
Какое нужно покрытие
Существует четыре основных вида покрытия, каждое из которых имеет свои отличительные свойства.
1. Кислое покрытие состоит в основном из железа, марганца, кремния и прочих химических элементов. Электроды с данным видом обмазки имеют в маркировке букву «А». Преимущества расходников с кислым покрытием: высокая сопротивляемость появлению в сварном соединении воздушных каналов; возможность обработки ржавых изделий и деталей с окалиной. Основной недостаток — опасность появления горячих трещин на металле сварочного шва.
2. Электрические проводники с целлюлозным видом обмазки обозначаются буквой «Ц». Особенность — высокое содержание органических веществ (массовая доля может достигать 50%): целлюлоза, органические смолы, ферроспалвы и т.д. При сгорании в дуге такого рода покрытия выделяют большое количество защитных газов и малое — шлака. Это гарантирует удобство сварочных работ в вертикальном положении. Недостатки: высокое содержание водорода при работе со сталью могут отрицательно сказываться на характеристиках наплавленного металла; значительно количество брызг.
3. Рутиловые электроды имеют в маркировке букву «Р». Основой покрытия является рутил, а также некоторое содержание кремния и кислорода. Данный вид характеризуется спокойным расплавлением, небольшим количеством брызг, легким отделением шлака, шов имеет тонкий рисунок. Важная особенность — простота повторного зажигания дуги. Сварочные работы следует проводить в условиях нормальной влажности и после прокалки материалов, иначе качество соединения ухудшается и появляются признаки окисления.
4. Основное покрытие электродов обозначается буквой «Б», состоит из карбонатов магния и кальция. Проводники с данным типом обмазки предназначены для работы на постоянном токе, а также для соединения ответственных конструкций и трубопроводов. Наплавленный металл обладает повышенным уровнем пластичности, не отличается склонностью к окислению. Главное достоинство — слабая насыщенность такого типа покрытия водородом позволяет исключить ухудшение характеристик стали и других металлов. Основной недостаток — образование большого количества шлака.
Плюсы и минусы использования
Положительные стороны стержней:
- доступность для всех пользователей;
- быстрый поджиг и стабильное горение дуги;
- горячий металл почти не разбрызгивается;
- образование легко удаляемого слоя шлака;
- прочность шва;
- отсутствие чувствительности к гальванической защите и следам ржавчины на кромках свариваемого металла;
- пониженная токсичность.
Отрицательные черты:
- варит только металлы толщиной до 5 мм;
- требуется применение флюсов;
- невозможность сварки трубопроводов высокого давления.
Цены перекрывают все имеющиеся недочеты. Приобрести материалы разного диаметра в специализированных магазинах можно, заплатив за 1 кг 70-152 руб.
Пачка электродов весом 5 кг.
Маркировка и производители
Электроды были разработаны в институте сварки Академии Наук им. Патона. Маркировка АНО -21 означает:
- А: Академия
- Н: Наук
- О: обмазанный;
- 21: модель разработки
Полное обозначение Э46-АНО-21-d-УД Е 430/3/-Р 11 содержит в себе детальное описание свойств изделия:
- Э46: тип изделия согласно ГОСТ;
- АНО-21: марка;
- d: диаметр изделия;
- У: соединение углеродистых сплавов;
- Д: с утолщенной обмазкой;
- 43: сопротивление разрыву материала шва 46 кгс/мм2;
- О: относительное удлинение до 18%;
- /3/: ударная вязкость наплава от 3,5 кгс м/см2;
- Р: обмазка на основе рутила;
- 1: работает в любых сварочных положениях;
- 1: использует прямую или обратную полярность, или переменный ток.
Электроды АНО-21 выпускают следующие предприятия-изготовители:
- Патон;
- MaxWeld;
- Гранит;
- Тигарбо;
- ЛЭЗ;
- Монолит;
- КОМЗ.
Специалисты признают, что не все изготовители в точности соблюдают технологию изготовления и химический состав обмазки. Поэтому качество и рабочие свойства их продукции отличаются друг от друга. Различия заключаются в легкости розжига, стабильности дуги и пористости шва.
Электроды АНО-21
Электроды Арсенал АНО-21 используются для сварки деталей толщиной от одного до четырех миллиметров, изготовленных из низколегированных и углеродистых сталей. Эта модель выпускается с диаметрами 2,0; 2,5; 3,0 и 4,0 миллиметра.
Для их изготовления используется проволока, содержащая добавки, которые увеличивают значение коэффициента поверхностного натяжения образуемого наплава. Это дает возможность заниматься швами, расположенными в потолочном и вертикальном положении, не опасаясь того, что из сварочной ванны произойдет вытекание металла.
К достоинствам электродов АНО-21 относятся: легкий поджиг дуги, стабильность ее горения, формирование легкоудаляемого шлака, прочность и долговечность шва, который является герметичным. Однако, их нельзя использовать при необходимости сваривать детали большой толщины и стыков трубопроводов, находящихся под высоким давлением. Если сосуды работают под низким давлением, то возможно использование этого вида электродов.
Хранение электродов
Продукция поставляется в упаковке и специальной пленке, защищающей изделия от влаги. Однако чтобы электроды долго находились в рабочем состоянии, необходимо соблюдать условия хранения. Они должны находиться в сухом месте при t не ниже 15°С
Очень важно не допускать их намокания или излишней увлажненности помещения. Проследите также, чтобы на них ничего не упало и не вызвало механической деформации
В противном случае покрытие будет повреждено и пользоваться электродами будет невозможно.
Если вышло так, что электроды намокли, их следует просушить. Это делается в специальной печи. Поместите их туда на полчаса. Температура прокалка должна быть равна 150 — 160°С.
Преимущества и недостатки расходного материала
Как и любой другой вид расходных материалов, электроды сварочные ано 21 имеют свои преимущества и недостатки в процессе эксплуатации. Среди преимуществ можно отметить:
- Доступность и популярность.
- Приемлемую цену.
- Простое зажигание дуги независящее от условий работы.
- Ровное шлакообразование и легкость его удаления после работы.
- Получение шва мелкочешуйчатой структуры.
К присущим недостаткам можно отнести:
- Довольно узкий диапазон взаимодействия.
- Ненадежную защиту покрытия, что требует применения дополнительного флюса и подготовки металла.
- Низкую прочность шва, неспособного к удержанию высокого давления и физического воздействия.
- Невозможность производства работ с толстостенными металлами.
- Снижение качества соединения шва при возникновении сложностей в процессе сварки.
Техническая характеристика АНО-21
Технические параметры изделия предусматривают возможность работы при произвольной полярности переменного тока. При правильном хранении и подготовке электродов, как правило, в процессе сварки проблем с розжигом дуги не возникает.
Сварной шов формируется за счет небольших чешуйчатых наплывов, что является оптимальным вариантом для заготовок небольшой толщины, так как не возникает термических деформаций металла.
Электроды АНО-21 с обыкновенным покрытием и без дополнительной защиты не следует использовать для сварки алюминиевых конструкций и высокоуглеродистых марок стали, так как для подобных операций необходимы специальные изделия, содержащие дополнительные присадки, компенсирующие высокое содержание углерода.
Преимущества и недостатки АНО-21
Как и большинство других марок расходного материала для проведения сварочных работ, электроды АНО-21 обладают как преимуществами, так и недостатками.
Среди преимуществ отметим следующие:
- доступность на рынке и широкую популярность;
- низкую стоимость;
- легкий розжиг дуги вне зависимости от условий работы;
- формирование гладкого слоя шлака, легко отделяемого от наплава при проведении контроля;
- образование герметичного шва из мелкочешуйчатых наплывов.
Не обойдем стороной и недостатки:
- узость сферы применения;
- недостаточно надежное покрытие, что требует применения дополнительных флюсов и подготовки заготовок;
- недостаточная прочность шва, не выдерживающего серьезных ударных воздействий и давления;
- некачественный шов при работе с заготовками значительной толщины.
Описание
Электроды АНО-21 представляют специальный класс электрических проводников. С их помощью можно создать сварочный шов высокого качества при соединении разнообразных металлических изделий. В первую очередь здесь подразумеваются низколегированные и углеродистые стали, характеризующиеся показателем временного сопротивления разрыву до 450 МПа. Особенностью рассматриваемых электродов является их высокая стойкость к появлению в швах пор. Эту способность они демонстрируют и в случае наличия на кромках окалины. Сваривать с их помощью можно любые элементы соответствующих соединений:
- рядовые;
- угловые;
- стыковые.
Соединять эти изделия при помощи сварки можно в любом положении за исключением позиции «сверху вниз». Сами работы могут осуществляться с применением постоянного тока любой полярности. Здесь может использоваться и переменный ток, вырабатываемый источниками питания, работающими при напряжении холостого хода, равном 50 +/- 10 В .
Как научиться варить
Чтобы научиться обращаться с электродами с нуля, надо постоянно практиковаться в сварке. Процесс несложный, но требующий ловкости. Желательно посмотреть, как это делает специалист, не забыв применить защитные очки.
Надо так взяться за держатель, чтобы обеспечить хороший обзор рабочего места. После этого стержень наклоняется под углом 30 градусов к плоскости детали, а затем делается чиркающее движение об неё, после которого должна зажечься дуга. Сразу вслед за этим электрод максимально приближается к заготовке, так, чтобы обмазочное покрытие коснулось свариваемой поверхности.
Далее, следует дождаться появления в зоне сварки красного пятна, которое образуется в результате расплавления обмазки (флюса). Через какое-то время (примерно через 2-3 секунды) в центре красного образования начнёт проявляться оранжевое пятнышко с большей яркостью и постоянно дрожащей по краям мелкой рябью.




В этой точке расплавленный металл формируется в каплю, дрожащую из-за воздействия электрического тока и высоких температур. Специалисты называют эту каплю сварочной ванной, то есть местом, где плавится металл и образуется шов.
После появления ванны останется лишь плавно сдвигать эту зону по направлению предполагаемого соединения. Так постепенно образуется шов. Умение варить открывает широкие возможности для строительства и творчества. Ведь сварка помогает создавать оригинальные и прочные конструкции.
Таблица сравнения
Электродную продукцию, в том числе и АНО-21, выпускают несколько предприятий. Технология изготовления соблюдается не на всех, по этой причине свойства изделий разных производителей отличаются розжигом, удержанием стабильности дуги и появлением пор.
Рекомендуем к прочтению Особенности и главные преимущества использования электродов типа Э46
Мастерами проведены тесты сравнения с участием АНО-21 , МР-3 и УОНИ. Результаты испытаний в зависимости от направления сварки отражены в таблице.
| Показатель | АНО-21 | МР-3 | УОНИ |
| Расход металла (1 кг) | 1,7 | 1,7 | 1,6 |
| Вязкость (Дж/см²) | 80 | 80 | 200 |
| Удлинение (%) | 18 | 18 | 26 |
| Производительность (кг/ч) | 1,4 | 1,7 | 1,3 |
| Предел текучести (МПа) | 460 | 400 | 350 |
| Максимальный ток (А) | 220 | 260 | 200 |
| Минимальный ток (А) | 40 | 30 | 40 |
| Прокалка (мин.) | 60 | 60 | 60 |
Таблица поможет в подборе нужных для работы электродов.
Сварочные характеристики
Особенности электродов:
- диаметр изделий – 1-5 мм;
- покрытие – рутиловое;
- разбрызгивание металла – не превышает 4%;
- часовой расход – 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв – не менее 460 МПа;
- удлинение – 18%;
- вязкость – 80 Дж/см²;
- угол загиба соединения – 150°.
Рекомендуем к прочтению Главные особенности и нюансы применения электродов типа Э50А
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.
 Ровный сварочный шов.
Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке – 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.
 При сварке электродом АНО-21 брызг почти нет.
При сварке электродом АНО-21 брызг почти нет.
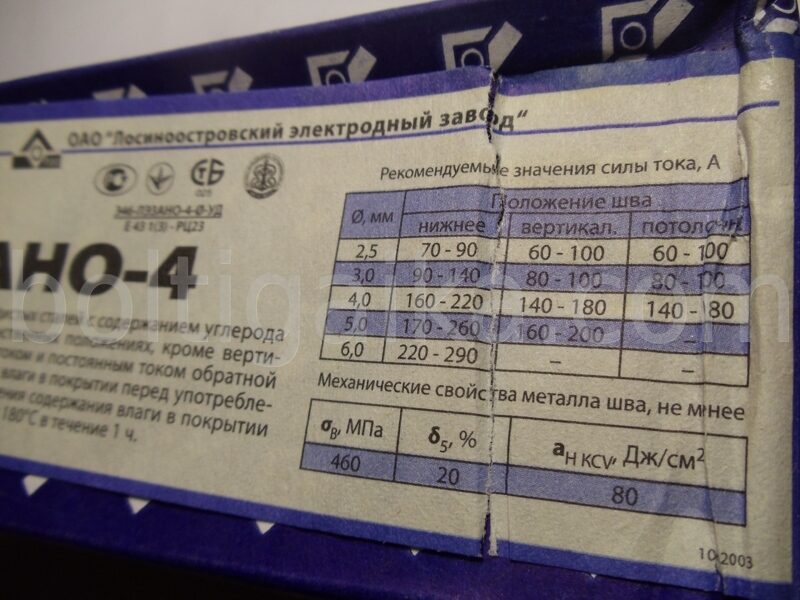
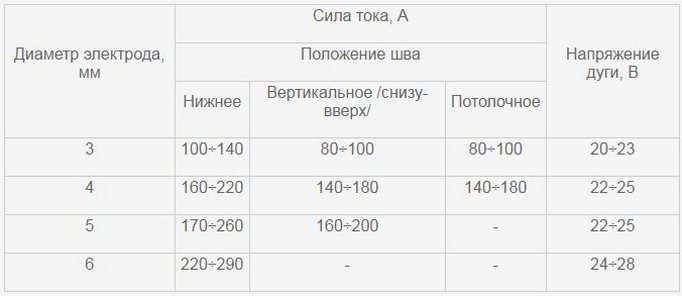
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | – | – | 160-190 | 150-170 | 150-180 |
| 5 | – | – | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Размеры видов электродов от различных производителей
Производители создают свой ассортимент размеров, который будет удобен для использования. Поэтому, несмотря на достаточную схожесть, в каждой марке имеются свои нюансы соотношения, и порой возникает разница в несколько сантиметров длины или несколько миллиметров толщины. Более точно требуется смотреть уже в данные конкретной модели. Размеры электродов для сварки от различных производителей:
LB-52U
| Диаметр, мм | 2.6 | 3.2 | 4 | 5 | |
| Длинна, м | 0,35 | 0,35 | 0,4 | 0,4 | 0,4 |
Сварочный электрод LB-52U
АНО-21
| Диаметр, мм | 1.6 | 2 | 2,5 | 3 | 4 | 5 |
| Длинна, м | 0,25 | 0,25 | 0,3 | 0,3 | 0,35 | 0,4 |
Сварочные электроды АНО-21
МР-3
| Диаметра, мм | Длина, м |
| 2 | 0,3 |
| 2,5 | 0,3 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод МР-3
ОЗС-12
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сварочный электрод ОЗС-12
ОК-46
| Диаметр стержня, мм | Длина стержня, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,35 |
Сварочный электрод ОК.46
УОНИ-13 45
| Величина диаметра, мм | Длина электрода, м |
| 2 | 0,3 |
| 2,5 | 0,35 |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Электрод для сварки УОНИ-13/45
АНО-6
| Диаметр, мм | Длина, м |
| 3 | 0,35 |
| 4 | 0,45 |
| 5 | 0,45 |
Сферы применения
Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.






Это интересно: Сварка нержавеющей стали маркировки 12х18н10т: познаем со всех сторон
Электроды для сварочного инвертора
Для выполнения сварочных работ необходимо правильно выбрать не только сварочный инвертор, но и правильно подобрать к нему сварочные электроды. Электроды для ручной дуговой сварки изготавливают в виде стержней, выполненных из холоднотянутой калиброванной сварочной проволоки. На поверхность стержня наносят слой покрытия, обеспечивающего устойчивое горение дуги и защищающего сварочную ванну от атмосферного воздействия. Большое разнообразие электродов, а также принципов классификации, может затруднить их правильный выбор начинающим сварщиком.
Наиболее распространенные и качественные марки электродов, применяемые для сварки сварочными инверторами, это электроды ОК-46.00 ОЗС-12 и УОНИИ-13/55 производства (Санкт-Петербург, Россия), а также электроды АНО-4, АНО-21 , ОЗС-12, а для особо ответственных конструкций УОНИИ-13/55 производства «Судиславского завода сварочных материалов» (ООО «СЗСМ» г. Судиславль, Россия).
АНО-4 СЗСМ – универсальный электрод для сварки корпусных конструкций из углеродистых сталей. Легкая отделяемость шлака. Покрытие – рутиловое. Диаметр — 3мм и 4мм.
АНО-21 СЗСМ – универсальный электрод общего назначения для сварки конструкций из низкоуглеродистой стали как переменным, так и постоянным током. Сварка производится преимущественно на короткой длине дуги. Диаметр — 2мм и 2,5мм.
ОЗС-12 СЗСМ — электрод отличает легкое зажигание и высокая эластичность дуги, возможность сварки по окисленным поверхностям. Сварка конструкций из углеродистой стали. Диаметр 3,0мм. ОК-46.00 ЭСАБ-СВЭЛ – универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в том числе и повторно. Не чувствителен к ржавчине и поверхностным загрязнениям. Рекомендуется для сварки углеродистых конструкционных и судовых сталей. Диаметр 2,0мм, 2,5мм, 3мм и 4мм.
ОЗС-12 ЭСАБ-СВЭЛ — электрод отличает легкое зажигание и высокая эластичность дуги, возможность сварки по окисленным поверхностям. Сварка конструкций из углеродистой стали. Диаметр 2,5мм, 3мм и 4мм.
УОНИИ-13/55 ЭСАБ-СВЭЛ — электрод для сварки особо ответственных конструкций из углеродистых и низколегированных сталей на постоянном токе, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Покрытие – основное. Диаметр — 2,5мм, 3мм, 4мм и 5мм.
Для односторонней сварки трубопроводов большого диаметра применяют низководородные электроды пр-ва Япония — KOBELCO LB-52U или Nittetsu-16W.
При покупке электродов обращайте внимание на срок их годности. Просроченные электроды не обеспечат качественной сварки, т.е
надежного соединения деталей! Хранить электроды необходимо в сухих помещениях в специальной упаковке, которая предотвратит попадание влаги. Если все же электроды отсырели, то поможет их просушка или прокалка. При сварке ответственных конструкций или трубопроводов для прокалки электродов применяют печи — переносные типа ЭПСЭ-10/400 или стационарные типа ПСПЭ-50/400, а для хранения прокаленных электродов на рабочем месте — термопеналы ТП-5/150.
Электроды ано-21
Сваривая угловые, стыковые или нахлесточные соединения из металла, которые имеют толщину от 2 до 5 миллиметров, Вы наверняка сталкивались с ситуацией, когда нет быстрого первого и повторного зажигания дуги или нет возможности производить сваривание в удобном Вам положении.
В таком случае Вам нужно воспользоваться специальными электродами АНО-21, которые способны выполнить все Ваши требования. Однако для того чтобы быть полностью уверенными в том, что качество этого вида электродов действительно «на высоте», тогда давайте рассмотрим основные качества и преимущества данного вида электродов.
Электроды АНО-21 характеризуются низким разбрызгиванием металла, а также мягким и стабильным горением дуги. Также легкая отделяемость шлаковой корки от металла шва позволяет Вам значительно сократить время сваривания. Сваривание электродами АНО-21 можно производить во всех пространственных положениях. Легкое первое и последующие зажигания дуги позволяют Вам без проблем начинать сваривание тогда, когда Вам нужно.
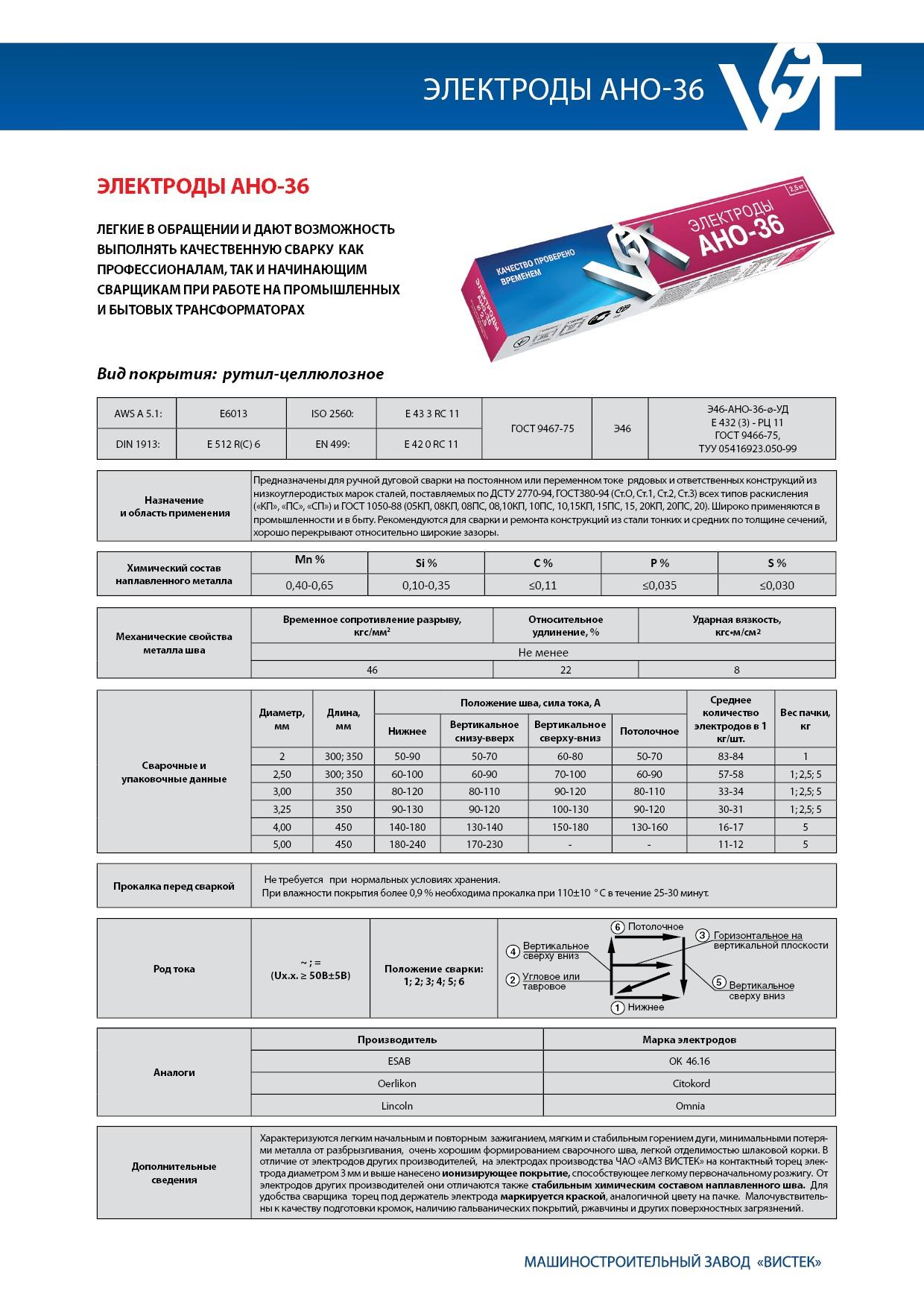
Торец электрода АНО-21 обработан ионизирующим покрытием, которое позволяет быстро разжигать дугу в первый раз. Таким образом, торец маскируется под краской, цвет которой указан на пачке электродов. Благодаря этому свойству электроды АНО-21 способны обеспечивать прекрасные сварочно-технологические свойства при сваривании малогабаритных трансформаторов. Также они имеют малую чувствительность к качеству подготовки кромок, поэтому Вам совсем не обязательно качественно подготавливать кромки и тщательно очищать металл от следов коррозии, ржавчины и других последствий повреждения металла.
Покрытие электродов АНО-21 рутиловое, поэтому благодаря этому виду покрытия гарантируется высокое качество сварного шва. Также еще из-за того, что при изготовлении электродов АНО-21 используется рутиловое покрытие возможно сваривание плохо очищенных поверхностей. Рутиловое покрытие обеспечивает сваривание высокого качества, поэтому использование электродов АНО-21 гарантирует Вам высокое качество сварного шва и комфорт при сваривании.
производители сварочных электродов и сварочного оборудования советуют владельцам электродов АНО-21 производить предварительную прокалку электродов перед свариванием при температуре 120 градусов по Цельсию. Производить прокалку электродов в специальной печи нужно на протяжении 30 – 40 минут. Используя специальную печь для прокалки электродов, Вы даете себе полноценную гарантию того, что покрытие сварочных электродов АНО-21 не будет опадать.
Таблица марок электродов и области применения для ручной дуговой сварки и наплавки легированной стали
Некоторые виды электродов изначально создаются под работу с определенными техническими металлами. Легированные стали часто используются в производстве, так что специально под их свойства производят расходные материалы. Они содержат те же легирующие элементы, которые и в основном металле, чтобы компенсировать их недостаток после температурного воздействия.
|
Тип электрода |
Для сварки каких сталей предназначается |
| Э-70, АНП2 | Х2ГМР, 14 ХМНДФР, 14 ХГНМД, 14 Х2ГМСШ, |
| НИАТ 3М | 30 ХГСА, 30 ХГСНА, 25 ХГСА, 20 ХГСА, 12 Х2НВФА |
| УОНИ-13/85 | 35 ГС, 30 ХГ2С, 25 Г2С |
| Н20/Св-12Х2НМАВИ | ВНЛ3М, 30 ХГСА |
| ОЗС-11 | 12 МХ, 12 ХМФ, 15 Х1М1Ф, 15 ХМ |
| ТМЛЗУ | 2 Х1МФ, 20 ХМФЛ, 15 Х1М1ФЛ, 15 Х1М1Ф |
| ЦЛ-45 | 15 Х1МФ, 12 Х1МФ |
Таблица марок электродов и области применения для ручной дуговой сварки и наплавки чугуна
Выбор электродов для ручной дуговой сварки чугуна зависит от содержания углерода в данном металле. В любом случае оно достаточно высокое и поэтому расходные материалы также содержат данный элемент, что выделяет их свойства относительно других электродов.
|
Марка наплавочного материала |
Свойства |
| ОК-92.05 | Текучести предел – 320 МПа Прочности предел – 460 МПа Удлинение относительное – 30% Механически обрабатываем |
| ОК-92.18 | Текучести предел – 300 МПа Удлинение относительное – 6% Твердость 160 НВ |
| ОК-92. 26 | Текучести предел – 420 МПа Прочности предел – 660 МПа Удлинение относительное -40% |
| ОК-92.35 | Текучести предел – 515 МПа Прочности предел – 750 МПа Удлинение относительное – 17% Твердость: 240-260 НВ |
| ОК-92.58 | Текучести предел – 375 МПа Твердость 180НВ |
| ОК-92.86 | Текучести предел – 410 МПа Прочности предел – 640 МПа |
Цветные металлы встречаются более редко, чем стали. Электроды для них предназначаются как для чистых металлов, так и для сплавов. Здесь обязательно присутствие большого количества основного элемента в составе, так как многие из деталей являются сложно свариваемыми.
|
Марка электрода |
Для какого металла он предназначен |
| ОЗА1 | Чистый алюминий |
| ОЗА2 | Сплав алюминия с кремнием |
| ОЗАНА1 | Изделия из технического алюминия |
| ОЗАНА2 | Алюминиево кремниевые сплавы |
| Комсомолец 100 | Технически чистая медь |
| АНЦ/ОЗМ2 | Технически чистая медь |
| АНЦ/ОЗМ3 | Технически чистая медь |
| АНЦ/ОЗМ4 | Технически чистая медь |
| ОЗЛ-32 | Чистый никель |
| В56У | Сварка монеля |
Таблица марок электродов и области применения для резки металла
Такие типы материалов является уникальными, так как нагрев и плавление электрода при дуговой сварке в обыкновенном случае происходит при средних режимах, тогда как эти нужно использовать при максимальном токе. У них повышенная теплостойкость, но они все же относятся к плавким вариантам.
| Марка электрода |
Для чего он предназначен |
| ОЗР1 | Резка металла, создание отверстий, устранение швов с дефектами и так далее. |
| ОЗР2 | Резка металла, стержней арматуры толщиною до 40 мм, создание отверстий, устранение швов с дефектами и так далее. |
| АНР2М | Резка металла, создание отверстий, устранение швов с дефектами и так далее. |
Обозначение и маркировка электродов для ручной дуговой сварки
На примере электрода Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13
- Э-46 – тип, для низколегированных и углеродистых сталей;
- ЛЭЗАНО21 – марка;
- У – назначение, для низколегированных и углеродистых сталей;
- Д – толстое покрытие;
- Е – плавящийся электрод;
- 43 – предел прочности на растяжение – 430 Мпа;
- 1 – относительное удлинение около 20%;
- (3) – 20 градусов Цельсия для сохранения ударной вязкости;
- РЦ – покрытие рутилово-целлюлозное;
- 1 – пространственные положения, допустимы все;
- 3 – ток для сварки, можно варить постоянным током обратной полярности и переменным при холостом ходе в 50 В.
Внешний вид электрода Э-46 ЛЭЗ АНО-21
Выбор
Первоочередной фактор в выборе является металл в составе стержня. Он должен быть схож с тем, из которого сделана заготовка. Диаметры электродов для ручной дуговой сварки идут следующим пунктом, так как они не должны превышать толщину самой детали. Покрытие выбирается согласно тому, в каких условиях приходится работать. Перед окончательным выбором стоит детально изучить маркировку, чтобы убедиться в его правильности.
«Важно!Перед использованием электродов их требуется просушить и прокалить.»
Характеристики и применение
УОНИ-13/55
Стержни с основным покрытием рекомендованы при работе с низколегированной и углеродистой сталью, предназначены для сварочных аппаратов постоянного тока и инверторов. Преимущества электродов этой марки заключается в получении пластичных швов, которые с легкостью переносят ударные нагрузки и низкие температуры.



Есть у этих электродов и недостатки. Необходимое минимальное напряжение для разжигания стержня на холостом ходу должно составлять 65-70 В. Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
АНО-21
Покрытые рутиловой обмазкой электроды применяют для сваривания углеродистой стали небольшой толщины. Легко разжигаются и при первом, и при повторном использовании. Образуют мелкочешуйчатый шов из небольших волн. Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
МР-3
Разжигаются при работе даже с аппаратами, имеющими не очень высокую ВАХ (вольт-амперную характеристику). Обеспечивают хорошую защиту и позволяют контролировать положение сварной ванны. Могут возникать некоторые трудности с разжиганием. Если это происходит, электрод прокаливают при температуре в 150-180 градусов в течение 40 минут. Применяются для любых типов швов, за исключением вертикальных сверху-вниз. Быстро и легко разжигаются. За это качество их еще называют «бенгальскими огнями». Профессиональные сварщики не используют их в тех случаях, когда необходимы мелкие движения для хорошего прогрева. Мягкая сварка и полное отсутствие необходимости зачищать соединяемые поверхности сделало их идеальным выбором для новичков, осваивающих азы сварки. ОК 63.34
Применяют при сварке вертикальных швов, осуществления нахлестных и стыковых соединений, многопроходной сварке. Минимальный показатель напряжения холостого хода для работы со стержнями этой марки должен равняться 60 В. Образование шлака при сварке минимально и легко отбивается. Требования к электродам для инверторной сварки
Лучшими для работы с инверторными сварочными аппаратами являются металлические стержни плавильного типа, которые обладают следующими характеристиками:
1. Обеспечивают легкость проводимых сварочных работ
Если электрод подобран неправильно, то есть не соответствует составу металла, процесс сварки значительно затрудняется.
2. Показывают качественный результат шва
Важный фактор при выполнении герметичных и наружных работ. Качественные электроды должны позволять получать как вогнутые, так и плоские швы.
3. Образуют отделяемый шлак
Качество применяемого электрода легко проверить по шлаку. Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
4. Отвечают санитарным нормам
Используемые электроды должны быть выполнены в полном соответствии с существующими государственными нормами и стандартами.
5. Позволяют проводить сварку по коррозийным металлам
Допустимость проведения подобных работ является исключением, а не повсеместной практикой. Если такая необходимость возникает, марки УОНИ, АНО и МР-3 обеспечат качество работы и в этом случае.