
Используемые модели
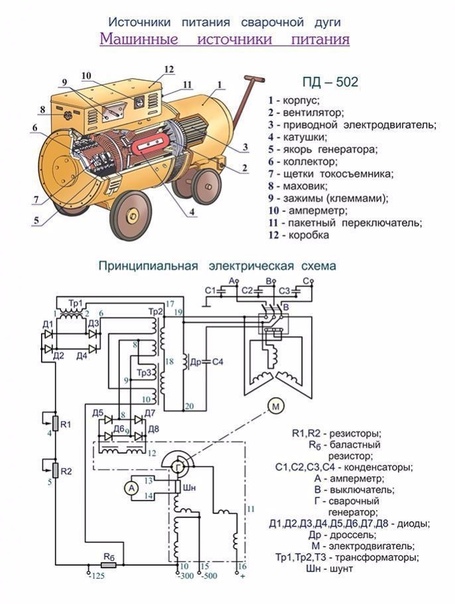
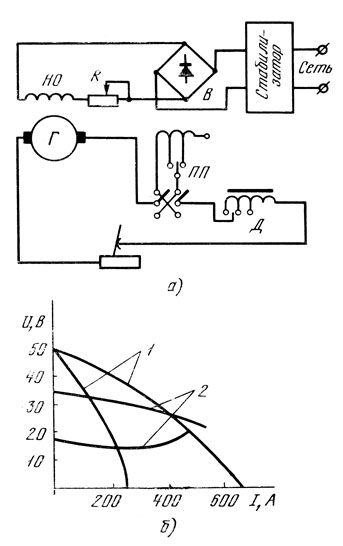
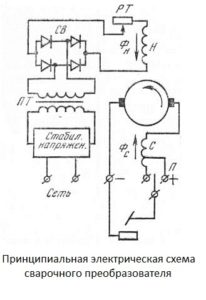
В настоящее время используются сварочные преобразователи с номинальным сварочным током 315 А. Основное предназначение этих агрегатов — это питание постоянным током одного сварочного поста. Также он может использоваться для питания ручной дуговой сварки, наплавки и резки металлов штучными электродами. В преобразователях такого рода используются генераторы типа ГСО-300М и ГСО-300. Их устройство — это четырехполюсная коллекторная машина постоянного тока с самовозбуждением. Отличие этих двух моделей друг от друга заключается лишь в том, что у них разная частота вращения вала генератора. Это, что касается сварочного преобразователя 315. 500 А — это второй номинальный ток, который также используется для работы. Однако здесь уже необходимо подключать в работу более мощный преобразователь, к примеру, модель ПД-502. Существенное отличие такой модели преобразователя от ГСО заключается в том, что у него имеется независимое возбуждение. Дело здесь в том, что для питания ПД-502 используется переменный трехфазный ток, который сначала проходит через индуктивно-емкостный преобразователь напряжения. Одновременно с функцией питания он выполняет и роль стабилизатора для этой модели агрегата.

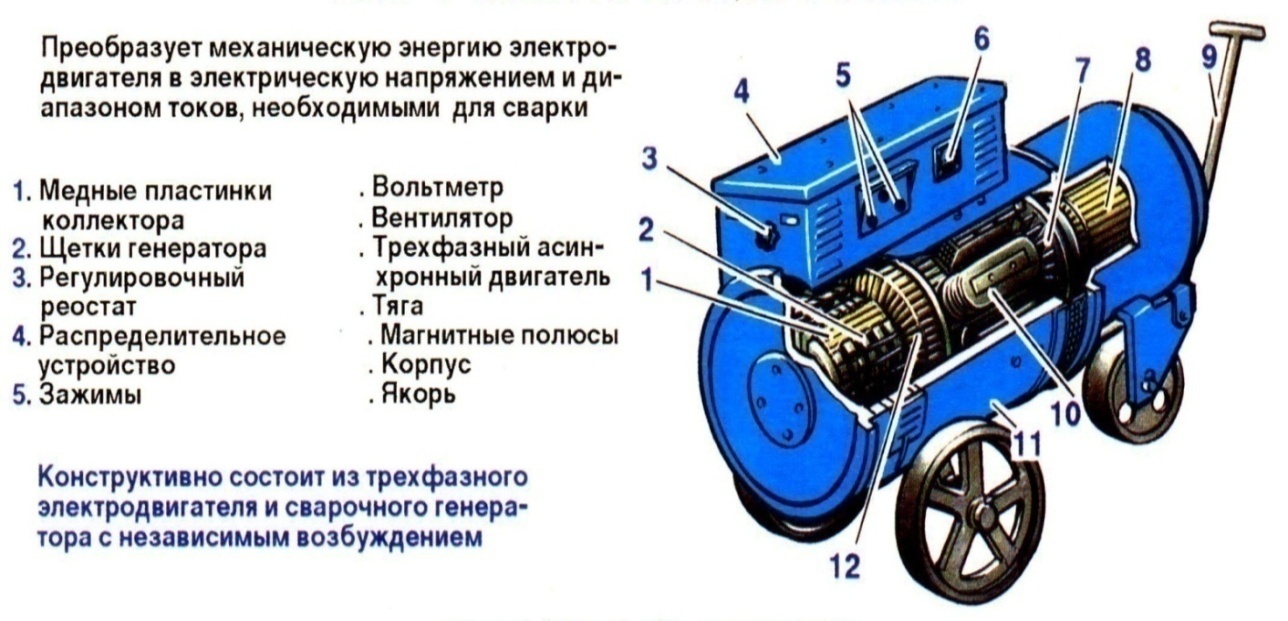
Однако важно понимать, что основное назначение сварочного преобразователя заключается в преобразовании энергии электрического типа переменного характера, в электрическую энергию постоянного характера
Пример оборудования
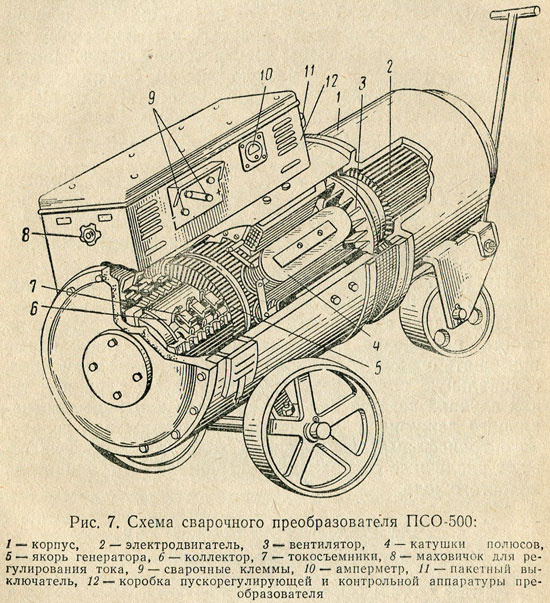
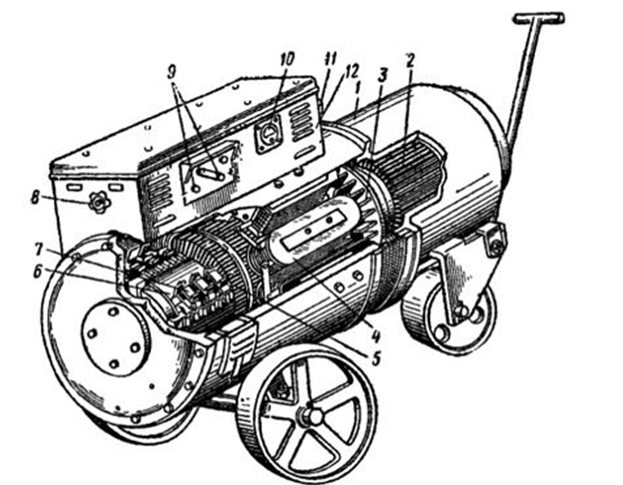
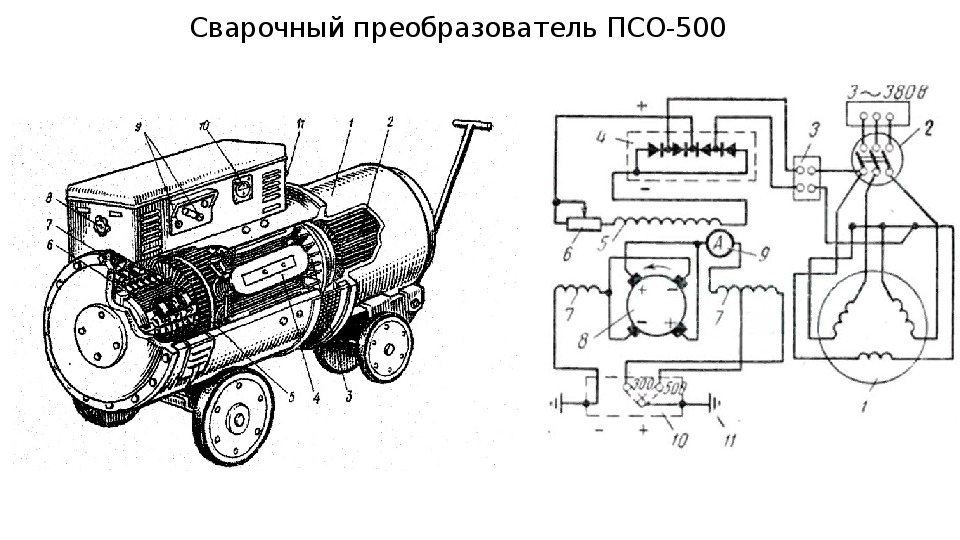
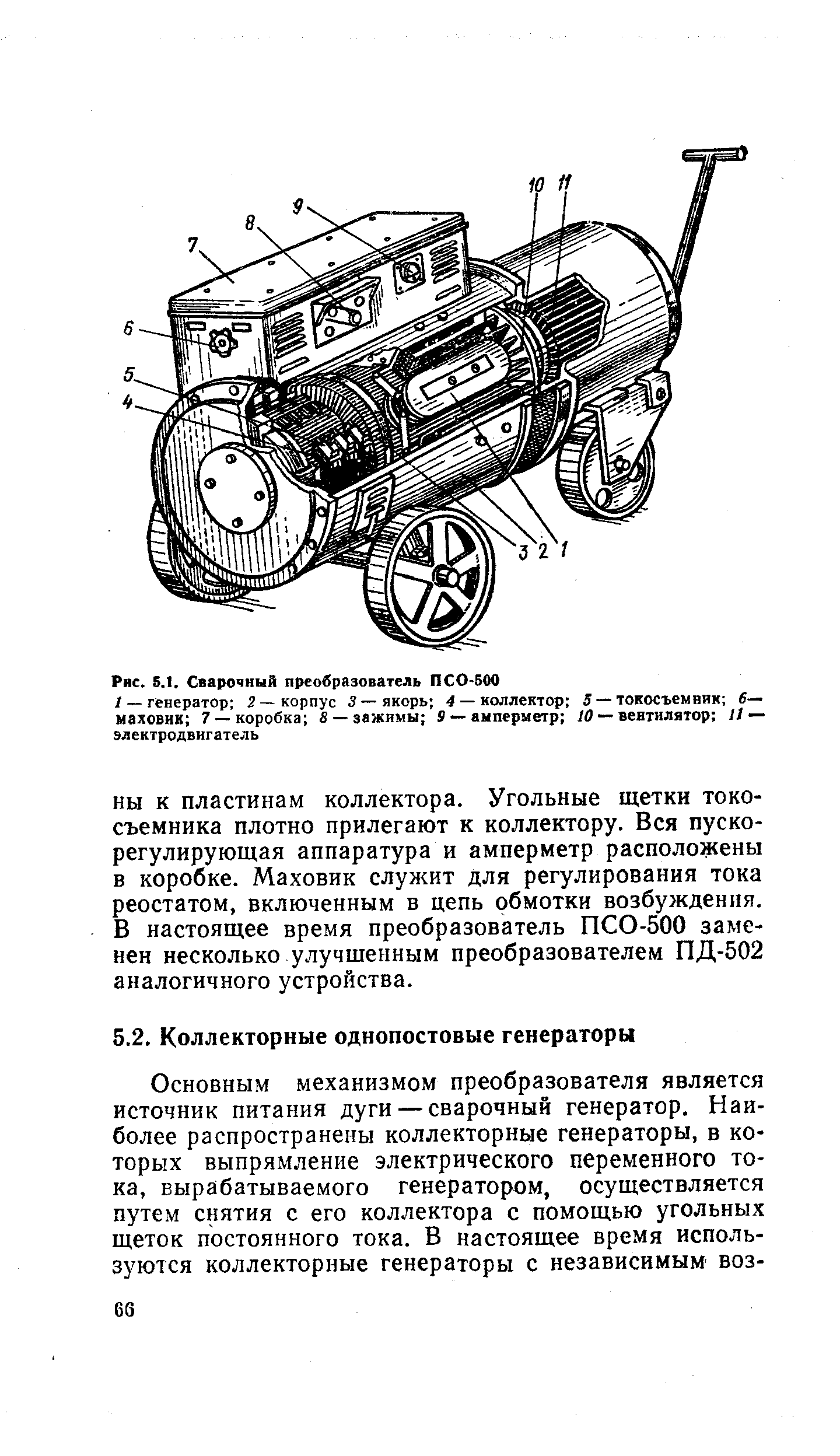
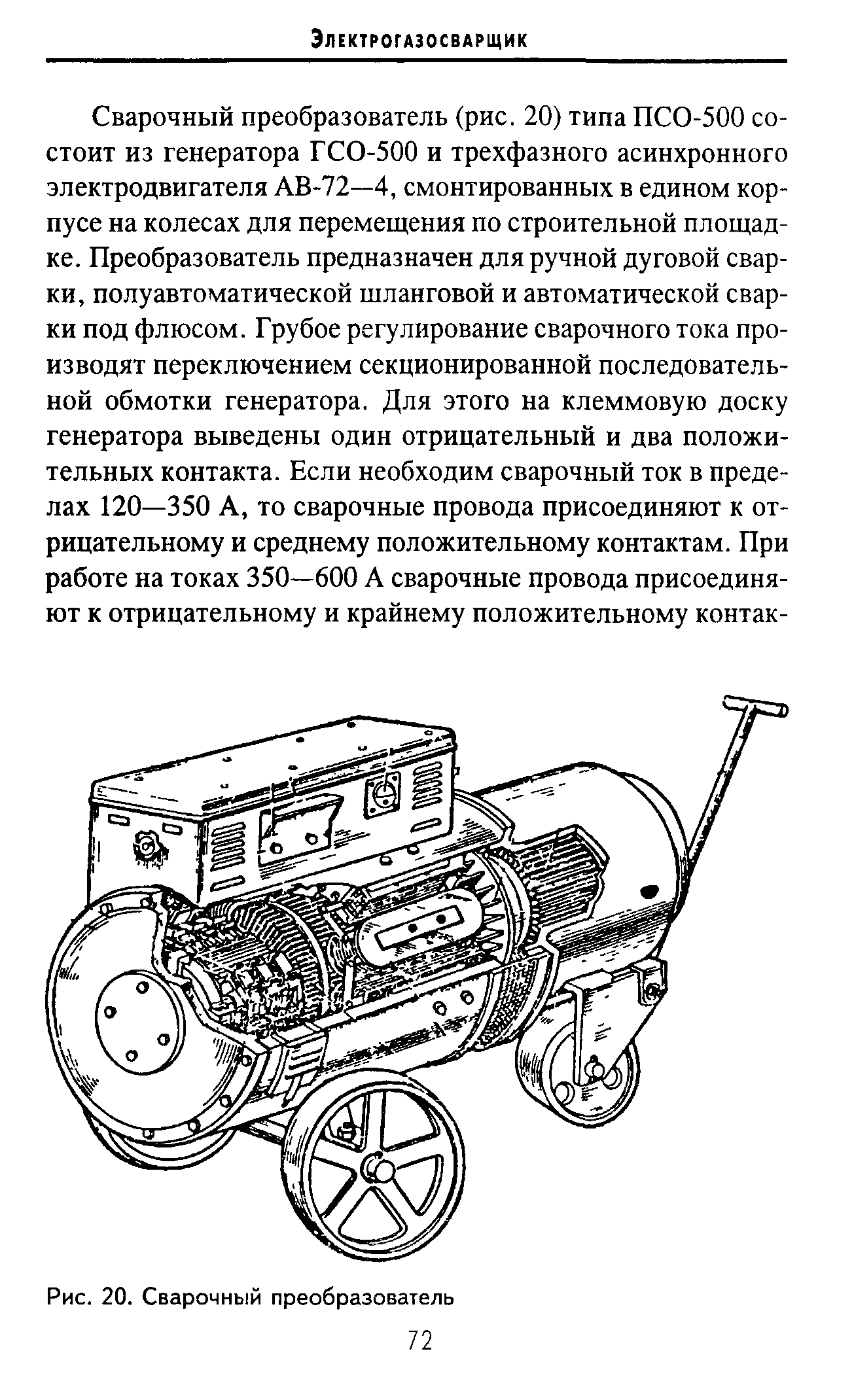
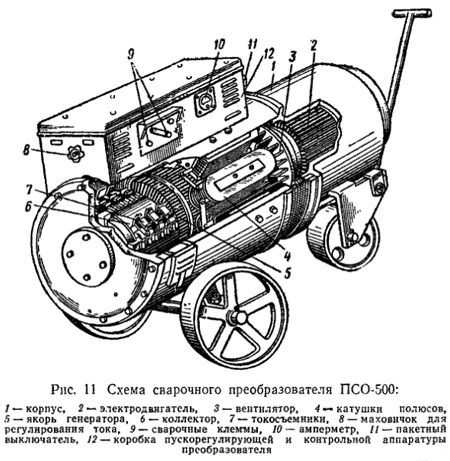
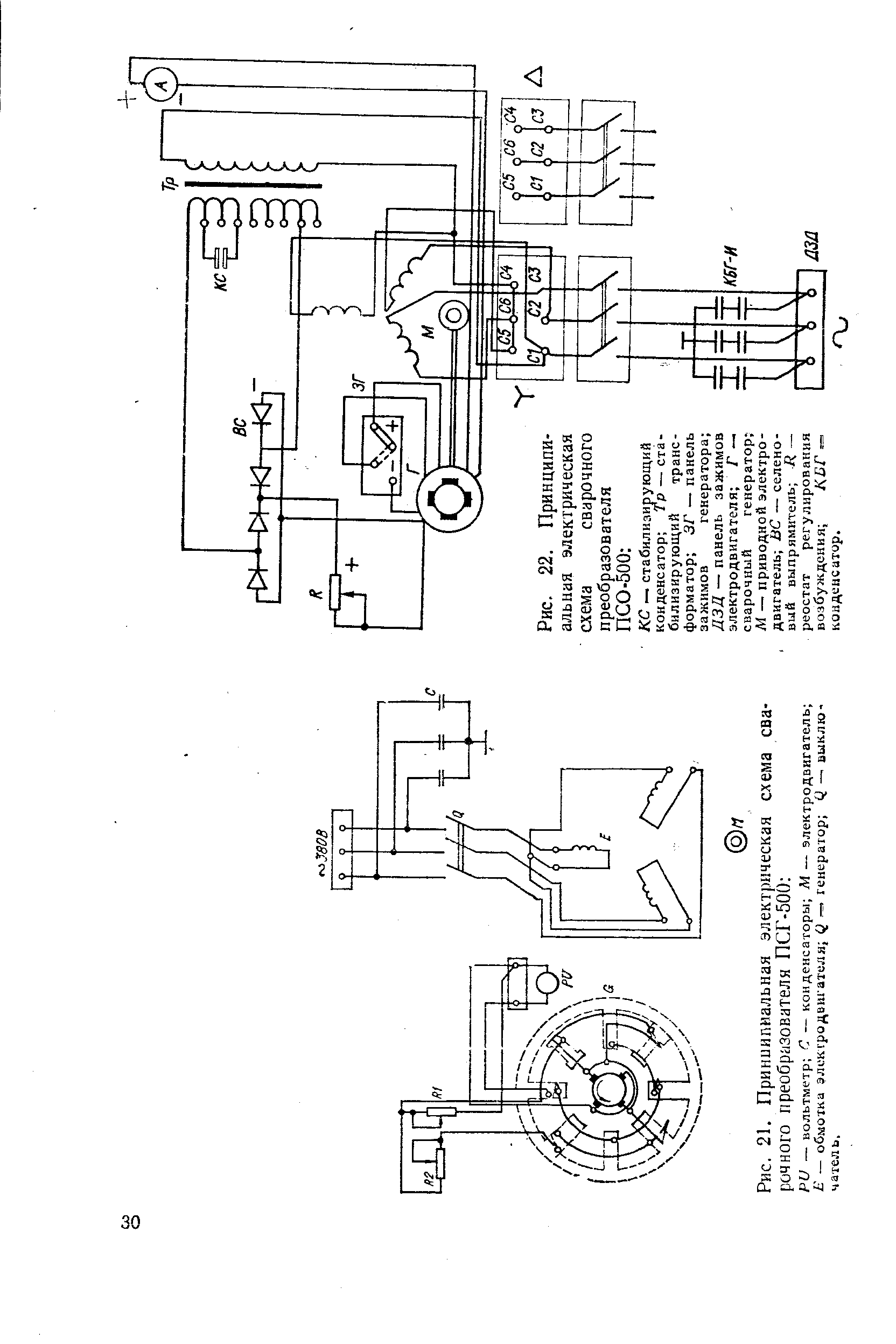
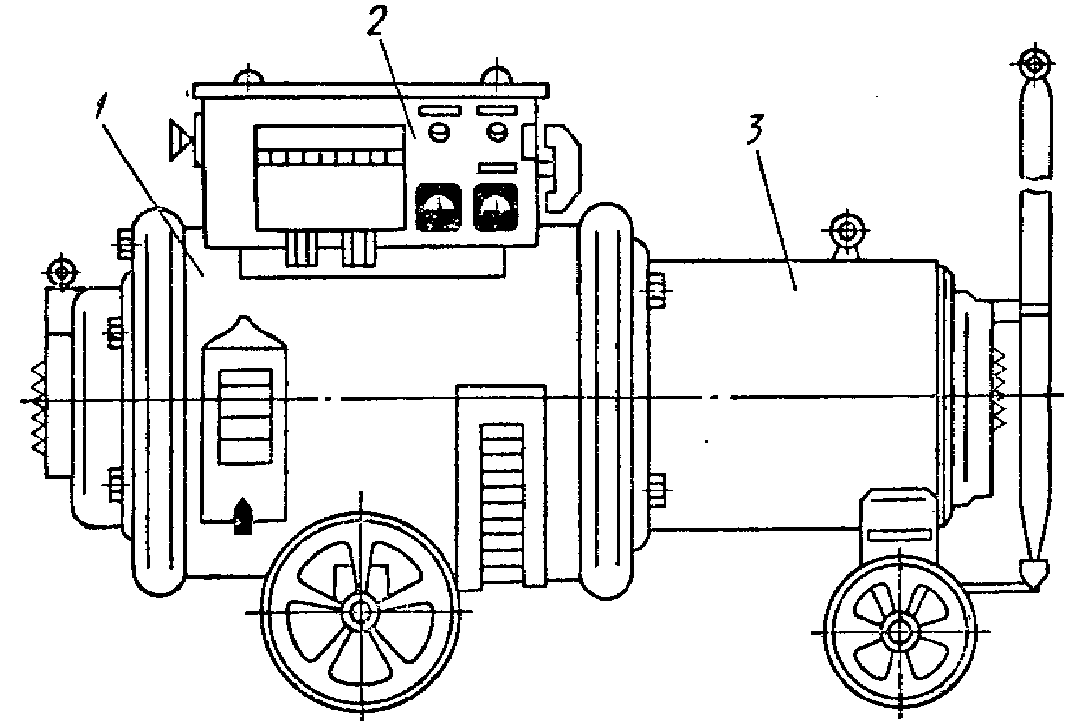
В качестве примера можно рассмотреть широко известный в профессиональных кругах сварочный преобразователь ПСО-500.
Он состоит из сигарообразного корпуса, на котором сверху закреплен блок с контрольной аппаратурой, управляющими элементами (пакетным выключателем и реостатным регулятором) и контактами для подключения электродов, а внутри на одном вращающемся валу смонтированы асинхронный двигатель и генератор, разделенные вентилятором охлаждения.
Прямая электрическая связь между генератором и двигателем отсутствует. Двигатель, запускаемый от питающей сети, начинает с высокой скоростью вращать вал, с которым связан его ротор.
На этот вал насажен и якорь генератора. В результате вращения якоря в его обмотках индуцируется переменный ток, который коллектором преобразуется в постоянный и подается на сварочные клеммы.
ПСО-500 относится к однопостовым сварочным преобразователям мобильного типа. Он смонтирован на трехколесной тележке. Величина сварного тока, выдаваемого ПСО-500, может достигать 300 или 500 А — в зависимости от перемычки, соединяющей одну из клемм с последовательной обмоткой генератора.
Выходной ток регулируется вручную, с помощью верньера, связанного с реостатом (устройством изменения сопротивления). Контроль тока производится по встроенному амперметру.
Числовой индекс в маркировке — 350, 500, 800, 1000 — означает максимальный постоянный ток, на работу с которым рассчитан данный преобразователь. Некоторые модели с помощью верньера могут быть настроены так, чтобы выдавать сварочный ток больше номинального, но работа в таком режиме чревато перегревом и быстрым выходом аппарата из строя.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила
Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.
О конструкции
Инверторный агрегат отличается от традиционного сварочного трансформатора, привычного для каждого сварщика. Процедура изменения типа тока в инверторе осуществляется иначе, она состоит из нескольких этапов, для чего используется мини-трансформатор, немного большего размера, чем пачка сигарет. Еще инструмент такого типа отличается наличием электронной системы управления, которая существенно упрощает сварочные работы. Также, благодаря данной системе, соединительные швы получаются более качественными. Большинство пользователей инверторной сваркой оставляют исключительно положительные отзывы, в первую очередь, из-за качественного шва, компактности инструмента.
Электрическая схема
В устройство сварочного инвертора входят следующие компоненты:
- Генератор импульсов высокой частоты – инверторный блок, в конструкцию которого входят транзисторы высокого качества.
- Выпрямитель переменного тока, подаваемого от стандартной электросети.
- Выпрямитель переменного тока высокой частоты.
- Трансформатор, повышающий высокочастотный ток, уменьшающий высокочастотное напряжение.
- Рабочий шунт.
- Электронный блок управления аппаратом.
- Пускозарядное устройство.
Какими бы свойствами ни обладала конкретная модель инверторного устройства, принцип работы одинаков. Он основан на применении импульсного преобразователя повышенной частоты.

Блок управления
Основное преимущество инверторного прибора – наличие блока управления оборудованием. Электроника имеет довольно большое значение в процессе эксплуатации аппарата, так как за счет нее происходит обратная связь. Она позволяет осуществлять в полном объеме контроль над электрической дугой, то есть удерживать ее необходимые рабочие параметры.
Выходной выпрямитель
Чтоб на выходе образовался ток постоянного типа, для полуавтоматической сварки используют качественные выходные выпрямители. В основании подобной схемы заложены двойные диоды с общим катодом. Подобные компоненты характеризуются повышенной рабочей скоростью, они моментально открываются, закрываются. Период реакции диодов такого типа составляет порядка пятидесяти наносекунд. Скорость имеет значение в работе.
Электронная система
Такая система с зарядным устройством от пятнадцати вольтовых стабилизаторов напряжения, которые смонтированы на радиаторах. Напряжение подает главный выпрямитель. При подаче напряжения, которое в данный момент растет, нужно заряжать в первую очередь конденсаторы.
Диодная сборка защищена ограничительной схемой, оснащенной мощным резистором. После полноценной зарядки конденсаторов зарядным устройством сварка начнет работать. Замыкаются реле контакты, при этом резистор участия не принимает.
Дополнительные элементы
- Система управления, драйверы. Здесь основной элемент – это микросхема ШИМ-контролера, которая обеспечивает управление транзисторами большой мощности.
- Контрольные, регулировочные цепи разной конфигурации. Основной компонент в данном случае – трансформатор, задача которого – контроль параметров тока.
- Пусковое устройство из сварочного агрегата.
- Блок контроля напряжения, параметров тока в электросети. Эта система включает операционный усилитель, выполненный на основе микросхемы. Основное предназначение блока – пуск аварийной защиты при острой ситуации. Также система следит за исправностью электроблока, отслеживает его работу.
Устройство
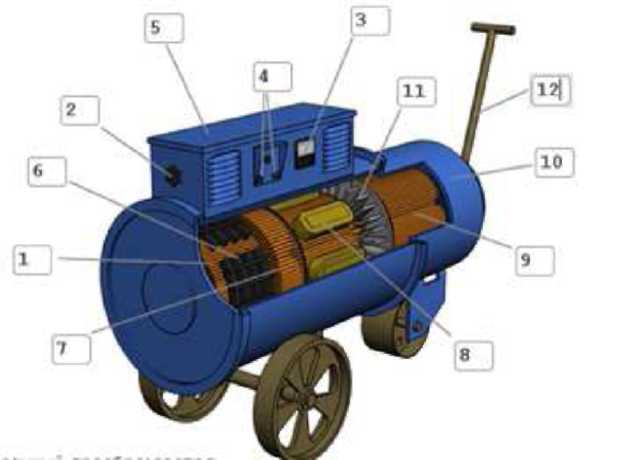
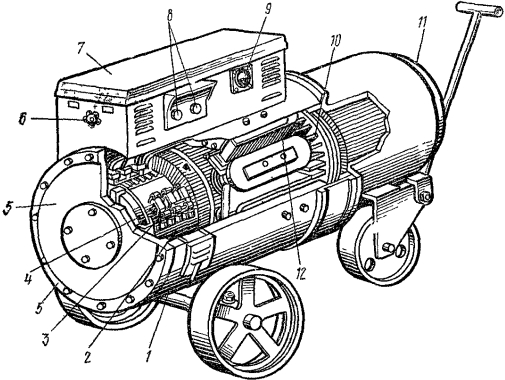
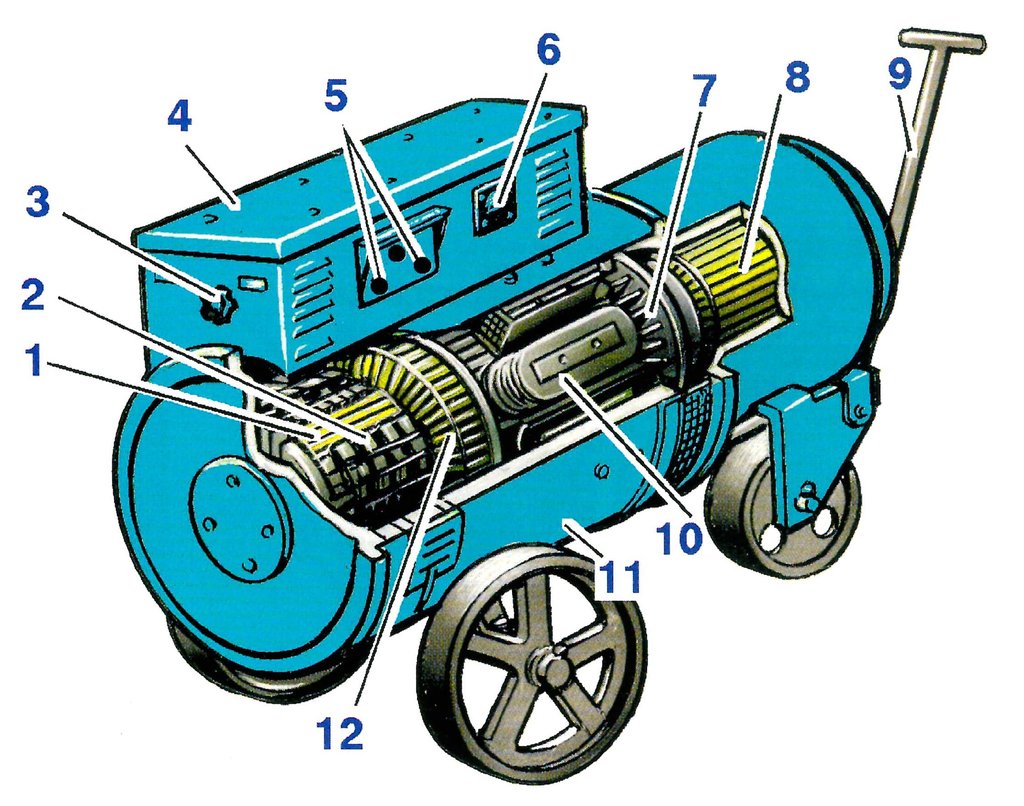
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.
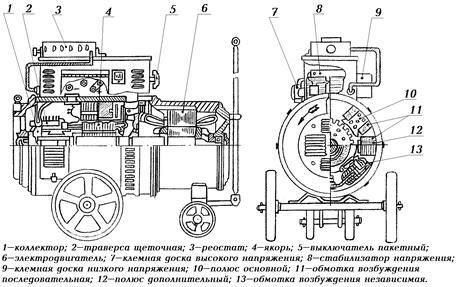
 Устройство сварочного преобразователя ПСО-500
Устройство сварочного преобразователя ПСО-500
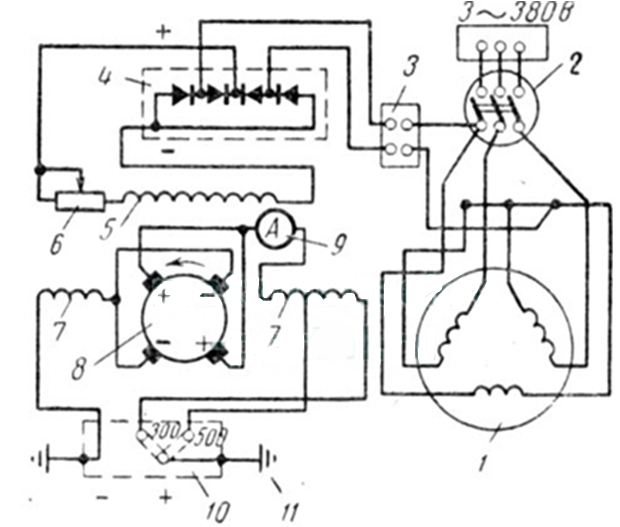
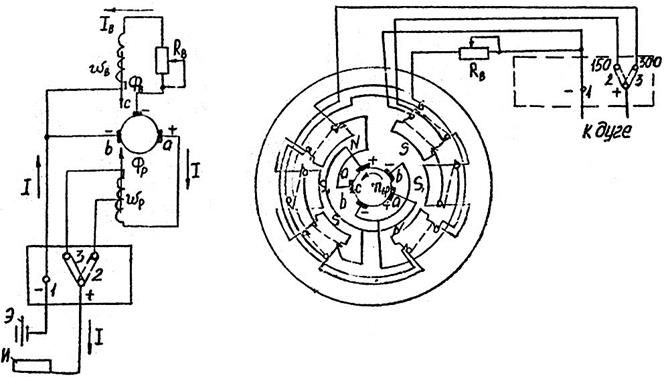
Катушечный якорь генератора с 4-мя независимыми обмотками соединен с коллектором, пластины выпрямителя подключены к концам якорных обмоток. При вращении катушек между полюсами магнитов, возникает электромагнитная индукция, наводится переменный ток. Для обмотки используют отожженную медную или алюминиевую проволоку – металлы с хорошей электропроводностью. Для защиты от внешних электромагнитных полей и вихревых, возникающих при работе преобразователя, предусмотрен «фильтр» – электроемкость (два конденсатора, стабилизирующие напряжение).
Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).





После включения преобразователя важно проверять направление вращения обмоток генератора. При необходимости запитывающие клеммы меняют местами, чтобы ротор вращался против часовой стрелки
Для требуемой величины рабочего тока перемычка фиксируется в положении «300 А» или «500 А» (это максимальное значение генерируемого электротока).
Понятие сварочного преобразователя.
Преобразователь для сваркиявляется комбинацией электродвигателя с переменным током и специального сварочного агрегата с постоянным током. В преобразователе электрическая энергия из сети переменного тока переходит в механическую энергию электродвигателя устройства, вал генератора вращается, в результате чего образуется постоянный электрический ток. КПД преобразователя не очень велик, а также в них есть вращающиеся части, в результате чего они менее надежны в своем использовании и не так удобны.
Однако, отметим, что при строительно-монтажных работах использование преобразователей более приоритетно, так как они менее чувствительны к колебаниям напряжения в сети. Для питания сварочной дуги постоянным током используется как передвижные, так и стационарные преобразователи.
Сварочный преобразователь имеет в себе две части — приводной электродвигатель и сварочный генератор, что объединены под одним корпусом.
Якорь преобразователя и его ротор располагаются на общем валу, подшипники которого закрепляются на корпусе крышки преобразователя. Также, на валу между электродвигателем и генератором располагается вентилятор, что охлаждает всю систему и защищает ее от перегрева. Работа преобразователя основана на электромагнитной индукции.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Недостатки
Однако конструктивные особенности определяют и основные недостатки сварочных преобразователей, из-за которых их, по крайней мере, в бытовой сфере (сварочные работы в мелком бизнесе, на даче, в гараже) вытеснили инверторы. В первую очередь это:
- большие габариты и масса (она может доходить до полутонны и выше);
- низкий КПД;
- повышенная электрическая опасность;
- шумность работы;
- необходимость в сервисном обслуживании.
Принцип их действия — переход электрической энергии в механическую и обратно — подразумевает большие энергетические затраты на вращение вала. Этим обусловлен очень высокий расход электроэнергии, делающий устройство невыгодным для «домашнего» применения.
Кроме того, наличие вращающихся с высокой скоростью деталей уменьшает степень надежности машины. Узким местом варочного преобразователя, как и самого электродвигателя, являются шарикоподшипники, на которых закреплен вал.
Они нуждаются в периодической проверке и замене масла 1-2 раза в год. Также необходимо контролировать состояние коллектора и щеток токосъемников.
Классификация
Сварочные преобразователи классифицируются по различным параметрам. В том числе по количеству сварочных постов (одно- и многопостовые) и по типу привода (от электродвигателя либо, например, от двигателя внутреннего сгорания). По конструктивному исполнению они могут быть стационарными и передвижными, в одинарном или сдвоенном корпусе.
Преобразователи также отличаются по форме выходной характеристики. Для многих видов работ решающее значение имеет именно эта классификация. По форме выходной характеристики сварочные преобразователи разделяют на устройства, выдающие падающую либо жесткую характеристику (последние также способны выдавать пологопадающую).
Существуют и универсальные преобразователи, в зависимости от установленного переключателя способные работать как в том, так и в другом режиме.
Дело в том, что специфика сварочных работ в защитных газах, автоматическая или полуавтоматическая, требует исключительно жесткой выходной характеристики.
К таким преобразователям относится, к примеру, система ПСГ-500. Сварочные преобразователи модельного ряда ПСО имеют падающую характеристику, ПСУ — универсалы, способные переключаться в нужный режим работы.
С точки зрения прикладной физики преобразователи также подразделяются в зависимости от технологии, реализованной в генераторе. Генератор может быть с расщепленными полюсами, с отдельными намотками намагничивания и размагничивания, с намоткой размагничивания и независимым возбуждением. Но на практике существенной разницы в значимых технических характеристиках между всеми этими типами нет.
Конструктивное устройство
Сварочный преобразователь это электрическая машина, состоящая из приводного электродвигателя и генератора, который обеспечивает выработку тока, необходимого для выполнения работ. В связи с тем, что устройство сварочного генератора включает в себя вращающиеся детали, его КПД и надежность несколько ниже, чем у традиционных выпрямителей и трансформаторов.
Все рабочие узлы сварочного преобразователя, в том числе и пускорегулирующая аппаратура, монтируются в одном едином корпусе. При этом существуют передвижные сварочные преобразователи и агрегаты, а так же стационарные посты. Первые, в основном применяют при выполнении монтажно-строительных работ, вторые, в заводских условиях.
Установки данного типа могут вырабатывать значительный сварочный ток (до 500 А и более), но стоит помнить о том, что эксплуатация в режимах, превышающих нормативный показатель по этому параметру, не допускается. Работа в критичных режимах может привести к выходу установки из строя.
Плюсы и минусы
Основные плюсы таких устройств следующие:
- возможность снижать напряжении питающей сети до 135 вольт;
- обеспечение стабильной мощности дуги при бросках большой амплитуды;
- компенсация потерь при подключении через удлинители большой длины.
Имеются и минусы:
- при пониженном напряжении приходится работать на более тонких электродах или проволоке;
- толщина свариваемых заготовок также ограничена;
- стоимость такого аппарата превышает обычный на четверть (при равной мощности и общей функциональности).
Если сопоставить основные преимущества и недостатки, присущие сварочным инверторным аппаратам с пониженным напряжением, становится очевидной сфера их применения. Это:
- удаленные районы с низким качеством электроснабжения;
- необходимость работы от бытового электрогенератора;
- подключение через удлинители от 50 метров.
Аппараты позволят выполнять швы хорошего качества и в таких сложных условиях.
Сварочные преобразователи — устройство и назначение
Сварочный электрический преобразователь представляет собой совокупность генератора постоянного тока и электрического двигателя постоянного тока. В процессе работы происходит преобразование сетевой электроэнергии переменного тока в механическую энергию электрического двигателя. В результате вращения генераторного вала она преобразуется в электрическую энергию постоянного тока, используемого для сварки. Преобразователь имеет относительно небольшой КПД, а из-за присутствия вращающихся элементов в сравнении с выпрямителем он считается менее надежным. Но для строительно-монтажных работ применение генераторов имеет свои преимущества. Например, если сравнивать с прочими источниками, они менее чувствительны к сетевым колебаниям напряжения.
Устройство
Устройство сварочного электрического преобразователя: электрический приводной двигатель, генератор, вырабатывающий сварочный ток. Из-за того, что конструкция генератора для сварки включает вращающиеся элементы, надежность и КПД устройства ниже, чем у стандартных трансформаторов, выпрямителей.



Но преобразователи при этом имеют свое преимущество – вырабатывают сварочный ток, практически не зависящий от сетевых перепадов напряжения. Их целесообразнее всего использовать в случае повышенных требований к качеству сварочных работ.
Рабочие узлы преобразователя сварочного оборудования, пускорегулирующая аппаратура в том числе, размещены в одном корпусе. Отличают передвижные агрегаты и преобразователи (для осуществления строительно-монтажных работ), стационарные посты (используются на производствах). Они имеют немного разные характеристики.
Принцип работы
Принцип работы механизма ПСО-500 предоставляет возможность вырабатывать постоянный, переменный ток. Достаточно часто в производственных цехах используются именно преобразователи марки ПСО-500, так как они характеризуются высокой технической производительностью, надежностью.
Особенности установки
- В основе устройства используется генератор марки ГСО-500, назначение которого – вырабатывать постоянный электрический ток.
- Два рабочих режима: до 300 А и 500 А.
- Ротор электромотора, якорь генератора оборудованы на одном валу. Между ними размещена крыльчатка вентилятора, обеспечивающая эффективное охлаждение механизма.
- Пакетник, выполняющий функцию запуска устройства, и реостат, регулирующий рабочий процесс, размещены в едином блоке, закрепленном на корпусе установки.
- Для регулировки сварочного тока используется реостат, который подключен к цепи обмотки возбуждения.
Техника безопасности
При использовании преобразователей нужно соблюдать требования по технике безопасности для электроустановок:
- корпус обязательно должен быть заземлен; работы, связанные с подключением агрегата к электросети, должен производить исключительно профессиональный электрик;
- учитывая, что оборудование подключается к источнику питания с напряжением 220/380 В, двигательная клеммная коробка должна быть закрыта и надежно изолирована.
Несмотря на то что сварочные преобразователи расходуют больше электрической энергии из-за низкого КПД, наличия механических связей, сварочный ток всегда стабильный независимо от перепадов сетевого напряжения. Это предоставляет возможность выполнять сварные швы высокого качества.
Также необходимо соблюдать в процессе работы со сварочным преобразователем следующие требования:
- обязательное заземление корпуса установки;
- на клеммах двигателя напряжение в 380/220 В считается опасным, они обязательно должны быть надежно изолированы, прикрыты. Соединительные работы осуществляются опытным электриком, у которого есть допуск к работам с высоким напряжением;
- на клеммах генератора при нагрузке напряжение составляет 40 В, на холостом ходу напряжение генератора марки ГСО-500 может увеличиваться до 85 В. В процессе эксплуатации оборудования в закрытых помещениях с повышенной влажностью, при наличии пыли, на открытом воздухе, при повышенных температурах окружающей среды (более 30 градусов), токопроводящем половом основании, выполнении сварки материалов на конструкциях, сделанных из металла, напряжение более 12 В представляет опасность для человеческой жизни.
При любых неблагоприятных рабочих условиях нужно использовать резиновый коврик и обувь, обязательно работать в резиновых перчатках. Защитные средства от возможного ультрафиолетового излучения, разбрызгивания расплавленных металлических частиц те же, что и для работы со стандартными трансформаторами, инверторами.
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.

Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
https://www.youtube.com/watch?v=5RmnsgUOL14
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?

Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.

Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Итог
Не всем понятно, в чём разница между инвертором и аппаратом для сварки. Разных характеристик у них предостаточно, если более подробно изучить каждую конструкцию, но обычному человеку они, скорее всего, покажутся идентичными.
Людям, применяющим сварку в различных ситуациях и которым важно качество шва, сварочное трансформаторное оборудование окажется лучшим вариантом. Когда сваривать необходимо в большом количестве, используя высокую мощность, то трансформатор станет более выгодным вариантом, поскольку перегрев ему не грозит
В этом и заключается основная отличающаяся черта инвертора от сварочного аппарата
Когда сваривать необходимо в большом количестве, используя высокую мощность, то трансформатор станет более выгодным вариантом, поскольку перегрев ему не грозит. В этом и заключается основная отличающаяся черта инвертора от сварочного аппарата.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ответ:
Все зависит от того, что вы подразумеваете под словами «проверить сварочный трансформатор». Если вас интересует, как проверить работоспособность аппарата при покупке, то тут можно сказать, что манипуляций по проверке может быть не слишком много. Для начала включите аппарат и послушайте звук его работы. Сварочный трансформатор не должен слишком сильно гудеть. О том, что должны включаться все индикаторы (если они есть) и другие «признаки жизни» аппарата, мы и не говорим, это и так понятно по умолчанию.
Если есть возможность, то неплохо было бы проверить, не пробивает ли первичная обмотка на корпус и другие важные части сварочного аппарата. Впрочем, такие вещи могут случиться только в том случае, если вы приобретаете оборудование от неизвестных производителей, не заработавших репутации на рынке. Как бы там ни было, обязательно покупайте только те аппараты, на которые предоставляется гарантия. Кстати, в нашем магазине гарантийным талоном сопровождается абсолютно всё сварочное оборудование.
Если же у вас возникла какая-то неисправность, то в данной ситуации стоит учитывать следующее: сварочный трансформатор – это крайне простое оборудование и причины неисправности часто можно обнаружить и без специализированного тестирования. Например, ощутимый нагрев аппарата свидетельствует либо о замыкании в первичной обмотке, либо о плохом контакте соединений.
Если ваш трансформатор выдает сварочный ток, показатель которого слишком велик и не совпадает с выставленным по шкале значением, то такая проблема свидетельствует о наличии замыкания либо в обмотке регулятора тока, либо во вторичной обмотке трансформатора. Также бывают ситуации, когда сварочный ток не поддается регулировке путем прокручивания регуляторной ручки. Это свидетельствует о возникновении замыкания или неполадки в зажимах регулятора. Ну а дальше вам придется взять в руки тестер, мерить сопротивление и другие показатели и устранять возникшие проблемы.
Мы крайне не рекомендуем устранять поломки самостоятельно. Это может привести к ещё большим поломкам и проблемам. В некоторых случаях «самолечение» приводит к тому, что сварочный трансформатор приходится выбрасывать и покупать новый. Если у вас закончился гарантийный срок, то лучше обратиться к квалифицированным специалистам, которые починят аппарат быстро, качественно и недорого. Стоимость починки таких инструментов, как сварочные трансформаторы, редко бывает высокой, так как схема этого оборудования удивительно проста и легко поддается починке. Ну а если гарантия ещё действительна, то в аппарат тем более лучше не заглядывать самостоятельно, чтобы не потерять право на бесплатное гарантийное обслуживание.
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.