На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».
Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря
У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.
Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию
Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
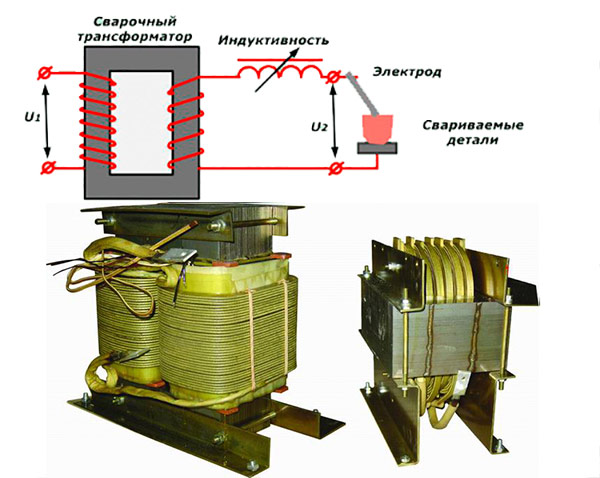
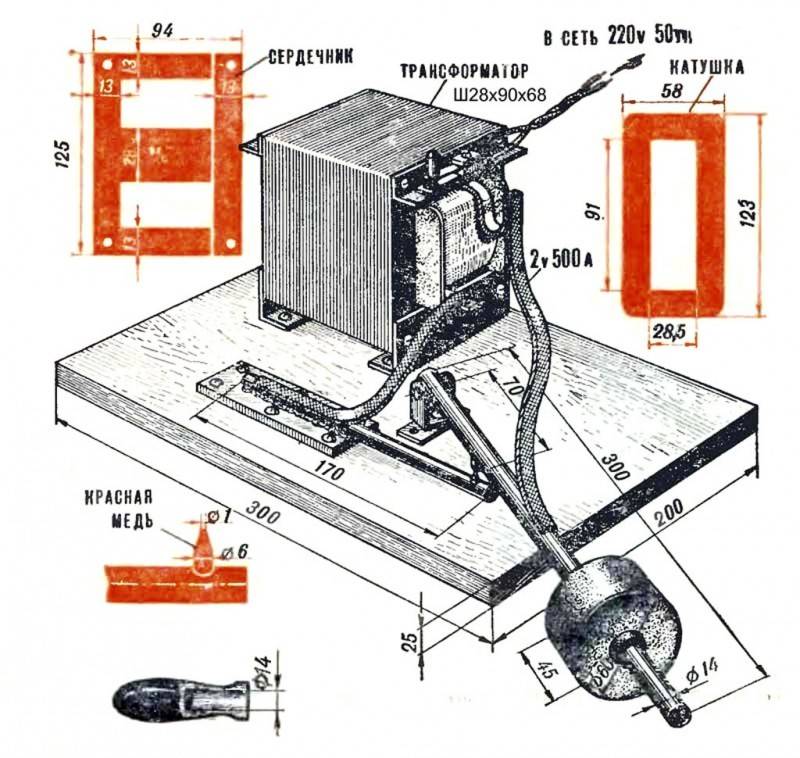
Экономичный сварочный трансформатор
Экономичный сварочный трансформатор
Электрическая дуга была впервые получена в 1802 г. русским академиком В.В. Петровым. За свою более чем 200-летнюю историю она из обычного электрического явления превратилась в мощную технологическую составляющую современного производства.
Технический прогресс в промышленности неразрывно связан с постоянным совершенствованием сварочного производства.
Сварка как высокопроизводительный процесс изготовления неразъёмных соединений находит широкое применение при изготовлении металлургического, кузнечно-прессового, химического и энергетического оборудования, в сельскохозяйственном и тракторном машиностроении, в производстве строительных и других конструкций.
Начиная с середины 80-х годов прошлого столетия, стало увеличиваться количество сварочных аппаратов, предназначенных для домашнего применения. Сегодня их изготавливают не только любители-одиночки, но и всевозможные акционерные общества, появившиеся при крупных промышленных предприятиях.
Однако приобрести надежный и удобный сварочный аппарат для личных нужд не так то просто. Дело в том, что при изготовлении подобных устройств очень часто копируются их «старшие братья» (сварочные аппараты для промышленного применения) как бы в уменьшенном виде. Такой подход нельзя считать правильным.
Как известно, сварочные аппараты являются энергоёмкими устройствами. Эта особенность, с которой мирятся на производстве, может стать существенным препятствием для применения их в домашних условиях. Попробуем разобраться в причинах этого явления.
Почему бытовые сварочные аппараты так же «прожорливы» как и их «старшие братья»? На первый взгляд кажется, что причина кроется в неверных электротехнических расчётах сварочного трансформатора или ошибках, допущенных при его намотке. Такое часто случается, когда трансформатор изготавливают в любительских условиях.
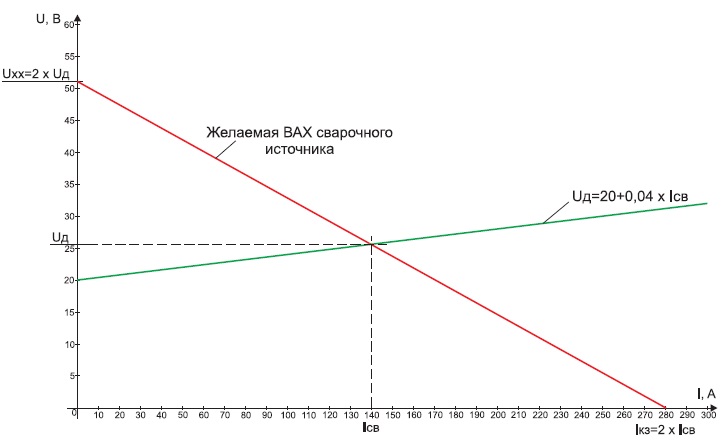
Но дело не только в этом. Даже безупречно грамотно рассчитанный сварочный трансформатор потребляет в рабочем режиме значительное количество энергии. Здесь требуется дать некоторые пояснения. В теоретической электротехнике при расчётах используются понятия «идеального источника тока» и «идеального источника напряжения».
Первый на любой нагрузке обеспечивает неизменный ток, а второй- неизменное напряжение. Чтобы выйти на такие режимы «идеальный источник тока» должен иметь бесконечно большое внутреннее сопротивление (r=∞), а «идеальный источник напряжения» – бесконечно маленькое внутреннее сопротивление (r=0).
Реальные источники электрической энергии имеют внутреннее сопротивление: 0
Так как на внутреннем сопротивлении бесполезно расходуется часть энергии источника, то разным оказывается и КПД данных источников: источник тока имеет коэффициент полезного действия : 0
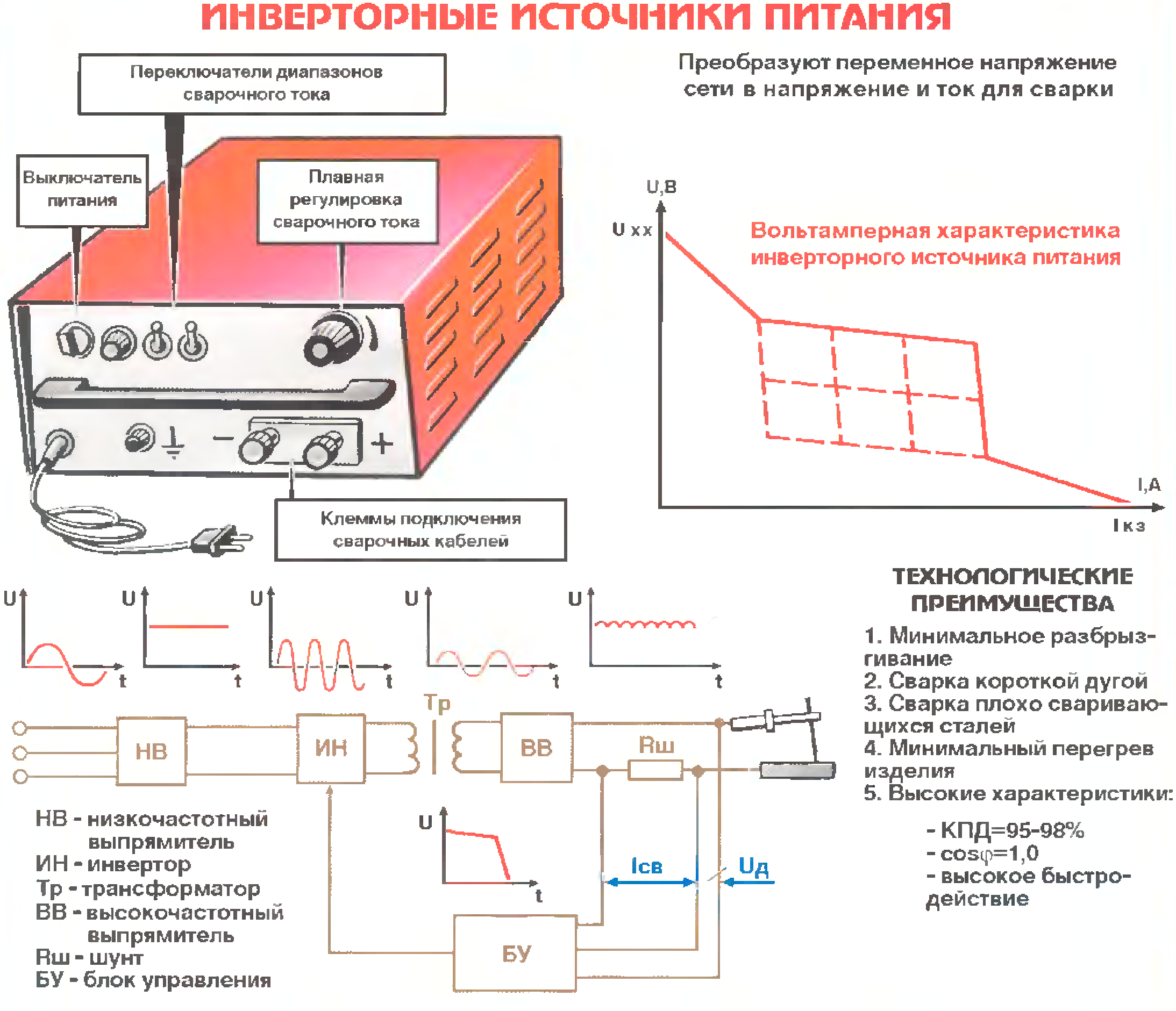
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).
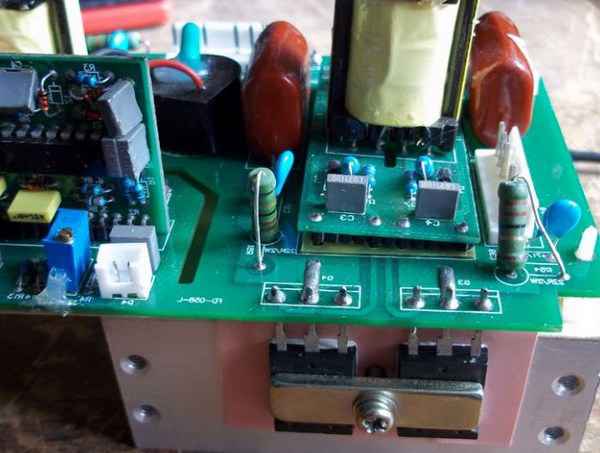
Сварочный инвертор без защитного кожуха
Диодный мост в сварочном аппарате: силовые выпрямители своими руками
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Выпрямитель для сварки
Оборудование для сварки на переменном токе обладает существенным минусом при использовании в домашних условиях: оно провоцируют перепады напряжения в сети и помехи для работы электроустройств.
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Как сделать выпрямитель своими руками?
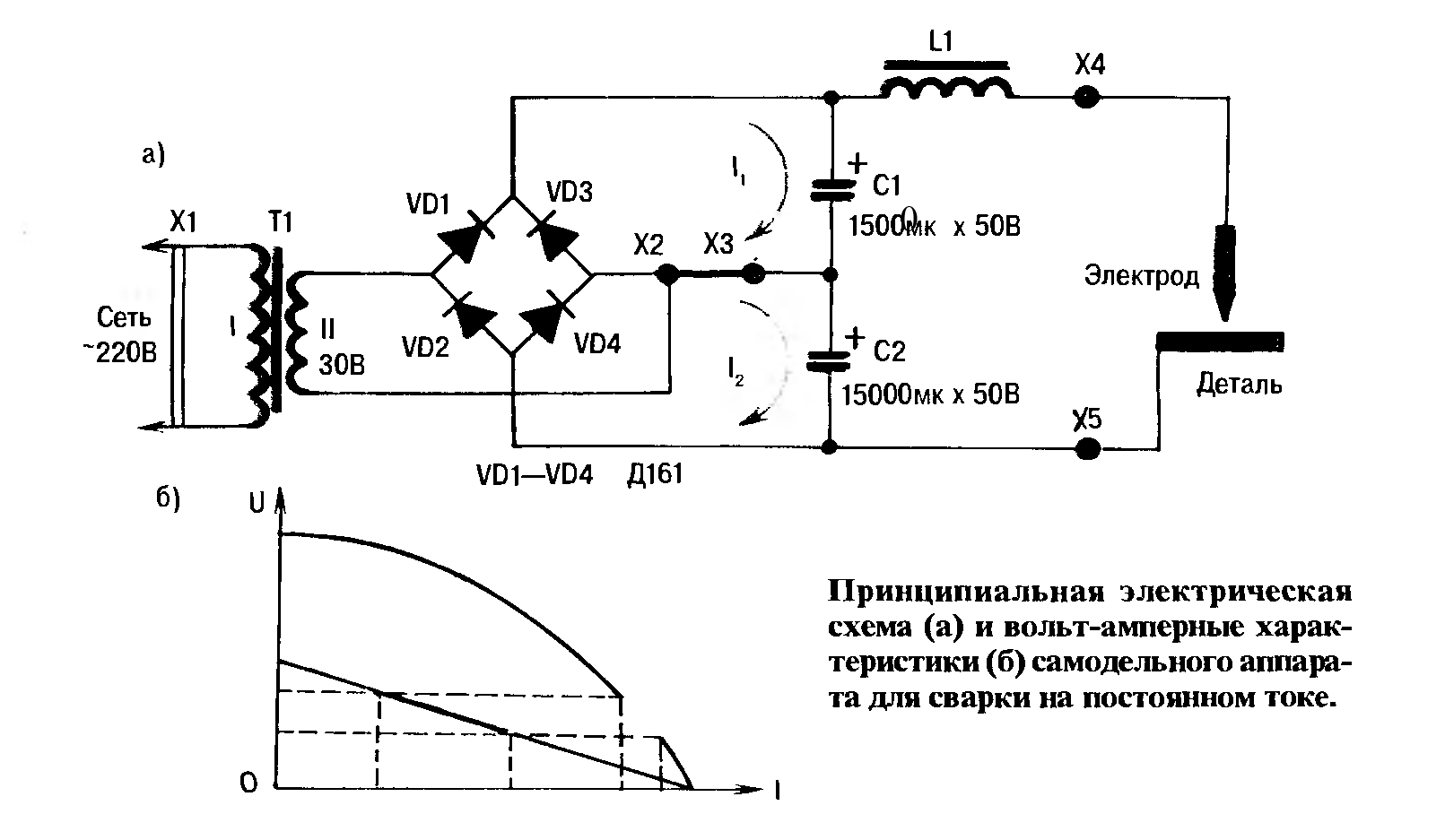
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.






Использовать проволоку без обмазки также допустимо, но только при условии большого опыта в сварных вопросах. Для неопытного сварщика справиться с ней будет практически нереально.
Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
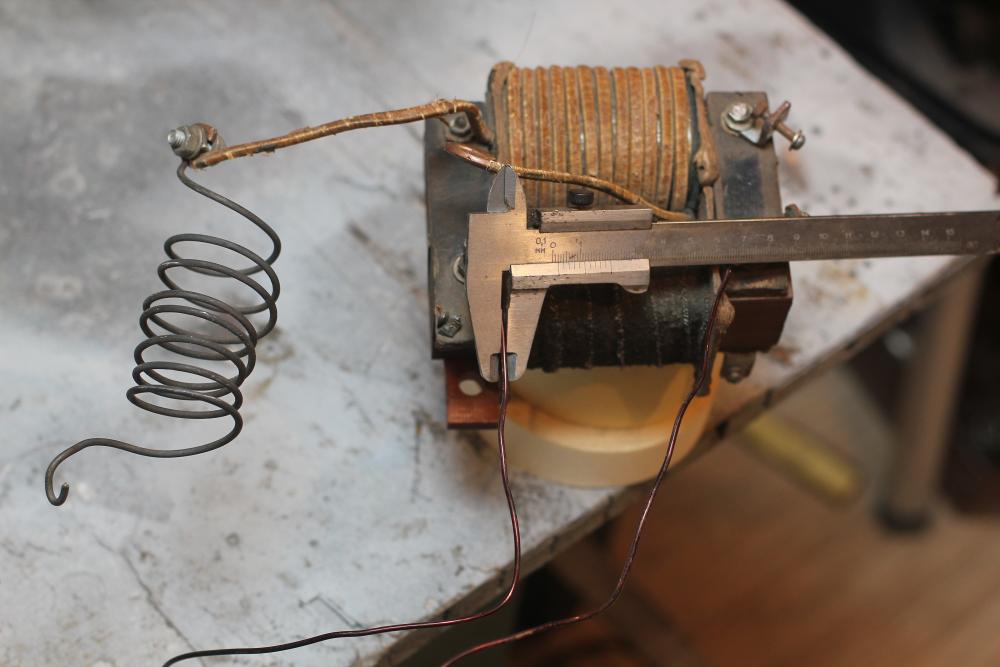
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.
Электрическая схема сварки с диодным мостом.
Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.
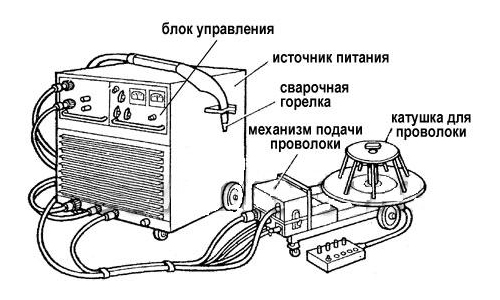
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе – на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом – наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Актуальность вопроса
Главным вопросом сварщиков считается такой: какой ток должен быть у аппарата, чтобы он работал долго и качественно – неустойчивый или статичный? Раньше было гораздо проще, потому что все аппараты работали на переменке.
Не стоял трудный выбор, который возник буквально 25 лет назад. Обычному мастеру сегодня крайне сложно определить, что будет работать лучше – инверторы, трансформаторы или выпрямители. Стоит остановиться на этом вопросе подробнее.
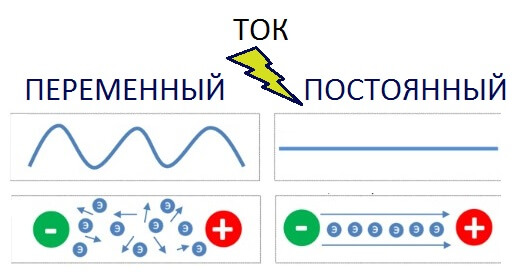
Что же собой представляет переменный ток? Это стандартный электрический импульс, который выходит из розеток.
Аппараты старого образца работали именно по такому принципу: они подключали механизм и на выходе получали пару сотен Ампер сварочного тока. Этого хватало для успешной работы.
Сегодня технологии прогрессируют, и появляются аппараты, способные менять ток с переменного на постоянный. Но вот в чем подвох: инвертор переменного тока на самом деле меняет его на статичный. А это понятно далеко не всем.
Наша цель в этой статье – рассказать, что собой представляют и те, и другие аппараты
Кроме этого, мы попытаемся обосновать важность переделки сварочного оборудования с переменного тока на постоянный
Полезные дополнительные функции
Самые недорогие инверторы способны только изменять силу тока и показывать индикацию сети и перегрева. Чаще всего автоматика отключает питание при повышении температуры. Но чтобы работать было комфортнее или легче существует несколько дополнительных функций.
Функция Anti Stick
Чтобы получился ровный шов, необходимо выдерживать четкое расстояние между концом электрода и свариваемыми частями в пределах 3-5 мм (зависит от силы тока). Новичкам это удается с трудом (еще не привыкла рука), поэтому у них часто электрод прилипает к поверхности. Функция мгновенно отключает напряжение и возобновляет его как только контакт с изделием разорван.
В противном случае пользователю приходится прилагать физическую силу, чтобы оторвать конец присадочного материала, а это приводит к обсыпанию обмазки.
Функция Hot Start
Практична для сварки ржавых металлов или ответственных соединений. Действие функции заключается в подаче повышенного напряжения (В) при начале сварки, что обеспечивает легкий поджиг и избавляет от необходимости многократно стучать торцом электрода о поверхность. Если это лицевая сторона детали, то так дуга оставит меньше следов, которые потом придется обрабатывать механически.
Функция Arc Force
Оптимальна для новичков, у которых часто прилипает электрод. Аппарат с такой функцией «чувствует» расстояние между контактами и когда дуга вот-вот погаснет добавляет кратковременно силу тока (А), чтобы предотвратить это. Такое действие полезно и при сварке тонких металлов (1.0-1.2 мм), поскольку там изначально устанавливаются малые значения (20-40 А), что провоцирует залипание.
Выбирать инвертор лучше с цифровым дисплеем, поскольку так всегда видно текущее напряжение и силу тока. Нарисованная шкала обычно мелкая и уже с 3-4 метров трудно различима.

Инвертор с электронным дисплеем.
Если аппарат оснащен разъемом для TIG сварки, то пригодится функция затухания дуги, обеспечивающая плавное понижение ампер при отпускании кнопки сварщиком. Это предупредит образование свищей в конце шва и позволит планомерно кристаллизоваться сварочной ванне.
Когда инверторный аппарат с аргоном используют для сварки крупных емкостей из нержавеющей стали или ремонта корпусов двигателей и коробок, то практична функция дистанционной регулировки силы тока. Она выполнена в виде второй кнопки на горелке и позволяет корректировать амперы не приближаясь каждый раз к инвертору.
Вместо заключения
Нет однозначного ответа на вопрос, какой сварочный аппарат лучше — инвертор или трансформатор. Дело в том, что сварочный инвертор или сварочный трансформатор — это два принципиально разных аппарата. И хоть оба они предназначены для РДС сварки, их суть различается. Наша рекомендация: если подбираете аппарат для дачи, чтобы пару раз в год подварить теплицу, то выбирайте недорогой инвертор. Они проще в освоении, компактнее и легче.








Ну а если вы планируете обучаться и хотите аппарат «на вырост», то присмотритесь к трансформаторам или выпрямителям. Они тяжелее и сложнее в транспортировке, зато стоят столько же, сколько хороший инвертор. При этом гораздо мощнее и даже бытовые модели выдают силу тока до 300 Ампер.
Но учтите, что при использовании трансформаторов или выпрямителей у вас нет права на ошибку. Правильно выставите настройки — получите шов отличного качества. Здесь аппарат не будет помогать вам, как в случае с инвертором. Но мы считаем, что это скорее плюс, чем минус. Поскольку обучившись работать с трансформатором, вы потом сможете варить любым аппаратом, будь он трансформаторный, инверторный или полуавтоматический. Так же не забывайте про выпрямители, это тоже отличный аппарат для новичка. Желаем удачи в работе!
Что такое инвертор сварочный

Сварочные инверторы — это один из самых современных видов сварочных аппаратов. Они практически полностью вытеснили из мастерских и гаражей трансформаторные устройства, выпрямители и генераторы.
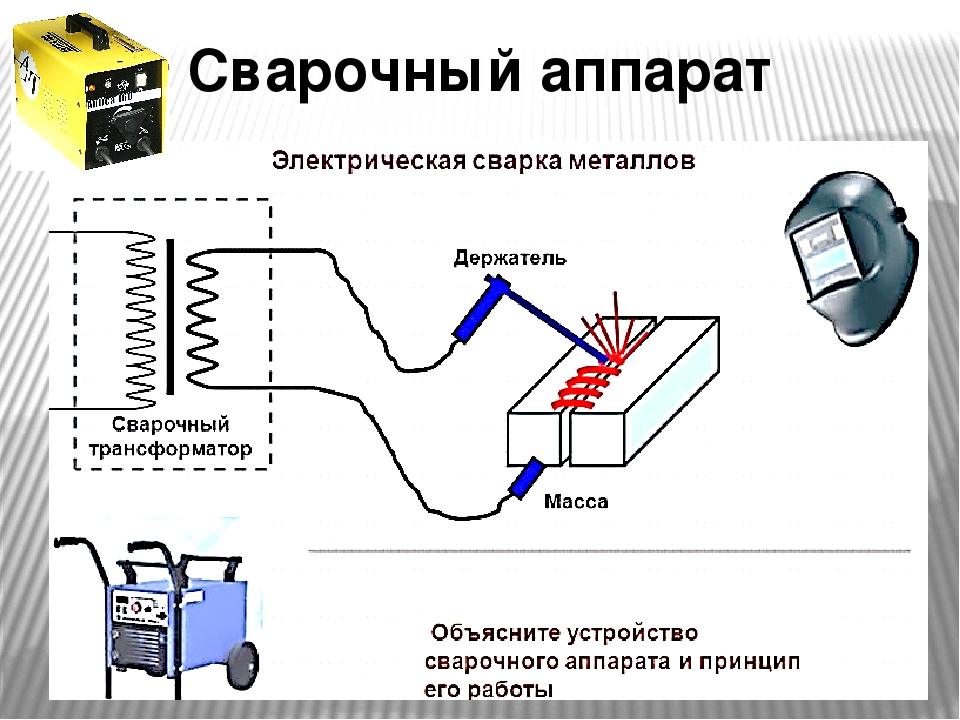
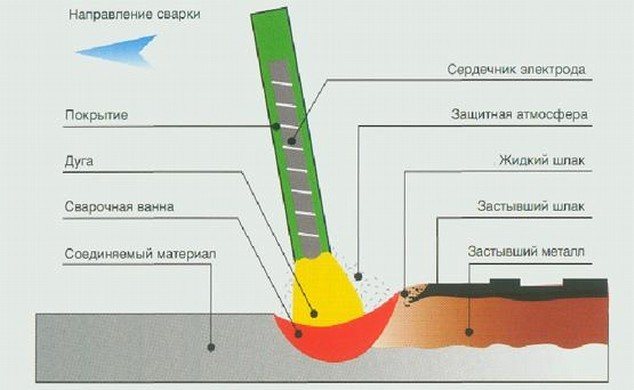
Принцип действия инвертора, как и любого другого сварочного аппарата заключается в выработке тока большой силы, способного возбудить и поддерживать сварочную дугу. Дуга, как известно, возникает между свариваемыми деталями и электродом, а расплавленный таким методом металл заполняет пустоты шва и образует прочнейшее соединение, которое ничем не отличается от монолитной детали. В классических сварочных аппаратах ток большой силы возбуждался в обычном трансформаторе, в инверторных же аппаратах для этого существует несколько другой способ, более современный и совершенный.
Особенности переделки
Антенна для цифрового тв своими руками
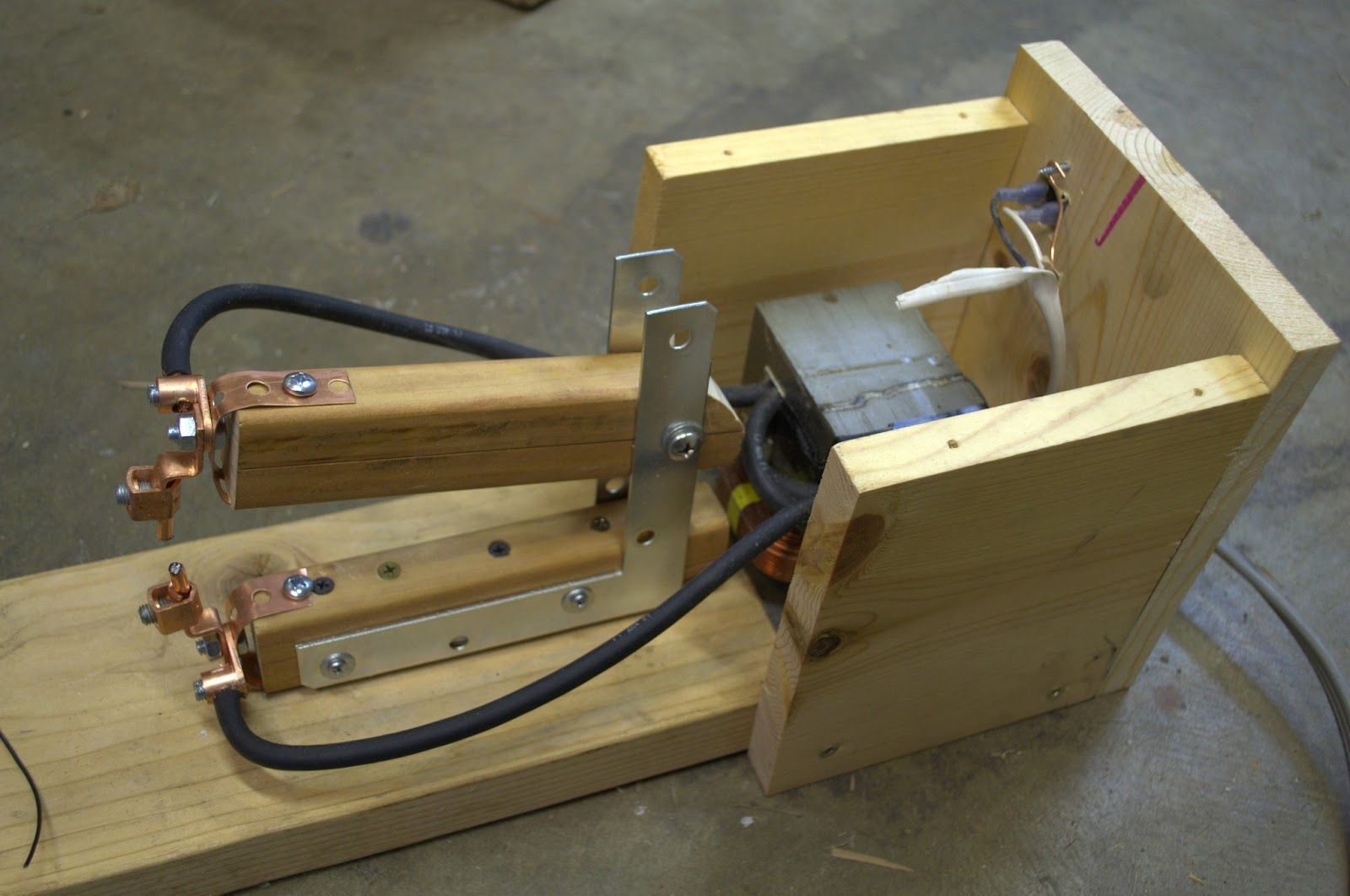
Изготовить аппарат точечной сварки своими руками удаётся без излишних усилий, если воспользоваться вариантом переделки его из ненужного сварочного устройства
При подготовке к работам необходимо будет обратить внимание на следующие моменты:
- Для рядового ТТ напряжение при работе на холостом ходу (х. х.), как правило, выбирается не более 70 Вольт;
- В ситуации с агрегатом для точечной сварки этот показатель не должен превышать 6-ти Вольт;
- Для реализации данного условия потребуется новая вторичная обмотка, рассчитанная на пониженное значение выходного напряжения.
Обратите внимание! Изготовить новую низковольтную катушку можно и путём её намотки поверх имеющейся вторичной обмотки (если место позволяет). В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки
В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки.
Перед тем, как сделать точечную сварку с обновлённым трансформатором, желательно ознакомиться с существующими типами этих электротехнических изделий и постараться выбрать наиболее подходящий из них.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
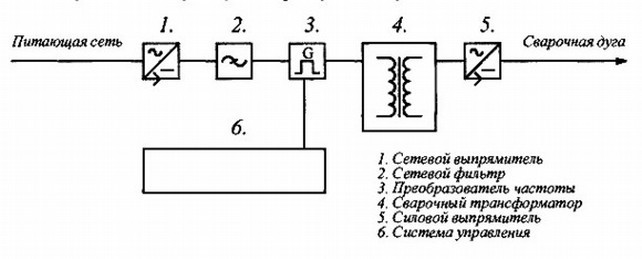
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Сварочная дуга: что это?
Мы говорили ранее, что во время работы дуга может гореть неустойчиво. Процесс часто заметен невооруженным глазом: сварщик выполняет свою работу, а дуга при этом отклоняется от заданной оси. Как итог – шов получается неровным.
Новички часто делают много ошибок, потому что не знают всех нюансов. Это чревато быстрому погасанию дуги и некорректной работе.
Такие моменты наталкивают на мысль о ненужности покупки трансформаторов мастерам без опыта. Но всё обстоит несколько иначе: если вы научитесь работать с таким сложным механизмом, то в будущем у вас не возникнет трудностей с любым другим аппаратом.
Если вы твердо решили отказаться от агрегатов с переменным током — мы посоветуем, что предпринять. Мы подскажем, что делать, когда вы уже купили трансформатор, но пожалели об этом. Наша цель – рассказать, как правильно переделать такой механизм.
Основная классификация
Для соединения металлов разработано множество видов оборудования, которое отличается не только конструкцией, но и методом сварки. Сварочные аппараты могут быть следующих типов.
- Трансформаторы. С помощью данного типа агрегата переменное напряжение сети преобразуется в переменное, но с характеристиками, подходящими для сварки.
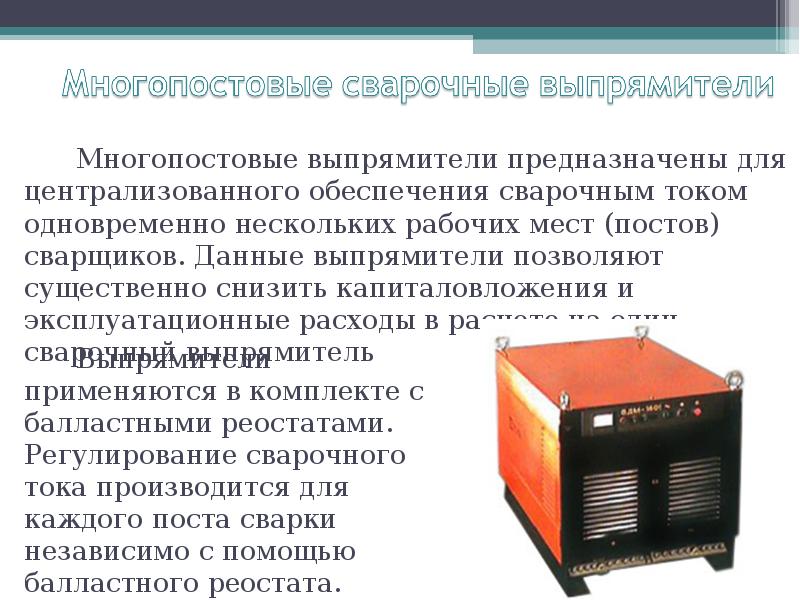
- Выпрямители. Агрегаты являются преобразователями переменного тока в постоянный, благодаря чему сварочная дуга становится более устойчивой, а сварочный шов – более качественным.
- Инверторы. Сварочный инвертор преобразует переменный ток в постоянный, после чего постоянный преобразуется в переменный высокочастотный, а на выходе снова выпрямляется, поскольку сварочная дуга на постоянном токе, как уже говорилось, более устойчива.
- Полуавтоматы бывают как трансформаторные, так и инверторные. На агрегатах вместо электродов используется специальная проволока, а сварка происходит в среде защитных газов. Аппараты способны варить как в режиме непрерывного горения дуги, так и в импульсном режиме. Такой способностью обладает инверторно-импульсный агрегат.
- Сварочные генераторы. Это комбинация сварочного аппарата (трансформаторного или инверторного) с генератором. Последний может иметь бензиновый либо дизельный двигатель. Данные устройства используются в местах, где отсутствует электроснабжение.
На сварочных аппаратах можно увидеть следующую аббревиатуру, относящуюся к токам, с которыми они работают:
- AC (англ. alternating current) – данными буквами обозначается переменный ток;
- DC (англ. direct current) – маркировка постоянного тока.
Методы сварки обозначаются следующими аббревиатурами.
- ММА (Manual Metal Arc) переводится как “ручная электродуговая сварка” (РДС). Это традиционный и самый распространенный способ соединения металлических изделий. В качестве присадки с аппаратами используются штучные электроды, имеющие защитное покрытие (обмазку).
- MAG (Metal Active Gas) – способ сварки, при котором происходит обдув дуги активным газом (обычно используется углекислота СО2). Данный способ применяется на полуавтоматах, использующих в качестве присадки электродную проволоку.
- MIG (Metal Inert Gas). При данном способе сварки используются инертные газы, такие как аргон, гелий и др. Метод MIG также используется на полуавтоматических сварочниках для соединения цветных металлов и нержавеющей стали. Для сварки используется проволока из различных металлов.
- TIG (Tungsten Inert Gas). В переводе с английского слово “Tungsten” означает “вольфрам”. Сварка происходит неплавящимся электродом в среде инертного газа. Возникновение дуги происходит между металлом и электродом из вольфрама. Присадка, в качестве которой используют металлический прут, подается непосредственно в место сварки, активно обдуваемое защитным газом.
- PAW (Plasma Arc Welding) – это плазменная сварка. Выполняется с помощью направленного потока ионизированной плазмы.
На фото ниже ПН аппарата равняется 60%. Это значит, что через каждые 6 минут работы устройства ему нужно давать на отдых 4 минуты.
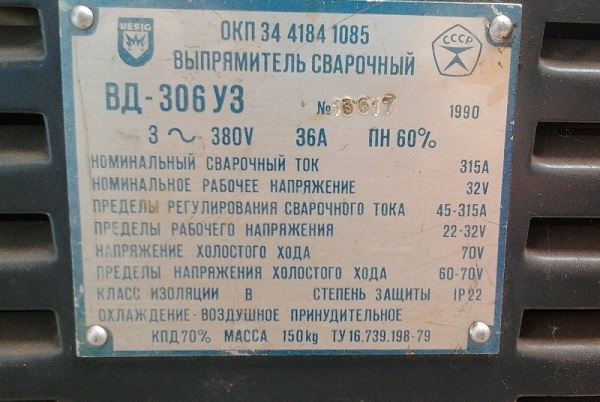
Но, как показывается практика, именно такой режим работы по умолчанию и получается у любого сварщика из-за технологических остановок (замена электрода или свариваемых деталей, перемещение в пределах рабочего места и т.д.).
Как работает сварочный аппарат инверторного типа
Инвертор благодаря своим техническим характеристикам может применяться для выполнения сварки электродами различных типов. Отличают такой аппарат компактные размеры, а также легкий вес, что делает его очень мобильным, в отличие от тяжелых и крупногабаритных трансформаторов. Удобно и то, что такой сварочник может вырабатывать как постоянный, так и переменный ток.
Для того чтобы понять, какими преимуществами обладает инвертор, необходимо разобраться в том, как он работает. В основу работы этого аппарата, который начал приобретать массовую популярность только в начале XXI века, заложен совершенно иной принцип в сравнении с функционированием обычного сварочного трансформатора.
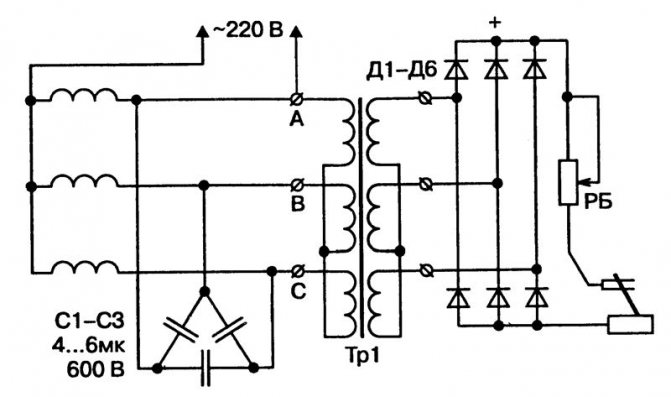
Принципиальная схема сварочного инвертора «Дуга-200» (нажмите для увеличения)
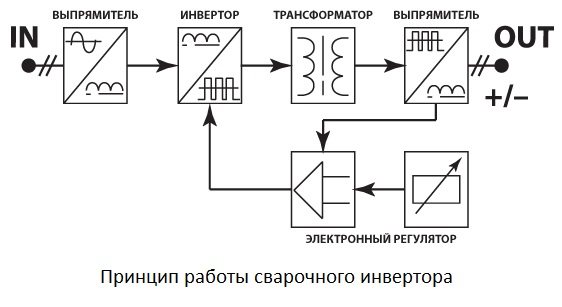
Переменный ток, подаваемый на инвертор из обычной электрической сети, сначала выпрямляется, проходя через диодный мост, которым оснащена электрическая схема устройства. После выпрямления уже постоянный ток поступает на силовые транзисторы, которые преобразуют его обратно в переменный, но обладающий повышенной частотой. Чтобы снизить величину напряжения высокочастотного переменного тока и получить сварочный ток требуемой силы, в электрической схеме инвертора используется трансформатор.






Поскольку понижение напряжения высокочастотного тока осуществляется не по такому принципу, как в обычном сварочном аппарате, для этого нет необходимости использовать габаритные трансформаторы, вполне достаточно компактного устройства. После понижения напряжения и увеличения силы тока до требуемой величины его подают на выходной выпрямитель, в котором он преобразуется в постоянный.
Органы управления инвертором на примере аппарата «Форсаж» (нажмите для увеличения)
Упрощенная схема работы сварочного инвертора
Таким образом, любое инверторное устройство состоит из таких конструктивных элементов, как:
- выпрямитель, собранный на основе диодного моста (данный блок электрической схемы отвечает за выпрямление переменного тока, поступающего из электрической сети);
- сам инвертор, являющийся генератором высокочастотных электрических импульсов (основу данного блока составляют транзисторы, открывающиеся и закрывающиеся с высокой частотой);
- понижающий трансформатор, который решает задачу понижения высокочастотного напряжения и, соответственно, увеличения силы сварочного тока;
- выпрямитель выходного тока, обладающего высокой частотой (такой выпрямитель, как и входной блок, собран на основе диодного моста);
- специальный электронный блок, предусмотренный для управления режимами работы инверторного аппарата.
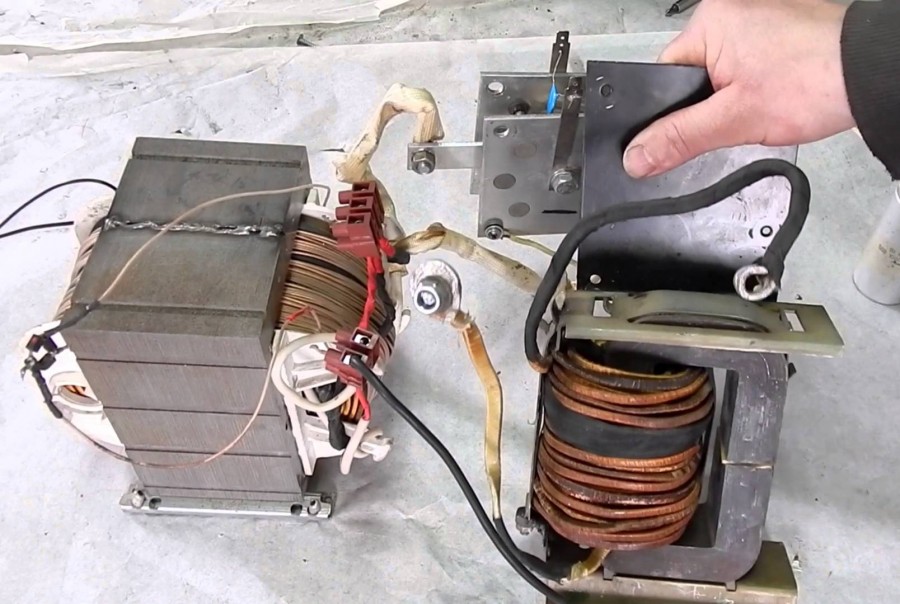
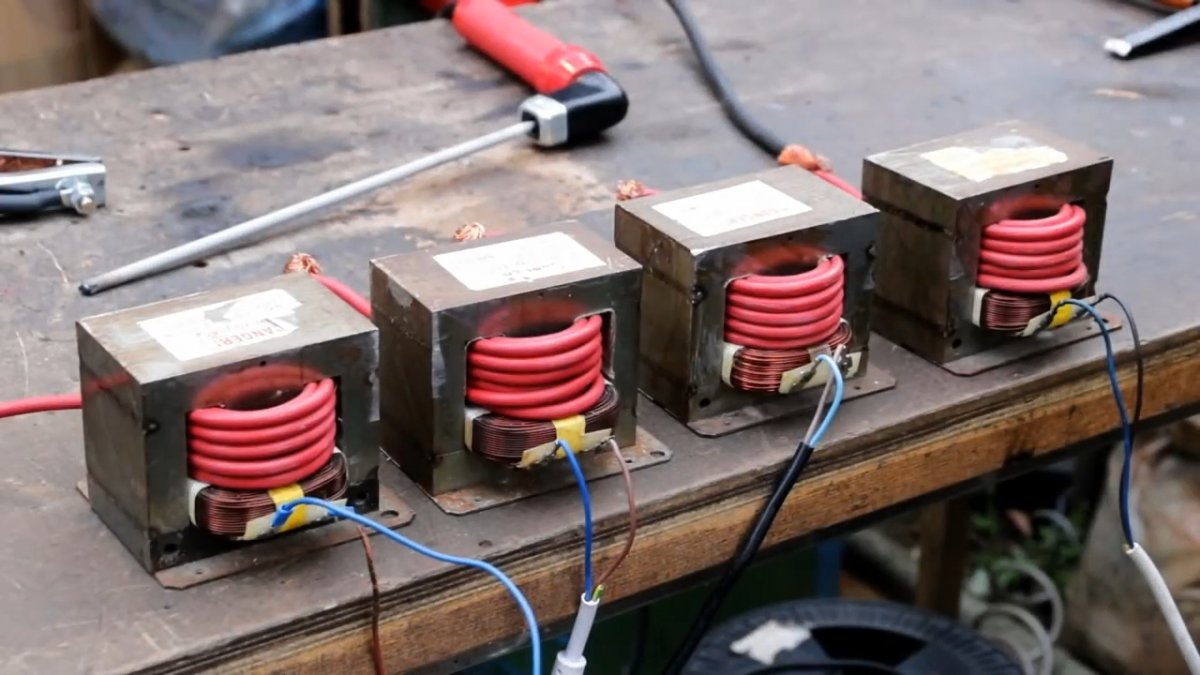
Поэтапные работы
Если вы решили сделать такой инвертор своими руками, то стоит понимать, что это такой же трансформатор, что используется в микроволновой печи. Состоит он из двух катушек, на которые намотан изолированный медный провод. Одна из обмоток является первичной, а другая вторичной.
За счет того, что количество витков разное, ток подается на первичную катушку, а затем при помощи индукции во вторичной катушке, напряжение уменьшается, а сила тока возрастает в несколько раз.
Использовать сразу трансформатор из микроволновки нельзя, его необходимо переделать. Это объясняется тем, что в микроволновой печи он вырабатывает напряжение в несколько тысяч вольт, а чтобы работал сварочный аппарат, он должен быть намного меньшим.
Нам надо добиться, чтобы сила тока увеличилась, а напряжение уменьшилось. Надо учитывать, что если получится большая сила тока, то электрод будет гореть и портить металл, а при малом токе качество сварки будет плохим. Чтобы не выполнять ремонт оборудования сразу после его создания, необходимо правильно провести расчеты.
Перематывать своими руками необходимо вторичную обмотку, для этого сначала надо аккуратно снять старую обмотку
Наматывать необходимо повод, что покрыт эмалью, все надо делать осторожно, витки ложить один к одному и не повредить при этом первичную катушку. Говорить о толщине провода и количестве витков не будем, так как все зависит от того, какой трансформатор вы будете переделывать
После того как вы намотаете необходимое количество витков, все надо покрыть специальным токоизоляционным лаком.
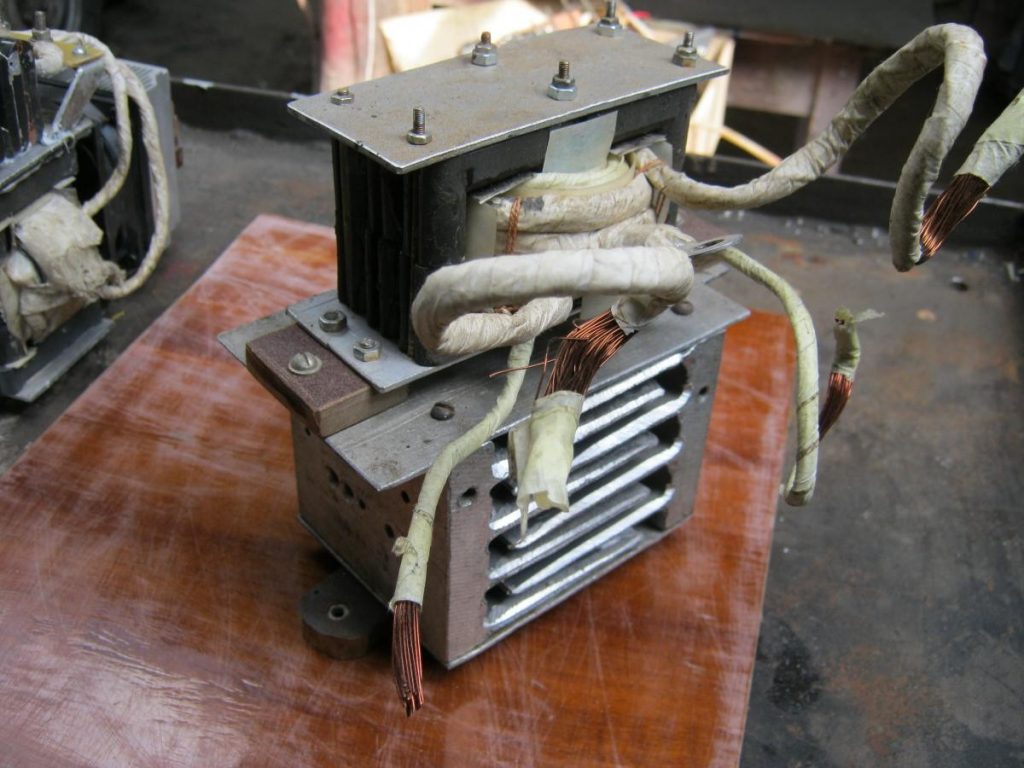
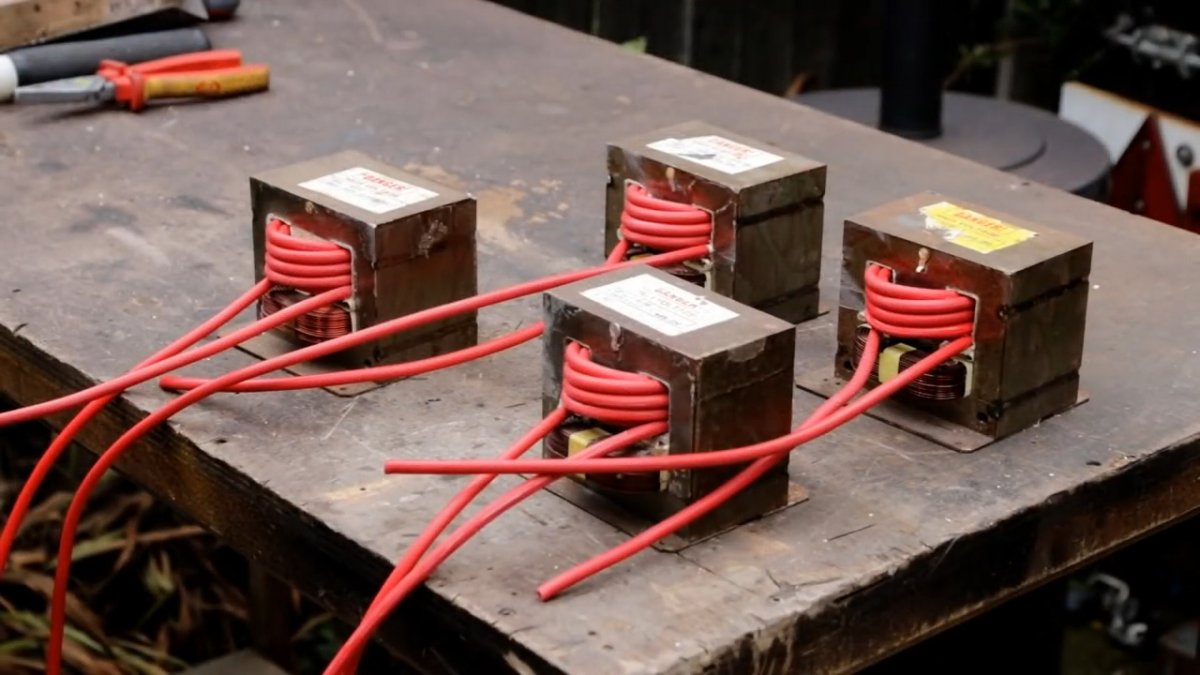
Подбираем корпус и соединяем катушки
Если вы делаете самодельный аппарат, вам необходимо подыскать для этого соответствующий корпус. В подобранный корпус надежно крепим один трансформатор за другим, после чего соединяют их первичные и вторичные катушки.
При создании инверторов, надо первичные обмотки соединять параллельно, а вторичные последовательно. Такая конструкция позволит получать ток под нагрузкой около 60А, а напряжение на выходе около 40 В, этого достаточно, чтобы выполнять сварочные работы по дому.
Создаем систему охлаждения
Во время работы инверторов они сильно нагреваются, поэтому их надо хорошо охлаждать. В данном случае придерживаемся такой схемы: по обеим бокам корпуса, напротив трансформаторов, устанавливаем вентиляторы, их можно взять из старого компьютера, установить надо так, чтобы они работали на вытяжку.
Чтобы обеспечить не только удаление теплого воздуха, но и поступление свежего, в корпусе своими руками надо сделать несколько десятков отверстий. Кабель можно приобрести в магазине, а держак можно сделать своими руками или тоже приобрести уже готовый.
При создании полуавтомата, вам понадобится баллон для газа. В этом случае, можно использовать, например, баллон от старого углекислотного огнетушителя или приобрести готовый баллон в магазине.
Для схемы «ГЕНЕРАТОР СТАБИЛЬНОГО ТОКА»
Радиолюбителю-конструкторуГЕНЕРАТОР СТАБИЛЬНОГО ТОКА Генераторами стабильного тока принято называть устройства. выходной ток которых практически не зависит от сопротивления нагрузки. Он может найти применение, например.в омметрах с линейной шкалой. На рис. 1 приведена принципиальная схема генератора стабильного тока на двух кремниевых транзисторах. Величина коллекторного тока транзистора V2 определяется отношениемIк=0,66/R2.Puc.1Например, при R2, равном 2,2 к0м. ток коллектора транзистора V2 будет равен 0,3 мА и остается практически постоянным при изменении сопротивления резистора Rx от 0 до 30 к0м. При необходимости величина постоянноготока может быть увеличена до 3 мА, для этого сопротивление резистора R2 нужно уменьшить до 180 Ом. Схемы стрелочных индикаторов мощности Дальнейшее подъем тока при сохранении высокой стабильности его величины как при смене нагрузки, так и при увеличении температуры быть может лишь при использовании трехтранзисторного генератора, показанного на рис.2. При этом транзисторы V2 и V3 должны быть средней мощности, а напряжение второго источника питания — в 2…3 раза больше напряжения питания транзисторов V1, V2. Сопротивление резистора R3 рассчитывается по вышеприведенной формуле, но дополнительно корректируется с учетом разброса характеристик транзисторов. Puc.2″Elektrotehnicar» (СФРЮ), 1976, N 7-8 От редакции. Транзисторы ВС 108 могут быть заменены на КТ315Г. ВС107 -КТ312Б, BD137 — КТ602Б или КТ605Б, 2N3055 — КТ803А…. Смотреть описание схемы …