, когда плюсовой полюс приходится на заготовке, а минусовой – на угольном стержне. Сила тока нужна не бог весть какая, чтобы сформировать дугу длиной, к примеру, в пять сантиметров, вполне хватит 5 А.
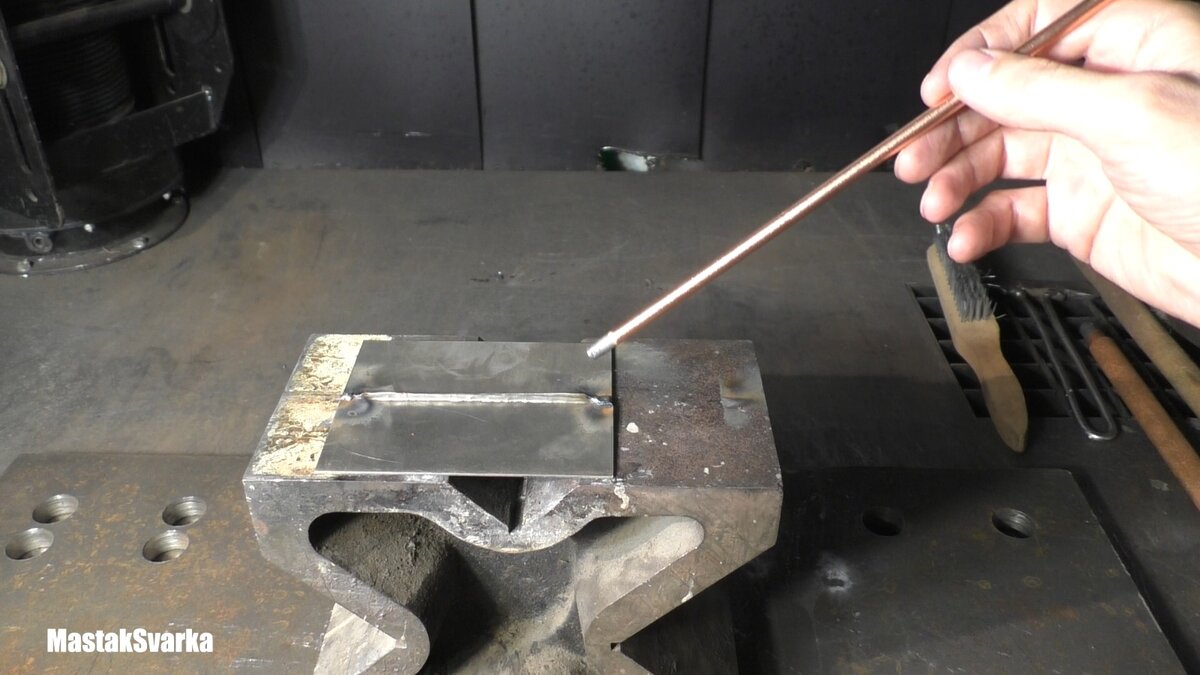
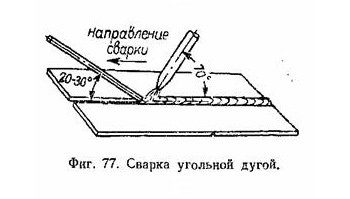 Сварка с помощью угольного электрода.
Сварка с помощью угольного электрода.
Если же полярность подключена неправильно – по обратному типу, электрод сразу же целиком перегреется – по всей длине, в результате чего угольная масса выгорает и снижается качество сварочного процесса.
Значительным преимуществом угольных расходников – отсутствие весьма неприятного явления в сварке – прилипания стержня к свариваемой поверхности заготовки. Это происходит благодаря низкой скорости выгорания массы расходника.



Прилипание не происходит даже при нарушениях технологии сварки, что при других методах мгновенно приводит к этой беде. Поэтому угольные электроды являются любимым методом в начальных стадиях обучения сварочному делу.
Научившись работе с данными электродами, можно приступить к методам сварки посложнее, чтобы освоить навыки избегания прилипания электродов.
Сварка меди и ее сплавов: технология
Перед тем как начать сваривать медь и ее сплавы необходимо тщательно подготовить изделие. Мерные заготовки вырезаются при помощи шлифовальной машинки, токарного или фрезерного станка. У меди толщиной 6-18 миллиметров нужно подготовить кромки. Они должны быть V- или X-образными. (При больших объемах целесообразно будет приобрести кромкорез-фаскосниматель.)

швы тщательно очищаютсяВ некоторых случаях требуется подогревать медь
Она хорошо соединяется при ведении работ с помощью плавящихся электродов
Важно знать, что при этом длина дуги должна быть 4-5 миллиметров. Применяя технологию импульсно-дуговой сварки в аргоне можно выполнить любые виды швов, даже потолочный, сваривать очень тонкий металл
Под него рекомендуется подложить подкладные элементы.
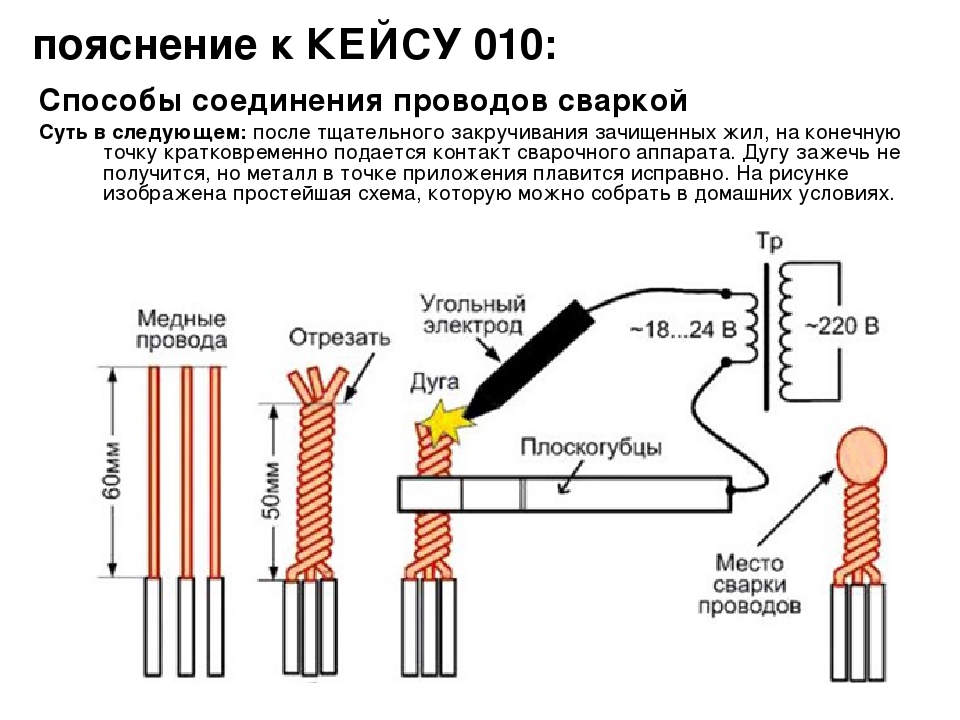
Угольные электроды в домашних мастерских
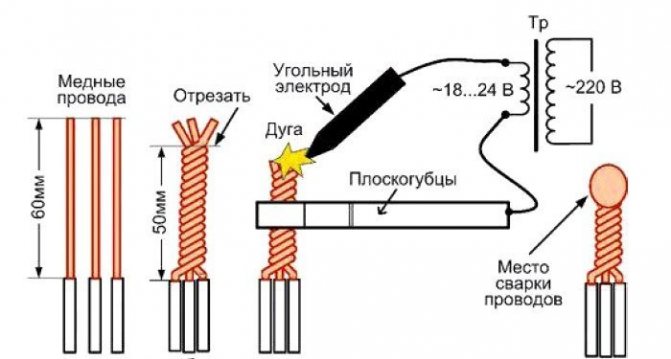
Схема сварки медной проволоки. Для работы с ними кустарным образом вполне подойдет традиционный электродуговой сварочный аппарат. Одна из преимущественных сторон – очень скромная сила тока для создания электрической дуги благодаря низкой теплопроводности: вполне хватает 3 – 5 А.
Электрическая угольная дуга может быть протянута на длину до 50-ти мм, ее очень легко и комфортно вести вдоль будущего шва из-за медленного испарения электрода во время сварки и отсутствия эффекта прилипания.
Учиться сварке с угольными электродами на примерах соединения проводов, металлических заготовок с тонкими краями и т.д. – чудесная возможность освоить все навыки быстро и эффективно.
Важный совет: заниматься этим видом сварки нужно только в закрытых помещениях. Дело в том, что дуга в таких технологиях может потухнуть при малейшем дуновении ветра, не говоря уж о газовых потоках, магнитных полях и других факторах внешней среды.
Лучше всего заточить электрод с обоих концов: в этом случае не нужно будет тратить лишнего времени не перестановку расходника в держателе. Кроме того, снизится риск перегрева расходника при сварке.
А с заточенными концами держатель может разворачиваться на 180° при перегреве одного конца, чтобы продолжать работу другим концом. Это позволит в том числе сэкономить на расходных материалах.
Иногда применяют неплавящиеся угольные электроды для сварки шин из меди в трансформаторах на подстанциях. Варят и медные провода, но это главным образом в мелких мастерских кустарного характера.
В качестве присадочных материалов самым лучшим вариантом являются прутки из бронзового сплава. Они бывают с разными диаметрами, которые нужно подбирать, исходя из толщины соединяемых металлических заготовок, которая используется в расчетах по специальной формуле.
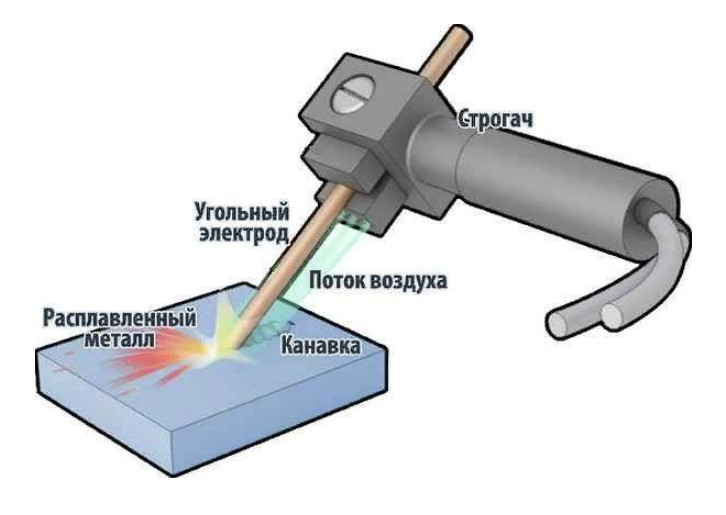
Еще одним видом работ, в которых используются угольники, является резка металлов.
Особенности сварки
Некоторые сварщики делились историями о том, как они использовали в качестве источника угля батарейки, не имея возможности купить стержень. Учтите, что этот вариант не подойдёт, если вам нужен красивый шов.
Угольный электрод имеет свойство не плавится. В этом заключается его основное отличие от типичных металлических стержней.
Некоторые ситуации во время сварочных работ требуют использования присадочного элемента. Такой ситуацией может быть, например, отбортовка тонких заготовок из металла. Используя присадку, можно сделать эту процедуру проще и выгоднее.
Выбирать присадку нужно учитывая материал, с которым проводится работа. При пайке меди, например, следует выбирать бронзу как присадочный материал.
Стоит обратить внимание и на форму и площадь сечения присадочной проволоки (также это может быть пластина). Если сечение больше диаметра стержня, то шов проварится плохо, если меньше – шов можно пережечь
Если сечение больше диаметра стержня, то шов проварится плохо, если меньше – шов можно пережечь.
Учёный идёт в атаку
Лодыгина в жизни раз за разом подводило отсутствие таланта бизнесмена. Его лампы накаливания произвели фурор в Санкт-Петербурге, но бизнес у учёного шёл плохо. Лодыгин решил начать торговлю акциями, чтобы раскрутиться. Но не преуспел и в этом. Его компания была разорена.
Кроме того, в России у Лодыгина был более успешный конкурент — Павел Яблочков (ровесник Александра и Томаса, тоже родился в 1847 году). В 1876 году он запатентовал «электрическую свечу», то есть дуговую лампу.
Герметичная лампа Лодыгина с угольным стержнем была куда ближе к тому, что сейчас представляет собой лампочка накаливания. Кроме того, в «свечах» Яблочкова нужно было постоянно заменять угольные блоки. Лампы Лодыгина между тем можно было много раз включать и выключать.
Тем не менее «свеча» Яблочкова неожиданно затмила лодыгинское изобретение. Дело в том, что Яблочков провёл эффектную демонстрацию своей лампы на научно-технической выставке в Лондоне.




Что такое угольный электрод?
Впервые материал был использован в 1882 году ученым Н.Н. Бернардосом. Соединив материалы, не поддающиеся плавлению, он создал основу для изобретения сварочного аппарата. Сам аппарат появился всего восемь лет спустя.
В состав данного угольного стержня входит коксовый уголь, углеродные волокна, пековый связующий материал, и другие соединения. К примеру, соединительный элемент – смола.
Параметры изделия:
- Длинна: 25-300 мм
- Диаметр: 1,5-25 мм
От ширины и длины стержня зависит удобство рабочего. Большая длина позволяет достать до труднодоступных мест, а большой диаметр – охватить большую площадь для сварки.
Несмотря на то, что круглая форма является универсальной, существуют также различные формы электродов – полукруг, прямоугольник или квадрат. Если первые (круг и полукруг) изготавливаются для резки материалов, то вторые – для исправления дефектов. Есть и специализированные формы: полые, использующиеся для формирования U-образных швов.
Устройство и характеристики
Угольные электроды — это стержни круглого или прямоугольного сечения, изготовленные из электротехнического угля, который представляет собой смесь углерода (в виде кокса или антрацита), сажи и связующих веществ (каменноугольная смола или жидкое стекло). Круглые изготавливают методом экструзии и поставляются потребителям в виде стержней диаметром от 4 до 18 мм и длиной 250÷700 мм, а прямоугольные — методом прессования в формах. Помимо типоразмеров ГОСТ также применяются специальные стержни увеличенной толщины (15х15, 20х20 и т. п.), изготовленные по ТУ.
В качестве примера в таблице приведены основные параметры круглых омедненных угольных электродов марки ВДК длиной 305 мм.
| Диаметр (мм) | Рабочий ток (А) | Удаление металла (г/см) | Канавка (ширина/глубина) (мм) | Толщина реза (мм) |
| 4 | 150÷200 | 10 | 6÷8/3÷4 | 7 |
| 6 | 300÷350 | 18 | 9÷11/4÷6 | 9 |
| 8 | 400÷500 | 33 | 1÷13/6÷9 | 11 |
| 10 | 500÷550 | 49 | 13÷15/8÷12 | 13 |
Обязательное условие применения этих изделий — выполнение работ только на прямой полярности. При обратном включении дуга очень неустойчива, качество шва из-за науглероживания металла получается низким, рабочая температура угольного стержня гораздо выше, что увеличивает скорость его испарения.
Работа с алюминием
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
При сварке алюминиевых поверхностей угольной дуговой сваркой присадочным материалом служит проволока или пруток из того же металла. Для того чтобы окисная плёнка не мешала и не повлияла на результат, на кромки шва добавляют флюс марки АФ-4А, который представляет собой однородный мелкодисперсный порошок белого цвета.
Сварка угольным электродом используется достаточно редко в отличие от аналоговых технологий со стальным стержнем. Но иногда этот метод является незаменимым и необходимым. Тем более при помощи него можно производить многие важные манипуляции – сварку, резку, плавку.
Кроме этого он позволяет проводить обработку всех видов металлов, начиная от тугоплавких и тяжелых, заканчивая легкими и пористыми. И это еще не все важные особенности этого вида сварки.