
Зачем смешивают газы?
Существует несколько причин, по которым при сварке используют не только чистые газы, но и их смеси в определенных пропорциях.Немаловажными являются экономические мотивы. Чистый гелий стоит дорого, и его используют при сварке только самых ответственных соединений. Аргон в производстве обходится дешевле, поэтому его используют для разбавления гелия. Это позволяет снижать себестоимость сварочных операций, не поступаясь качеством шва. В атмосфере аргона сваривают нержавеющие и высоколегированные сплавы, большинство цветных и редкоземельных металлов.
Для полуавтоматической сварки обычных конструкционных сталей применяют углекислый газ, самый недорогой из всех.
Кроме экономических резонов, важную роль играют физико-химические особенности свариваемых материалов и газов. Аргон облегчает поджиг дуги при работе вольфрамовым электродом, улучшает стабильность ее горения. Но есть у него и недостаток — он снижает отдачу энергии при соединении заготовок большой толщины из материалов с высокой теплопроводностью. В этих случаях приходится использовать гелий, несмотря на его худшие характеристики при розжиге и подержании стабильности дуги.
Смешивание газов позволяет сочетать их сильные стороны и компенсировать слабые. В результате газовые смеси определенных пропорций для определенных сочетаний материалов и сварочных режимов оказываются технически более эффективными, чем чистые газы. Наблюдается и экономическая выгода.
Особенности сваривания под газом
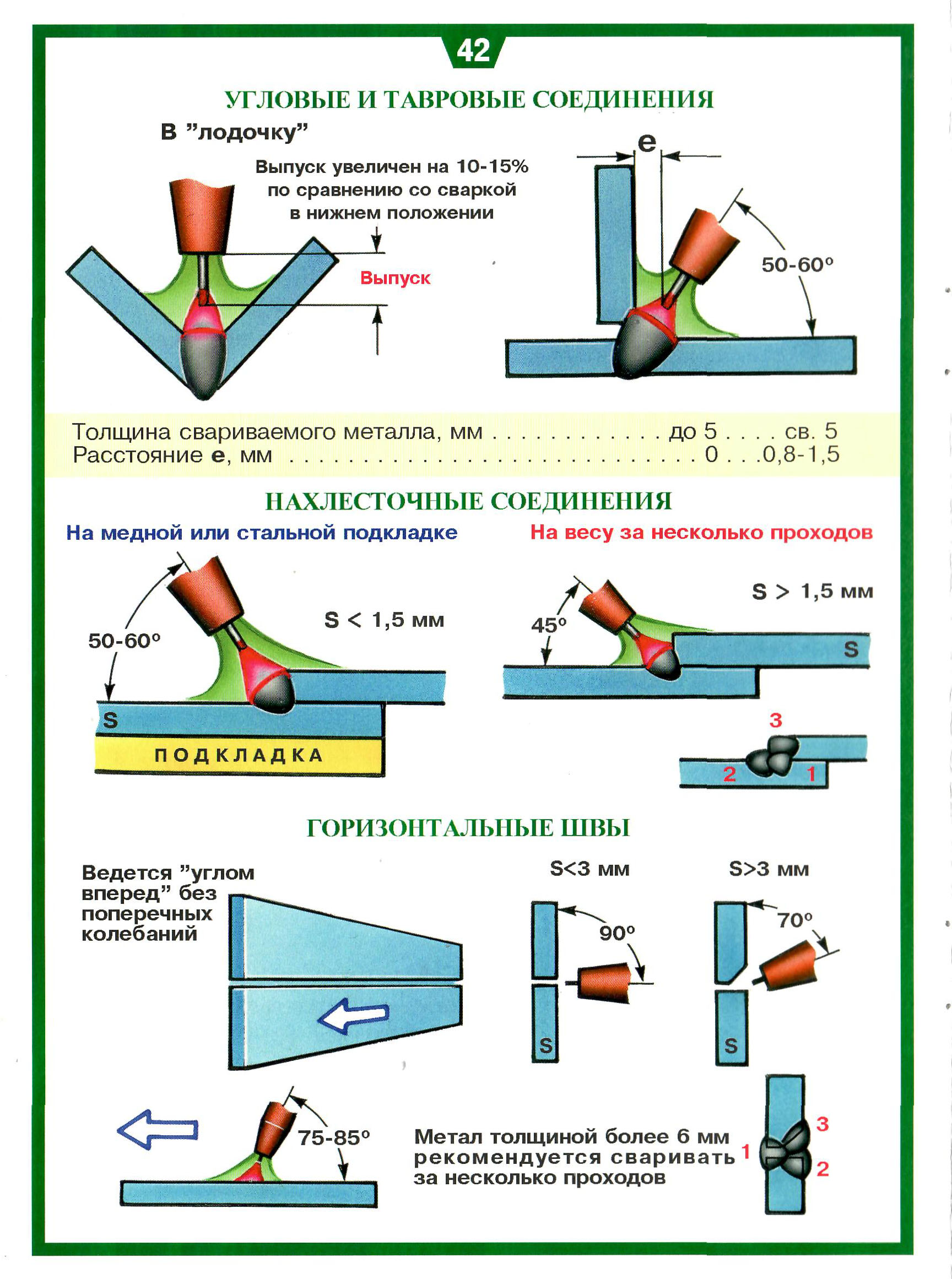
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Как правильно подобрать

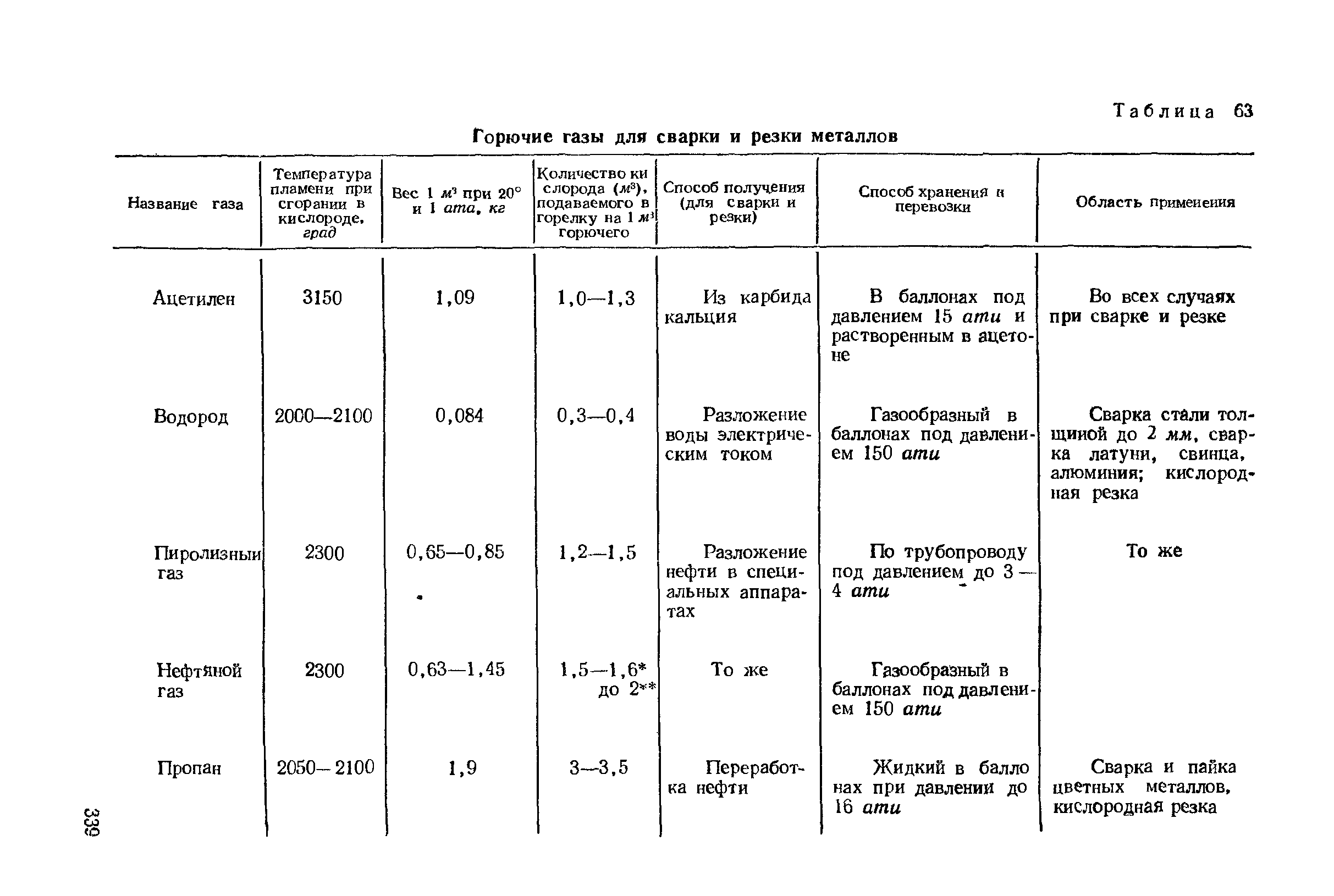
Выбирая компоненты для сварки необходимо учитывать их рабочие характеристики. Основная характеристика газа – это количество тепла, выделяемое при его сгорании.
От этой характеристики зависит температура в рабочей области, поэтому на это надо обратить внимание в первую очередь. Также нужно учитывать сроки и условия хранения
Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы
Также нужно учитывать сроки и условия хранения. Если планируется длительное хранение – забудьте о способе получения газа при помощи газогенераторов, используйте только готовые газы.
Вместо заключения
Сейчас полуавтоматическое сварочное оборудование используется практически повсеместно, начиная от частных умельцев и заканчивая крупными предприятиями. Мы уже выяснили, что газ идеален именно для полуавтоматической сварки, он улучшает характеристики готового шва и обеспечивает надежность сварного соединения
Но для положительного результата важно выбрать газ, подходящий именно для ваших сварочных работ. Также каждый сварщик должен знать нюансы хранения и применения газов, чтобы избежать несчастных случаев
Использование сварочного полуавтомата в связке с газом обеспечивает высокое качество работы. Конечно, себестоимость сварочных работ с использованием газа может показаться завышенной, но учитывайте, что газ расширяет ваши возможности и позволяет сваривать практически любые металлы. Зачастую именно профессионалы используют в своей работе газ, потому что сварка с помощью полуавтомата требует высокой квалификации, но ничто не мешает новичку попробовать этот метод сварки. Желаем удачи!
Смеси газов
Для сварки используют 4 газообразных бесцветных вещества, вытесняющие из рабочей зоны:
- водород, способствующий охрупчиванию металлов;
- азот, образующий твердые шлаковые соединения;
- кислород, активно окисляющий металлы.
Вытеснение газовоздушных компонентов происходит за счет высокой плотности защитных газов, они формируют малоподвижное облако. У всех сварочных смесей газов удельный вес больше, чем у воздуха. Концентрация компонентов подбиралась экспериментальным путем, учитывалось влияние газов на режим сварки. Смеси на основе аргона значительно расширяют возможности сварки, повышают эффективность работы сварщиков. Минимизируют риски образования дефектов в сварочных швах.
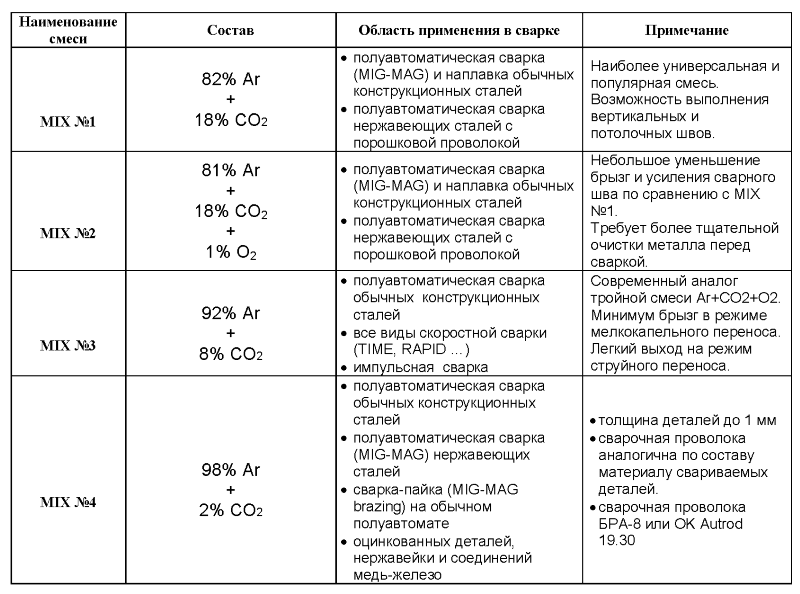
Аргон и углекислый газ
Для сваривания цветных металлов, профиля и проката из высоколегированных сталей используется сварочная смесь аргона и углекислоты. Аргон снижает активность углекислоты, а CO2 увеличивает теплопередачу аргона. Сварка углеродистых и низколегированных сталей в защитном облаке Ar+CO2 намного эффективнее, чем в каждом отдельном газе. При концентрации углекислоты в пределах 20% толстостенные металлические конструкции провариваются даже при сильной загрязненности поверхности.
Аргон и кислород
Состав применяют для сваривания низколегированных и легированных никелем сталей. При небольшой концентрации кислорода удается избежать пористости швов, аргон препятствует образованию окислов. Комбинация Ar+O2 применяется с различными видами сварочной проволоки, расширяет возможности сварочного процесса за счет повышения энергии дуги, стабильного горения. Металл быстрее проваривается. Формируются ровные шовные валики при равномерном прогреве присадочного прутка. Прочность соединения увеличивается за счет расширения диффузионного слоя.
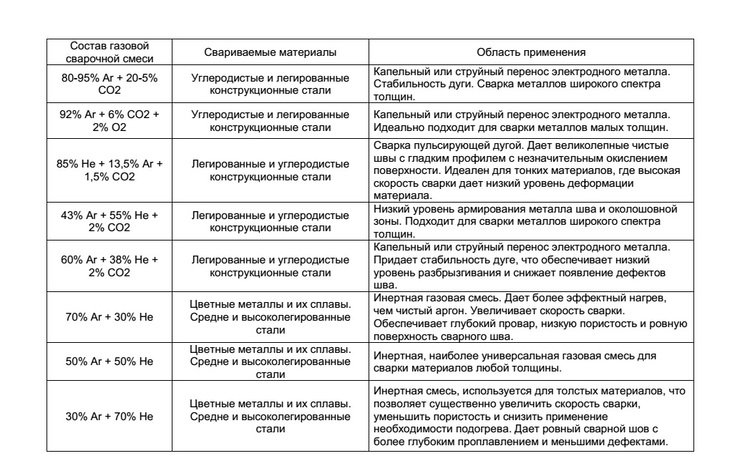
Аргон и гелий
Инертные газы сочетают в разных пропорциях. Самые распространенные составы 7:3 и 1:1. Композиция Ar+He используется при работе с различными металлами:
- чугуном различной плотности;
- с низколегированными и легированными сталями с высоким содержанием никеля и хрома;
- цветными сплавами на основе меди, алюминия;
- тугоплавкими заготовками.
Смесь инертных газов исключает образование окалины, трещин, раковин. Часто применяется в наукоемких отраслях для автоматической сварки, где требуется высокое качество швов.





Аргон и водород
Комбинация Ar+H разрабатывалась для соединения сталей с аустенитной структурой, обладающих жаропрочностью. Смесь обеспечивает эластичность швов, процент водорода зависит от марки стали, львиную долю композиций составляет аргон, формирующий плотное защитное облако.
Аргон и активные газы
Концентрация углекислого газа в подобных газосмесях не превышает 20%, кислорода – 2%. При работе с тонкими видами проката и профиля снижают концентрацию углекислого газа, увеличивают содержание кислорода для быстрого прогрева заготовок в месте соединения. При работе с толстыми деталями повышают содержание углекислого газа. Для работы с медными сплавами в композицию вводят незначительное количество азота.
Основные преимущества сварки полуавтоматом с газом
- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.
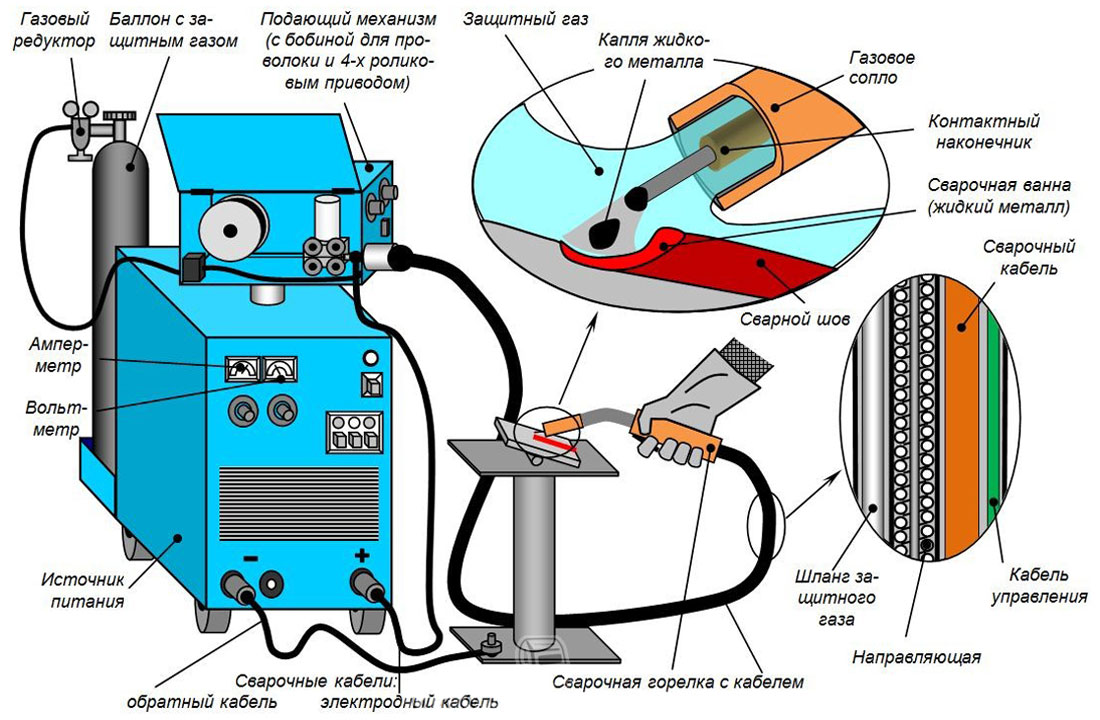
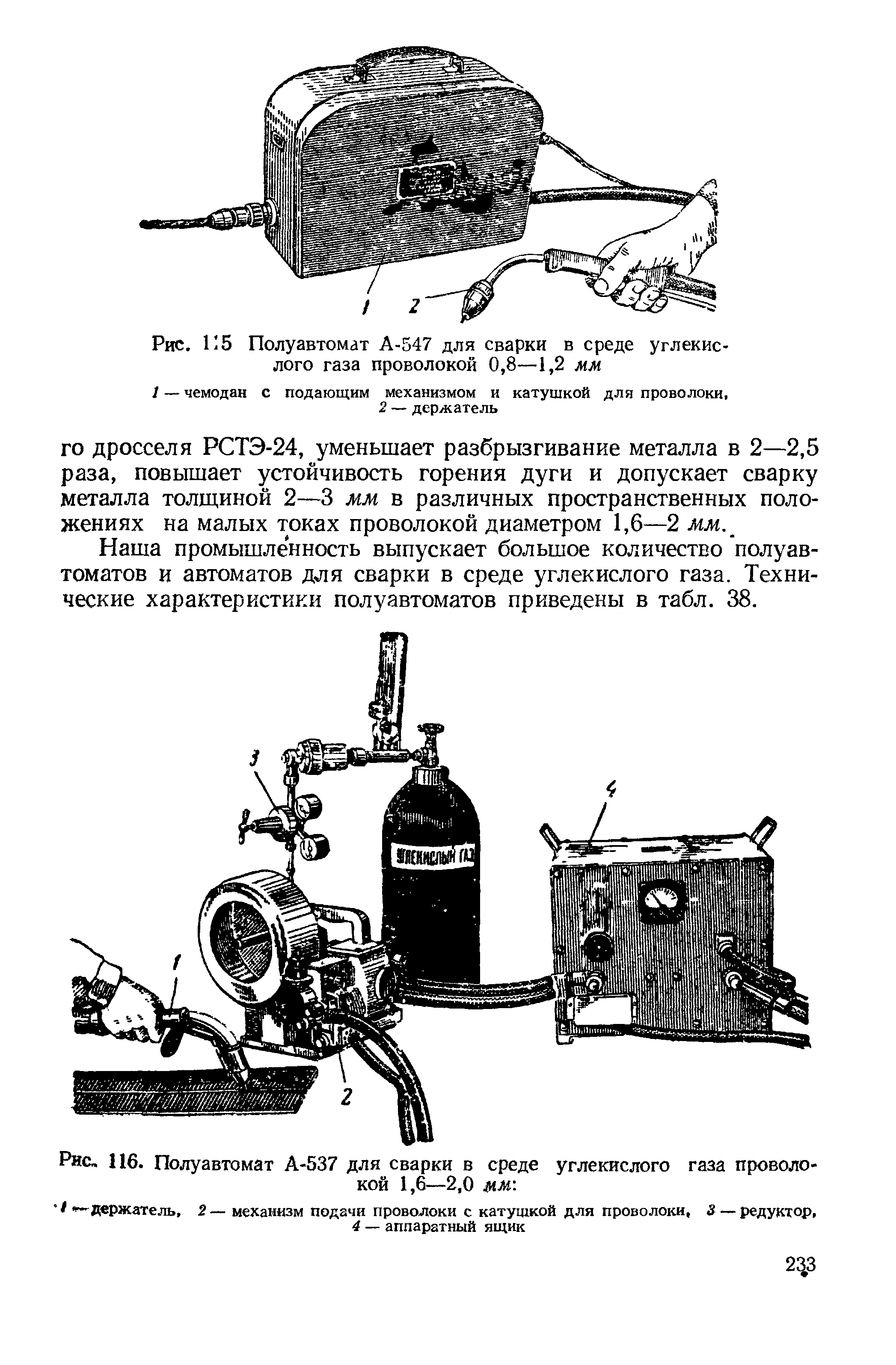
Механизмы подачи
Еще совсем недавно использовали для подачи тянущее или толкающее устройство, но сейчас все изменилось и стали применять многофункциональный механизм с электронной системой управления. Контроль параметра режима работы позволяет существенно упростить весь процесс сварки. Существует три вида устройств с подачей материала, которые разделяются из-за способа протяжки проволоки.
- Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки.
- Тянущего действия — такой механизм собирается внутри полуавтомата в корпусе горелки, он осуществляет подачу материала на себя. Он дает преимущество работать по необходимости с рукавами повышенной длины. Недостатком является то, что он утяжеляет горелку, а это отражается на работоспособности сварщика и замедляет процесс работы.
- Комбинированные — они совместили в себе тянущие и толкающие механизмы, такие устройства встречаются очень редко.
В механизме применяются 2-х и 4-х роликовые схемы, это зависит от диаметра проволоки. Для диаметра небольшого — 1-1,2 мм используется двухроликовая схема, она состоит из ведущего и прижимного ролика. Если предстоит работа с более толстой проволокой, тогда применяется механизм с двумя прижимными и двумя ведущими роликами. Они обеспечивают всему механизму более стабильную подачу в нужную зону даже в том случае, когда он находится на незначительном удалении от горелки.
Подача проволоки происходит благодаря прижатию между роликами. Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Современные виды механизмов подачи
На сегодняшний день можно приобрести современные устройства подачи проволоки, которые представляют собой сложные электронные устройства, они позволяют значительно снизить время выполнения сварочных работ. Механизм оснащен пультом управления, с помощью которого подается сигнал на горелку, она совмещена с пультом. В момент нажатия на кнопку происходит подача проволоки, подача прекращается в момент, когда кнопка отпускается. В следующий раз, когда необходимо подать материал нужно только слегка нажать кнопку пульта. Все устройства могут работать продолжительное время с короткими стежками сварки. Благодаря электронной системе осуществляются все необходимые функции.
- Стабилизирует скорость подачи проволоки
- Возможность регулировать скорость
- В отдельных моделях есть функция памяти, она запоминает до 10 программ в сварочном режиме.
- Функция холодной протяжки помогает быстро и легко доставить проволоку в горелку.
- Функция продувки газом дает возможность оборудованию работать более длительный период времени. Перед началом и после окончания проведения сварочных работ необходимо делать продувку газом.
- Некоторые модели оснащены функцией регулировки времени отжига сварочной проволоки.
Все современные механизмы укомплектованы информативными дисплеями, индикаторами, они помогают контролировать текущие параметры, настройки в процессе работы, программы. Все модели достаточно просты в эксплуатации с ними могут разобраться даже домашние мастера.
Особенности в работе с устройством
Автономная работа механизма является одним из основных его преимуществ, он может работать вне полуавтоматического сварочного аппарата. Когда работы ведутся в неудобных и труднодоступных объектах есть возможность установить механизм отдельно на большом расстоянии от сварочного аппарата. Кроме положительных моментов, также есть и отрицательные стороны, о которых следует упомянуть. Блок нуждается в качественном и своевременном техническом обслуживании, поэтому если не знать хорошо его устройства с этим справиться будет сложно.
Механизмы могут быть стационарными и переносными, для работ, которые требуют переноски аппарата, обычно используют переносные блоки, а для мест, куда невозможно перенести его применяют стационарного типа. Переносные механизмы считаются более практичными и удобными в работе.
При выборе устройства нужно учитывать некоторые параметры:
- Максимальная подача проволоки
- Допустимый диаметр материала
- Скорость и доступные настройки
- Мобильность, вес и габариты блока.
Технология сварки в полуавтоматическом режиме
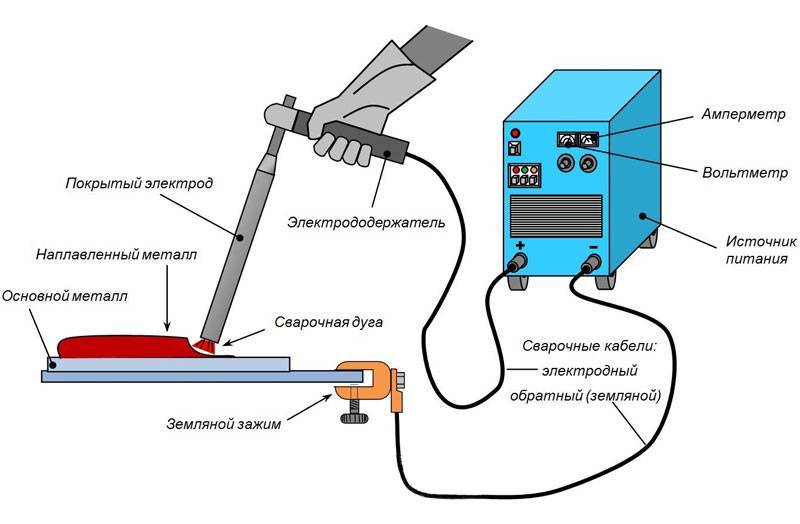
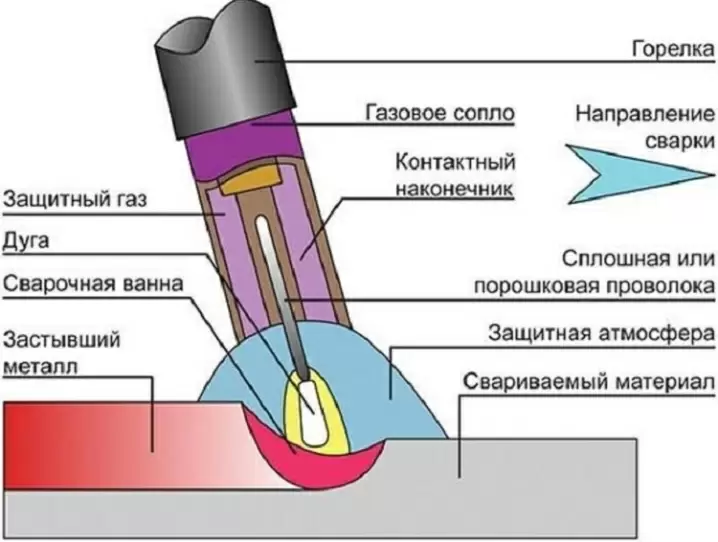
Принцип работы сварочного полуавтомата основан на хорошо изученном электродуговом процессе. Разница потенциалов между электродом и заготовкой позволяет сформировать электрическую дугу, температуры которой хватит на расплавление присадочного и свариваемого металла. Застывшая присадка контактирует с металлом заготовки на атомарном уровне, образуя шов с прочностью до 90% от показателя основного конструкционного материала.
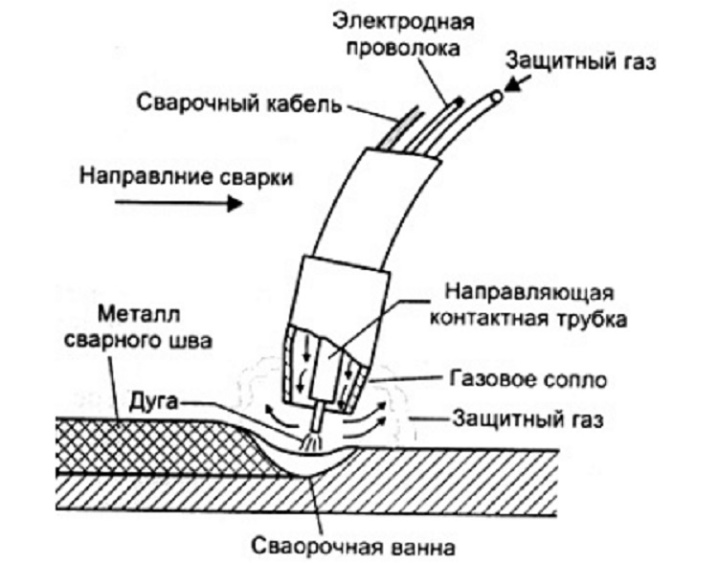
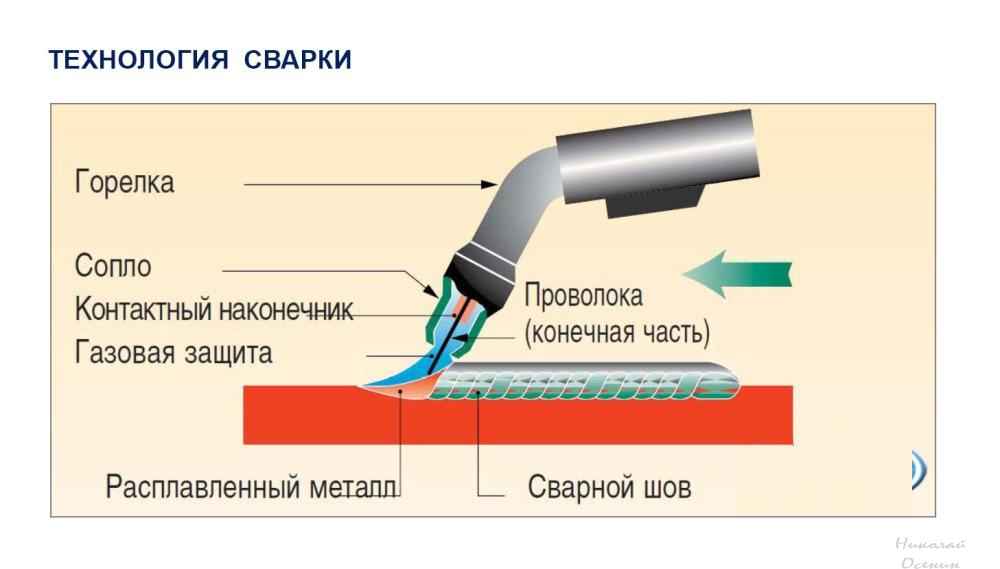
Однако в работе полуавтомата есть свои особенности. Во-первых, проволока-электрод подается в зону сварочной ванны непрерывным потоком, проходя сквозь токопроводящий мундштук. Причем расход присадочного металла можно регулировать вручную, нажимая на кнопку подачи. Во-вторых, вместо классического «твердого» флюса, образующего газовое облако при горении дуги, полуавтомат использует газовые смеси или технически чистые среды. Причем подача газа осуществляется непрерывно, как до появления дуги, так и после ее разрыва.
Благодаря этому уменьшается количество брызг, стабилизируются параметры дуги, повышается производительность труда сварщика, снижается общая трудоемкость любого сварочного процесса.
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса. Активный вступает в химическую реакцию во время сварки и меняет физико-химические показатели сварного шва. Защитный газ не реагирует, но защищает рабочую среду от окислительных процессов. Такой способ особенно актуален в случаях сваривания заготовок из алюминиевого сплава, которые быстро поддаются окислению.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.
Преимущества
Не зависимо от типа газовой смеси, ее применение имеет ряд преимуществ:
- Качество соединения. Физические свойства шва гораздо выше, по сравнению с использованием автоматического режима. Малое количество брызг в процессе соединения.
- Производительность труда. Эффективность работы повышается благодаря сокращению времени нагрева металла, что в конечном итоге сокращает трудозатраты.
- Стабильная дуга. Существенно облегчает работу. Дополнительным преимуществом является практически полное отсутствие дыма.
Для автомобильного ремонта
Появление бытовых полуавтоматов позволило производить кузовной ремонт автомобиля практически в любом гараже с подключением к сети. Сварка в среде углекислого газа обладает следующими преимуществами:
- Технологическая простота – основы работы с полуавтоматом доступны пониманию широкому кругу лиц;
- Низкая цена углекислоту оказывает положительное воздействие на себестоимость работ;
- Низкая зона температурного воздействия сваривать изделия практически любой толщины;
- Благодаря ограниченному температурному воздействию краска вокруг шва практически не выгорает, что позволяет экономить время и средства на финишной обработке;
- Соединяемые элементы не требуют подгонки.
Преимущества
К основным преимущества методики можно отнести:
- Очень высокое качество соединение, существенно превышающее другие способы соединения металлов;
- Минимальная зависимость от внешних условий и подготовки металла;
- Возможность работы со сложными сплавами и разнородными деталями;
- Проварка может осуществляться на большую глубину, что практически недостижимо для газопламенной сварки;
- Широкое разнообразие моделей инверторов, которые с каждым годом все больше развиваются;
- Удобный инструмент подачи проволоки, помогающий осуществлять беспрерывные швы большой длины.
Недостатки
Здесь имеется ряд недостатков, среди которых:
- Дороговизна оборудования и расходных материалов, которые затрудняют использование для частных целей;
- Работа с газом всегда остается опасной для сварщика и окружающих;
- Процесс подготовки более сложный, чем в ручной дуговой сварке, а также вся конструкция оказывается более громоздкой и менее мобильной;
- Много параметров для выставления правильного режима;
- Многие газы оказываются вредными для здоровья человека.
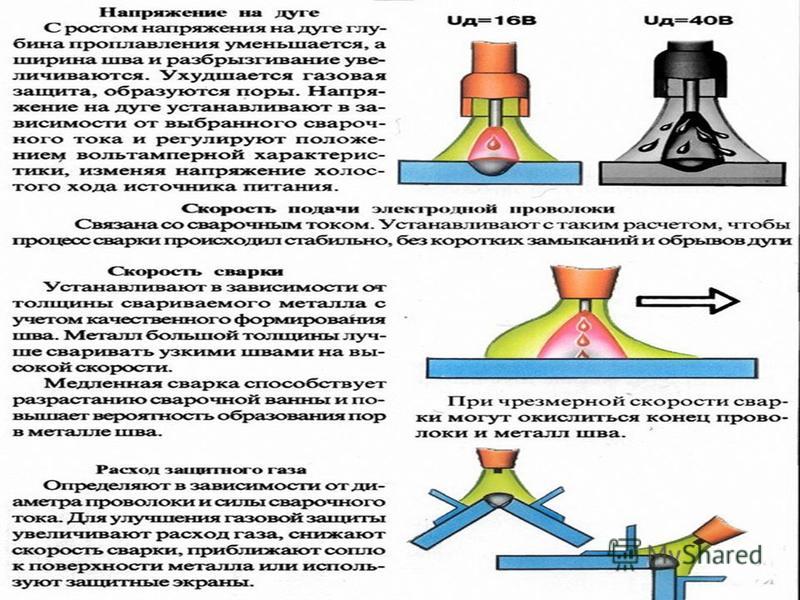
Режимы сварки
Режим напрямую зависит от того, какой именно металл будет свариваться, и какая его толщина. У каждого из них есть свои особенности, но в среднем можно вывести общие положения, на которые стоит ориентироваться, чтобы получить надежный и качественный шов. Основные режимы сваривания приведены в таблице.
|
Толщина, мм |
Диаметр проволоки, мм | Величина тока, А | Напряжение, В | Скорость подачи проволоки, м/ч | Расход газа |
| 1,5 | 0,8 | 120 | 19 | 150 |
6 |
|
1,7 |
1 | 150 | 20 | 200 | 7 |
| 2 | 1,2 | 170 | 21 | 250 |
10 |
|
3 |
1,4 | 200 | 22 | 490 | 12 |
| 4-5 | 1,6 | 250 | 25 | 680 |
14 |
|
6 и более |
1,6 | 300 | 30 | 700 |
16 |
Принцип работы и отличительные особенности
Сварка при помощи полуавтоматического инвертора схода по принципу действия с электродуговой, так как она относится к одной из ее разновидностей. Основным температурным источником здесь выступает дуга. Только она образуется между основным металлом заготовки и неплавким вольфрамовым электродом.




Швы после полуавтоматической сварки с среде защитных газов
Для заполнения места соединения металлом используется сварочная проволока. Она подбирается под тот тип металла, с которым ведется работа. Проволока выполняет роль присадочного материала, как в электродуговой делает электрод, но при этом не проводит электричество. С учетом того, что она значительно тоньше обыкновенных электродов, то подается она намного быстрее.
За подачу отвечает специальное механизированное устройство, которое передает проволоку из мотка в сварочную ванну. В зависимости от модели аппарата, оно может иметь несколько скоростей. Данное устройство, которое объединяет в себе также горелку и держак электрода, является главной особенностью такой технологии. Оно не встречается в других аппаратах, но существенно облегчает процесс длительной работы. Правильная настройка режимов подачи дает возможность не отвлекаться на поставку расходного материала.
Используемые защитные газы
Полуавтоматическая сварка без углекислого газа может проводиться, так как существует целый набор различных вариантов. Среди самых популярных:
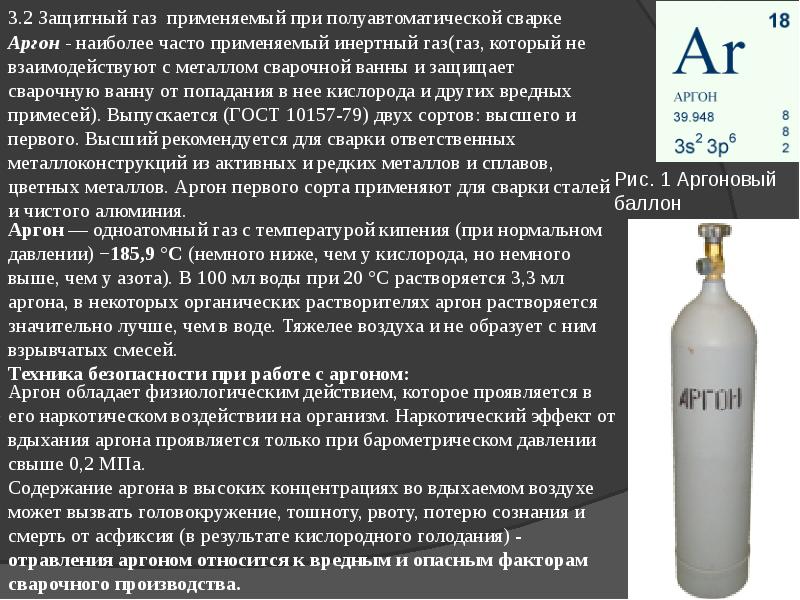
- Аргон – обеспечивает очень высокий уровень защиты, так как он нейтрален ко многим металлам и средам. Несмотря на высокие показатели качества при сварке им, он оказывается наиболее вредным для организма человека. При этом он не образует взрывчатую смесь с воздухом;
- Гелий – данный газ не столь часто используется. Но также востребован. Они часто участвует в виде одного из компонентов газовых смесей. Бывает чистый и технический газ, каждый из которых применяется для своих целей.
- Водород – является горючим газом. Чаще все используется в специальной водородной сварке. Его содержат в баллонах зеленого цвета под большим давлением.
- Азот – чаще всего применяется при сварке меди. Газ без цвета и запаха, не горючий. Выделяют четыре сорта, которые классифицируются по чистоте содержания.
- Углекислота – не ядовитый газ, который тяжелее воздуха и благодаря этому отлично вытесняет все лишние компоненты атмосферы из сварочной ванны. Это относительно недорогой газ, который применяется для многих стандартных работ при сварке.
Заключение
Данная разновидность является одной из самых распространенных и разнообразных. По этой причине ее можно встретить во многих отраслях промышленности. Аппараты позволяют подобрать необходимые расходные материалы, чтобы улучшить качество сварки и обеспечить долговечное и крепкое соединение.
Какой газ нужен для сварки полуавтоматом

Выбирая, какой газ использовать для полуавтоматической сварки, нужно заранее знать виды и свойства каждого из газов, используемых в работе сварщика. Зачастую используются следующие газы:
- Аргон. Используется чаще всего. Незаменим при применении аргонодуговой сварки (она же TIg-сварка). Аргон относится к инертным газам, поэтому его можно использовать для работы с химически активными и тугоплавкими металлами.
- Гелий. Еще один инертный газ, часто применяемый при сварке полуавтоматом. Позволяет получить широкие качественные швы.
- Углекислота. Углекислый газ активен, применяется для полуавтоматической сварки на короткой дуге. Его можно использовать как в чистом виде, так и смешивать с инертными газами.
- Смеси из этих газов в различной пропорции
Почему газовые смеси более эффективны
Смесь газов позволяет одновременно улучшать несколько параметров (повышать мощность дуги и улучшать механические характеристики металла в стыке). Например, для сварки сталей с пониженным содержанием углерода применяют смесь Ar с CO2. Подача газа позволяет устранить пористость металла в стыке и увеличить прочность на разрыв. Защитная среда уменьшает разбрызгивание металла из ванны, а введение увеличенной доли углекислоты улучшает свариваемость деталей с толстыми стенками (без предварительной очистки кромок от загрязнений).
Соединение нескольких газов позволяет снизить себестоимость смеси. Например, применять чистый гелий экономически нецелесообразно, но смесь He+Ar отличается пониженной ценой и улучшает качество сварки. Защитная среда позволяет соединять детали из высоколегированных сталей, редкоземельных или цветных металлов и их сплавов. Сочетание газов позволяет изменить физико-химические характеристики смеси.
Общая информация
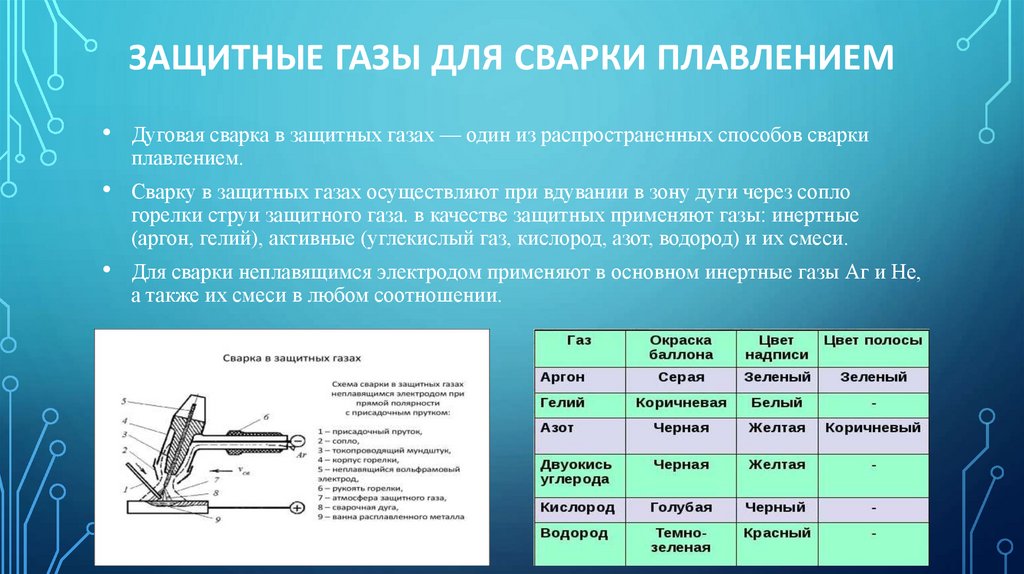
Сварочный газ — это инертное или активное вещество, применяемое в сварке. К сварочным газам относят аргон, гелий, углекислый газ, кислород, водород и азот. Газ поставляется в баллонах различного объема, самый популярный — 40 литров.
Газ для сварки обеспечивает стабильное горение дуги и высокое качество швов. Поскольку создает вокруг сварочной зоны газовый купол, защищающий соединение от негативного воздействия из атмосферы. Именно поэтому сварочный газ еще называют защитным. Кроме того, при сварке в среде защитного газа увеличивается устойчивость шва к коррозии и образованию пор. А это значит, что геометрия соединения будут близка к идеальной. При полуавтоматической или при газовой сварке может использоваться не только один газ, но и смесь из различных газов. Сварочная смесь для полуавтомата позволяет выполнить по-настоящему качественный шов, поскольку в смеси будут сочетаться все достоинства каждого из газов.
Сложность орбитальной сварки и готовое решение для упрощения технологии
Орбитальная сварка используется для соединения труб и цилиндрических емкостей. Для них необходим высококачественный двусторонний провар, но полноценный доступ к изнаночной стороне шва затруднено. В этом случае при малом диаметре заготовок их вращают перед сварочной горелкой, при большом диаметре или невозможности вращения на заготовки надевают специальную оснастку, по которой, как планета по орбите, движется сварочный автомат. При этой технологии часто используют подогрев заготовок.
Орбитальная сварка, как правило, проводится в чисто аргонной среде. Если же к соединению по техническим условиям предъявляются особые требования, как-то:
- скорость сварки;
- глубина проплава;
- конфигурация изнаночной стороны шва.
В аргон добавляют гелий или водород. Для особо сложных случаев сварки создают смеси из нескольких компонентов, каждый из которых дает свой эффект.
Сущность процесса сварки в углекислом газе
Сущность сварки заключаются в следующем. Поступающий для защиты зоны сварки
углекислый газ под воздействием высокой температуры дуги распадается на угарный
газ и кислород. Процесс распада происходит по реакции:
2CO2 = 2CO + O2
В результате реакции в зоне сварки образуется смесь из трёх газов: углекислый
газ (СО2), угарный газ (СО) и кислород (О2). Поток этих газов не только защищает
зону сварки от вредного воздействия атмосферного воздуха, но и активно взаимодействует
с железом и углеродом, находящимися в составе стали по реакциям:
Fe + CO2 = FeO + CO
2Fe + 2CO2 = 2FeO
2C + 2CO2 = 4CO
2C + 2O2 = 2CO2
Нейтрализовать окислительное действие углекислого газа можно путём введения
в сварочную проволоку избыточного кремния и марганца. Кремний и марганец химически
более активны, чем железо, поэтому, вначале окисляются они по реакциям:
Mn + CO2 = MnO + CO
Si + 2CO2 = SiO2 + 2CO
2Mn + O2 = 2MnO
Si + O2 = SiO2
Пока в зоне сварки присутствуют в свободном состоянии более активные кремний
и марганец, окисления железа и углерода не происходит.
Хорошее качество сварных соединений при сварке
углеродистых сталей обеспечивается при соотношении количества марганца к
кремнию в соотношении: Mn/Si=1,5…2. Формирующиеся в процессе сварки оксиды кремния
и марганца не растворяются в сварочной ванне, а реагируют друг другом, образуя
легкоплавкое соединение, которое в виде шлака быстро выводится на поверхность
жидкого металла.
Какие газы используются
Существует несколько разновидностей применяемых газов, которые можно разделить на 3 группы: инертные, активные и комбинированные.
К инертным газам относятся: гелий, аргон. Гелий легче воздуха и более дорогостоящий в производстве, применяется реже. Но дуга в нем набирает большую температуру, чем в аргоне, поэтому сварка в среде гелия имеет бо́льшую производительность. Его применяют для сварки сплавов алюминия и магния.

Аргон имеет более широкое применение. Его используют для сваривания ответственных деталей, а также редких и цветных металлов.






Азот можно отнести к условно инертным газам. Его применяют только для сварки меди и ее сплавов, по отношению к которым он не активен.
Активные газы хоть и защищают сварочную зону, тем не менее сами растворяются в металле шва, изменяя его состав. К ним относятся углекислый газ и кислород. CO2 используют для сваривания черных металлов: низко- и среднеуглеродистых сталей, чугуна, низколегированных сталей и пр.
Кислород идет только в смеси с инертными газами.
Комбинации газовых смесей применяют в разных пропорциях для увеличения стабильности сварочного процесса и улучшения механических характеристик сварного шва.
Заключение
Сварочные полуавтоматы распространены очень широко. Они используются для сварочных работ как на крупных предприятиях, так и в домашних условиях.
Газ для этого вида сваривания — незаменимый компонент, благодаря ему обеспечивается качество и надежность сварного соединения.
Для достижения хорошего результата надо серьезно отнестись к выбору компонентов для сварки в соответствии со стоящими перед вами задачами. При работе с газом и его хранении необходимо неукоснительно соблюдать правила техники безопасности.
Использование газа в сварочных работах может повысить их себестоимость, но это оправдывается хорошими результатами с практически всеми металлами.
Газ чаще всего используют опытные сварщики, однако и новички могут попробовать себя в этом деле, неуклонно следуя всем правилам. Желаем вам успехов!