
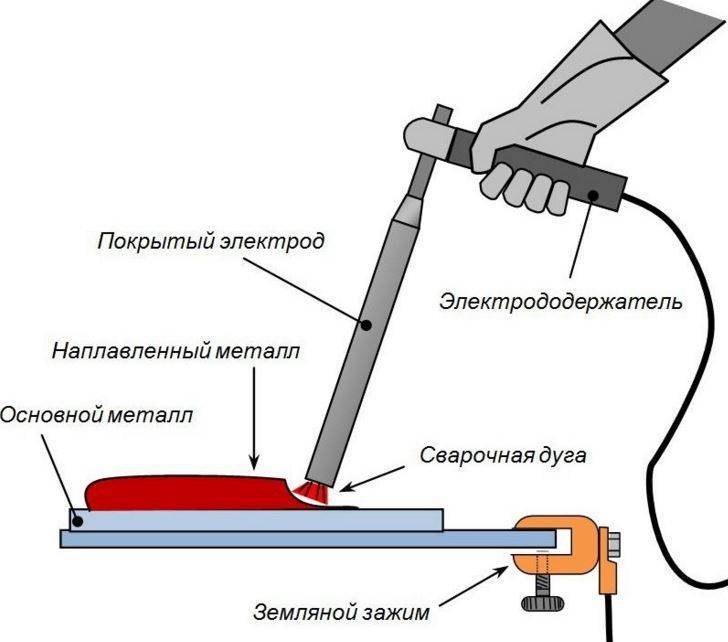
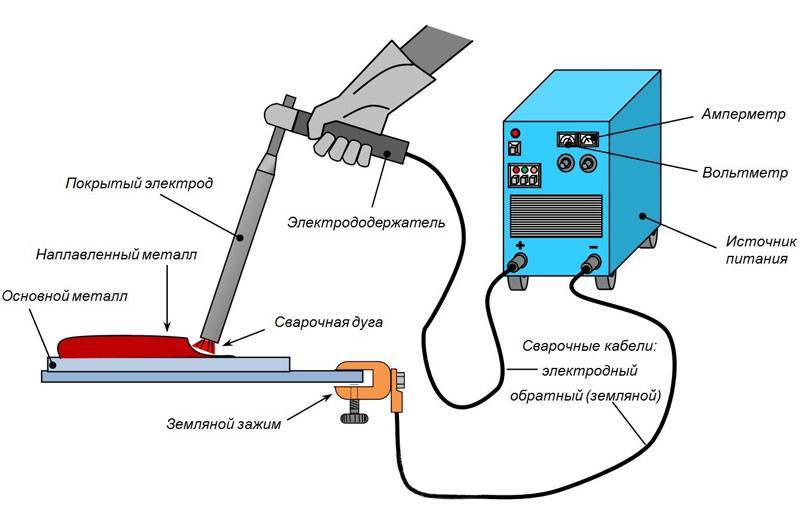
Метод сварки алюминия с помощью покрытых электродов
Это самый распространенный метод работы с алюминием в домашних условиях. Во-первых, к качеству сварочных швов в данной ситуации предъявляются не такие уж жесткие требования. Во-вторых, из всех приемлемых метод этот самый безопасный.
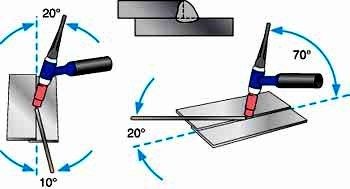 Способ сварки алюминиевых заготовок.
Способ сварки алюминиевых заготовок.
У этой технологии есть свои недостатки:
- Главный из них – это жесткий лимит на толщину свариваемых деталей: с его помощью можно варить заготовки не толще 4-х мм.
- Значительная пористость сварочного шва и, как результат, его низкая прочность.
- Высокая степень разбрызгивания металла во время сварки.
- Возможная коррозия на поверхности сварочного шва из-за сложного и, возможно неполного удаления шлаковой корки.
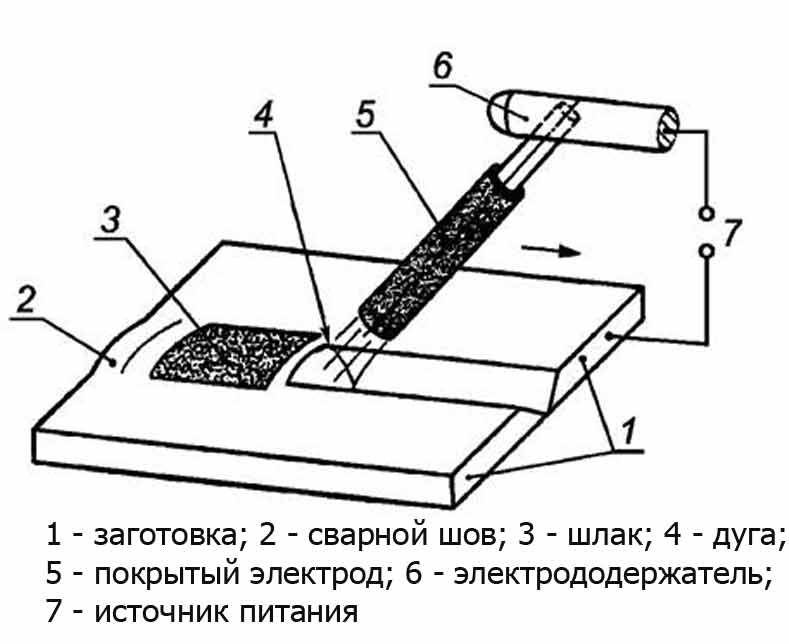
С помощью покрытых электродов можно варить изделия как из чистого металла, так и из его различных сплавов. Самыми используемыми и распространенными марками электродов с покрытием являются УАНА и ОЗАНА, с которыми можно работать в сварки всех сплавов с алюминием.
Внутри линеек этих марок есть свои нюансы. Электроды, к примеру, ОЗАНА – 1 используются для сварки заготовок из чистого алюминия, а ОЗАНА – 2 предназначены для очень узкого сочетания с кремнием.
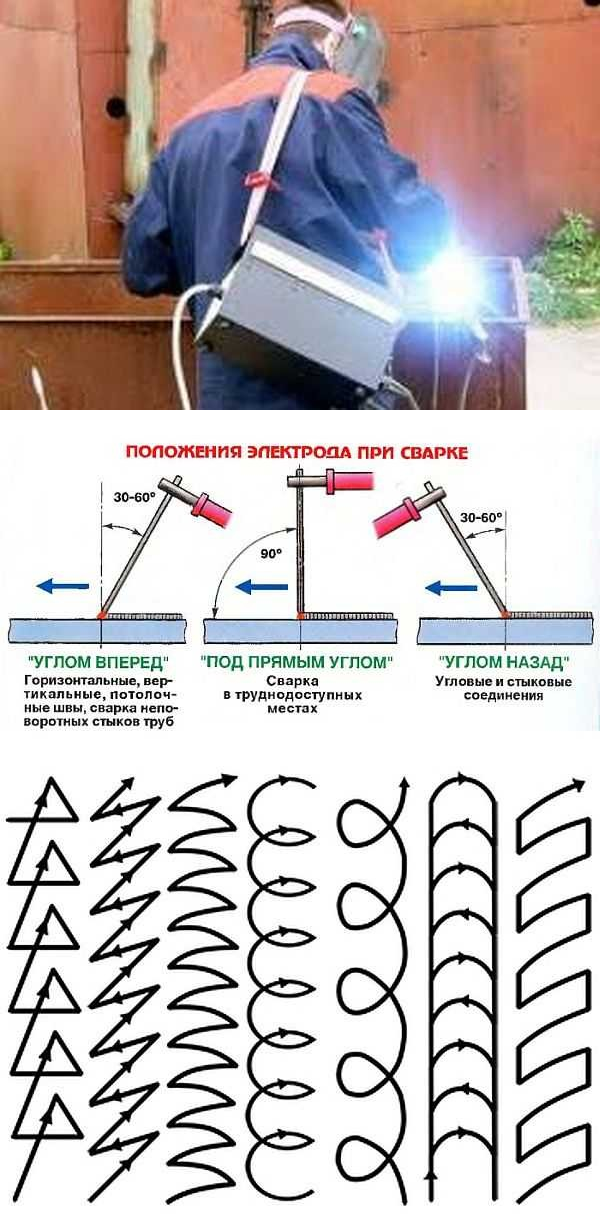
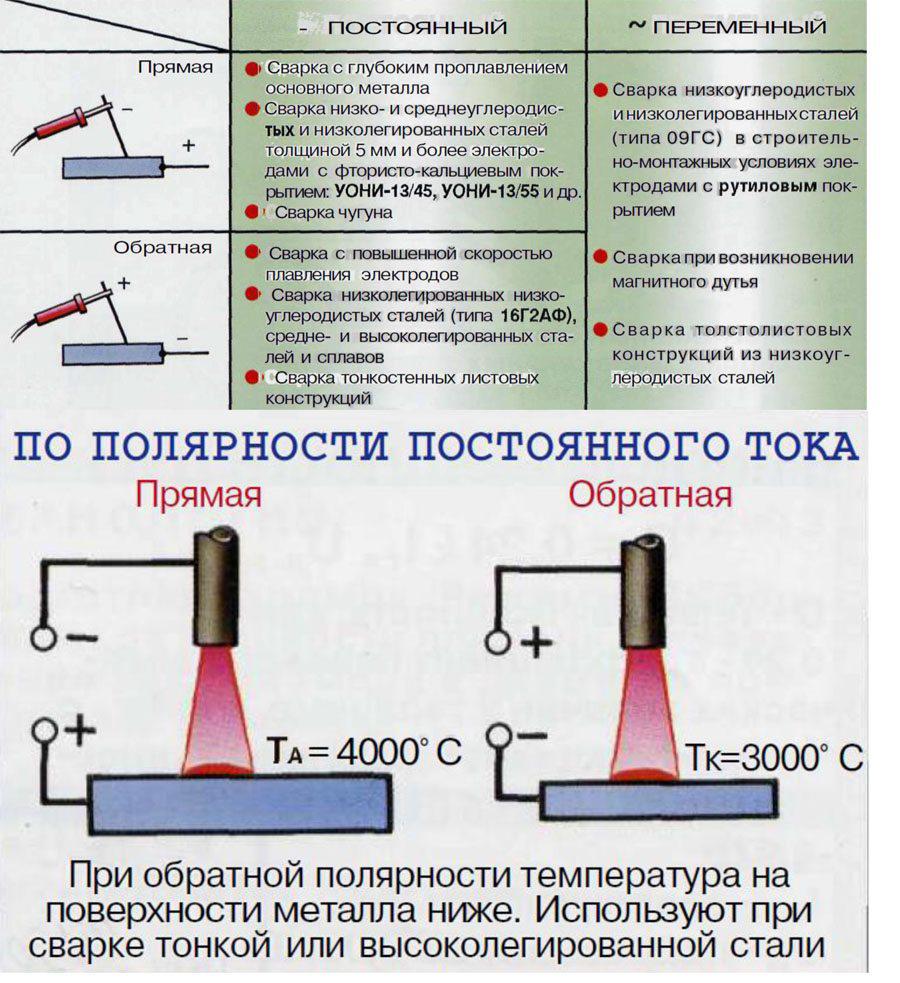
Процесс сварки с покрытыми электродами проводится с помощью постоянного тока на обратной полярности. Эту особенность следует учитывать при выборе сварочного оборудования. К критериям выбора также относится сила сварочного тока, которая зависит от диаметра электрода и которую несложно рассчитать: на 1 мм диаметра сварочного электрода нужно около 30 А постоянного тока.
Если нужно варить алюминиевые заготовки средней или большой толщины, применяется предварительный нагрев металла. Это делается с помощью газовой горелки. Прогревание – важнейший технологический этап со своими правилами. Если кромки заготовок очень толстые, прогревание проводится локально – в месте будущего соединения.
Температура прогревания зависела от толщины металла, температурный диапазон нагревания был очень широким: от 250°С до 4000°С. Охлаждение металла должно быть медленным, это позволяет сделать проплавку эффективно даже с использованием тока небольшой величины.
При соблюдении этих правил минимизируются возможные дефекты сварочного шва: его деформация и кристаллизационные трещины.
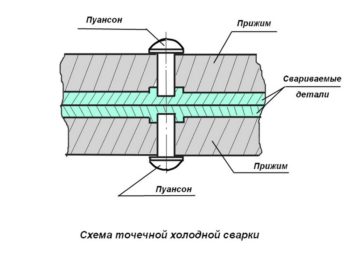 Точечная холодная сварка.
Точечная холодная сварка.
Скорость сварки алюминия всегда высокая из-за быстрого расплавления этого металла. В таких условиях становится особенно важным соблюдение непрерывности сварочного процесса: он должен выполняться с использованием одного электрода. Если это не получается, дуга обрывается, что приводит к образованию в кратере шлаковой корки и невозможности повторного поджига.
Выше уже писалось, что удаление шлаковой корки – одна из классических трудностей сварки алюминия. Эту корку следует удалять немедленно с последующей промывкой сварочного шва горячей водой и обработкой металлической щеткой для удаления самых мелких частиц шлака.
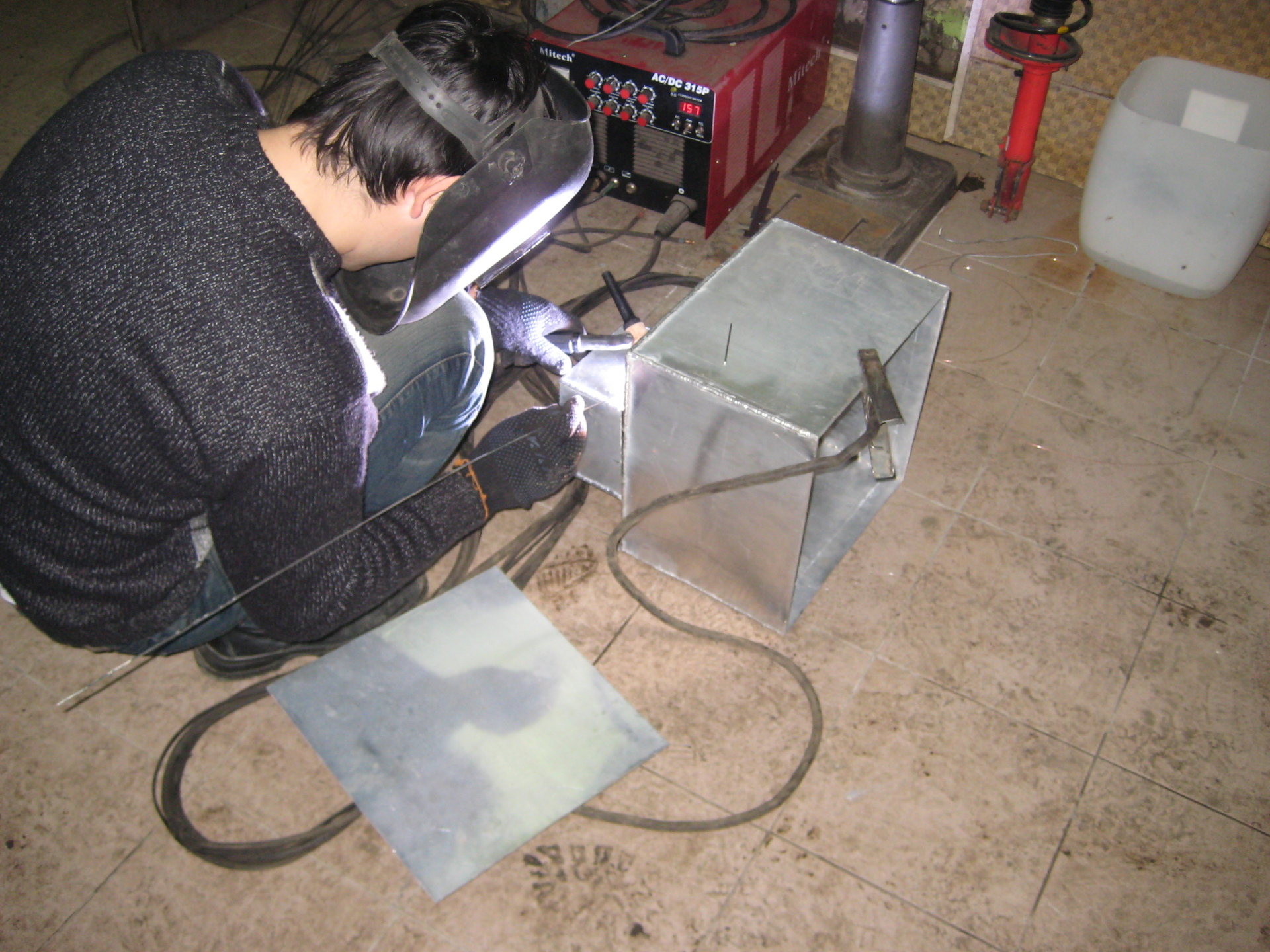
Метод сварки алюминия с электродами с покрытием применяется в домашних и кустарных мастерских. Сварка алюминия электродом в домашних условиях не требует специального дорогого оборудования или расходных материалов, проста в исполнении и не требует высокой квалификации сварщика. Но и ответственные работы с помощью этой технологии лучше не выполнять.
https://www.youtube.com/watch?v=3NRlG7CKUE0
Подготовка и выполнение процесса
Подготовка заготовок
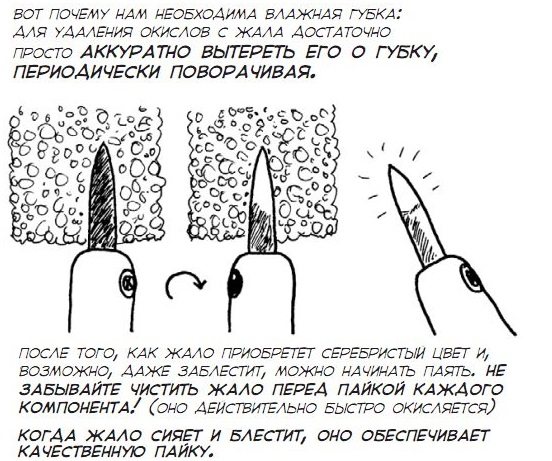
Перед началом процесса места спаивания необходимо очистить от грязи, окислений и других посторонних наслоений. Сделать это можно механическим способом, применяя наждачную бумагу или металлическую щётку. Затем, используя специализированные химические составы, материал очищается от жирового налёта и оксидной плёнки. В качестве очистителя можно применять ацетон или растворитель.
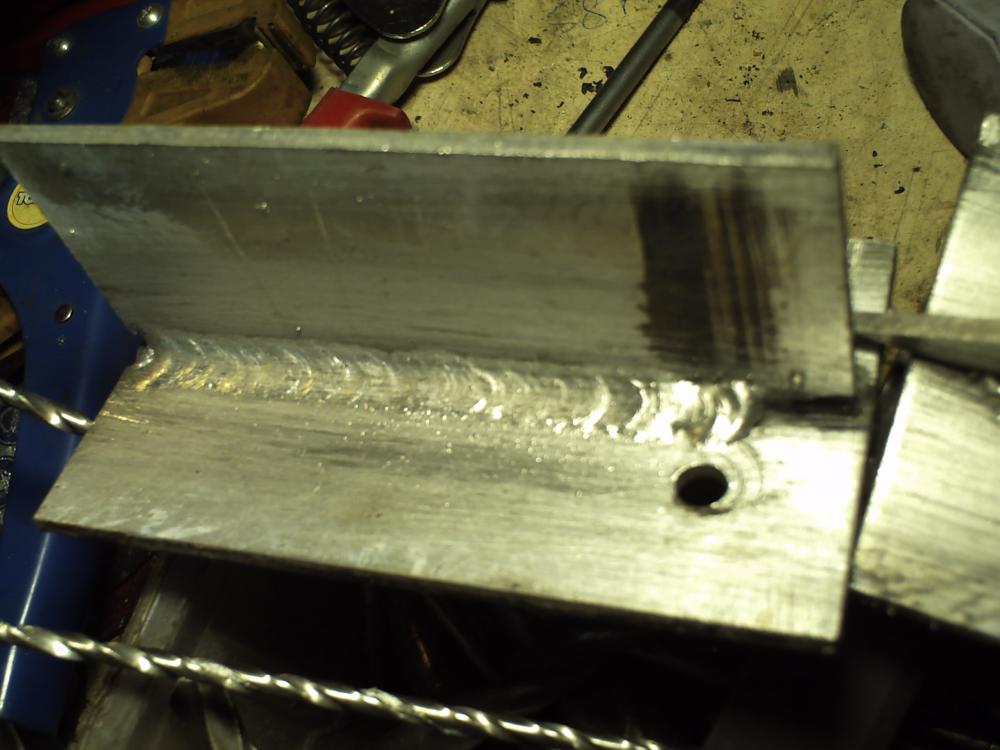
Восстановление деталей пайкой
Пайка
Первым шагом при спаивании деталей на места соединения наносится флюс. Затем, при помощи газовой горелки, заготовки нагреваются до необходимой температуры. Степень нагрева должна быть такой, чтобы можно было расплавить присадочную проволоку до жидкого состояния.
На нагретые детали подаётся припой. Он должен полностью расплавиться и растечься, заполнив все неровности и поры на поверхностях. При необходимости накладываются несколько швов. После растекания припоя деталям следует дать время полностью остыть. Остывшее соединение пригодно для использования.

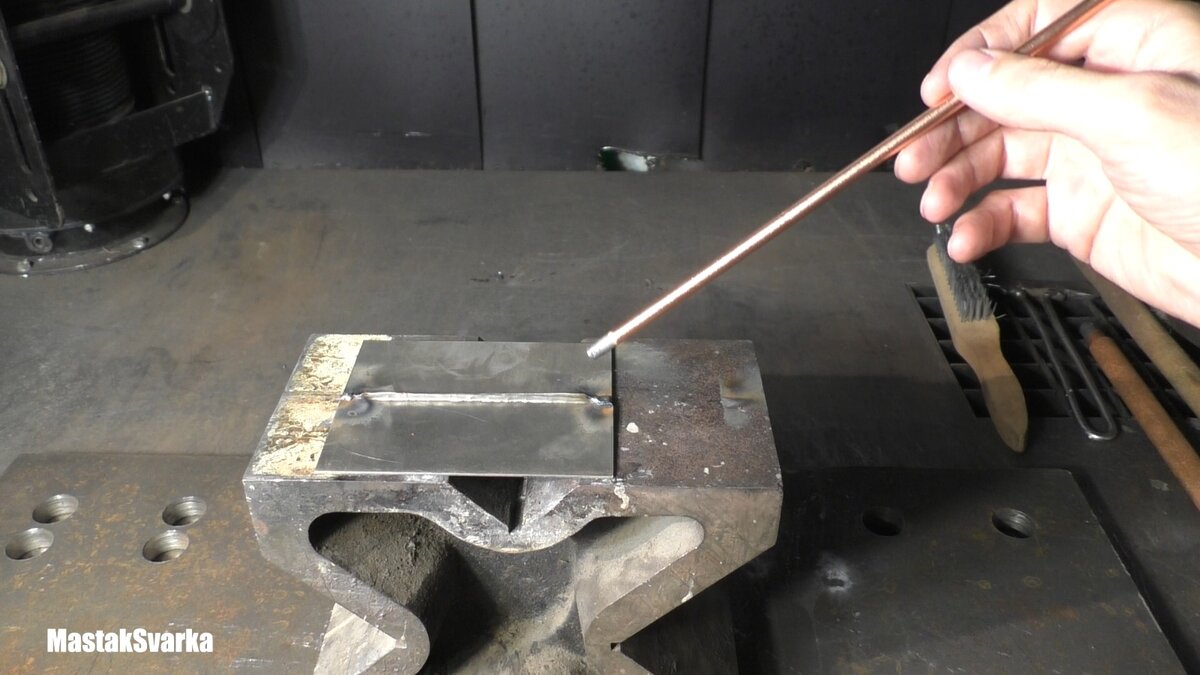
Пайка алюминиевой трубы газовой горелкой
Итак, пайка является одним из способов соединения алюминиевых деталей. При правильной подготовке поверхностей заготовок и выполнении технологических требований этот метод позволяет получить шов высокой прочности с применением минимального количества оборудования. Производить процесс спайки, таким образом, без труда можно в бытовых условиях.








Капризы алюминия при сварке в домашних условиях
Инвертор для сварки алюминия
Для работ с алюминием требуется достаточно высокая квалификация, которая хоть и приходит с опытом, но должна сопровождаться определенными навыками.
Это касается даже наиболее простых манипуляций со сваркой — во всем нужна хорошая теоретическая база и наличие практического опыта. Оплавление, образование сквозных отверстий, и другие неприятные эффекты — вот основные «подводные камни», которые нужно предотвращать
Для этого требуется не только повышенное внимание, но и понимание процессов температурного расширения, знание свойств и особенностей металла, а также способность грамотно подобрать электроды
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.
Перед тем как подбирать комплектующие, необходимо иметь на руках электрическую схему и чёткий план действий по согласованию отдельных узлов будущей конструкции.
Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Сложности сварки алюминия в домашних условиях
Во время создания шва возникают следующие трудности, связанные со свойствами рассматриваемого металла:
- Под влиянием высоких температур большинство материалов меняет цвет. Это помогает контролировать процесс, выбирать правильную степень нагрева. Цвет алюминия сохраняется прежним, поэтому специалист не может оценивать результат работы визуально.
- Из-за повышенной теплопроводности время воздействия должно быть ограниченным. Увеличение продолжительности поддержания дуги приводит к возникновению дефектов сварного соединения.
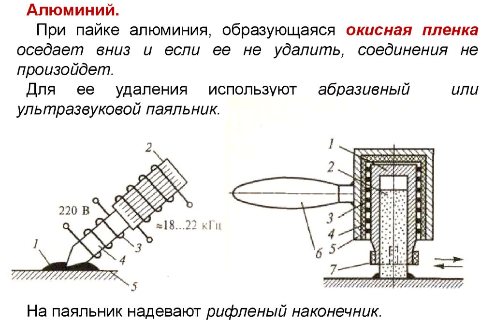
- Поверхности алюминиевых заготовок покрыты оксидным налетом. Температура плавления такой пленки – 2000°С. Этот показатель для основного металла в 3 раза ниже.
- Капли расплава, появляющиеся в сварочной зоне, быстро окисляются. Это препятствует образованию равномерного шва. Применение инертного газа – аргона – предотвращает контакт расплава с воздухом, препятствуя окислению.
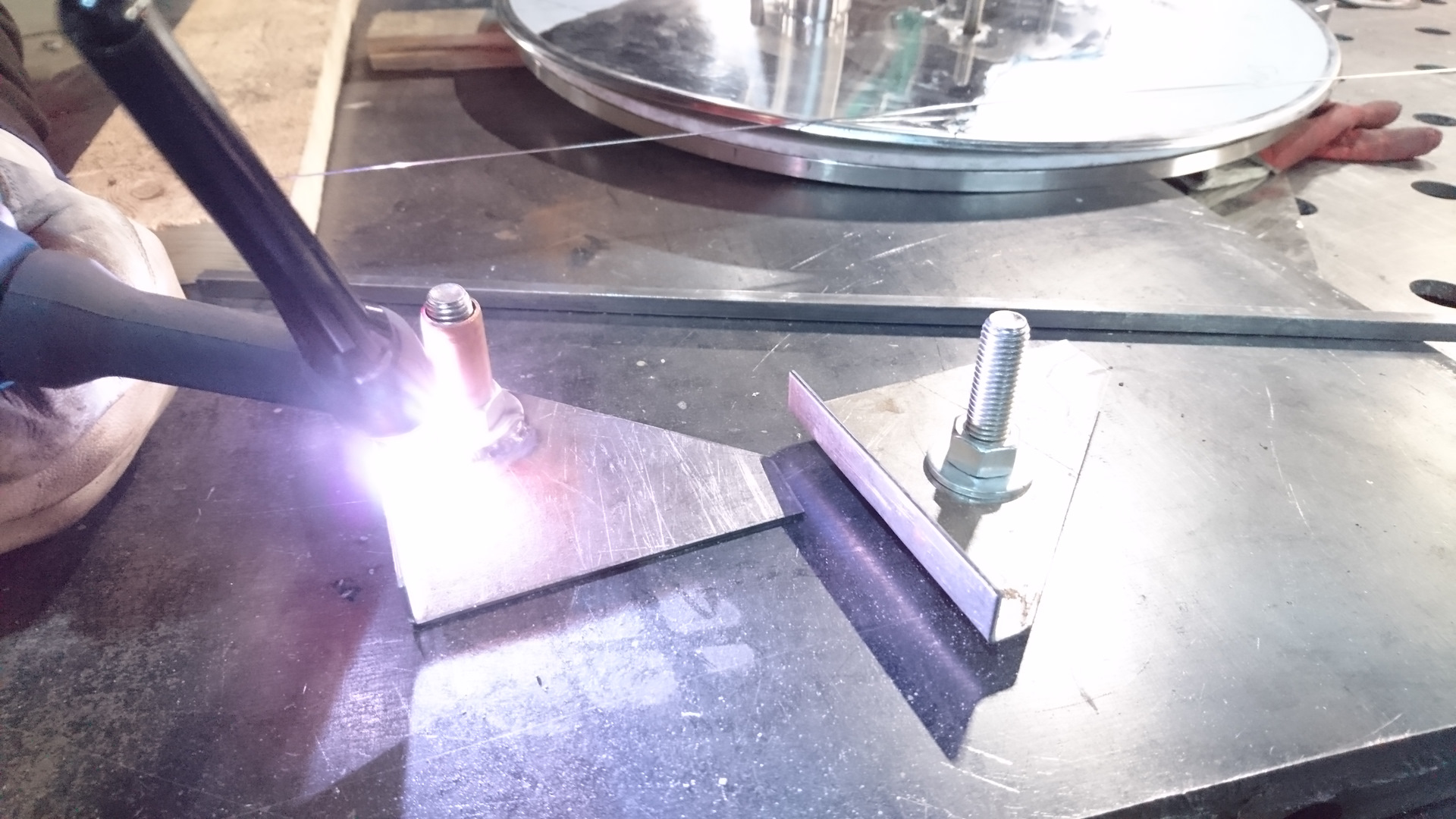
- Высокая текучесть материала способствует деформации сварочной ванны. Поэтому под стык подкладывают стальной лист, отводящий тепло.
- Рассматриваемый металл содержит химические элементы (например, водород, Н), при повышении температуры вещество выделяется в окружающую атмосферу. В сварном соединении появляются трещины и пустоты.
- Нагреваясь, алюминий расширяется, поэтому при затвердевании отмечается сильная усадка.
- Величина тока должна быть большой, что объясняется высокой теплопроводностью алюминия.
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Рекомендуем! Как правильно научиться варить инверторной сваркой
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:






- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки
Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Четырехроликовый механизм подачи проволоки
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Подготовительный этап
Прежде чем приступить к непосредственному процессу пайки алюминия, необходимо провести подготовку рабочего места, инструментов и самого материала:
Подготовка рабочего места сводится к удалению лишних предметов, особенно при использовании газовой горелки или паяльной лампы.
Заготовки должны быть надежно закреплены в тисах или струбцинах.
Инструменты располагаются в легкодоступных местах на расстоянии вытянутой руки.
Припой нужно заготовить в достаточном количестве, исключающем прекращение процесса пайки для его поиска и доставки.
Алюминиевые заготовки в местах пайки зачищаются наждачкой или напильником, после чего обезжириваются ацетоном или бензином.
При работе с крупными деталями, места соединения придется подогревать с помощью открытого огня, поэтому особое внимание следует уделить соблюдению мер пожарной безопасности.
Электроды
Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400оС.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
Для получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.





Подготовка поверхностей
Технология подготовки поверхностей алюминиевых изделий может несколько отличаться, в зависимости от условий проведения работ. Тем не менее, несмотря на отличия, требования к состоянию кромок, зазоров и поверхностей вполне определены ГОСТ. Подготовительные работы можно разделить на несколько этапов.
На первом этапе происходит очистка поверхностей от грязи, пыли, масляных и жировых отложений. Полезно обезжирить поверхности бензином, растворителем, ацетоном или уайт-спиритом. Неотъемлемым этапом является разделка кромок. Особенно актуален процесс разделки, когда толщина деталей превышает 4 мм (20 мм для ручной дуговой сварки). В противном случае нельзя гарантировать проплавление металла по всей толщине, поэтому шов будет некачественным. Но даже при работе с тонким листовым металлом кромки приходится подготавливать, производят их отбортовку.

Перед непосредственной сваркой оксидную пленку нужно удалить, что производится механическим способом. В качестве инструмента подойдет напильник, наждачная бумага или металлическая щетка. Окисляется алюминий быстро, поэтому данную процедуру бессмысленно проводить задолго до начала работ. Предусмотрен и химический способ борьбы с окислом. Поверхность протирается каустической содой. Но после обработки придется деталь промыть водой и высушить.