
Введение
В мировой практике для изготовления корпусов задвижек и угловых штуцеров высокого давления, применяемых в фонтанной арматуре нефтегазового оборудования, используют заготовки, полученные из стальных поковок и штамповок, или литые заготовки, выполненные обычным способом литья, так называемым литьем «в землю». Разработчики и изготовители корпусных заготовок традиционно отдают предпочтение кованым заготовкам. Литые заготовки используются реже, поскольку литые материалы обладают более низким комплексом механических характеристик и имеют значительно больше дефектов в виде различных примесей и включений. По плотности структуры литье также уступает кованому материалу, что особенно характерно для изделий с массивными стенками. Поэтому использование литых корпусных деталей в запорно-регулирующих устройствах (ЗРУ), как правило, ограничено невысокими давлениями (до 21 МПа).
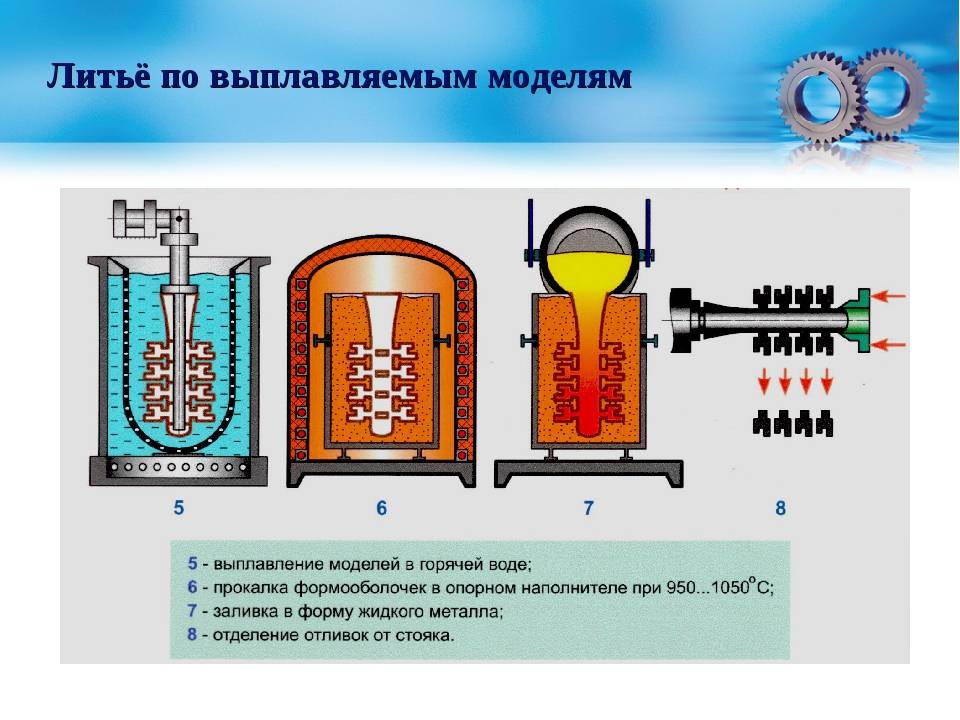
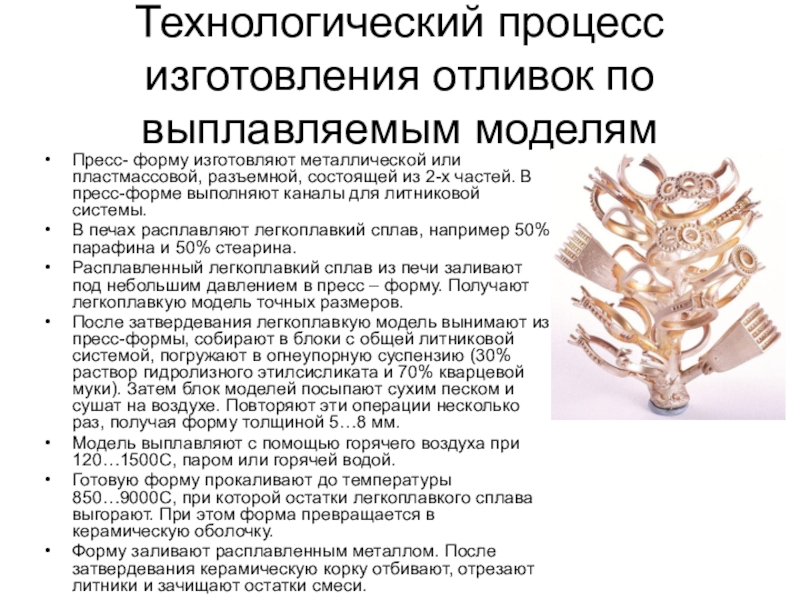
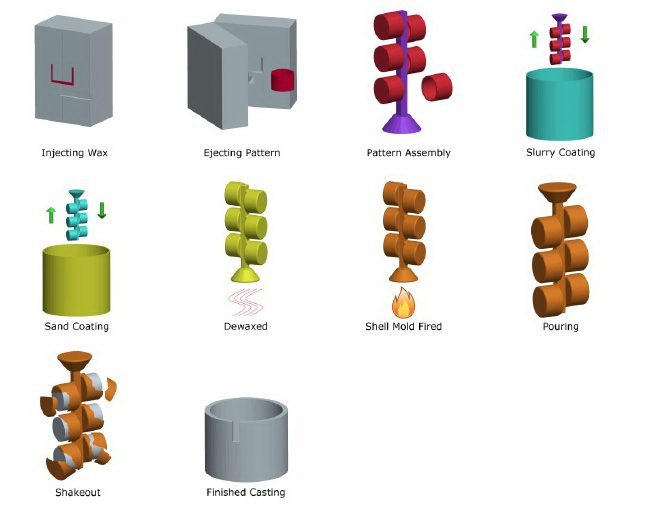
На Воронежском механическом заводе (ВМЗ) решили изменить такое положение дел. Чтобы получить литые крупногабаритные заготовки для запорно-регулирующих устройств высокого давления, на ВМЗ впервые в мировой практике применили метод литья по выплавляемым моделям (ЛВМ). Последовательное и направленное затвердевание отливок в нагретой оболочковой форме ЛВМ создает условия, благоприятные для фильтрации жидкого расплава из прибыли в двухфазную область отливки и получения плотного металла.
Обычно методом ЛВМ изготавливают тонкостенные отливки сложной конфигурации повышенной плотности, масса которых не превышает нескольких килограммов, а толщина стенок составляет от 5 до 10 мм . Освоение производства массивных отливок ЗРУ потребовало новых технологических решений, позволяющих расширить возможности традиционного процесса ЛВМ.
При заливке оболочковых форм, заформованных в опорный наполнитель и нагретых до высокой температуры, резко замедляется отвод тепла от затвердевающих стальных отливок. Возрастание толщины и массы отливок при изготовлении литых корпусов ведет к увеличению продолжительности затвердевания отливки и, как следствие, к появлению дефектов усадочного характера.
Для изготовления ЗРУ высокого давления (до 105 МПа) требовались высококачественные корпусные заготовки размером до 700 мм и более, массой до 500 кг и с толщиной стенок и фланцев до 60 и 110 мм соответственно.
Технология литья из чугуна
Технология литья из чугуна впервые была освоена в Китае около Х века н.э., в Европе впервые упоминается в 14 веке, как материал для производства пушек. В России первое «литье чугунное, для делания пушек пригодное» относиться к эпохе Ивана IV Рюриковича. Расцвет эпохи чугуна наступил в 19-20 веках. В это время из него делали мосты и трубопроводы, фонари и ограды, элементы архитектурного декора и несущие конструкции зданий. Кроме того, из того же материала отливали рельсы, детали станков, и двигателей. Отдельно стоит упомянуть чугунную посуду, утюги и отопительные приборы.
Чугун также являлся исходным компонентом для производства стали мартеновским способом. Объем его производства был важнейшим показателем экономической мощи страны и ее военного потенциала. С изобретением недорогих технологий производства и обработки сплавов алюминия и стали значение чугуна как конструкционного материала заметно снизилось. Широкое развитие производства высокопрочных пластиков и композитных материалов окончательно оттеснило чугун с передовых позиций.
Изготовление модельной оснастки любой сложности
Модельная оснастка определяет форму будущего изделия. На нашем заводе мы изготавливаем линейную оснастку, которая включает в себя все необходимые элементы — уклоны, литники, выпоры, расположение знаков, линии разъема и плотностью соответствует технологической карте данной отливки. Подходит для литья в холодно -твердеющие смеси, песчано -глинистые формы и по технологии газифицированных моделей.
Качество будущего изделия напрямую зависит от ее модельной оснастки. Наш завод предлагает проектирование и изготовление линейной модельной оснастки. Процесс создания модельной оснастки:
- начинается с разработки ее 3D модели. Работаем как с моделями, предоставленными заказчиками, так и разрабатываем их самостоятельно по чертежам, эскизам и образцам изделий с использованием технологии 3D сканирования.
- изготовление линейной модельной оснастки. Точность изготовления зависит от точности отрисовки геометрии при проектировании и от точности станка.
- после фрезеровки дорабатывается вручную: вышкуривается, шпаклюется и красится.
Модельная оснастка может изготавливаться из различных материалов: модельный пластик, МДФ, Дерево, Алюминийи тд. Материал подбирается исходя из требований, предъявляемых к модельной оснастке- качество поверхности, условия эксплуатации, область применения, срок службы.
! Стоимость модельной оснастки рассчитываться индивидуально.
Главный ресурс – люди!
ООО ЛМЗ «ЛИТТЕХ» основан в 2003 г. выпускниками кафедры «Машины и технология литейного производства» Академии Машиностроения (бывший институт МАМИ), которые и по сей день поддерживают отношения с родной кафедрой. Имеем накопленный опыт работы более 17 лет, ценим сформировавшиеся традиции, внедряем новые отраслевые технологии и разработки, совершенствуя производственный процесс.
Наличие собственной лаборатории химического и спектрального анализа металлов
Благодаря наличию собственной лаборатории химического и спектрального анализа металлов, мы выполняем литье на заказ из всех марок чугунов:
- серый СЧ (СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35);
- высокопрочный ВЧ (ВЧ50, ВЧ60, ВЧ70);
- легированный и антифрикционный (ЖЧХ, ЧХТ, АСЧ, ЧХН, ЧС, ИЧХ);
- жаростойкий (для производства деталей, применяемых при высокой температуре — до 1100°С) и др.
Модельные составы
Материал для производства макета должен обладать определенными свойствами. Он должен иметь такие свойства, как:
- Пластичность в твердой фазе. Необходима для точного повторения формы будущего изделия и коррекции его при необходимости.
- Прочность. Модель должна выдерживать без деформаций процесс формирования формы вокруг нее.
- Легкоплавкость. Вытапливание модели не должно требовать больших затрат времени и энергии.
- Текучесть в расплавленном состоянии. Состав должен легко проникать во все углубления и детали рельефа, точно повторяя очертания будущей детали.
- Экономичность. Особо важна для производства крупных серий.
Для модельных составов используют обычно смесь стеарина и парафина. Эти материалы удачно дополняют параметры друг друга, компенсируя недостаточную температуру плавления парафина и излишнюю вязкость стеарина.
Не менее популярными в промышленности являются составы на основе буроугольного воска. Главные его свойства — это влагостойкость, прочность и возможность образовывать очень гладкие покрытия, что особенно ценно для моделирования изделий.
Используются также и составы, состоящие из смеси буроугольного воска, парафина и стеарина.
Изготовление выплавляемых моделей
Для этого применяются легкоплавкие составы, которые состоят из парафина, церезина, воска и других компонентов. Эти составы должны иметь свойства:
- температура плавки 60–81,6 °С;
- стабильная линейная усадка и расширение должны свестись к минимуму;
- хорошая текучесть материала;
- хорошая прочность и твердость в застывшем состоянии;
- не прилипать к поверхности, минимальное образование золы;
- не вступать в химические реакции с огнеупорными материалами пресс-формы; отсутствие вредных паров во время нагревания;
- многократное применение;
- малая стоимость комплектующих материалов.
Сущность заключается в том, что модельный материал должен собой заполнить все элементы формы и не допустить ее повреждения. А впоследствии, не нанеся ущерба вытечь из формы, освободив место для металлической заливки.


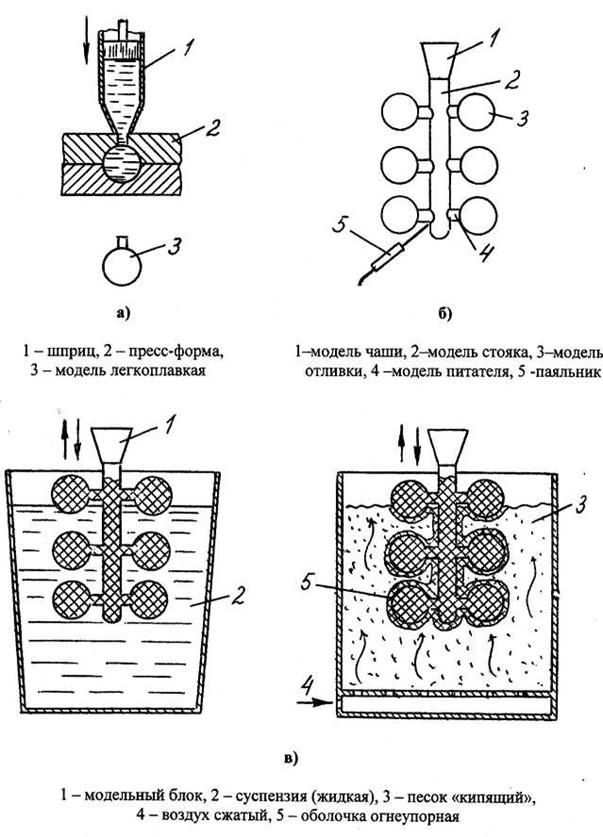


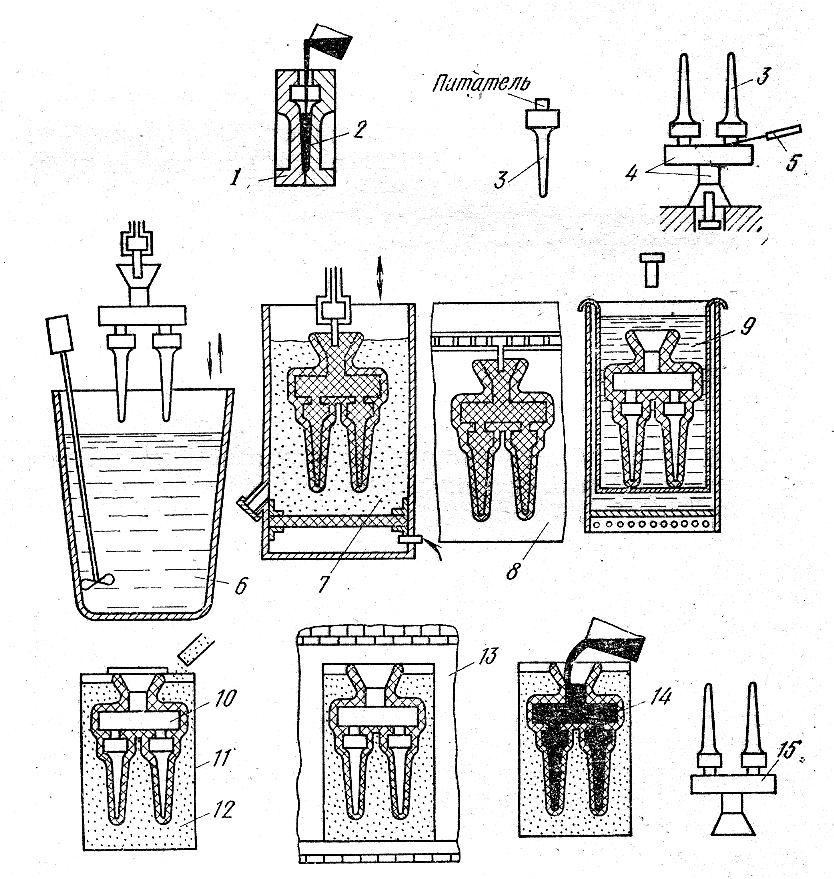
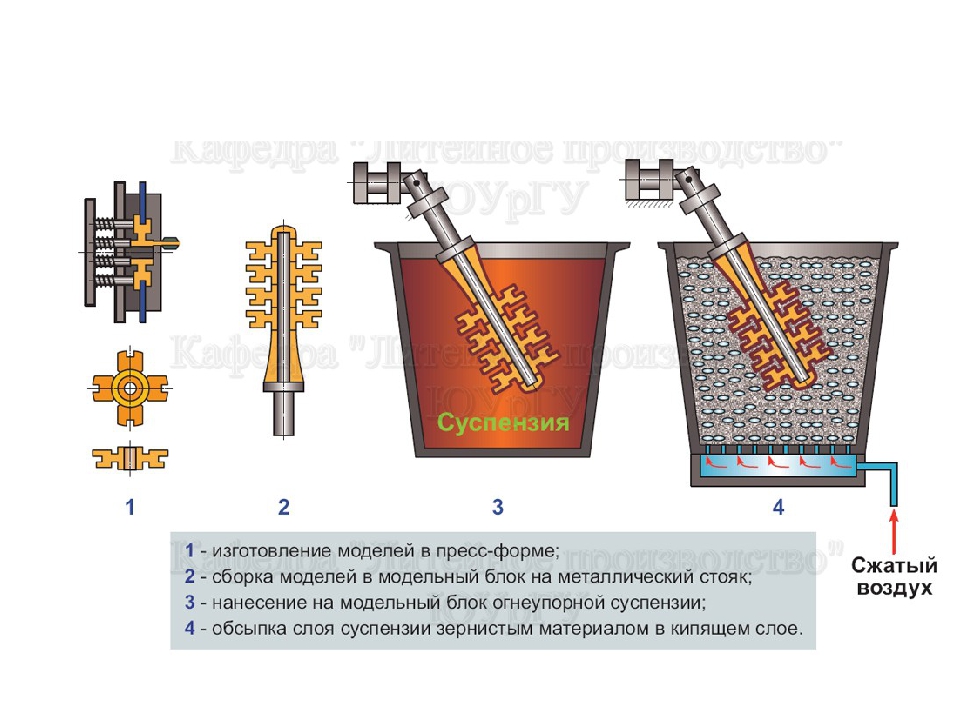
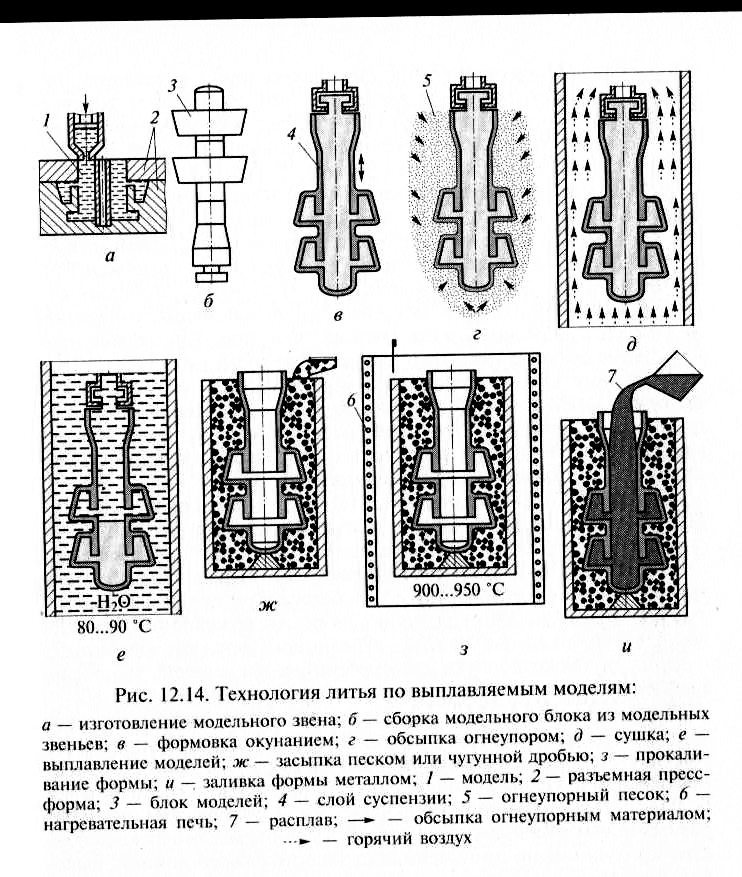
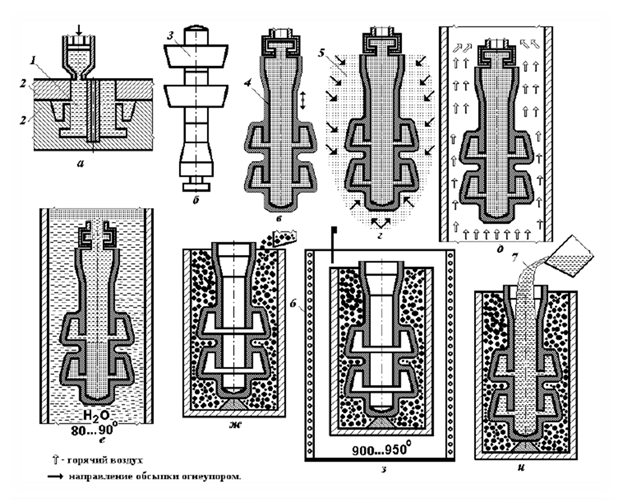
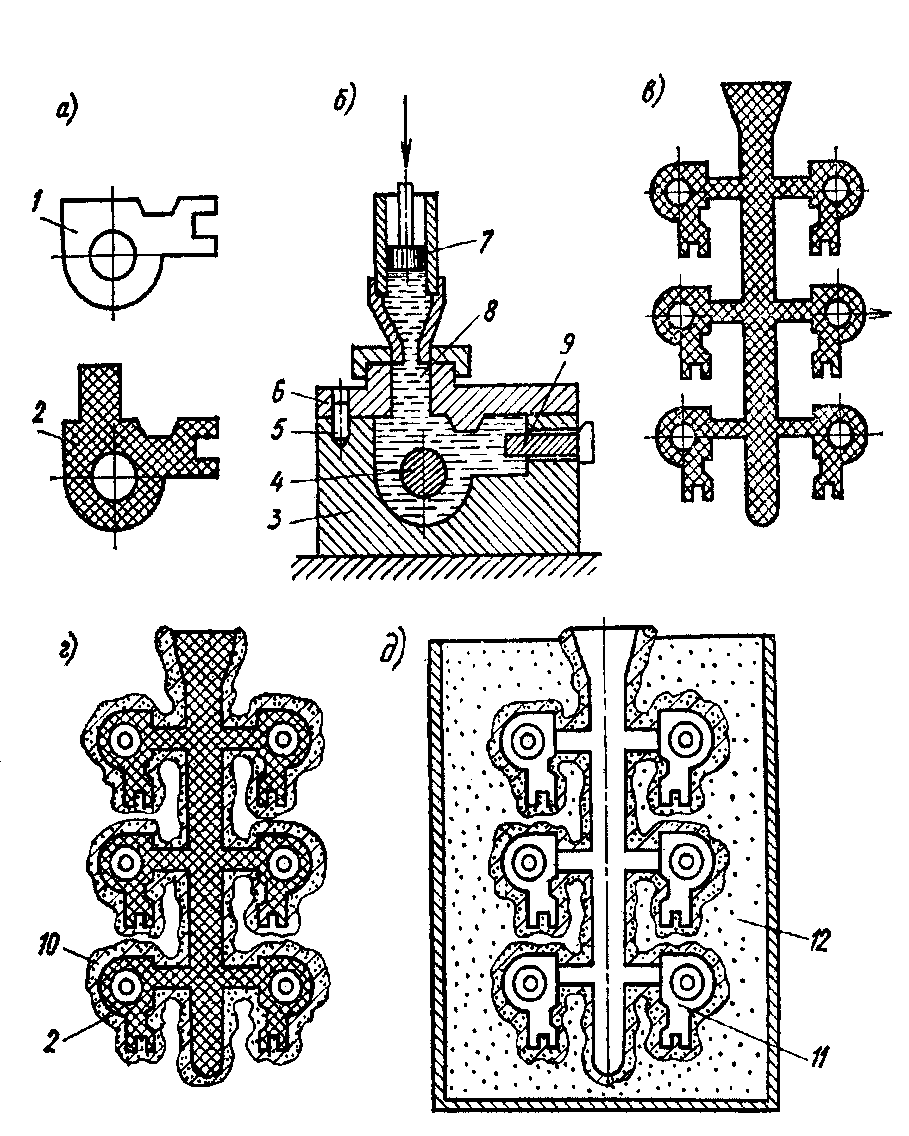
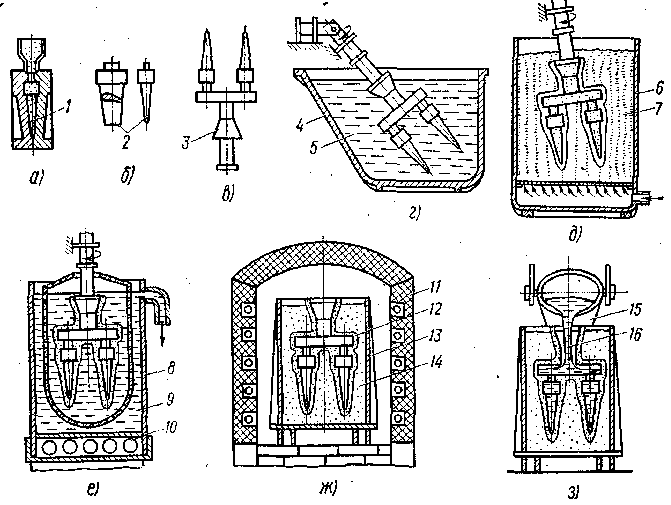
Изготовление моделей и блоков
Широко распространенный способ изготовления выплавляемых моделей — отливка их под малым давлением в пресс-формы. Нагнетание жидкой смеси производится как вручную, с помощью поршневых шприцев, так и механическими, гидравлическими или пневматическими нагнетателями. В случае применения буроугольного воска требуется подогревать трубопроводы подачи состава ввиду его высокой вязкости. Макеты из вспененного полистирола изготавливают методом экструзии на автоматизированных формовочных агрегатах.
Для повышения экономической эффективности и снижения трудоемкости в случае серийного производства небольших отливок их макеты объединяют в блоки. Над блоками формируют литниковые системы, присоединяя отдельные макеты к литникам посредством ручного паяльника. В случае единичных отливок или малых серий модели изготовляют вручную.

При формировании литниковых систем необходимо обеспечить не турбулентное течение расплава, равномерное заполнение всех элементов матрицы. При набивке формы из ПГС нужно также следить за равномерным заполнением всех проемов между литниками и недопущением их повреждения.
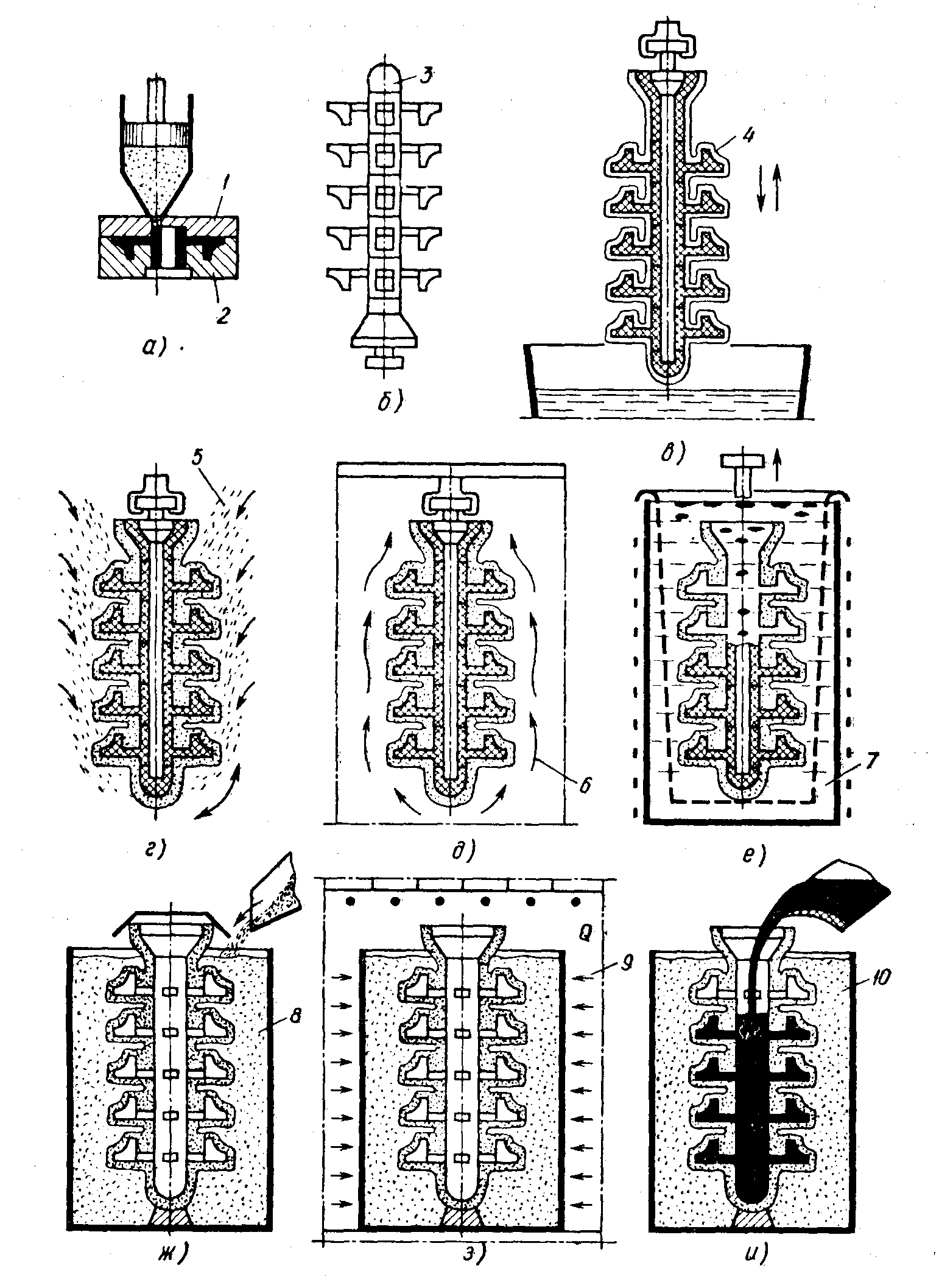
Используемые материалы
Материалы для изготовления оболочки подразделяются на следующие группы: материалы основы, связующие, растворители и добавки. К первым относятся пылевидные, применяемые для приготовления суспензий, и пески, предназначенные для ее обсыпки. Ими служат кварц, шамот, циркон, магнезит, высокоглиноземистый шамот, электрокорунд, хромомагнезит и другие. Широко используется кварц. Некоторые материалы основы оболочки получают в готовом к употреблению виде, а другие предварительно сушат, прокаливают, размалывают, просеивают. Существенным недостатком кварца являются его полиморфные превращения, которые протекают при изменении температуры и сопровождаются резким изменением объема, в итоге приводящим к растрескиванию и разрушению оболочки.
Плавный подогрев форм с целью снижения вероятности растрескивания, который проводят в опорном наполнителе, способствует увеличению длительности технологического процесса и дополнительным энергетическим затратам. Одним из вариантов снижения растрескивания в ходе прокаливания является замена пылевидного кварцевого песка как наполнителя на диспергированный кварцевый песок полифракционного состава. При этом улучшаются реологические свойства суспензии, повышается трещиноустойчивость форм и снижается брак по засорам и пробою оболочек.
Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав.Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.
Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Плюсы отлитых деталей
Достоинством метода производства изделий по моделям является возможность использовать экономически выгодную неразрушающую технологию для изготовления номенклатуры единичной, серийной или массовой продукции с высокими требованиями по точности размеров и чистоте отделки. Выплавляемые легкоплавкие модели для деталей мелкой формы, сложной конфигурации и крупных изделий изготавливаются из органических материалов:
- парафина;
- церезина;
- стеарина;
- торфяного битума;
- полистирола;
- канифоли;
- буроугольного воска;
- полиэтилена;
- озокерита и пр.
При выборе модельного состава учитывается комплекс физических свойств материала. Выплавляемые модели должны соответствовать следующим требованиям:
- плавкостью при температуре от 600 С до 1000 С;
- минимальной усадкой и расширением;
- хорошей текучестью;
- механической прочностью;
- минимальным показателем зольности и прилипания к предметам и рукам;
- химической инертностью;
- экологической безопасностью;
- возможностью повторного использования;
- хорошей адгезией с облицовочной жидкостью;
- возможностью механизации и автоматизации процесса;
- экономным расходом металла.
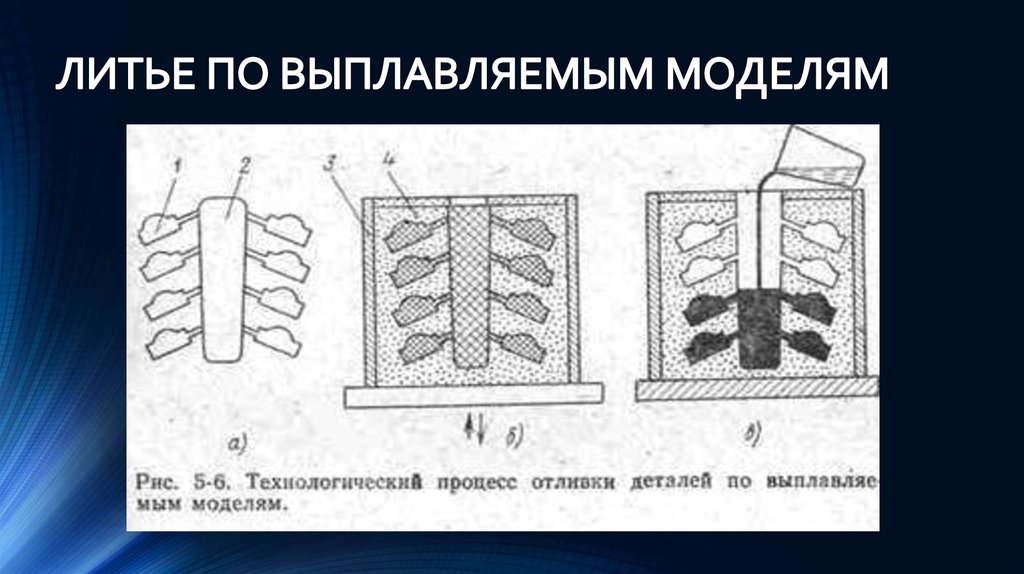
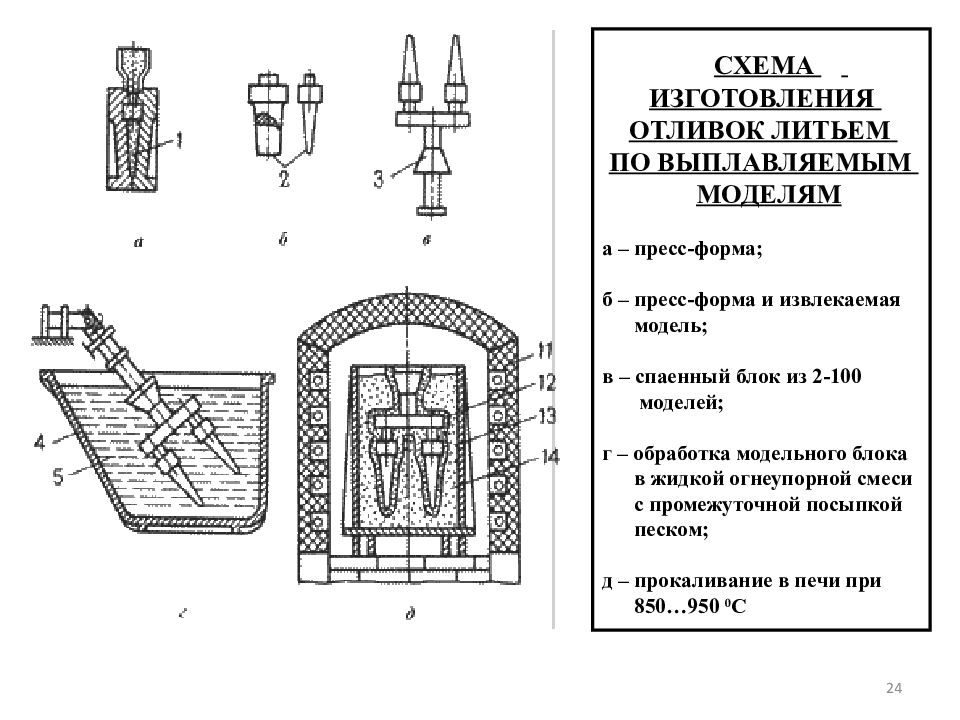
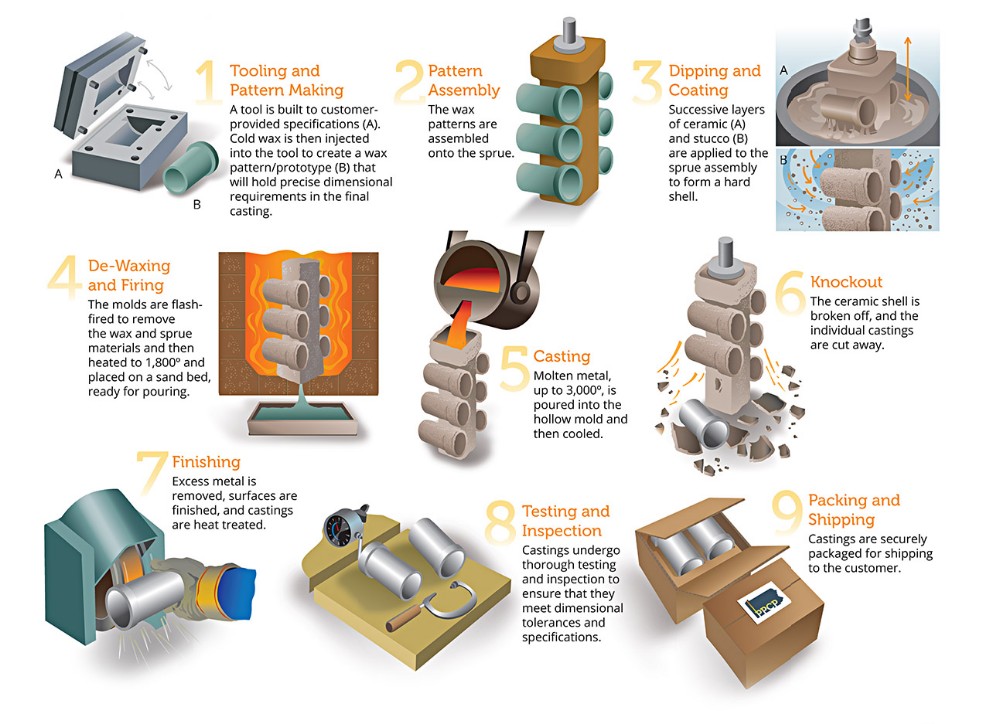
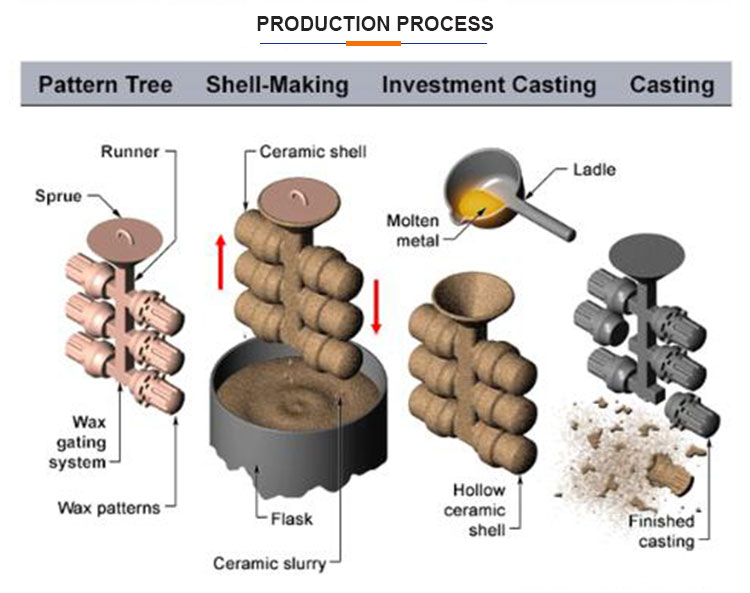
Технологический процесс по выплавляемым моделям позволяет изготавливать детали из легированной и углеродистой стали, цветного сплава или чугуна. Способом литья металла в оснастку изготавливается кокиль, штамп, пресс-форма, стержневая или формовочная оснастка, детали автомобилей и стрелкового оружия. Получение отливок в разъемной керамической форме (шликере) производится в несколько этапов:
- заливка в опоку суспензии;
- отвердение формы;
- извлечение полученной модели из полусферы;
- термическое прокаливание полуформы;
- сборка и заливка полуформ расплавленным металлом.

Методы исправления дефектов
Незначительные дефекты исправляют заделкой замазками или мастиками, пропиткой различными составами, газовой или электрической сваркой.Заделка замазками или мастиками – декоративное исправление мелких поверхностных раковин. Перед заполнением мастикой дефектные места очищают от грязи, обезжиривают. После заполнения исправленное место заглаживают, подсушивают и затирают пемзой или графитом.
Пропитывание применяют для устранения пористости. Отливки на 8-12 часов погружают в водный раствор хлористого аммония. Проникая в промежутки между кристаллами металла, раствор образует оксиды, заполняющий поры отливок.
Газовую и электрическую сварку применяют для исправления дефектов на необрабатываемых поверхностях (раковины, трещины). Дефекты в чугунных отливках заваривают с использованием чугунных электродов и присадочных прутков, в стальных отливках – электродами соответствующего состав
Основные рекомендации по выбору способа литья
При сравнении различных способов литья необходимо учитывать следующие факторы.
Технологические свойства сплава.
Литье в металлические формы нежелательно применять:
— при пониженной жидкотекучести металла, т.к. высокие скорости охлаждения приводят к быстрому остыванию и кристаллизации расплавленного металла, что может стать причиной образования недоливов и спаев;





— при высокой склонности материала к усадке, так как возможно образование трещин из-за низкой податливости формы, препятствующей свободной усадке отливки в литейной форме.
Сложность формы отливки.
В зависимости от конфигурации, размеров, массы и необходимого количества стержней отливки делят на шесть групп сложности. Наиболее простые отливки относят к первой группе, которая характеризуется гладкими и прямолинейными наружными поверхностями с наличием невысоких усиливающих рёбер, фланцев, отверстий, а также внутренними поверхностями простой формы. Типовые изделия – крышки, фланцы, муфты, колёса вагонеток. Самые сложные отливки относят к шестой группе, которая характеризуется криволинейными наружными поверхностями, имеющими рёбра, кронштейны и фланцы значительной протяжённости, пересекающиеся друг с другом под различными углами, а также внутренние полости особо сложной конфигурации с затруднёнными выходами на поверхность отливки. Типовые изделия – станины специальных металлорежущих станков, сложные корпуса насосов, рабочие колёса гидротурбин.
Сложные по конфигурации отливки получают литьем под давлением, по выплавляемым моделям, в песчаных формах. Литьем в кокиль получают отливки с простой наружной конфигурацией, а центробежным литьем – отливки типа тел вращения. Наиболее тонкостенные отливки получают литьем по выплавляемым моделям и литьем под давлением.
3. Количество.
В условиях крупносерийного или массового производства рентабельны способы литья с применением металлических или оболочковых форм. Но если необходимо изготовить одну или всего несколько отливок (единичное производство), то нерационально изготавливать для этого дорогостоящий кокиль или использовать дорогостоящее литьё по выплавляемым моделям. Поэтому в данном случае может окупиться и является наиболее рациональным применение литья в песчаные формы, для которого можно использовать недорогие деревянные модели.
4. Требуемые точность геометрических показателей и качество поверхности.
Следует выбирать способ, обеспечивающий заданную точность размеров и шероховатость поверхности. Высокое качество поверхности позволяет либо исключить последующую механическую обработку, либо выполнять ее с минимальными припусками. Это дает возможность сохранить при механической обработке литейную корку, имеющую повышенную твердость и износостойкость, снизить себестоимость готовых деталей за счет экономии металла. Однако при этом увеличиваются расходы на литейное оборудование и оснастку, их ремонт и обслуживание. Поэтому, при выборе метода получения отливки следует проводить технико-экономический анализ не одного заготовительного (литейного), а двух этапов производства – заготовительного (литейного) и механообрабатывающего.
Наиболее точным показателем, определяющим эффективность применения того или иного способа, является себестоимость изделия.
При выборе оптимального способа получения отливок, как правило, требуется проводить сравнительный анализ возможных вариантов литья и их технологических показателей, ориентировочно представленных в табл. 1Л.
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой , специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.
Сушка огнеупорного покрытия
Для формирования керамической оболочки огнеупорное покрытие подвергают воздушной, воздушно-аммиачной и вакуумно-аммиачной сушке.
Как показывает практика, огнеупорное покрытие на основе этилсиликата можно высушить на воздухе за 4-10 ч. Продолжительность сушки зависит от числа нанесенных слоев, от размеров и сложности модели. Продолжительность воздушно-аммиачной сушки составляет 1,0-3,5 ч, вакуумно-аммиачной сушке — 15-30 мин.
Для сушки моделей в аммиачных шкафах берут 1,5-2,0 л аммиачной воды плотностью 0,89-0,95 г/см3 на 1м3 объема сушильного шкафа. Температура в шкафу составляет 18-25 oС.
Комбинированные покрытия, включающие два или три упрочняющих жидкостекольных слоя, сушат на воздухе в течении 5-6 ч. Причем температура сушки составляет 22-28 oС для этилсиликатного слоя и 22-31 oС для жидкостекольного.
Ускоренную сушку комбинированных форм, основанную на взаимном закреплении чередующихся этилсиликатного и жидкостекольного слоев, производят потоке воздуха со скоростью 4-5 м/с при температуре 25-28 oС в течении 1,5-2 .
Преимущества с точки зрения эксплуатации.
• Более высокая прочность оболочек на водной основе позволила: o приблизительно на 50% увеличить максимальную массу отливки с литниковой системой (с 40 кг до 60 кг); o в целом приблизительно на 18% снизить требуемое количество дублирующих слоев; o свести к минимуму потребность в разгрузке воска у бойлерклава. • При старой системе изготовления первого слоя первый опорный слой необходимо было наносить в течение примерно шести часов после высыхания первого слоя. Новая система обеспечивает большую гибкость, так как первый опорный слой можно наносить в любое время после высыхания первого слоя. • Уменьшилось количество дефектов, связанных с прорывами и вспучиванием. • Размеры отливок сократились менее чем на 0,1%, поэтому пришлось заменить совсем небольшое количество пресс-форм для модельной массы, причем формы, требовавшие замены, оказались на пределе допуска и являлись постоянным источником проблем с размерностью. Таким образом, новый процесс позволил устранить ранее существовавшие проблемы, которые не удавалось выявить в связи со слабыми размерными возможностями систем производства на спиртовой основе. Кроме того, отклонения в размерах полученных отливок стали на 40% — 60% меньше в сравнении с аналогичными отливками на спиртовой основе. • Были устранены потери от испарения спирта, несмотря на необходимость использования небольшого количества деионизированной воды для компенсации потерь от испарения в суспензиях на водной основе. • Частичное превращение огнеупора из плавленого кварца в кристобалит после розлива увеличивает хрупкость оболочки. Это позволило уменьшить время выталкивания приблизительно на 63% для открытых форм и на 38% для плотно упакованных форм. • Снизился объем брака и переделок, в основном потому, что процесс на водной основе более устойчив к изменениям температуры и влажности в цехе пустотелых форм. При использовании системы производства на спиртовой основе любой сбой установки кондиционирования воздуха или экстремальные погодные условия вызывают массовое растрескивание оболочек и увеличивают затраты на переделку. В целом, количество забракованных форм и отливок сократилось на 37%. Это существенное сокращение было достигнуто на фоне все более жестких стандартов качества, вводимых по требованию клиентов литейной компании. • Поскольку время цикла конвейера существенно превышало периоды сушки, необходимые для производства оболочек REMASOL, небольшое увеличение периодов сушки для процесса на водной основе не оказало негативного влияния на производительность. • В других литейных компаниях увеличение периодов сушки между слоями может серьезно осложнить производственный процесс. Тем не менее, это в определенной степени компенсируется сокращением требуемого количества слоев и 30% — 40% сокращением последнего периода сушки оболочек на водной основе.
REMET многие годы занимается сопровождением перехода от спиртовой основы к водной основе и считается мировым лидером на данном направлении. REMET уверена в эффективности, производительности и экономичности всех своих связующих составов на водной основе. Более подробная информация о линейках REMASOL и ADBOND содержится в базе технической документации, размещенной на нашем обновленном веб-сайте www.remet.com, который теперь доступен и на русском языке.

Техника безопасности и подготовка рабочего места
Высокотемпературные работы отличаются вредными испарениями и сопровождаются выделением дыма, поэтому выполнять их необходимо на открытом воздухе или принудительно проветриваемом помещении. Необходимо использовать вентилятор с боковым обдувом.
Процесс литья сопровождается брызгами, возможны потоки расплавленного металла. Рабочее место потребуется предварительно застелить листом металла. Не рекомендуется работы выполнять в жилом помещении — это небезопасно для окружающих.
Основные ошибки при литье алюминия
Прежде чем выполнять литье алюминия в домашних условиях, обратите внимание на основные ошибки, которые наблюдаются при выполнении работ:
- При изготовлении гипсовых форм необходимо чтобы в процессе сушки испарилась вся влага. В противном случае при заполнении формы вода начинает испаряться, превращается в пар и может остаться внутри алюминия в виде пор и раковин.
- При недостаточном нагреве или если перед началом выполнения работ алюминий успел остыть, металл будет плохо заполнять форму и отдаленные участки останутся полыми.
- Не стоит охлаждать металл погружением в жидкость. В этом случае нарушается внутренняя структура материала.