
Формирование сварочного шва
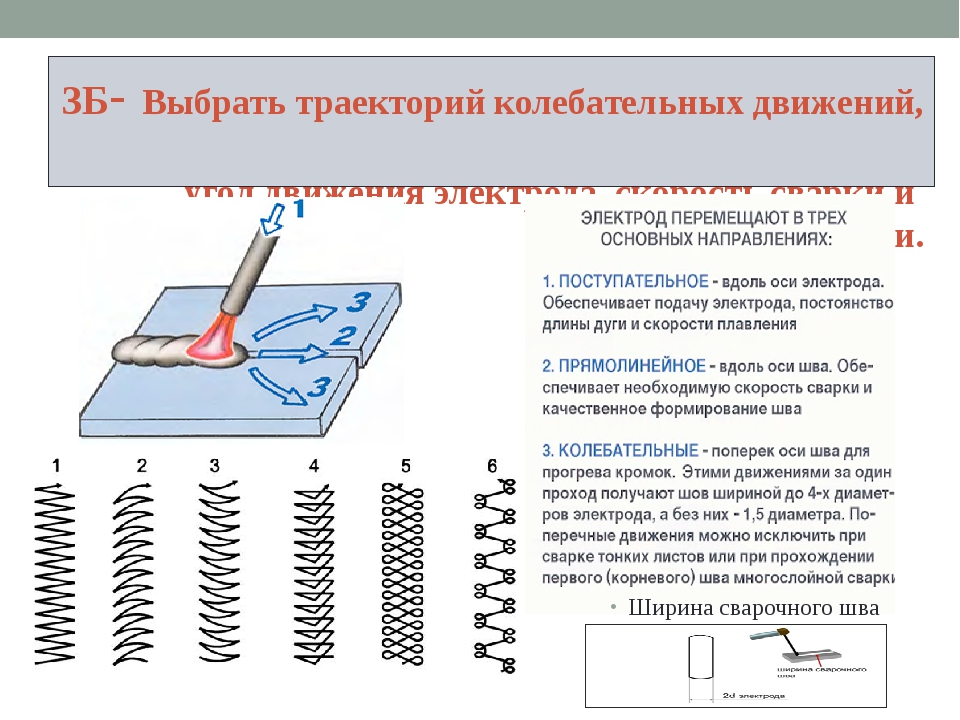
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
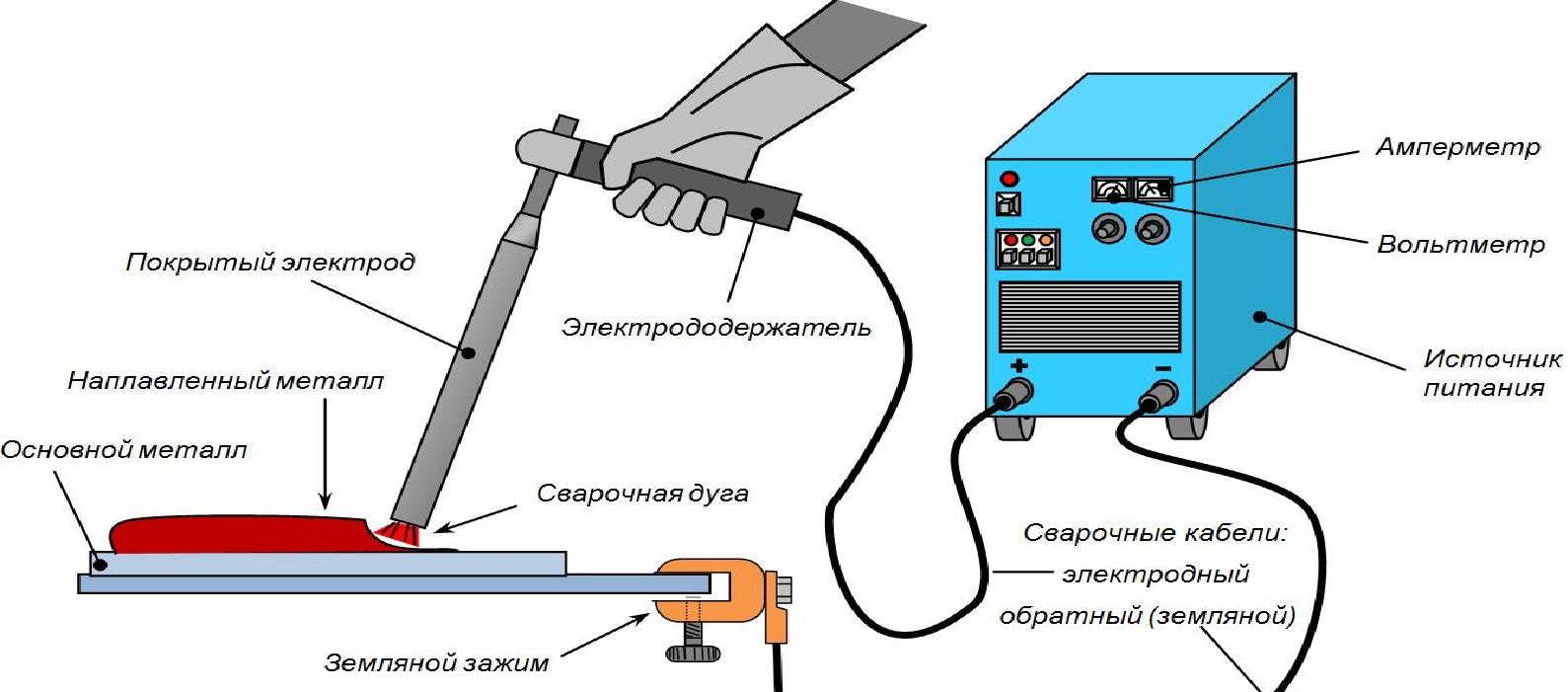
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
Учимся держать электрод
Чтобы научиться варить сваркой, необходимо правильно удерживать электрод. От этого напрямую зависит электросварочный процесс и окончательный результат. Лучше начинать с диаметра электродов в 3 мм, которые не такие длинные как 4 мм, но и плавятся медленнее, чем 2 мм. Для фиксации в держателе используется механизм двух видом. Первый тип крепления является пружинным, второй — винтовым. Для первого держателя необходимо нажать на клавишу и отвести прижимной механизм. Для второго, прокрутить рукоятку против часовой стрелки.
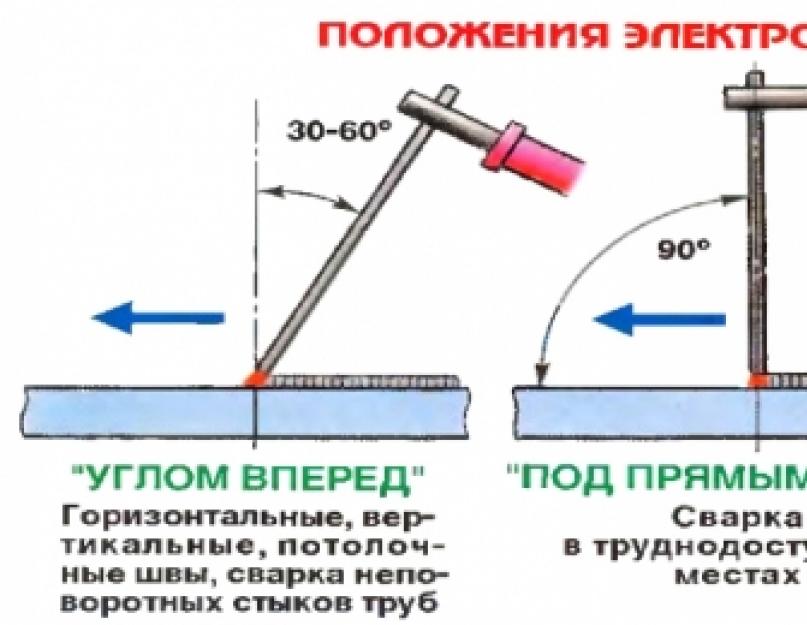
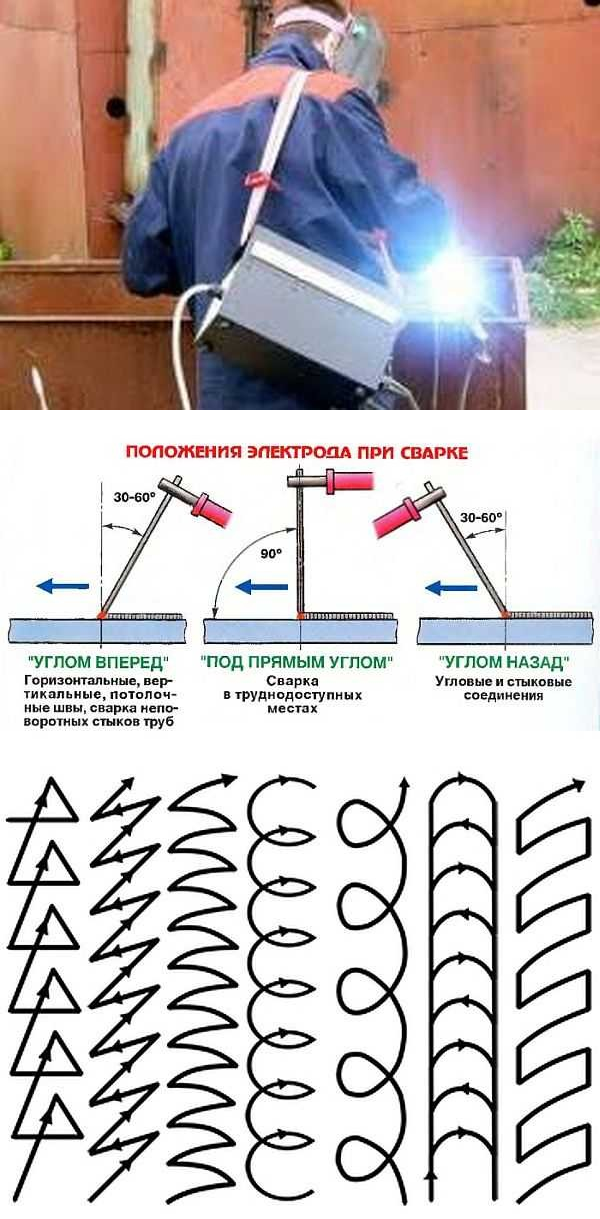
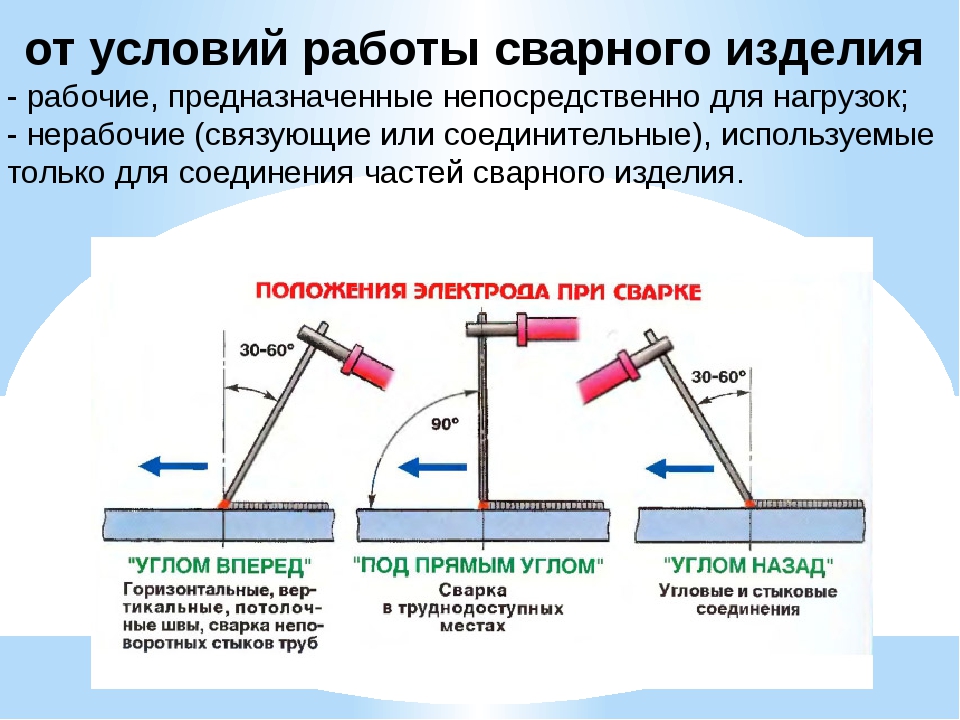
При сварке, оптимальным углом наклона электрода относительно поверхности, считается 45 градусов. Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм. Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол. Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Защита металла от коррозии после сварки
Помните, в самом начале статьи говорилось о том, что для того, чтобы правильно варить электросваркой, недостаточно посмотреть видео, а надо еще и подготовиться теоретически? Согласитесь, что текст позволяет лучше усвоить теорию. Кроме того, видеоролики почему-то упускают необходимость защиты деталей в дальнейшем. Мы же попробуем устранить этот недочет.
Всем известно, что металл под воздействием кислорода воздуха быстро начинает ржаветь. Поверьте, сварные швы корродируют еще быстрее.
Для того чтобы металлические поверхности защитить от коррозии чаще всего применяют окрашивание. Чтобы не повторять эту работу каждый год, выполните ее по всем правилам.
Прежде всего, необходимо удалить старую краску и ржавчину. Для этого лучше всего воспользоваться металлическими щетками-насадками к дрели или болгарке, но можно работать и обычной металлической щеткой. Не забудьте при этом защитить глаза при помощи очков или щитка.
После очистки поверхности обработайте ее преобразователем ржавчины, а затем покройте слоем грунтовки. Выбирайте состав грунтовки, специально предназначенный для работы по металлу. После высыхания этого слоя можно приступать к окрашиванию. Хороший результат дают акриловые и пентафталевые эмали, предназначенные для наружных работ.

Лучше всего в целях окрашивания использовать не кисточку или валик, а пульверизатор. С его помощью можно нанести равномерный, тонкий слой краски, который со временем не будет растрескиваться и отслаиваться.
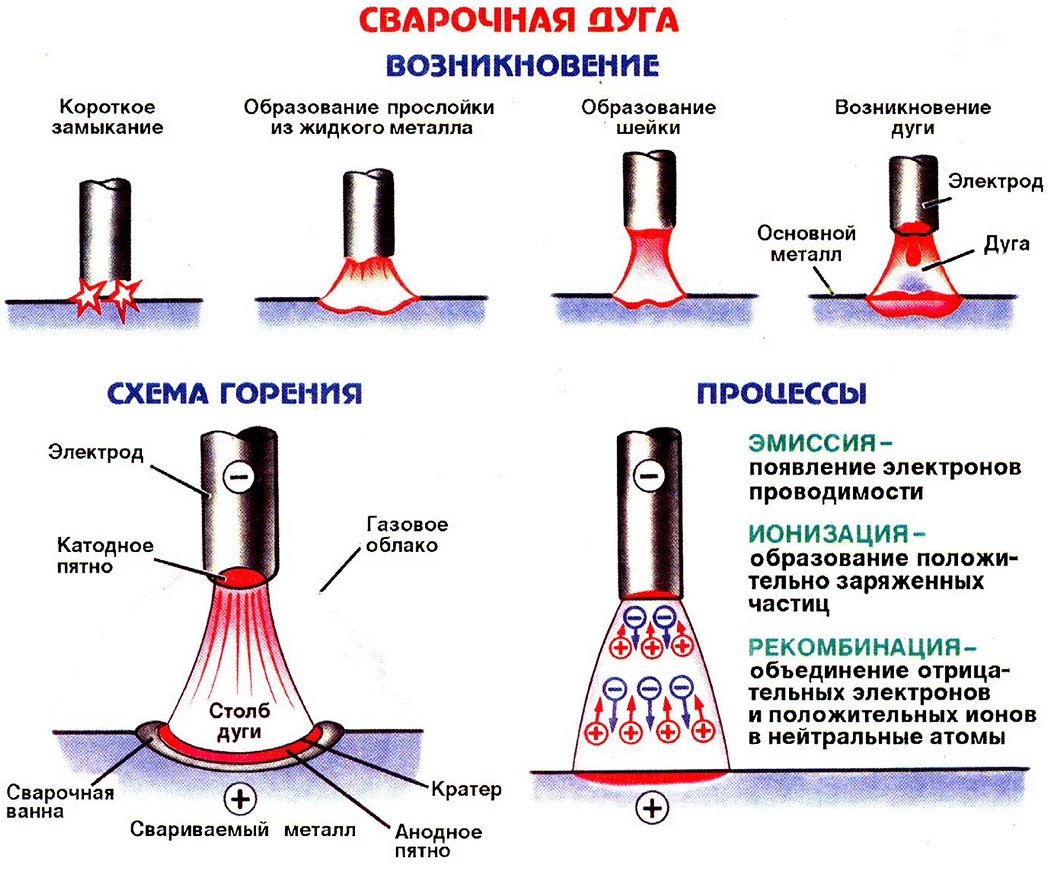
Как зажечь дугу
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора). Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.
Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой.
Настройка силы тока
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона. Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла новичку в сварке. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например: «Как правильно зажигать дугу?».
Зажигание дуги
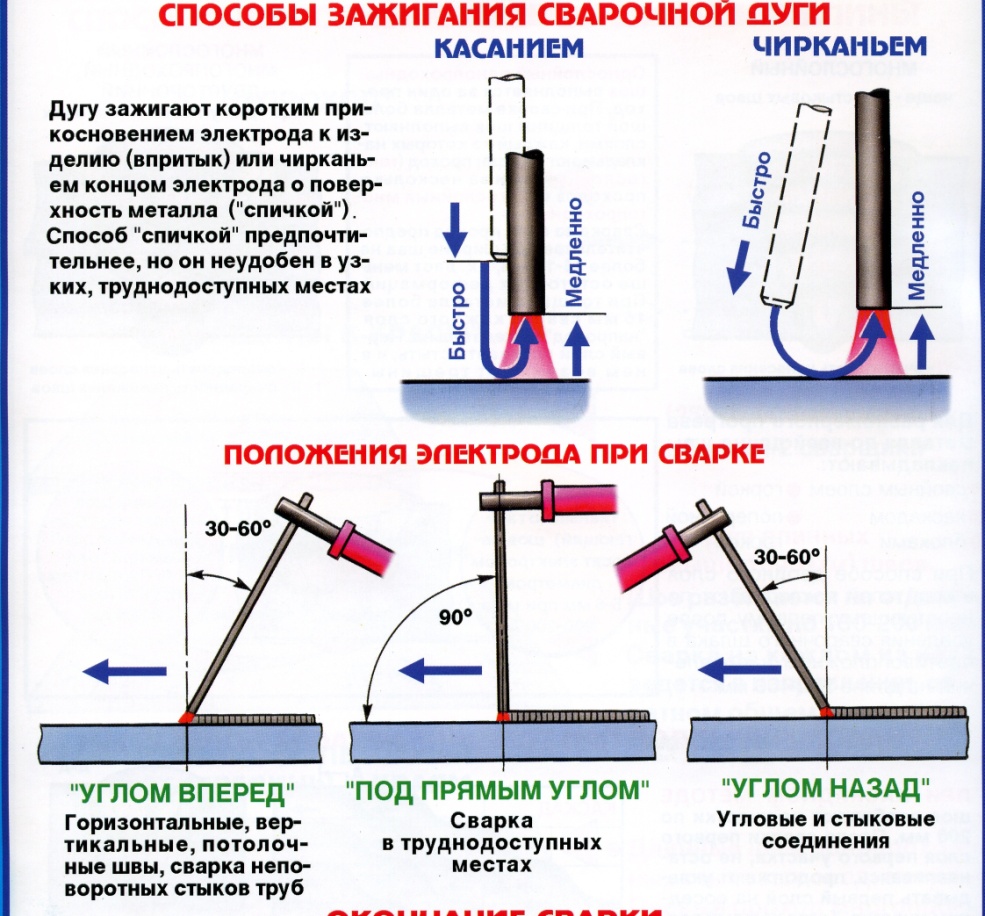
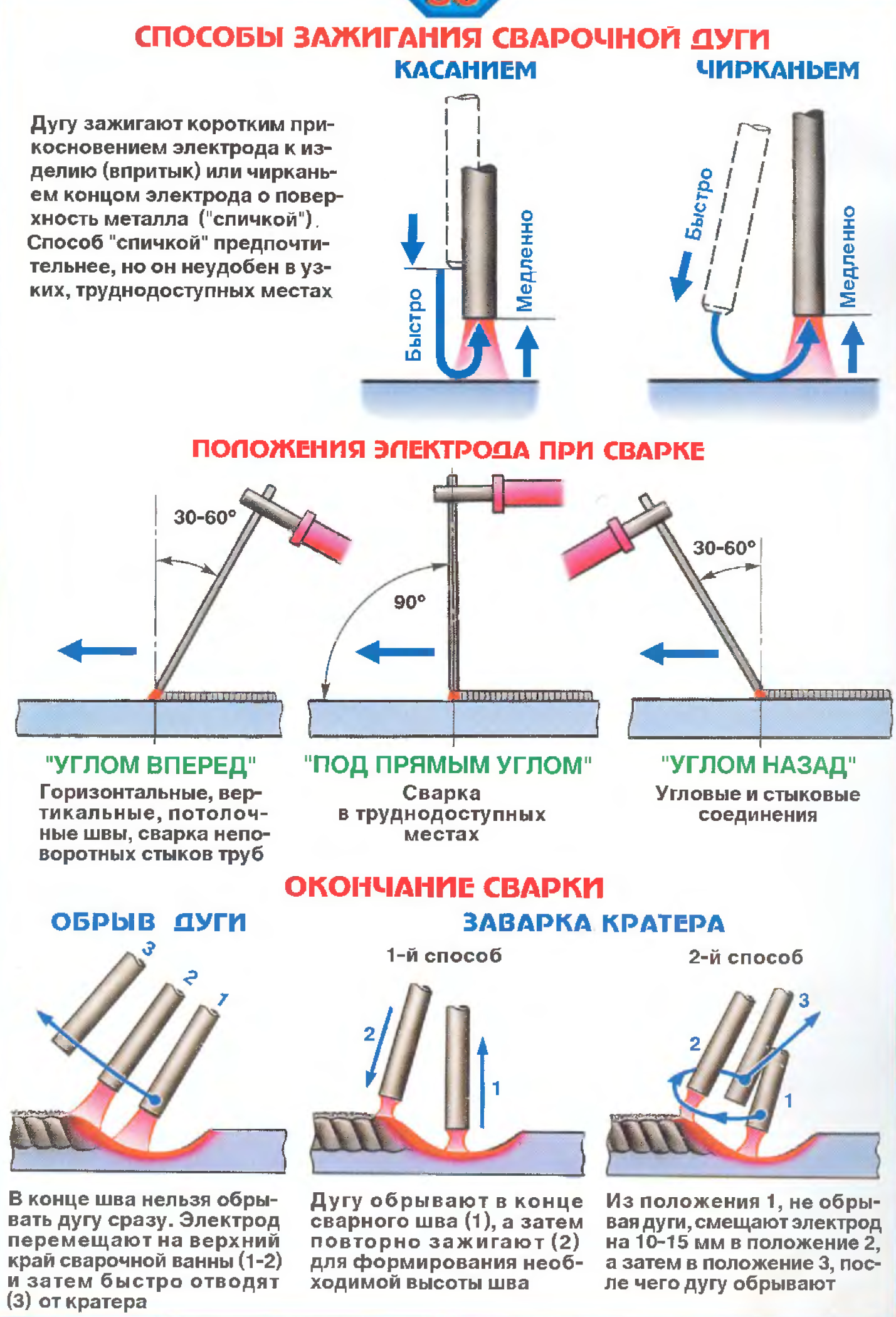
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться. Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Как правильно держать дугу при сварке
Для поддержания нормальной дуги, расстояние от электрода до поверхности металла не должно быть менее 0,5 и более 1,5 мм. В процессе выполнения материал электрода расходуется. Его надо постоянно придвигать ближе к зоне расплава.
Поддержание правильного сочетания скорости ведения процесса сварки, расстояния от электрода до металла, угла наклона, при котором горит стабильная мощная дуга, и есть мастерство электросварщика. Именно в этом мастерство профессионала, этому вы должны научиться. Улучшить свои навыки и понять, как держать дугу, поможет видео.
На первый взгляд кажется так много нужно контролировать, так все сложно. Это только на первый взгляд. Просто начните делать. Когда сделаете первые швы все станет понятно даже если учитесь сварке металла с нуля. У вас точно получится!
Подготовка к работе
Какие электроды использовать
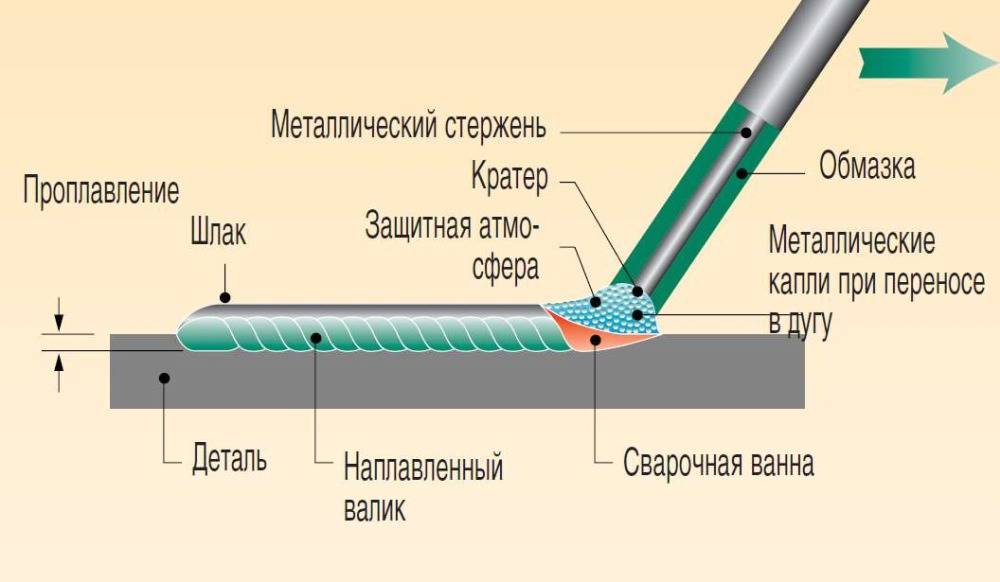
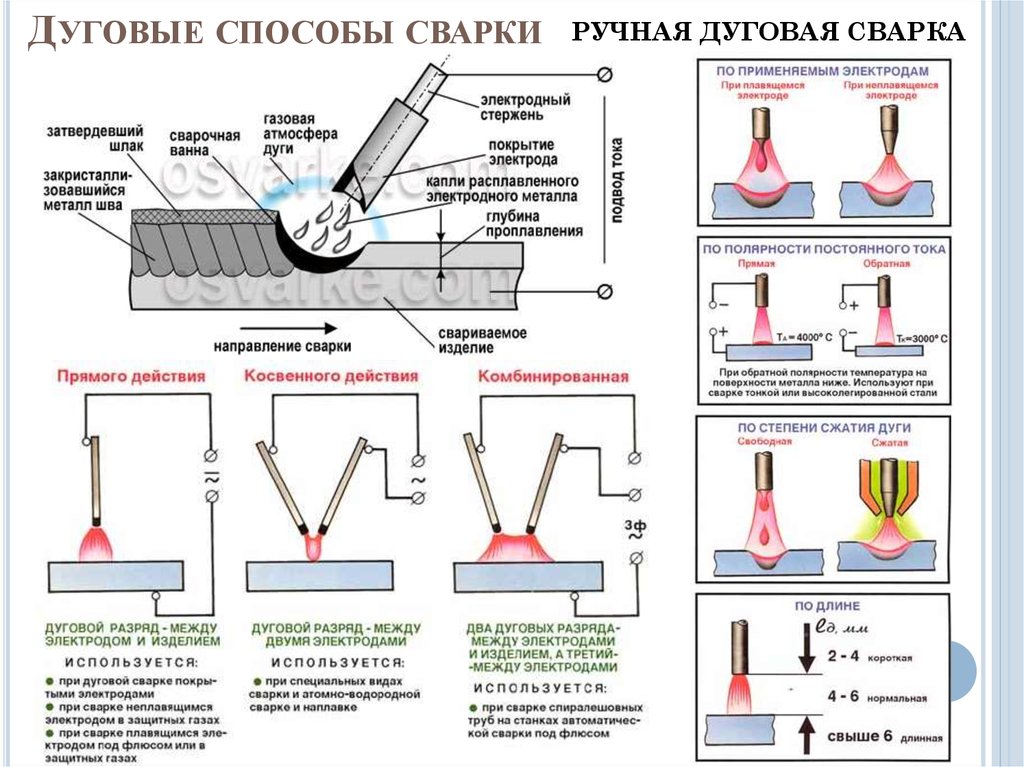
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
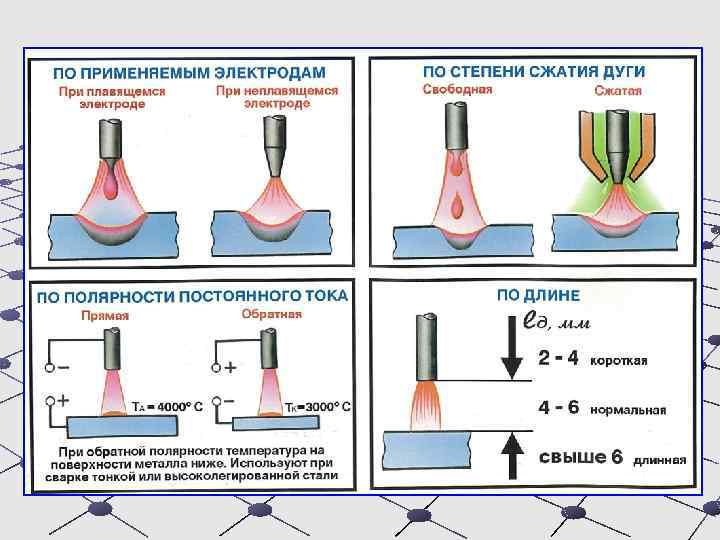
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
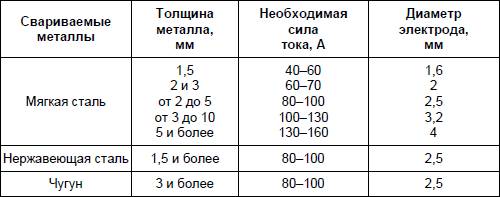
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.

Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
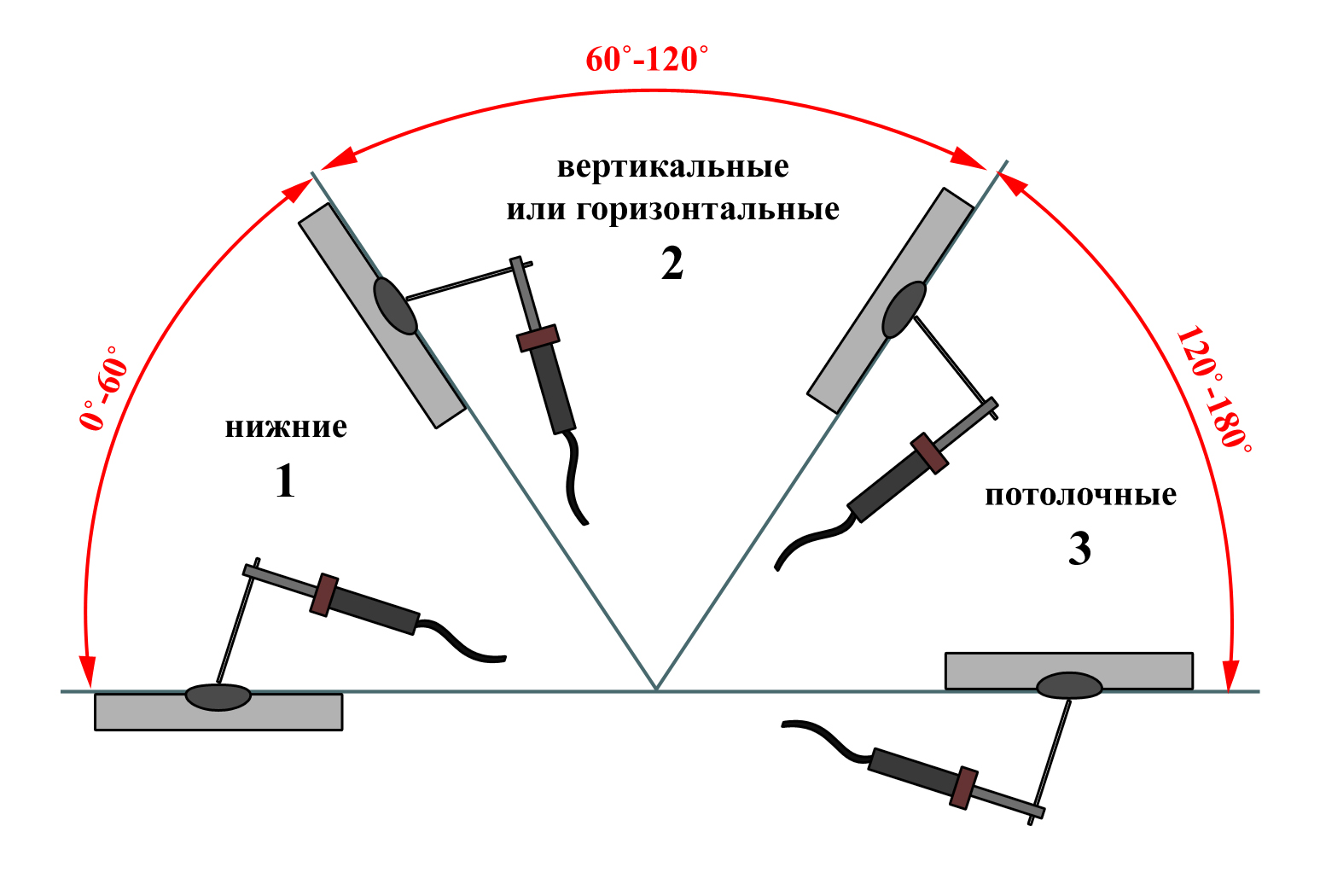
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
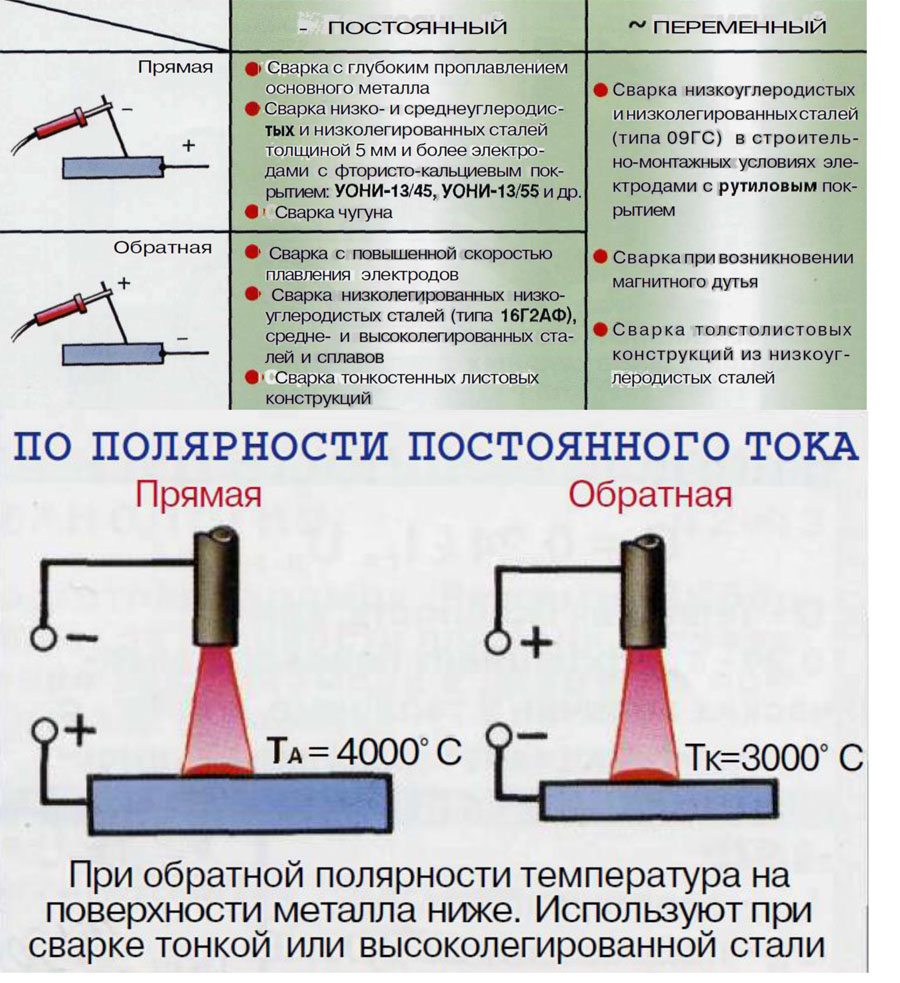
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.

Назначение инвертора и сферы применения
В случаях, когда с учетом параметров свариваемого материала требуется особый подход к созданию шовных соединений правильная сварка инвертором зачастую является самым лучшим решением.
Благодаря продуманной и слаженной работе механизмов соединение элементов инверторным аппаратом приобретает все большую востребованность в самых разных направлениях:
- за счет компактности и хорошей транспортабельности оборудования данная технология сваривания активно используется не только в производственных, но и в бытовых условиях, обеспечивая при этом высокий КПД. Даже при отсутствии навыков самоучитель по сварке инвертором позволяет в кратчайшее время освоить технологию;
- разнотипная сварка предоставляет мастерам новые возможности, к числу которых принадлежат форсирование дуги и антизалипание;
- сварочный процесс полностью автоматизирован, что значительно упрощает работу сварщика;
- инверторная сварка эффективно и надежно соединяет материалы разного происхождения, в том числе и разнородные: высоколегированная и нержавеющая сталь, титан, алюминий, медь и другие металлические сплавы.
На объектах разного назначения может выполняться сваривание электрическим инвертором, включая также бытовые условия. Сама технология не требует специального стационарного обучения, уроки сварки инвертором можно посмотреть в интернете.
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
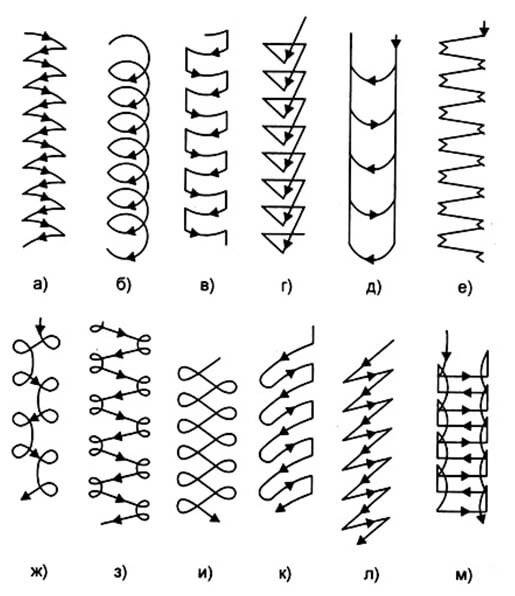
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
Варианты перемещения электрода при сварке
Сварка тонкого металла инвертором
Возможности инвертора в полной мере реализуются при сварке металлопроката толщиной менее 2 мм. Сваривание таких материалов производится на небольших сварочных токах и требует высокой стабильности сварочного процесса, что без проблем реализуется при использовании аппарата с инверторным источником тока. Тонкие металлические листы легко прожечь при возникновении короткого замыкания в сварочной дуге. Для предотвращения этого явления в инверторах предусмотрена специальная функция, автоматически понижающая величину тока на время возникновения короткого замыкания. Другая полезная возможность инверторов — это подбор оптимальных параметров при поджигании дуги, что позволяет избежать непроваров и прожогов на начальном участке сварного шва. Кроме того, в процессе сварки инвертор способен адаптивно поддерживать нужную величину рабочего тока при колебаниях размеров сварочной дуги.
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
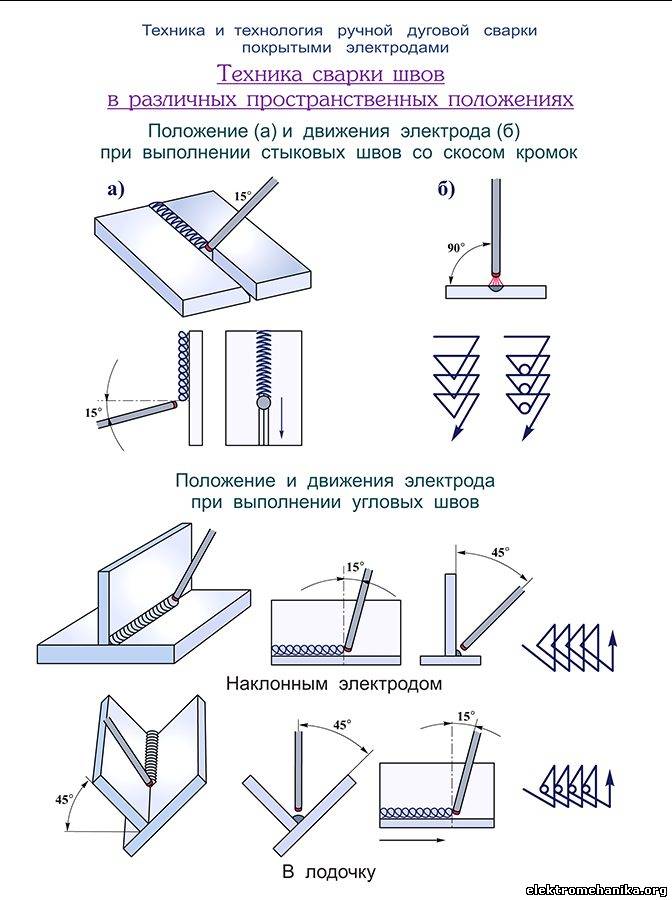
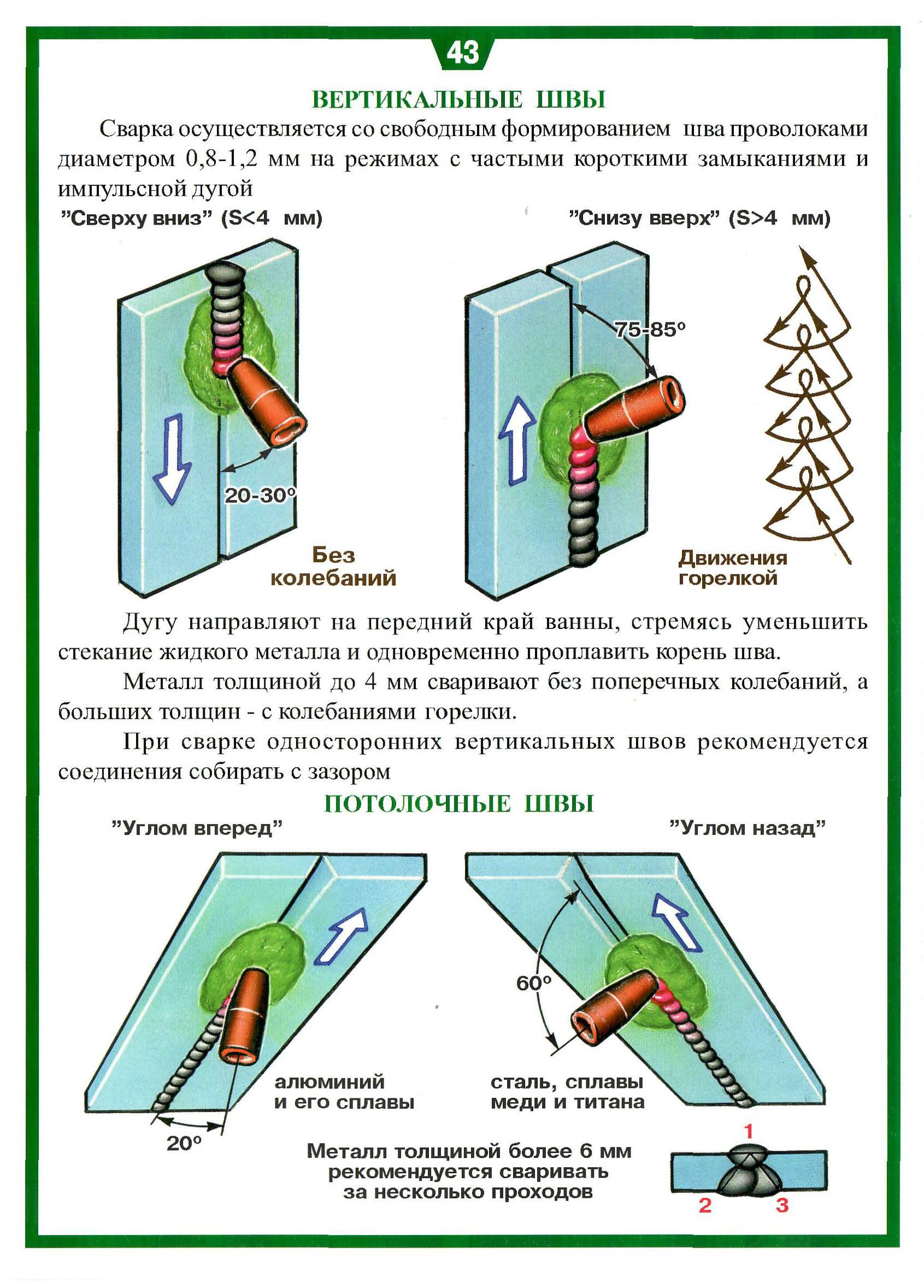
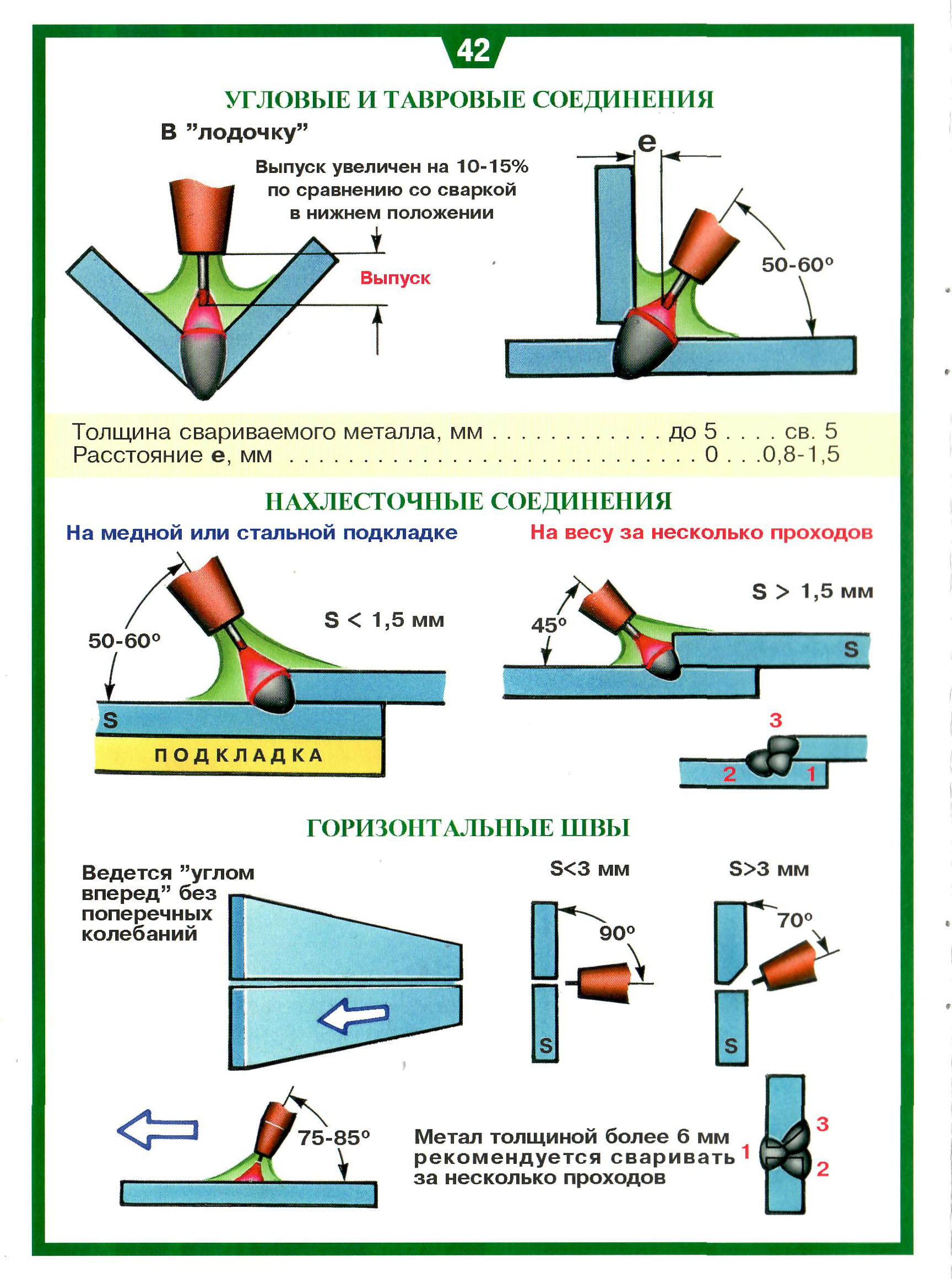
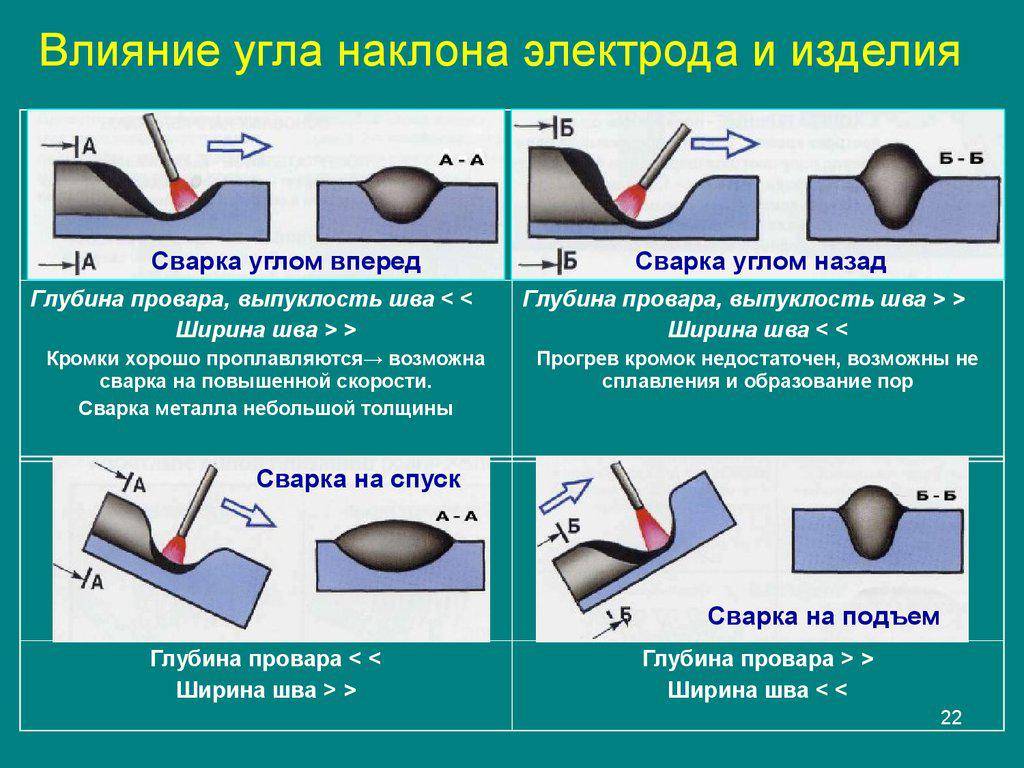
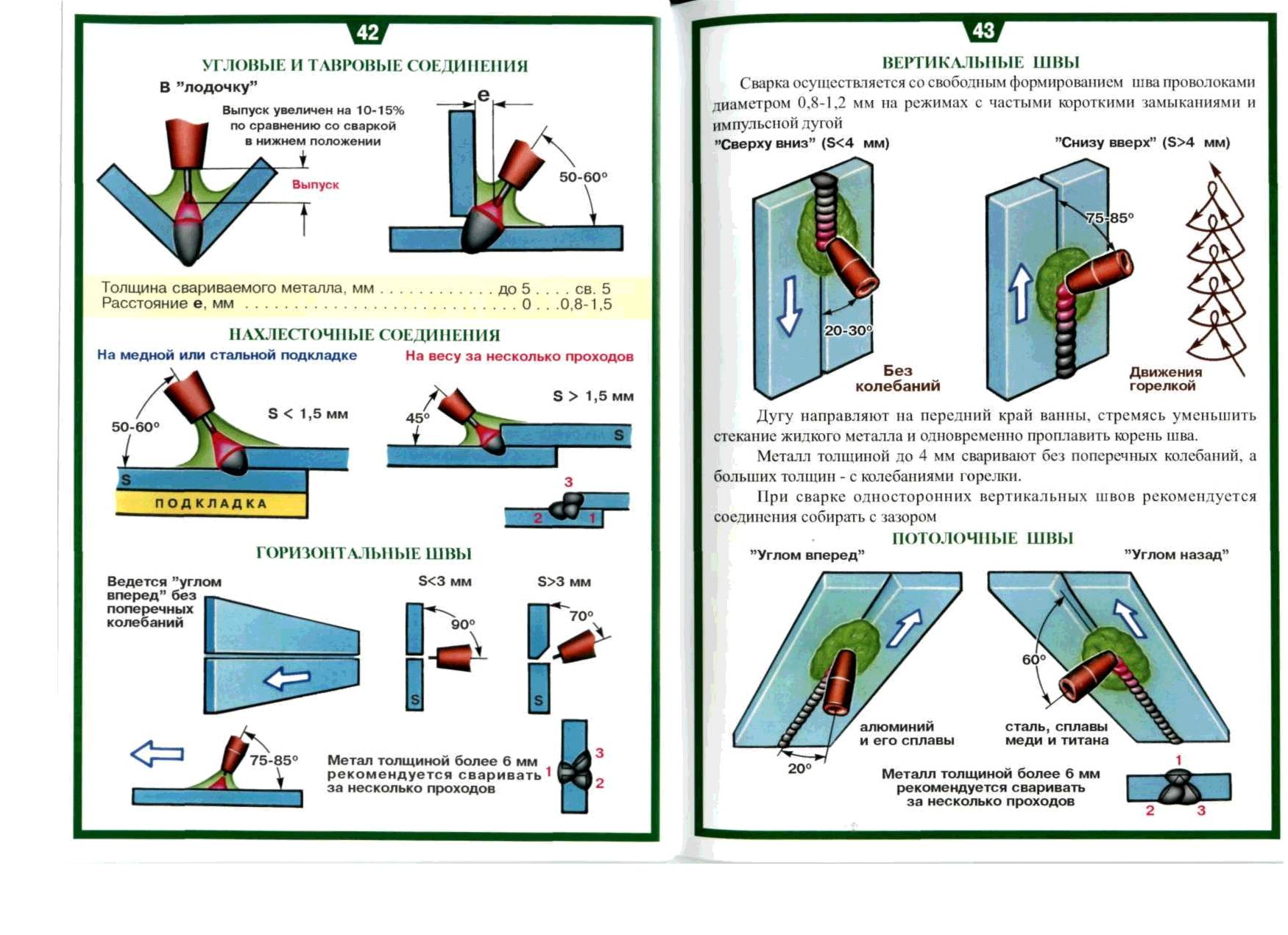
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.
Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
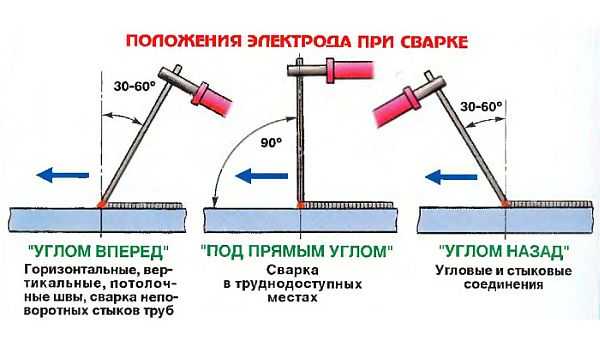
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Я бы в сварщики пошел — пусть меня научат!
Профессия сварщика давно и надежно вошла во многие отрасли промышленности и домашнего хозяйства. Потребность в ней есть практически везде. Доступность современного сварочного оборудования позволяет как научиться варить электросваркой самостоятельно, так и овладеть профессией на более серьезном уровне.
Необходимые сварщику элементы
Чтобы в совершенстве овладеть техникой работы со сварочным оборудованием, потребуется понимание не только физических процессов при работе с металлом, но и набор знаний о сварочных аппаратах, а также различных неисправностях, особенностях технологий, и других «подводных камнях». Нужно уметь разбираться в тонкостях профессии сварщика на каждом этапе — начиная от подготовительного, и вплоть до завершающего. В профессионально-технических училищах на обучение этой профессии уходит от двух до трех лет.



Что такое сварочный инвертор и как он работает
 Сварочный аппарат инверторного типа
Сварочный аппарат инверторного типа
Инвертор представляет собой специальное оборудование, предназначенное для электродной сварки металлических деталей. В отличие от сварочного трансформатора, имеет компактные размеры и относительно небольшую массу.
Простые модели позволяют вручную регулировать ток, подаваемый на электроды, а также ряд типичных предустановок. Профессиональные аппараты предоставляют возможность подстроить параметры горения дуги, создавать собственные настройки и т. д.
Принцип работы инвертора основан на преобразовании переменного тока в постоянный, а затем в высокочастотный, но с малой величиной напряжения (50-70 В). Поскольку в качестве питания используются обычные одно- или трёхфазные электросети, то в них могут возникать скачки напряжений, что недопустимо при сварке. Выбор в пользу постоянного тока решает эту проблему.
Преобразование в постоянный ток решает проблему колебаний напряжений. Также стабильная работа аппарата обеспечивается и при пониженных величинах питания.
Как настроить силу тока электродугового аппарата
Паять инвертором новичкам непросто. В будущем новичок сможет на основе опыта найти идеальную силу тока для конкретной ситуации. На начальных этапах вам нужно будет ориентироваться на средние значения и поэкспериментировать. Для каждого диаметра электрода требуется определенное значение тока, а точнее диапазон значений. Примерной пропорцией можно назвать диаметр 1 мм при силе тока 30 А. На двоих нужно 60 А, на тройку 90 А и на четверку уместно на 120 А. В таблице указаны более точные диапазоны:
Не рекомендуем долго держать средние значения. Только имея опыт работы, вы сможете подобрать оптимальный вариант сварки металла.
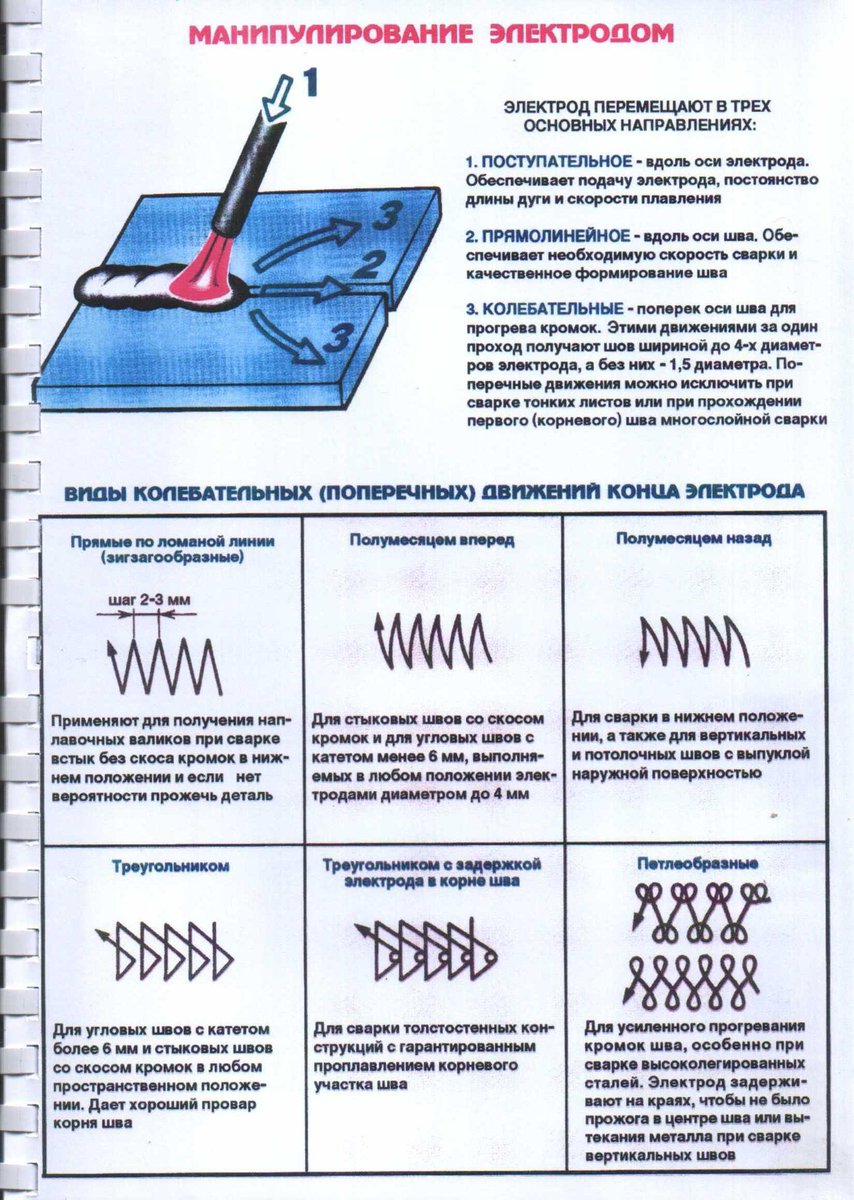
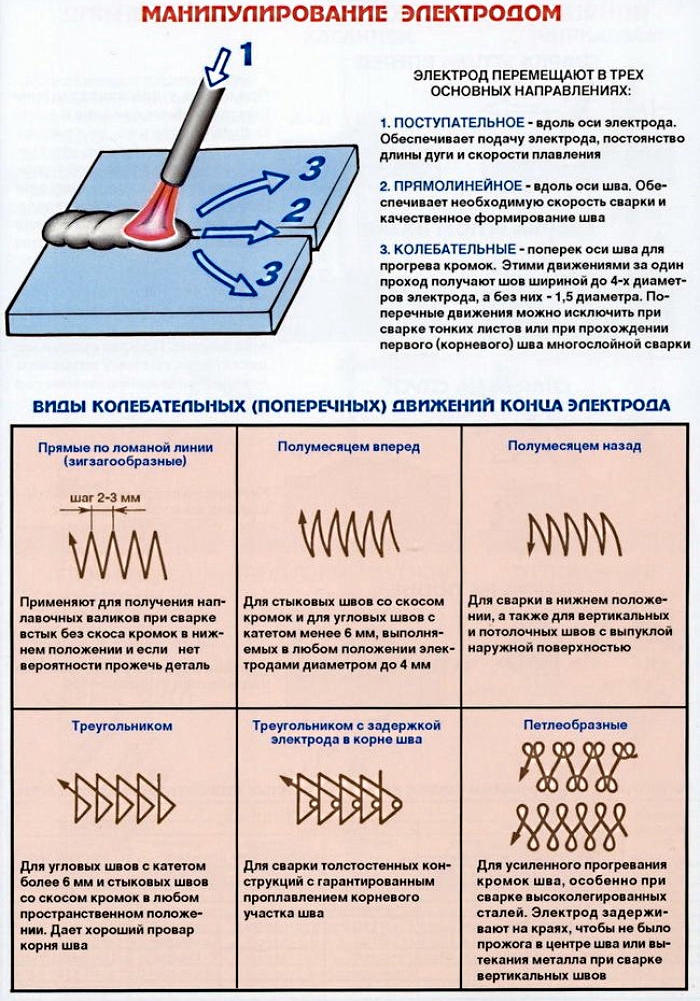
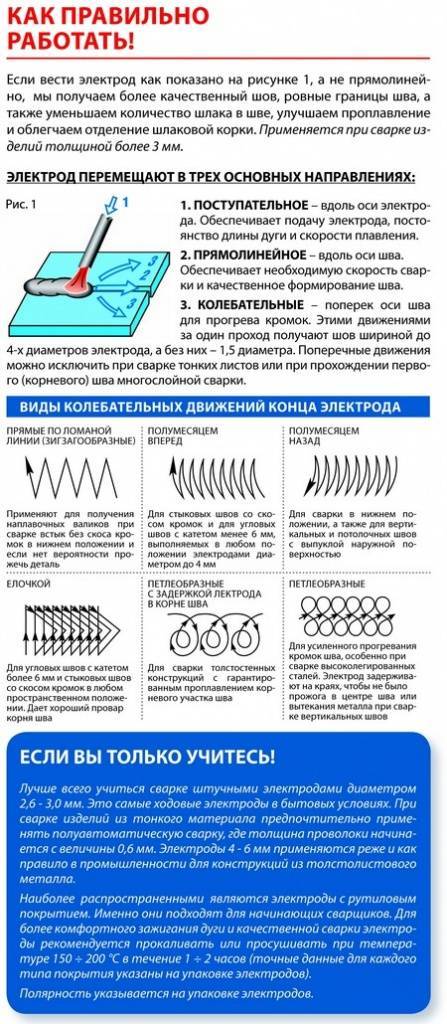
Движения электродом
Невозможно варить электродами качественно, не освоив технику движения. Как самостоятельно научиться варить электросваркой и правильно формировать шов? Главный критерий в понимании особенностей технологии. Частицы со стержня электрода вплавляются туда, куда направлен конец. Поэтому умелое манипулирование электродом — залог правильной структуры и крепкого шва.
Кроме миллиметрового железа, большинство свариваемых изделий соединяются многопроходными слоями. Это обеспечивает герметичность и хорошие свойства на разрыв. Первый шов называется корневым и ведется ровно, строго по месту стыка. Это позволяет расплавленному металлу заполнить щель между пластинами.
Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед:
- зигзаги;
- овалы;
- восьмерки;
- треугольники.
Периодически, опытные сварщики делают короткий рывок концом электрода назад, чтобы отогнать слой шлака, мешающий наблюдению за формированием шва.
Что такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах
Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию
Электродуговая сварка
Ручная дуговая сварка широко используется во всех отраслях народного хозяйства и в быту для соединения элементов металлических конструкций. Ее отличительными свойствами по сравнению с другими видами сварных соединений являются:
- Относительно невысокая стоимость сварочного аппарата и расходных материалов, которыми являются электроды.
- Получение высокого качества сварных соединений распространенных марок металлов, включая нержавеющие сплавы.
- Возможность производства сварных работ во многих труднодоступных местах – этому способствует малый вес и простота подключения оборудования к электричеству.

Рис. 7 Сваривание тонкой профильной трубы – вид швов
Проведение работ с использованием электродуговой сварки состоит из следующих этапов:
- Готовят торцы труб к свариванию, для этого их очищают от ржавчины, после чего заготовки устанавливают на необходимом расстоянии для заполнения шва металлом от расплавленного электрода, часто для этого используют специальные приспособления.
- Включают сварочный аппарат, выставляя необходимый ток по встроенному индикатору, вставляют электрод в держатель, подключенный к сварочному аппарату, второй конец закрепляет на трубе.
- Фиксируют положение свариваемых деталей относительно друг друга точечными наплавлениями (прихватки), после чего производят электросварку с использованием защитной одежды, маски и рукавиц сварщика.
- По окончании работ сбивают окалину и очищают шов металлической щеткой.
Полуавтоматическая сварка металл инертный газ (MIG)
Благодаря современным технологиям появилась возможность в бытовых условиях правильно сваривать профильные изделия наиболее простым способом, не требующим большого опыта и многолетней подготовки по специальности сварщик.
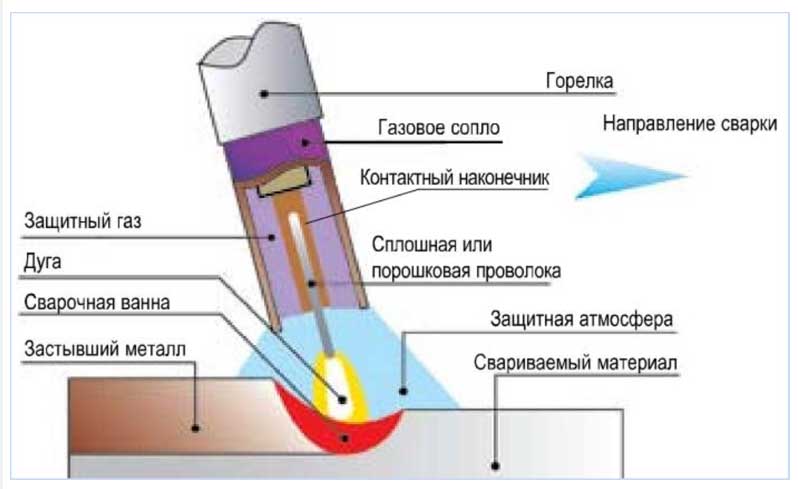
Рис. 8 Принцип работы МИГ
Полуавтоматическая сварка в среде инертных газов (МИГ) является эволюционным шагом в развитии обычных электродуговых способов, в сравнении с которыми она имеет следующие преимущества:
- Вместо электрода в сварочную ванну через горелку автоматически подается специальная проволока диаметром от 0,6 до 1,2 мм., намотанная в бобины – это автоматизирует процесс и сокращает время на смену электродов.
- Вместе с проволокой через сварочный рукав на горелку подается инертный газ (обычно это смесь углекислого газа с аргоном) – это препятствует образованию шлака и повышает качество шва.
Благодаря данной технологии полуавтоматическая сварка имеет следующие преимущества перед электродуговыми аппаратами:
- Позволяет сваривать тонкие заготовки с толщиной от 0,5 мм.
- Варит сталь, нержавейку, чугун, алюминий и цветные металлы.
- При проведении работ нет шлака и практически отсутствует дым – это менее вредит здоровью, повышает качество шва по сравнению с электродуговыми методами.
К недостаткам МИГ можно отнести громоздкость (требуется массивный баллон с газом и система подачи провода в горелку) и невозможность проведения работ на сильном ветру, выдувающим газ из зоны сваривания.
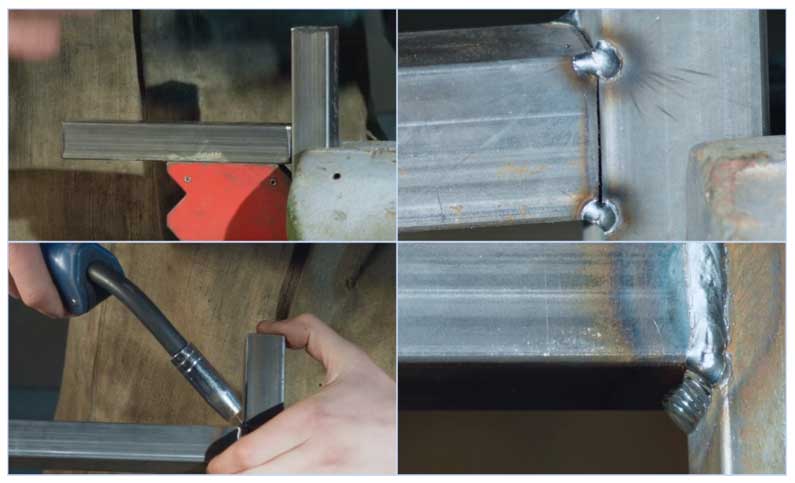
Рис. 9 Сварка тонкостенных профильных труб в среде инертного газа
Что представляет собой «инвертор»?
«Инвертор» относится к инновационным устройствам для сварки. Принцип его работы заключается в способности преобразовывать электрический ток, поставляемый по переменным сетям (самым распространенным), в выпрямленный постоянный, а после — и переменный с нужной частотой, а также силой, достаточной для осуществления качественной сварки. Для этого используется встроенный выпрямитель «инвертора».
Исследуем более подробно принципы работы инверторного агрегата.
После выпрямления ток сглаживается специальным фильтром, который присутствует в конструкции рассматриваемого аппарата. После — посредством особых транзисторов вновь преобразуется в переменный, но с очень высокой частотой — в несколько десятков кГц. Для сравнения: по сетям электрический ток распространяется с частотой в 50 Гц. Напряжение высокочастотного тока в «инверторе» снижается примерно до 70-90 В, в то время как сила тока увеличивается — примерно до 100-200 А.
Подобная технология позволяет формировать ток для сварки посредством аппаратов с небольшими габаритами, и притом потребляющих относительно немного электроэнергии.
Современные инверторные аппараты, как правило, обеспечивают существенно более высококачественную сварку, чем агрегаты многих других типов. Более того, как считают некоторые эксперты, «инверторы» более удобны в пользовании, чем аналоги. Данные агрегаты хорошо подходят начинающим, имеющим небольшой опыт, сварщикам. Хотя, конечно, применение соответствующих аппаратов требует достаточно высокого уровня профессиональной подготовки работника.
В руки сварщика попадает агрегат с относительно небольшими габаритами и весом — порядка 4 кг. Его удобно переносить с одного места на другое, осуществлять сварку в труднодоступных участках зданий.
В числе наиболее примечательных свойств сварочных аппаратов, о которых идет речь, — способность функционировать даже при не самой стабильной сети, а при необходимости — питаться от автономных домашних электростанций.
«Инверторы» обеспечивают наиболее стабильную подачу сварочного тока. Тот факт, что на входе могут быть колебания напряжения, не играет роли. В результате формируется в достаточной мере устойчивая сварочная дуга. Кроме того, подобная технология сварки значительно уменьшает разбрасывание капель расплавленного металла.

В числе недостатков «инверторов»:
- высокая цена;
- возможность отказов в работе при температуре ниже минус 15 градусов.
Кроме того, особенностью многих инверторных сварочных агрегатов является необходимость задействовать кабель питания, длина которого не превышает 2,5 метров.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали