Обработка нержавеющей стали на токарном станке
Рабочие процессы в современных установках и агрегатах проходят при значительных нагрузках на все конструктивные элементы. Эксплуатация деталей при высоких скоростях, давлении и температурах приводит к тому, что элементы, выполненные из обычных конструктивных сталей, быстро выходят из строя.
Для работы в таких условиях необходимы особые сплавы, к числу которых относится нержавеющая сталь. Высокая прочность, жаростойкость и хорошие антикоррозийные свойства – основные характеристики нержавейки.
Однако эти свойства сплавов имеют и отрицательные стороны: прочностные характеристики нержавеющей стали не изменяются под воздействием давления и температур, что влечёт за собой сложность механической обработки.
Самоупрочнение нержавеющей стали и выбор режущего инструмента
Самоупрочнение – важнейшая характеристика нержавейки, способная вызвать дополнительные трудности при обработке. Чем сильнее упрочняется материал, тем быстрее изнашивается инструмент. При использовании специальных режущих пластинок эта проблема не так ярко выражена: их рабочие кромки острее обычных, а поверхности изнашиваются дольше.
Минимизировать воздействие самоупрочнения можно путём поэтапного снятия слоёв металла. Наиболее эффективный способ – снятие за два подхода по 3 мм стали. Часто специалисты рекомендуют снимать неодинаковые слои в первом и втором подходе.
Как уже было сказано выше, самоупрочнение приводит к быстрому износу резаков. В целях увеличения эксплуатационного ресурса инструментов разрабатываются специальные формы кромок для нержавейки. Используются два типа режущих инструментов:
- резцы с покрытой CVD) алмазом;
- резцы с кромкой, покрытой инструмент с физически охлаждённой кромкой (PVD) алмазом.
Наивысшей износостойкостью отличаются твёрдосплавные резцы с пластинами, покрытыми нитритом бора.
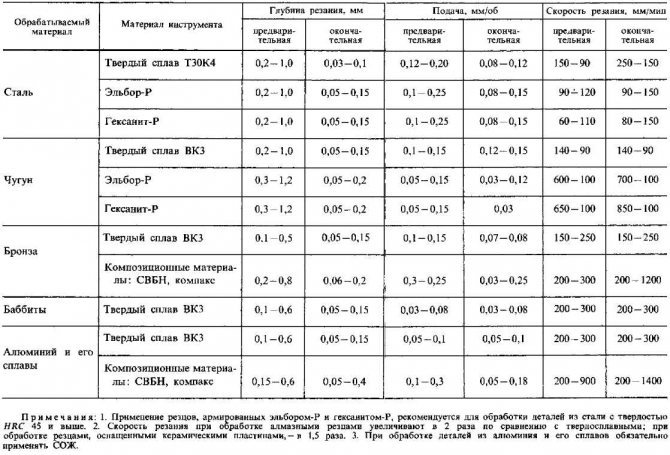
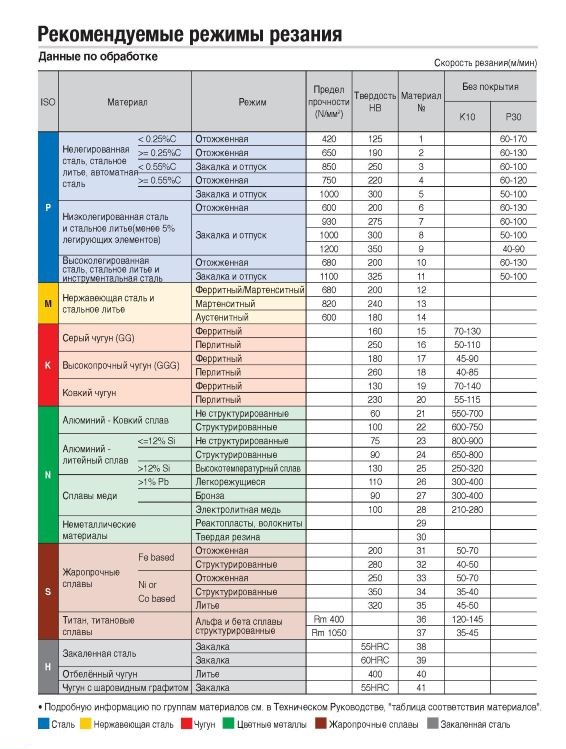
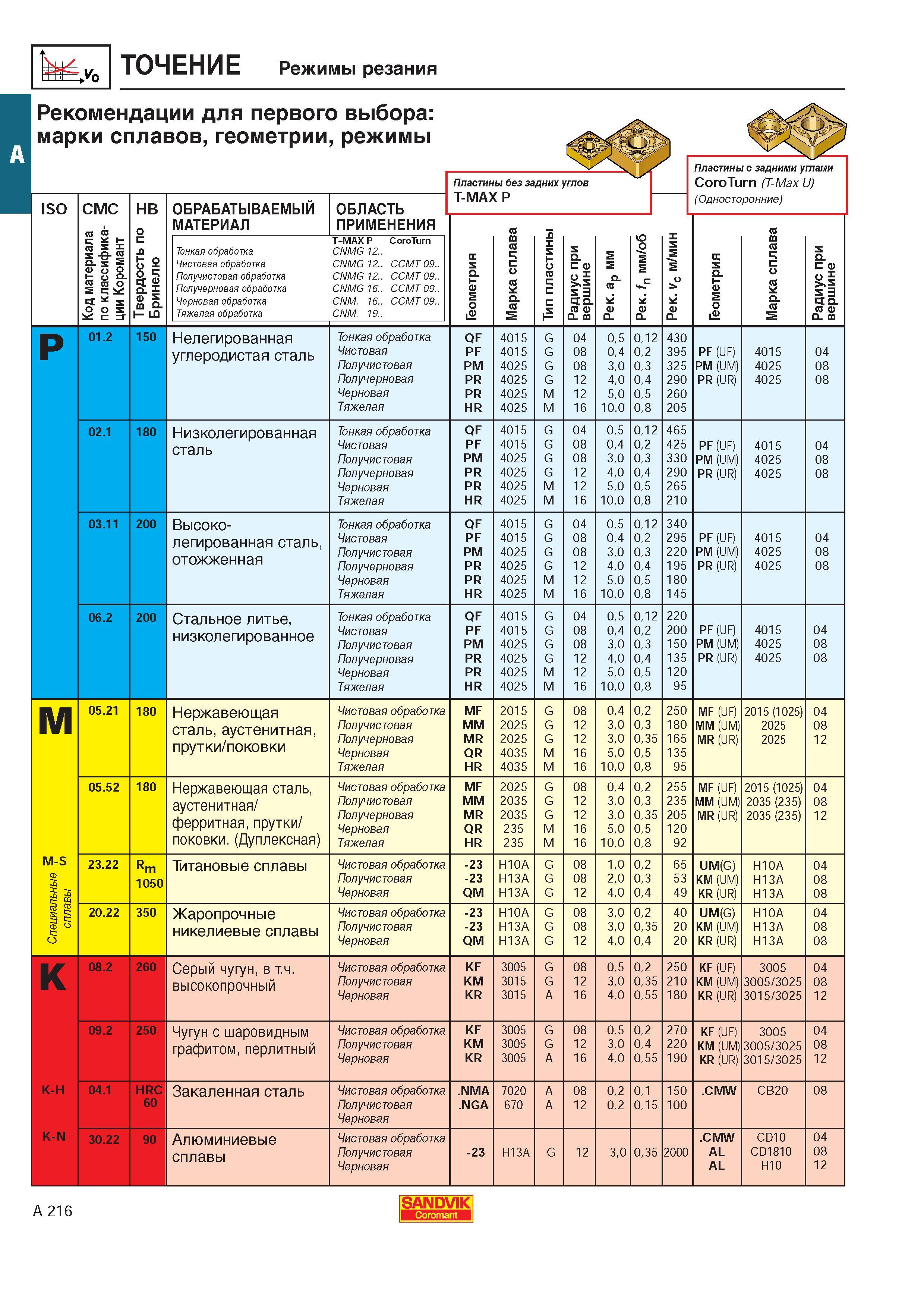
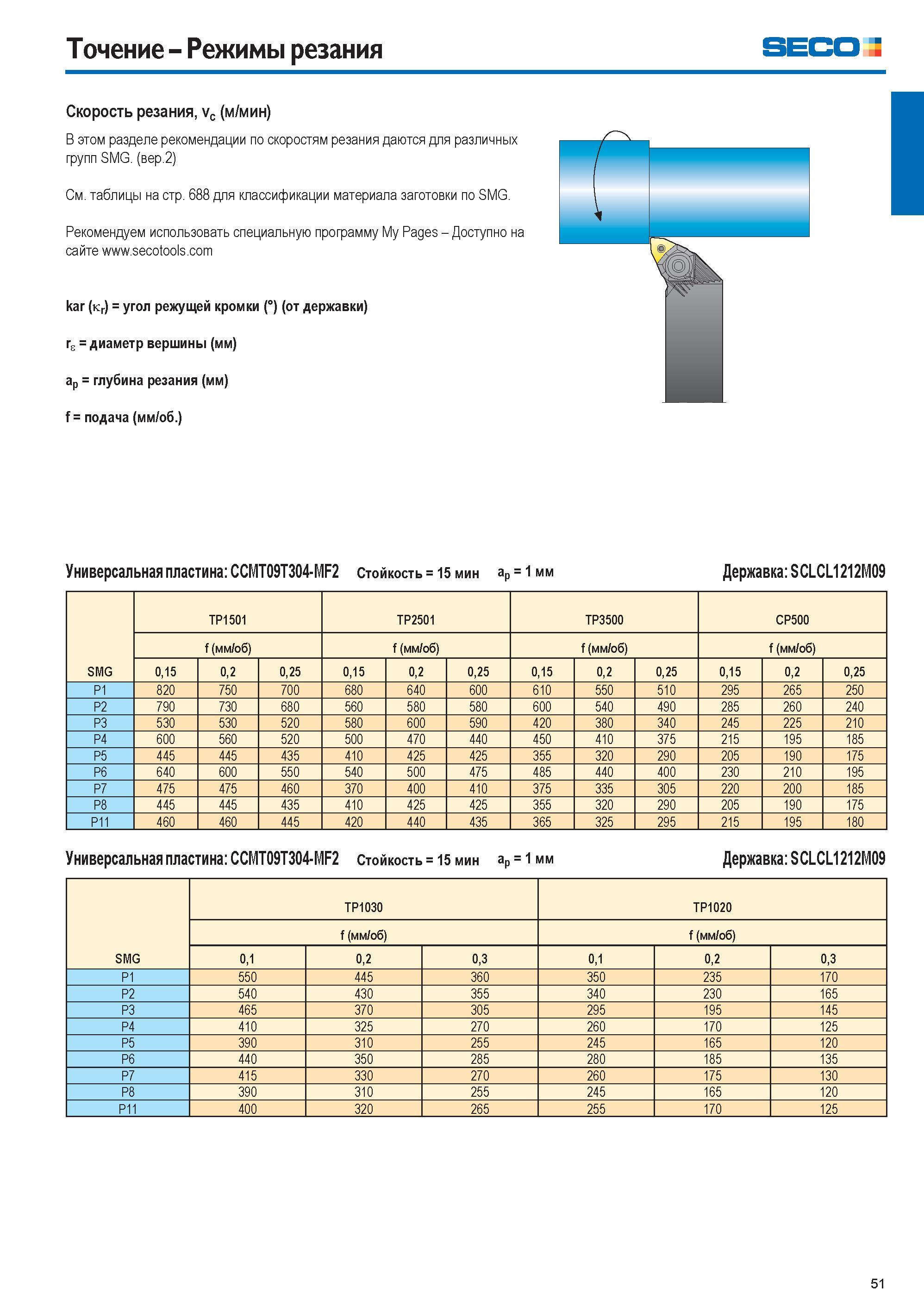
Скорость резания нержавеющей стали устанавливается по такой же методике, что и при обработке обычных конструкционных сплавов. Однако при расчётах необходимо учесть ряд особенностей обработки нержавейки.
Способы оптимизации процесса обработки нержавейки
В производственных условиях применяется ряд методик, позволяющих минимизировать отрицательное влияние характеристик нержавейки на процесс её обработки. Это:
- увеличение скорости вращения шпинделя и уменьшение снимаемого слоя, благодаря чему обработанная поверхность получается более шероховатой;
- использование в качестве смазки кислоты, которая на порядок повышает износоустойчивость резцов;
- введение в зону обработки слабых токов, что позволит управлять процессами электродиффузионного и окислительного износа инструмента;
- воздействие на зону резания ультразвуковых колебаний, что снижает пластические деформации и коэффициент трения.
Воздействовать на структуру и механические характеристики материала можно при помощи специальной термической обработки.
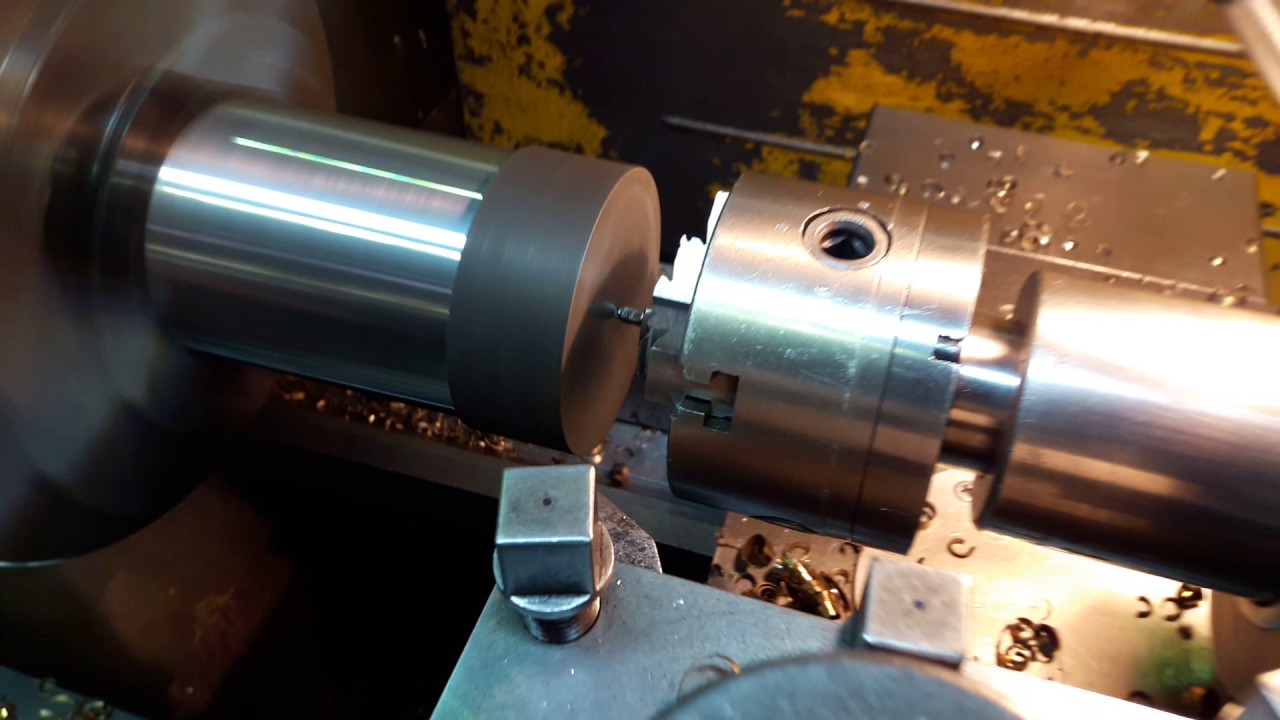
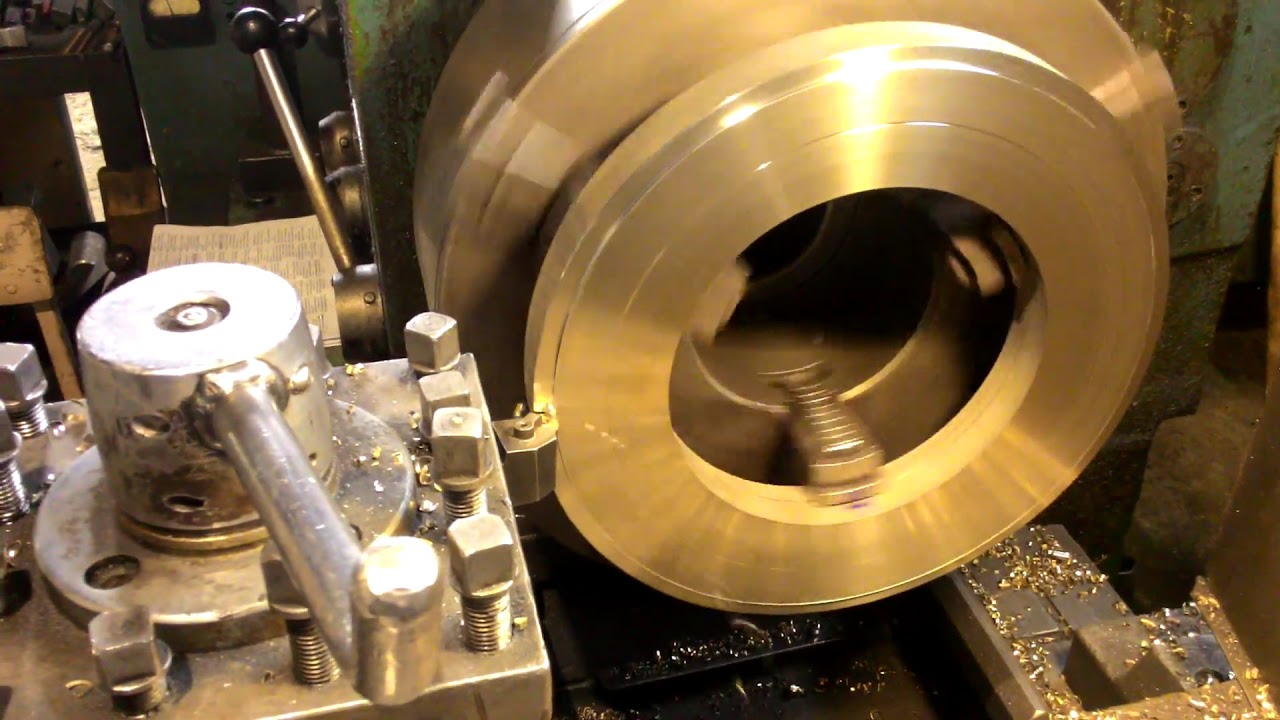
Особенности обработки нержавеющей стали
обработка детали из нержавейки на токарном станке
Твердость и предел растяжимости нержавеющей стали и углеродистой почти одинаковы. Однако совпадают лишь механические значения. Отличается микроструктура, способность к упрочнению во время обработки, устойчивость к коррозии.




При обработке резанием нержавейка сначала упруго деформируется, потом обрабатывается легко, после чего переходит в стадию упрочнения. На этой стадии резание возможно только при значительном увеличении усилий. Все эти стадии проходит во время обработки и обычная сталь, но высоколегированная упрочняется намного заметнее.
Главные проблемы при токарной обработке стали:
- деформационное упрочнение;
- удаление стружки;
- ресурс рабочего инструмента.
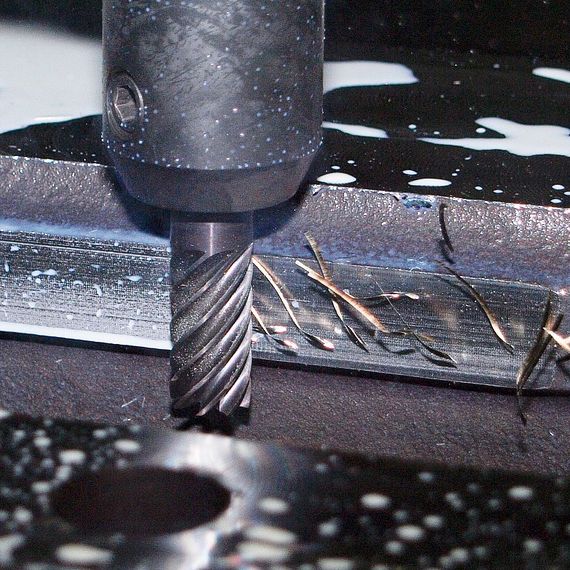
Вязкость. Дополнительную сложность обработке придает пластичность сталей, особенно характерная для жаропрочных марок. Стружка не обламывается, как у углеродистой стали, а завивается длинной спиралью.
Низкая теплопроводность. Слабая теплопроводность нержавейки — ее преимущество при использовании, но недостаток при обработке. В месте резания температура значительно увеличивается, поэтому необходимо охлаждать металл с помощью специальных жидкостей. Они не только устраняют жар, но и предупреждают образование наклепа, облегчают обработку. Наклеп появляется на рабочем инструменте, изменяет его форму и приводит в негодность. Поэтому чаще всего легированные стали обрабатывают на невысоких скоростях и специальными инструментами.
Сохранение свойств. При воздействии жара сталь не теряет твердость и прочность. Это свойство наиболее выражено у жаропрочных сталей и в комбинации с наклепом оно вызывает скорейший вывод из строя резаков, не дает возможность работать на больших скоростях.
Абразивные соединения. В составе нержавеющей стали присутствуют карбидные и интерметаллические соединения микроскопической величины. Повышенная твердость делает их подобием абразива. Резаки стачиваются и требуют постоянной правки и переточки. Трение при токарной обработке нержавейки на порядок больше, чем во время точения углеродистых сплавов.
Неравномерное упрочнение. В процессе точения материал упрочняется неравномерно
Это не очень важно при обработке маленьких деталей. Но серьезно скажется на качестве вала или другой крупной детали
Особенности работы с нержавейкой
Обработка высоколегированной стали резанием сопряжена с индивидуальными особенностями коррозионностойкого материала, усложняющими процесс выполнения стандартных технологических операций. Деформационное упрочнение обрабатываемого металла приводит к необходимости значительного увеличения прикладываемых усилий при выполнении операций резания. Низкие показатели коэффициента теплопроводности провоцируют значительный нагрев режущей кромки инструмента. В зависимости от содержания легирующих добавок и степени обрабатываемости нержавейка разделяется на 3 основные группы материалов:





- • Аустенитные;
- • Ферритные/мартенситные;
- • Дуплексные (аустенитно-ферритные).
Типовые и нестандартные токарные работы с нержавейкой выполняются с учетом технических характеристик обрабатываемого материала. Наши специалисты используют специальные разновидности режущего инструмента, обладающие высокой твердостью, механической прочностью и гарантированной термостойкостью. Тщательный выбор скоростных режимов резания обеспечивает оптимальный баланс между производительностью и качеством готовых изделий. Использование специальных приспособлений, предназначенных для эффективного дробления и своевременного удаления длинной спиральной стружки, гарантирует бесперебойную работу металлообрабатывающих станков, эксплуатируемых в интенсивном режиме.
Для устранения риска пластической деформации в процессе работ используется смазочно-охлаждающая жидкость. Токарная обработка нержавеющей стали выполняется инструментом с острой режущей кромкой и геометрической формой, соответствующей типу обрабатываемого металла. При чистовой обработке нержавеющей стали учитываются специфические особенности материала. Использование высококачественного инструмента и специализированных технологий опытными мастерами обеспечивает безупречное качество типовых и нестандартных изделий.
Повышение ресурса режущей пластины
Увеличения срока службы резца можно добиться:
- острой заточкой кромок;
- использованием положительного переднего угла;
- нанесением инновационных покрытий, позволяющих работать на высоких скоростях.
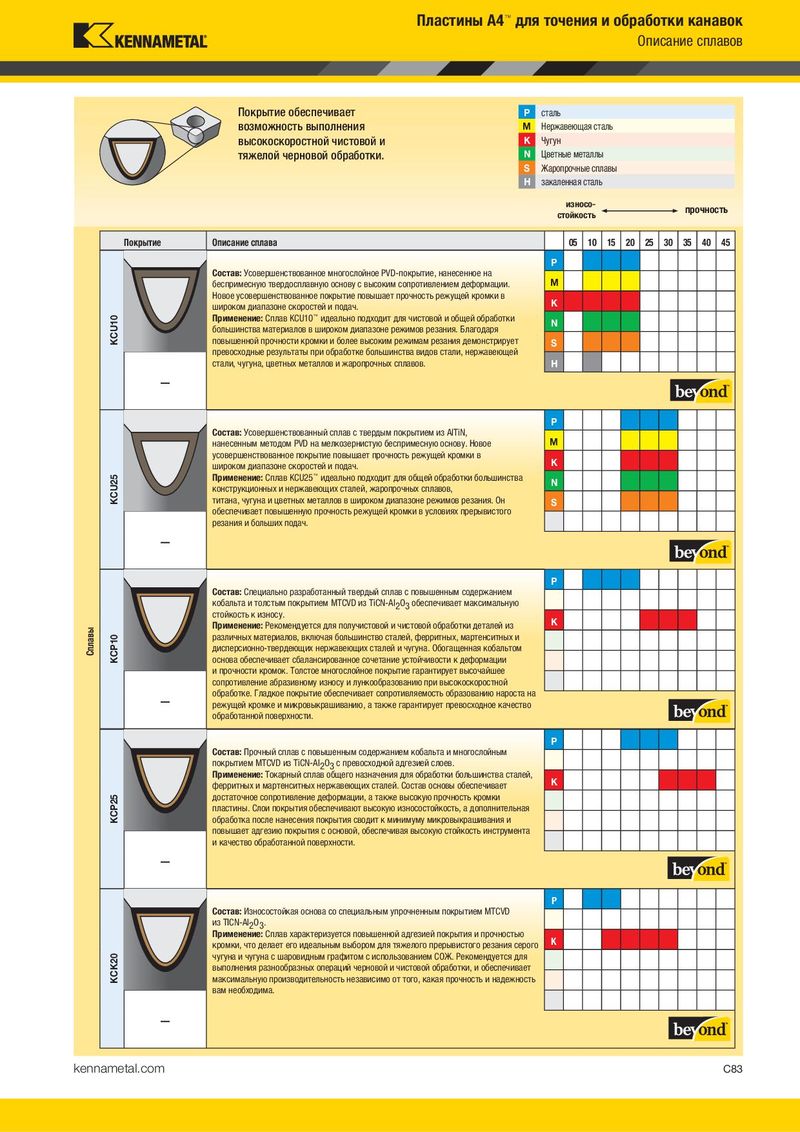
Современные покрытия разделяют на типы:
- CVD – наносятся методом химического осаждения. Обеспечивают возможность работы на высоких скоростях, но усложняют процесс заточки.
- PVD – наносятся способом физического осаждения и используются для сталей аустенитного класса. Для них характерны: небольшая толщина, гладкая поверхность, возможность повреждения при повышенных скоростях резания и мощных подачах.
Инновационным вариантом являются покрытия, наносимые методом PremiumTec. Они демонстрируют сочетание высокой стойкости к крошению и гладкой поверхности.
Еще один способ повышения износостойкости резцов – использование кислот в качестве смазки. Однако такой метод применяется редко из-за токсичности и вредного влияния на механизмы токарного станка.
Режущий инструмент для токарной обработки нержавеющей стали
Главным рабочим органом токарных станков является резец, дополнительно могут использоваться сверла, зенкеры, развертки, плашки. Токарные резцы различают по назначению:
- Проходные – прямые и отогнутые. Используются для получения цилиндрических поверхностей.
- Подрезные – для обработки торцов.
- Расточные – для получения отверстия требуемого диаметра.
- Отрезные – применяются для резки заготовок из нержавеющей стали на мерные части.
- Резьбонарезные – для получения внутренней и наружной резьбы.
- Фасонные – для обработки фасонных поверхностей.
Для работы с коррозионностойкими сталями, а также твердыми металлами типа титана и его сплавов используют не только цельные, но и составные резцы. Одним из материалов, востребованных для изготовления вставок для резцов, является эльбор – искусственная альтернатива алмазу, представляющая собой кристаллы кубического бора. Используют обычно такие резцы на закаленных сталях. Эффект от их применения можно получить только при отсутствии вибраций и биения.
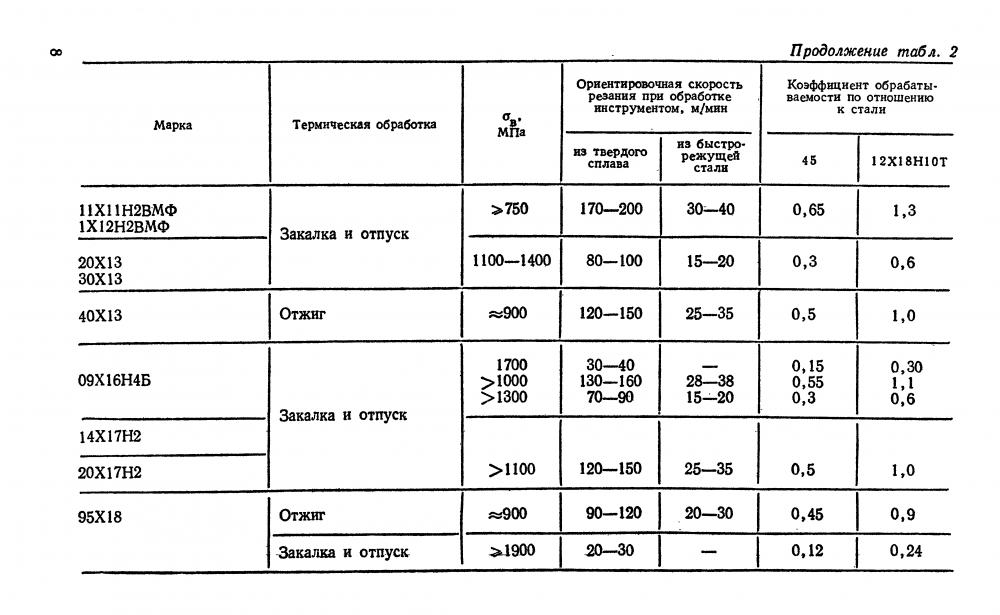
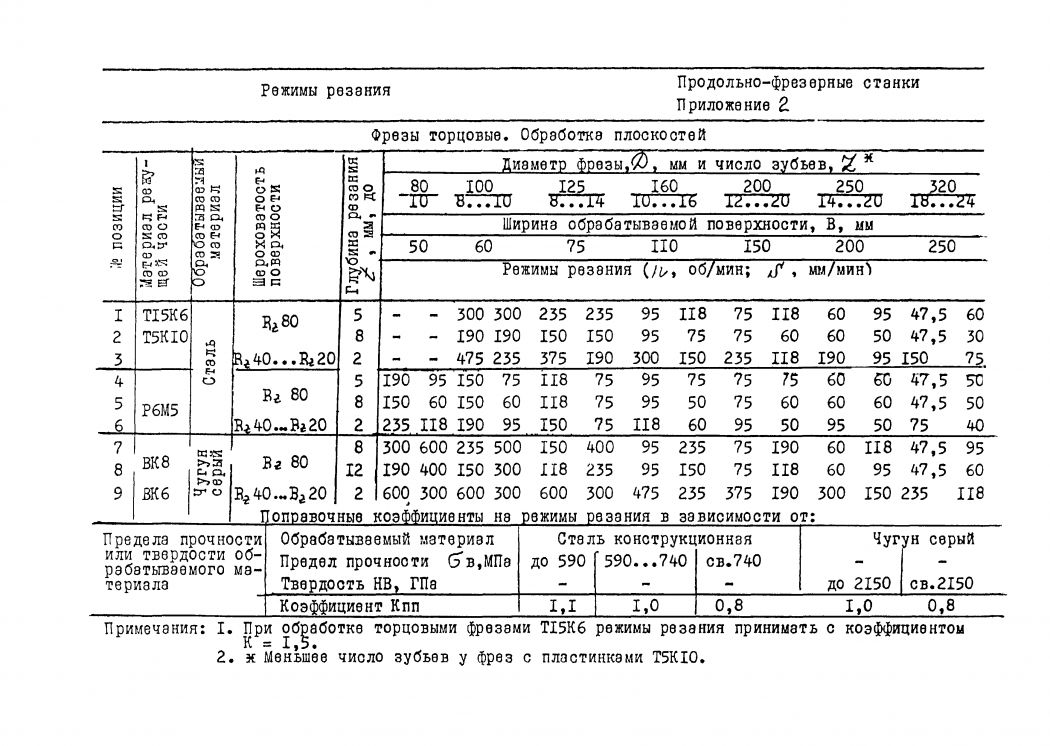
Также при изготовлении режущих пластин для работы по нержавейке применяют твердые сплавы следующих типов:
- «износостойкие» – Т30К4, Т15К6;
- более вязкие, но менее износостойкие, – Т5К7, Т5К10;
- имеющие значительную вязкость и нечувствительность к ударам – ВК8, ВК6А.
Для чистовой и отделочной обработки используют минералокерамику.