
Структурные элементы
Очень важно правильно подходить к структуре сборочно-сварочного цеха. Это производственное помещение, в котором проводятся различные операции с использованием широкого ряда разноплановых материалов
Кроме основного цеха в структуру производства должны входить складские помещения: для металла, для расходных материалов.
В заготовительном отделе металл подготавливают к работе: проводят резку под заданные размеры, зачистку, шлифовку и прочее. Далее продукция поступает на промежуточный склад, где собираются заготовки по позициям.
Затем идет основной цех, где производится сборка, сварка деталей и узлов в единую конструкцию. Последний отдел в структуре – склад готовой продукции.
По понятным причинам в небольших сварочных цехах такое не организовать, но этого и не надо. К примеру, промежуточный склад здесь ни к чему, то же самое касается заготовительного цеха.
Как показывает практика, все операции проводятся обычно в одном помещении. А готовую продукцию хранят или на улице под навесом, или выдают тут же на руки заказчику.
Описание структуры со складами – достаточно большой комплекс, который может располагаться под одной крышей или в разных зданиях. В таких условиях не обойтись без продуманной организации логистики, позволяющей сэкономить на транспортных средствах.
В новых производствах стараются сварочные цеха расположить по блочному или модульному принципу. Вся структурная цепочка располагается на одной линии с необходимой последовательностью перемещения, начиная от исходных материалов, заканчивая готовой продукцией.
Отношение потребителей к сварочным цехам практически однозначное – это пыльное помещение, в котором работают люди в запачканных спецовках. Но не стоит думать так обо всех цехах.
Новые требования и правила представляют собой новый подход к грамотной организации труда, где в первую очередь ставка делается на человека, на его профессионализм, на то, в каких условиях он работает. От этого во многом зависит результат.
Принудительная вентиляция в гараже
Механический тип вытяжки работает гораздо эффективнее – он обеспечивает полное и быстрое проветривание. Перед ее установкой не требуется рассчитывать площадь помещения, так как приток поступает не самостоятельно, а за счет встроенных вентиляторов для вентиляции в гараже. Система производит замену воздушных масс по всему объему, включая смотровую яму и погреб.
Для этого требуется приобрести качественное оборудование и обеспечить его питанием от электросети. Это единственный минус системы – покупка вытяжного и приточного модулей. Они стоят дорого, но зато внутри всегда будет сухо и тепло.
В случае с обустройством подземного гаража подходит только механический способ проветривания.
Порядок размещения и использования оборудования
Все сварочные агрегаты, а также вспомогательное оборудование, с которыми предполагается работать вне помещений, должны оснащаться надёжной защитой от дождя и брызг. В отсутствии такой защиты во время атмосферных осадков работы необходимо будет прекратить.
Решение о продолжении или прекращении работ (с учётом осадков) принимает руководитель, ответственный за их проведение.
Отдельные сварочные установки, работать с которыми предстоит на метровой высоте, должны оборудоваться рабочими площадками с настилом, лестницами и перилами. Помимо этого, необходимо принять специальные меры по их качественному освещению.
Согласно своду правил по сварке (СП) подключение источников питания (инверторов или трансформаторов) осуществляется согласно имеющейся на зажимах маркировке. В случае одновременной работы с размещаемыми поблизости агрегатами они устанавливаются на удалении не менее 0,35 метра друг от друга.
При наличии на стройплощадке ацетиленового генератора используемое для сварки оборудование устанавливается на безопасном удалении от него, составляющем не менее 3-х метров.
Идущие от агрегата сварные провода при наличии в зоне сварки баллоновс горючими газами должны прокладываться на удалении не менее 10-ти метров от них.
Длина соединительных кабелей между источником переменного или постоянного тока и передвижным (мобильным) агрегатом также не может превышать 10-ти метров.
Помимо всего прочего, в мобильных установках желательно наличие отдельного рубильника, не позволяющего проводить операции присоединения и отключения проводов, если последние находятся под нагрузкой.
- http://stalevarim.ru/pub/oblasti-svarochnogo-proizvodstva-v-zavisimosti-ot-vidov-svarki/
- https://www.gvozdem.ru/remont-stroyka/tekhnologiya-i-oborudovanie-svarochnogo-proizvodstva/
- https://pipe-s.ru/ppr-po-svarochnym-rabotam-truboprovodov/
- https://mrmetall.ru/kak-pravilno-oformit-svarochnuju-dokumentaciju-i-sdat-rabotu-v-srok/
- https://svaring.com/welding/teorija/svarochnyj-ceh
- https://electrod-svel.ru/tehnika-svarki/voprosy-organizacii-svarochnyh-rabot.html
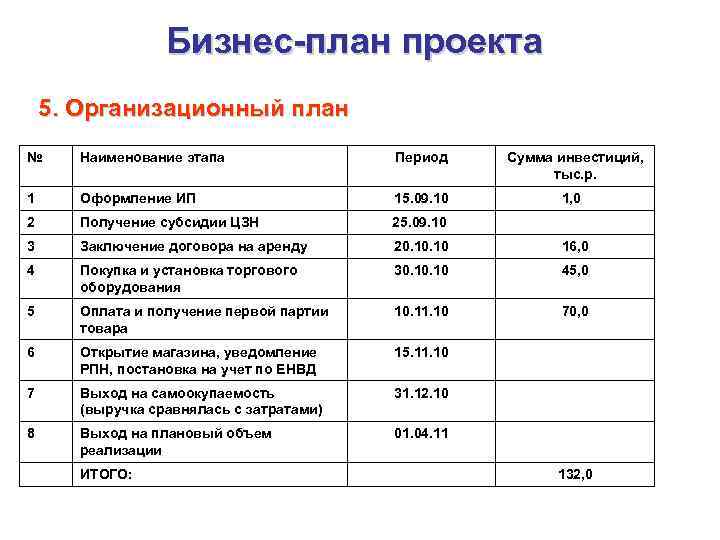
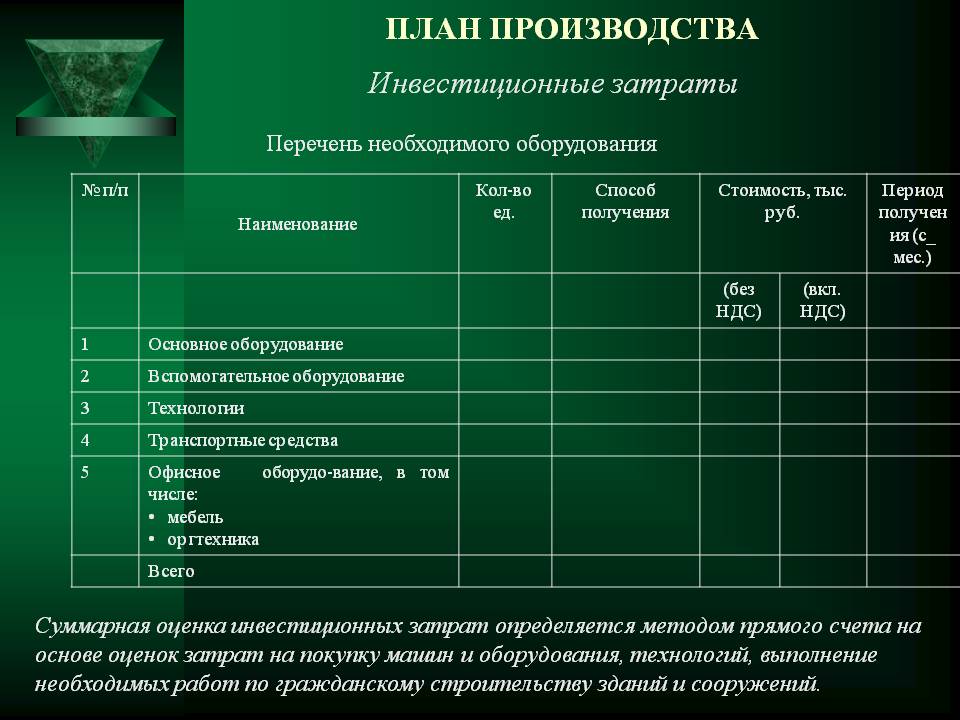
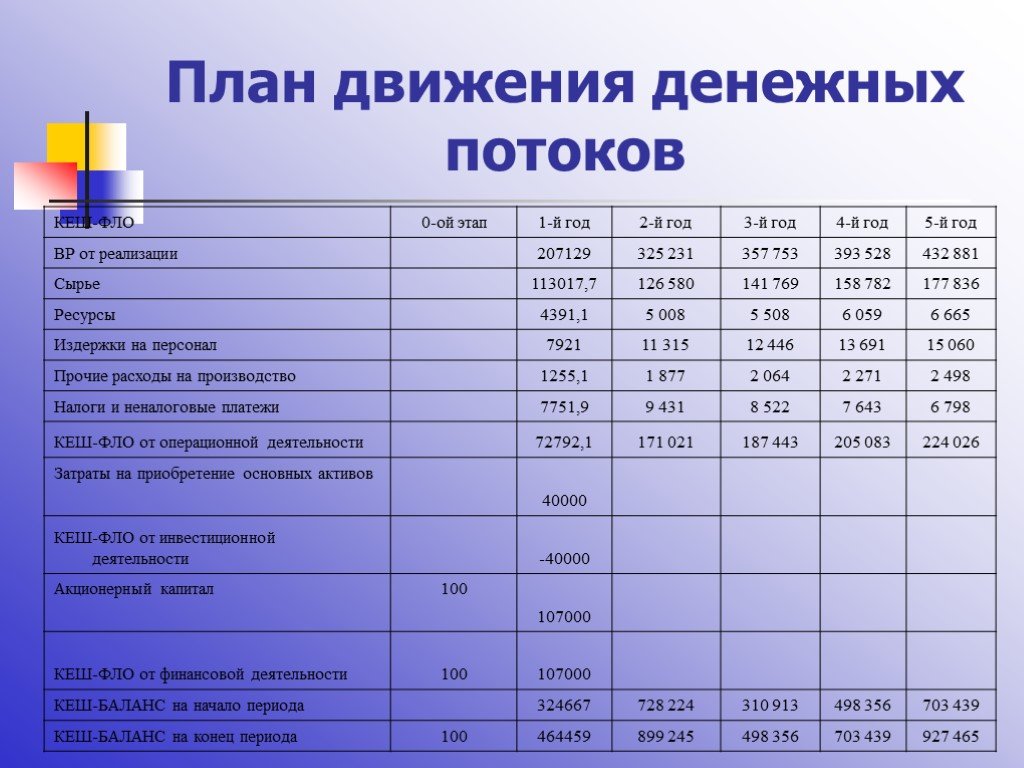
Сколько нужно вложить в открытие
Как уже было отмечено, стартовые затраты на организацию сварочного цеха выльются в 300 тысяч рублей. Теперь определимся, куда же придется потратить данную сумму.
| Статья расходов | Сумма затрат, руб. |
| Аренда производственного помещения (оплата за первые 6 месяцев) | 60 000 |
| Подготовка цеха к работе, включающая необходимый ремонт и проверку коммуникаций | 70 000 |
| Оснащение сварочного цеха оборудованием и расходными материалами | 150 000 |
| Расходы на регистрацию и оформление документов | 5 000 |
| Маркетинг и продвижение | 10 000 |
| Прочие виды расходов | 5 000 |
| ИТОГО | 300 000 |
Из таблицы прекрасно видно, что оборудование для сварочного цеха «съест» ровно половину начального капитала. Его стоимость, конечно же, может быть ниже, но и качество тогда также будет не на должном уровне. Так что экономить на данной статье расходов крайне не рекомендуется.
Производственный план
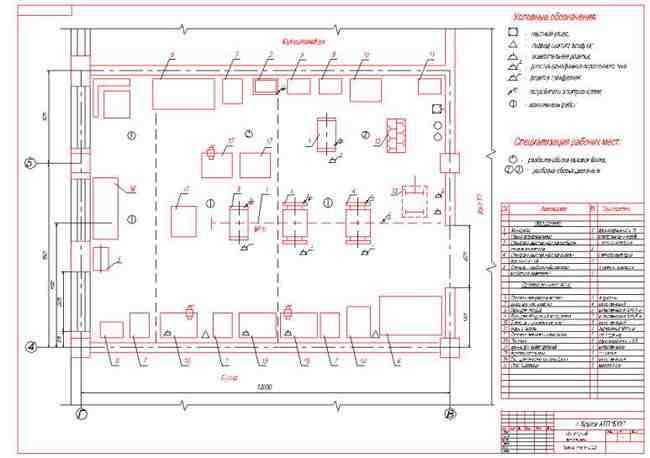
Сварочный цех не особо требователен к качеству помещения, но, тем не менее, не стоит совсем уж экономить и арендовать аварийное здание. Оптимальным вариантом станет производственное помещение или большой гараж на окраине города, площадью до 60 кв. метров, оснащенный качественной электропроводкой и другими коммуникациями в надлежащем состоянии.


Так как сварочные работы являются потенциально пожароопасными, следует проконсультироваться со службой пожарной охраны по поводу оптимальной планировки помещения цеха, а также оснастить его противопожарной сигнализацией.
Режим работы сварочного цеха необходимо установить следующий:
- Понедельник – пятница с 08:00 до 18:00.
- Суббота и воскресенье – выходные дни.
Со списком работников сварочного цеха и их ориентировочной заработной платой можно ознакомиться в таблице:
| № | Должность | Кол-во чел. | Оклад, руб. | Ежемесячный фонд оплаты, руб. | Оплата в год, руб. |
| 1 | Мастер сварочного цеха | 1 | 30 000 | 30 000 | 360 000 |
| 2 | Сварщик-универсал | 2 | 20 000 | 40 000 | 480 000 |
| ИТОГО | 70 000 | 840 000 |
Для осуществления сварочных работ нужно будет закупить следующее оборудование и расходные материалы:
- Профессиональный сварочный инвертор (2 шт.).
- Расходники (электроды, флюсы, сварочная проволока, керамические прокладки).
- Защитная спецодежда (брезентовые рукавицы, сварочные маски, краги, фартуки и подшлемники).
Подбор сотрудников
На сварочных производствах важнее всего не помещение и цена робы, а ваши сотрудники. От них будет зависеть конечный результат и прибыль бизнеса. Здесь мы можем дать один дельный совет: не стремитесь набрать в штат десяток малоопытных сотрудников, которые готовы работать за самый низкий оклад. Они вряд ли помог в развитии вашей фирмы.

Лучше нанять несколько настоящих профессионалов своего дела, которые будут получать достойную зарплату и выполнять работу качественно. Так вы сможете поставить на свои услуги высокую цену, а многие клиенты готовы платить за качество.К тому же, вы сформируете в глазах общественности положительный имидж своей фирмы.
Не забывайте, что вам также понадобится бухгалтер. Его необязательно брать в штат, можно отдать всю бухгалтерию специальной компании на аутсорсинг, которая за определенную плату в год будет вести всю вашу бухгалтерию. Это дешевле, чем содержать отдельного сотрудника, платить зарплату и налоговые отчисления.
Оборудование сварочного поста для ручной дуговой сварки
Рабочее место сварщика — это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.
Рис. 20. Сварочный пост для ручной сварки: 1 — сеть
электрического питания; 2 — рубильник или магнитный пускатель; 3 — источник питания; 4 — сварочные провода; 5 — электрододержатель; 6 — зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель — приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа — для тока до 125 А; II типа — для тока 125—315 A; III типа — для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
Рис. 21. Типы электрододержателей: а — вилочный; б — 111игатовый; в — ; г — с пружинящим кольцом
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52×102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А — №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А — № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Расположение оборудования и приспособлений
Схема расположения оборудования строго регламентирована нормами и правилами техники безопасности в сварных цехах. Планировка определяет безопасность, удобство передвижения персонала, перемещения деталей, узлов и готовой продукции. Есть несколько рекомендация по обустройству:
- если в цеху используется для электросварки трансформатор, то его надо устанавливать в 5-7 м от верстака и в полуметре от стены (минимум). Бытовой инвертор может быть установлен на поверхности стола;
- если сварка производится газом, тогда баллоны с кислородом и ацетиленом расставляются вдали друг от друга на расстояние не менее 5 м. То же самое касается и пропанового оборудования. Это же расстояние выдерживают между местом сварки и баллонами;
- газовые шланги, электрические кабели укладывают в стороне от проходов, чтобы по ним не ходили. Это в первую очередь требование техники безопасности, во вторую способ сохранения имущества;
- между оборудованием, столами, шкафами и другими громоздкими предметами оставляется расстояние 1 м для удобства перемещения людей, перевозки деталей на тележках.
Оборудование для автоматической сварки требует большего пространства. Необходимо учитывать его передвижение по сварочному цеху и доступ к нему исполнителей.
Расположение оборудования и приспособлений
Схема расположения оборудования строго регламентирована нормами и правилами техники безопасности в сварных цехах. Планировка определяет безопасность, удобство передвижения персонала, перемещения деталей, узлов и готовой продукции. Есть несколько рекомендация по обустройству:
- если в цеху используется для электросварки трансформатор, то его надо устанавливать в 5-7 м от верстака и в полуметре от стены (минимум). Бытовой инвертор может быть установлен на поверхности стола;
- если сварка производится газом, тогда баллоны с кислородом и ацетиленом расставляются вдали друг от друга на расстояние не менее 5 м. То же самое касается и пропанового оборудования. Это же расстояние выдерживают между местом сварки и баллонами;
- газовые шланги, электрические кабели укладывают в стороне от проходов, чтобы по ним не ходили. Это в первую очередь требование техники безопасности, во вторую способ сохранения имущества;
- между оборудованием, столами, шкафами и другими громоздкими предметами оставляется расстояние 1 м для удобства перемещения людей, перевозки деталей на тележках.
Оборудование для автоматической сварки требует большего пространства. Необходимо учитывать его передвижение по сварочному цеху и доступ к нему исполнителей.
Требования к различным видам оборудования для сварочного поста
1. Столы сварщиков.
Сварочные посты относятся к тем объектам на производстве, куда невозможен допуск посторонних. Такие кабины достаточно просторные, так как им необходимо вмещать в себя сварочный стол и все требующиеся сварщику принадлежности. Их стандартный размер – 2х2 либо 2х3 м, а высота – до 2 м. Обеспечить хорошую вентиляцию позволяет установка стен в 20 см над полом.
Сварочные столы необходимы для сварки и сборки заготовок. Они устанавливаются в сварочной кабине на высоте 50–60 см, если запланировано осуществление работ в сидячем положении либо высота стола может быть 90 см для сварки стоя.
Минимальная площадь стола, в соответствии с существующими требованиями по организации сварочного поста, равна 1 м2. Для крепления проводов сварочного аппарата используются специальные болты. Отсос пыли от сварочной дуги не может осуществляться при помощи вытяжного зонта, поскольку в этом случае поток вредных веществ будет направляться прямо в дыхательные пути работника предприятия.
На столе важно предусмотреть гнезда для электродов. Если есть выдвижной ящик, в нем должны храниться документы и инструменты
Под ногами у сварщика обязательно располагается резиновый коврик.
Местный отсос, устанавливаемый при организации сварочного поста, может находиться на столе или вне помещения. Дело в том, что из-за встроенного в стол вентилятора появляется шум, негативно отражающийся на уровне работоспособности. Считается, что лучше всего использовать стол с нижнебоковым отсосом, предполагающим монтаж вентилятора не в помещении. Таким образом удается защитить дыхательную систему сварщика от пыли и газа.

Столы можно оснастить дополнительными устройствами для большего удобства в процессе работы. Так, часто сварщики зачищают конец электрода о поверхность стола, из-за чего вскоре появляются металлические наросты. Они затрудняют передвижение заготовок по рабочей поверхности, а также негативно отражаются на внешнем виде рабочего места. Избежать этого можно, сделав окантовку стола медными пластинами, к которым не пристает материал электродов.
Стоит предусмотреть местное освещение в столе. Если часто требуется осуществлять сварку мелких деталей, когда швы наносятся по периметру, разумно установить вращающийся стол, где высота может корректироваться при помощи винтов. Таким образом удается подобрать наиболее удобное для обработки заготовки положение. В результате, за счет грамотной организации сварочного поста, сварщик не так сильно устает и менее подвержен воздействию вредных выделений.
Если работнику кажется неудобным его положение на рабочем месте, руководство предприятия должно обеспечить его сиденьем с регулировкой высоты.
Расположение оборудования и приспособлений
Схема расположения оборудования строго регламентирована нормами и правилами техники безопасности в сварных цехах. Планировка определяет безопасность, удобство передвижения персонала, перемещения деталей, узлов и готовой продукции. Есть несколько рекомендация по обустройству:
- если в цеху используется для электросварки трансформатор, то его надо устанавливать в 5-7 м от верстака и в полуметре от стены (минимум). Бытовой инвертор может быть установлен на поверхности стола;
- если сварка производится газом, тогда баллоны с кислородом и ацетиленом расставляются вдали друг от друга на расстояние не менее 5 м. То же самое касается и пропанового оборудования. Это же расстояние выдерживают между местом сварки и баллонами;
- газовые шланги, электрические кабели укладывают в стороне от проходов, чтобы по ним не ходили. Это в первую очередь требование техники безопасности, во вторую способ сохранения имущества;
- между оборудованием, столами, шкафами и другими громоздкими предметами оставляется расстояние 1 м для удобства перемещения людей, перевозки деталей на тележках.
Оборудование для автоматической сварки требует большего пространства. Необходимо учитывать его передвижение по сварочному цеху и доступ к нему исполнителей.
Практические рекомендации
Швы могут выполняться в один проход, и тогда такую спайку называют однослойной. Если сварной шов образовался путем нескольких прохождений электродов, то это многослойный шов. Соединение, которое образовалось в процессе однослойной сварки, не является пластичным и выглядит достаточно грубо. Это связано с тем, что металл в районе выполнения соединения был сильно перегрет. Но при этом именно шов, полученный в один проход экономичен и производителен.
Многослойная сварка образует аккуратный шов в результате того, что каждый проход прогревает только определенный участок металла. При этом выполняется тонкий шов, который при втором проходе увеличивается незначительно. При многослойной сварке слои могут располагаться последовательным или каскадным образом, горкой. При последовательном способе каждый из следующих слоев накладывается на предыдущий только после того, как будет выполнен полностью проход по всему шву.
Каскадным способом и «горкой» пользуются при сваривании толстых слоев металла. При любом из способов многослойной сварки один проход должен быть выполнен особенно тщательно, от этого зависит прочность полученного соединения.
Вытяжка в подвале гаража
Важно позаботиться о хорошей вентиляции в подвале, погребе гаража. Это позволит предотвратить образование грибка, плесени, конденсата
Поскольку у погреба в гараже обычно маленькая площадь, автолюбители предпочитают ограничиться естественной вентиляционной системой. Вытяжку устанавливают сверху, а канал для притока воздуха – внизу.
Обязательно нужно сделать и воздуховоды для притока и оттока воздуха. Конец трубы, опущенной в подвал гаража, должен быть на расстоянии максимум 20 см от пола. Другой конец трубы выводят наружу. Отработанный воздух выводится на крышу: там воздуховод должен выступать над кровлей.
Специалисты отмечают, что при монтаже вентиляции, вытяжки в погребе подвала необходимо до минимума сократить количество поворотов и колен. Каждый изгиб снижает эффективность вентиляционной системы. Кроме того, помните о защите вытяжек решетками.
Производство
Правильная организация – это основа всей работы. Вы можете выбрать профи, поставить хорошее варочное оборудование.
Но если организовать неверно, все пойдет не так. Не помогут ни квалифицированные сотрудники, ни хорошая техника. Это будет бессмысленно. Следует начать с организации.
Варка может быть на двух разновидностях объектов. Это строительно-монтажный или ремонтный объект за рамками производственного помещения. Может быть самостоятельно функционирующее производство.
Полагают, что работа на предприятии более положительна. Персонал работает в прогреваемых помещениях, которые оснащены вентиляционными системами. Им предоставляется более современное оборудование.
Мастера могут спокойно и беспрепятственно работать. Сварку выполнять в соответствии с технологическим процессом. Сварщикам, работающим вне помещения, выполнять задания труднее.
Много факторов, которые служат помехой. Плохие погодные условия, не самое лучшее оборудование и многие другие показатели. На обоих объектах постоянно нужны квалифицированные сотрудники.
Существует еще одно различие. Часто мастерам «на выезде» ставятся персональные требования. Каждый самостоятельно несет ответственность за итог.
Это хорошо, если к работникам приставляют организатора, который ими руководит. На предприятии рабочий процесс намного труднее.

Сварка на территории предприятия более универсальна. На заводе возможно сделать сварку любой сложности. Следует грамотно организовывать процесс.
Работают мастера первого уровня, главные сварщики, технологи и инженеры. Команда работает конвейерно. Каждый из мастеров, выполнив свой отрезок, передает далее стоящему по субординации.
При такой работе существует риск человеческой ошибки. Когда задействовано большое количество людей. Кто-то может выполнить задачу с ошибкой. Из-за этого может пострадать вся производственная цепь.
Обустройство сварочного участка — Сварка Профи
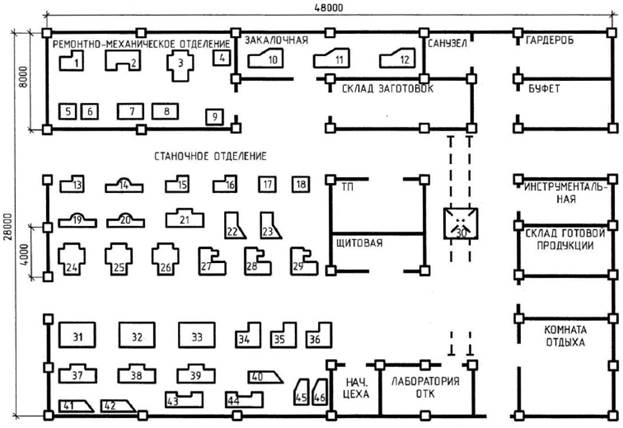
Организация сборочно-сварочного участка
Для получения высококачественной сварной конструкции из алюминиевого сплава необходим оборудованный специальный участок, отвечающий всем требованиям, выдвигаемым спецификой сварки алюминия. Прежде всего, на участке должна быть обеспечена чистота.
Для этого необходима регулярная протирка влажной тряпкой всех приспособлений и пола, причем покрытие пола должно быть моющимся (кафель, линолеум, металл). На участке не должно быть сквозняков, большой влажности, пыли.
Для работы на участке должна быть выделена спецодежда и обувь на непачкающей резиновой подошве.
Площадка для хранения материалов и оборудования, генераторная, площадка расконсервации и бытовые помещения должны находиться за пределами сборочно-сварочного участка. Участок химической обработки сварочных материалов следует располагать за пределами помещения (цеха), в котором оборудован участок для сварки алюминия.

На участке необходимо предусмотреть подвод воды для охлаждения сварочного оборудования и точки для подключения пневмо- и электроинструмента, причем сжатый воздух должен подаваться после дополнительной сушки и очистки.
Если предстоит сварка внутри объемной конструкции, то необходимо обеспечить местную вытяжную вентиляцию для удаления отходящих газов и аэрозолей из объема конструкции, где производится сварка.
Химически обработанную сварочную проволоку необходимо хранить в плотно закрывающемся (желательно сушильном) шкафу или ящике.
Для доставки сварочной проволоки и деталей после их химической обработки необходимо иметь специальный шкаф или чистые чехлы.
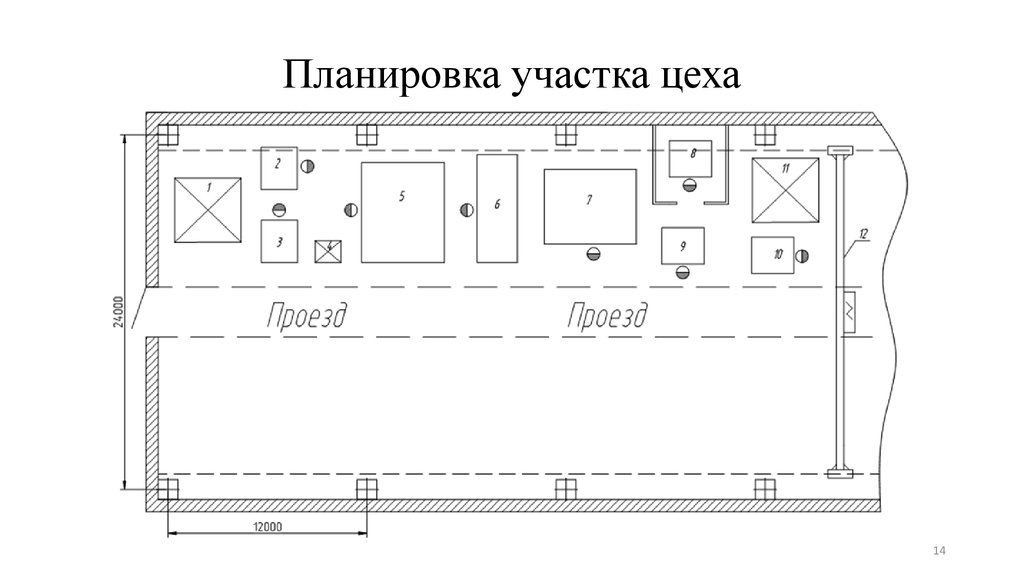
Химическая обработка должна быть организована так, чтобы не превышался допустимый срок хранения обработанных материалов. На рис. 1, 2 приведены примеры планировки участков.
Рис. 1. Планировка участка сварки крупногабаритных изделий из алюминиевых сплавов:
1 — электрощит; 2 — сушильный шкаф; 3 — подвод воды, сжатого воздуха и слив воды; 4 — стойка с баллонами защитного газа; 5 — оборудование ультразвукового и вакуумного контроля; 6 — оборудование рентгеновского контроля; 7 — роликовый стенд для сварки кольцевых швов; 8 — стенд для сварки продольных швов обечаек; 9 — стенд укрупненной сборки и кантовки; 10 — рамный кантователь для сварки плоских деталей.
Категории пожарной безопасности: таблица категорий безопасности зданий, сооружений, помещений
Для определения перечня необходимых мероприятий по соблюдению противопожарного законодательства каждому помещению, сооружению, зданию или наружной установке присваивается категория объекта пожарной безопасности. Данная классификация нужна, чтобы уровень предпринимаемых действий по защите соответствовал потенциальной опасности возникновения чрезвычайно ситуации. Различают три вида объектов:
- здания или сооружения;
- помещения;
- наружные установки.
Для более точного определения признаков каждого из них и присваиваемых им категорий целесообразно рассмотреть объекты отдельно по группам.
Обозначение категории пожарной безопасности помещений, зданий и сооружений
В качестве результата классификации объектов защиты на каждом из них вывешиваются знаки категории пожарной безопасности по ГОСТу. Их параметры четко определяются Техническим регламентом и должны полностью ему соответствовать. Различают два вида знаков, которые допускаются к применению: красный прямоугольник или желтый треугольник. Их размеры, используемые цвета и шрифт надписей должны соответствовать указанным в регламенте.
При посещении любого контролирующего органа знак категории помещения по пожарной безопасности (ГОСТ р 12.4.026-2001) проверяется одним из первых, так как его необходимость прямо прописана во всех нормативных документах.
предлагает услуги по составлению пожарной декларации, обучению и аттестации ответственных сотрудников предприятия, а также проведению проектных и монтажных работ, связанных с системами сигнализации и пожаротушения. Кроме того, опытные и квалифицированные специалисты могут выполнить любые виды огнезащитной окраски или пропитки конструкций и материалов.
Категории помещений по пожарной опасности. Расчет категорий помещений :
Для проведения всех мероприятий по пожарной безопасности важно оценить помещение. Ведь возникновение и скорость распространения огня напрямую зависит от горючести материалов, которые находятся в сооружениях, а также от технологических нюансов производств на объектах
Основная классификация
В зависимости от находящихся в зданиях материалов, жидкостей или газов, выделяют 5 степеней опасности. При этом отдельно также оценивают категории помещений. При разделении их по степени опасности учитывают наличие в них горючих веществ, их количество. Также важную роль играют характеристики технологических процессов, которые проходят в указанных помещениях.
Пожароопасные свойства материалов определяются в результате исследований и по расчетам по установленным правилам в зависимости от окружающих параметров.
Различают такие категории помещений и зданий: А, Б, В, Г и Д. Они присваиваются по установленной методике. При расчете критериев опасности всегда исходят из наиболее неблагоприятной ситуации.