
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
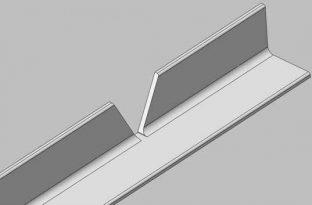
Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.
Последовательность работы такова:
на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
профиль загибается под выбранным углом в месте выреза;
для возвращения прочности стык заваривается;
сварной шов обрабатывается шлифовальным диском.
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Как провести радиусную гибку листового металла?
Одной из распространенных технологических операций при работе с металлическими листами является гибка. Она позволяет изменять форму заготовок без механических повреждений, разрезания, сварки. Радиусная гибка листового металла выполняется на заводах, в частных мастерских.
Листовой металл ( Instagram / fortis_metaldesign)
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются. Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод. Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Типы гибки
Существует два основных способа сгибания металлических листов:
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс ( Instagram / stankoprom)
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку. Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях. Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки.
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера ( Instagram / stockwood.ru_moscow)
Собственноручная гибка
Чтобы знать, как работать с металлическими листами, изготавливать изделия требуемой формы, нужно учитывать радиусы гибки листового металла. Максимальные и минимальные радиусы можно посмотреть по специальным таблицам, которые можно найти в интернете. Этапы проведения технологического процесса:







После запуска производится изгиб
Важно перепроверить точность выставления детали, чтобы не случилось перекоса
Радиусная гибка — отдельный технологический процесс, с помощью которого обрабатываются металлические листы. Он позволяет деформировать металл, не изменяя его структуры
Мастеру нужно рассчитывать углы, принимая во внимание вид металла, сплавов, толщину листа. Неправильные расчёты приведут к образованию микротрещин, которые повлияют на целостность детали
Источник
Что прочнее, швеллер или двутавр
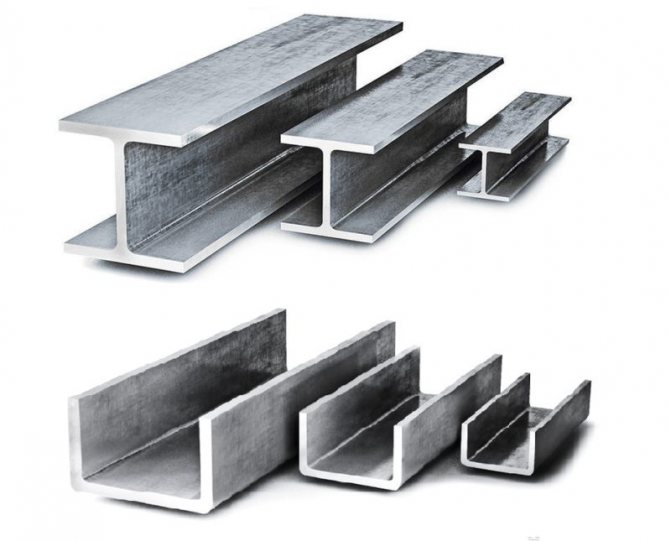
Швеллер и двутавровая балка – самые надежные виды сортового проката, применяющиеся для обвязки фундамента, укрепления стен, установки перекрытий в строительных конструкциях.
Двутавровая балка – это стенка с перпендикулярными полками одинаковой длины (за внешнее сходство с буквой иногда ее называют «Н-профиль»). Швеллер — это профиль в виде стенки с двумя полками, внешне напоминающий букву «П».
Швеллер или двутавр
Следует иметь в виду, что сравнение разумно только для балок и швеллеров с одинаковой высотой стенки и толщиной профиля. Нет смысла сравнивать, например, балку № 14Б1 и швеллер 24П.
Особенности гибки двутавровой балки
Двутавр — стандартный профиль, который сгибается только по радиусу (плавно). В зависимости от назначения деформированного изделия различают два вида работы:
- изгиб плашмя (например, для рельсов);
- изгиб на ребро (для несущих конструкций).
Выполняется гибка двутавровой балки только на профилегибочных станках. Для способа «на ребро» требуются особые машины, предотвращающие завал боковых сторон и сохраняющие сечение профиля.
Наименьший радиус изгиба зависит от размеров профиля и устанавливается заводом-изготовителем станков. Процесс выполняется по аналогии со швеллером с любыми видами балок (колонными либо широкополочными).
Чтобы заготовка не получилась кривой, необходим тщательный контроль за каждым этапом работы со стороны оператора агрегата. Хоть современные машины не требуют участия человека в операциях, они не смогут повлиять на жесткость конструкции, если исходные параметры будут выставлены неверно. Поэтому работа на станке выполняется плавно, желательно, неторопливыми подходами. Если требуется получить минимальный радиус для конкретного двутавра, лучше разбить процесс гибки на несколько стадий.
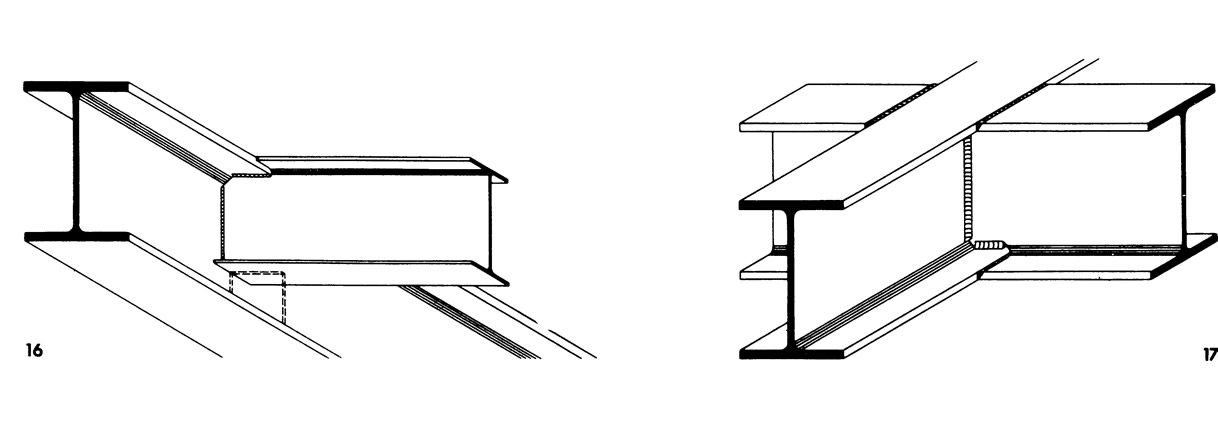
В домашних условиях гибка двутавра вряд ли возможна. Это габаритный и прочный профиль, который не возьмут устройства для изгиба того же алюминиевого профиля. Способ, описанный в разделе «Гибка швеллера в домашних условиях», также не подойдет, ведь полки выходят в обе стороны от поперечного сегмента. Если сделать разрез двух параллельных полок, при сгибе произойдет разрыв двух других. Если же последние предварительно разрезать, нарушится структура материала, и двутавровая балка перестанет выполнять несущую функцию.
Автор статьи
Инженер-технолог в области металлургии и металлообработки
Поиск записей с помощью фильтра:
Краткое описание
В нормативных документах указано, что гнутые швеллеры могут выпускаться с разной точностью профилирования. Чаще всего встречается обычная, высокая или повышенная степень прокатки. Благодаря этому специалисты стали различать несколько разновидностей стального профиля, которые отличаются между собой не только по точности прокатки и форме, но и по другим параметрам.
Крупные предприятия занимаются производством швеллеров из различных типов стали, главными из которых считаются:
- Углеродистая.
- Рулонная горячекатаная. Эта технология подразумевает изменение кристаллической решётки стали.
- Низколегированная. Эта сталь содержит специальные легирующие добавки, которые существенно повышают эксплуатационные характеристики изделий металлопроката.
- Рулонная холоднокатаная. Этот металл обладает повышенной устойчивостью к деформациям.
- Конструкционная сталь.
Согласно нормативным документам ГОСТ, все изделия, которые отличаются равными полками, могут иметь длину от 3 до 12 метров. Что касается неравнополочных изделий, их длина всегда варьируется в пределах от 4 до 11 метров. Несмотря на это специалисты различают несколько разновидностей стальных гнутых швеллеров:
- Мерная. В этом случае все показатели соответствуют требованиям, которые были указаны в договоре или заказе.
- Немерная. Длина, которая была регламентирована определённым диапазоном стандартов, но не меньше той, что была указана в заказе.
- Кратная мерной. В обязательном порядке должна быть согласована с изготовителем.
- Мерная длина с немерным швеллерным прокатом. Его количество не превышает 7% от массы всей партии.
- Кратная мерной с немерным швеллерным прокатом (все в пределах 7%).
Стоит учесть, что для неравнополочных гнутых изделий к немерным отрезкам принято относить те швеллеры, длина которых превышает 3 метра.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.







Технология производства горячекатаного двутавра
Принцип горячей прокатки
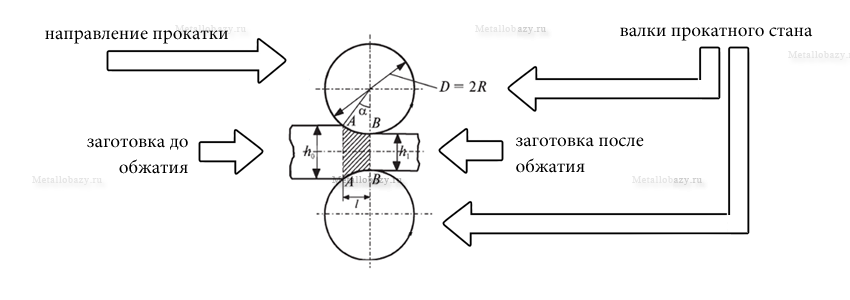
Горячекатаную балку производят методом горячей прокатки, который широко используется для других видов фасонного и сортового проката. Сущность этого метода заключается в постепенной деформации заготовки (обычно это блюм прямоугольного сечения) из прямоугольника в Н-образный профиль путем обжатия парами приводных роликов, объединенных в прокатную клеть. Прокатные клети, в свою очередь, создают технологическую линию прокатного стана, в которой сталь и приобретает конечную форму.
Каждый ролик имеет специальные проточки кольцевого типа, называемые калибрами. В ходе вращения металл затягивается в калибры, сжимается и меняет свою форму. ЗА несколько этапов сталь перераспределяется между полками и стенкой, зерно измельчается, а прочность металла увеличивается. Предварительный нагрев заготовки до 1100-1200°С делает металл пластичным, что позволяет катать его с большим обжатием и, соответственно, обеспечивает высокую производительность процесса и качество прокатки. Из-за нагрева процесс и получил свое название – горячая прокатка.
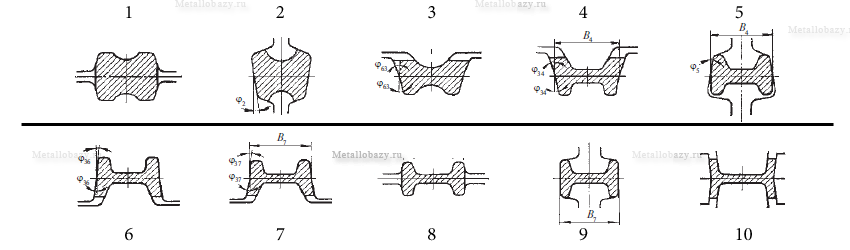
Схема деформации заготовки в двутавровый профиль
Впервые горячую прокатку двутавра запатентовал Альфонс Хэлбоу (1849 год) из компании Forges de la Providence, которая и стала развивать этот метод. Двутавровый профиль стал особенно популярен во времена активного строительства небоскребов, так как позволял создавать относительно легкие и прочные конструкции. Основным производителем, который продвигал этот вид стройматериалов, стал завод Bethlehem Steel (правопреемником является известная компания ArcelorMittal)
Сейчас процесс ведется на станах рельсобалочного линейного и универсального типа. Среди основных производителей в России можно перечислить следующие предприятия:
- ЕВРАЗ Западно-Сибирский меткомбинат
- Кулебякский металлургический завод Русполимет
- Тульский металлопрокатный завод
- Челябинский металлургический комбинат
Но это не весь список производителей двутавров. Полный список производителей представлен на этой странице.
Как сделать надёжное крепление двутавровых деревянных балок
Двутавровая балка из дерева активно используется в современном строительстве для самых разных целей. В частности, её используют для создания стропильных систем кровли, для возведения стен и так далее. В общем, она используется в качестве опоры. Благодаря особой конструкции эти деревянные балки очень прочны, устойчивы к серьёзным нагрузкам и любым агрессивным внешним факторам. Тем не менее, для того, чтобы двутавровая балка максимально эффективно выполняла свои функции, нужно правильно её установить.
Без точного, аккуратного монтажа, произведённого по технологии, двутавровая балка теряет свои превосходные эксплуатационные характеристики. Поэтому, если вы решили использовать в строительстве своего дома двутавровую балку,
сначала изучите всю сопутствующую литературу и найдите информацию о том, какие крепления хороши для двутавровых балок и как их использовать, чтобы всё было сделано, как надо. В данной статье вы найдёте информацию о том, как сделать правильные узлы крепления.
Преимущества двутавровых балок
У двутавровых балок есть множество преимуществ. Их можно использовать для того, чтобы перекрыть большие пролёты. Для этого даже не понадобится строить несущую стену. Они устойчивы и могут выдержать вертикальные и горизонтальные серьезные нагрузки.
Явные недостатки можно заметить только у прокатных двутавров. Максимальный размер таких — двенадцать метров. Если же нужно длиннее, найти такую не получится, ведь часто заводы не имеют подходящих станков. Возможности сделать прокаты по индивидуальному заказу нет, а разнообразие изделий на строительном рынке оставляет желать лучшего. Из-за таких проблем потребители чаще используют стыковые балки.
Составная двутавровая применяется чаще, чем прокатная по нескольким причинам. Такая балка имеет большую прочность при меньшем весе конструкции. Цены на сварочное изделие ниже, так как изготавливают его из сплава разных видов стали. Создание проката требует использование только заготовок из одного типа стали.
В строительстве сварной тип изделия более универсален. Использование разной стали даёт возможность регулировать металлоёмкость в зависимости от нагрузки.
И, если размер проката ограничен возможностями и размерами станка, то сварным способом возможно выполнить балки любого размера. Сделать балку, ширина которой будет разной на противоположных концах, на прокатном станке дорого. С составным типом двутавров такой проблемы нет.
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Процесс изготовления
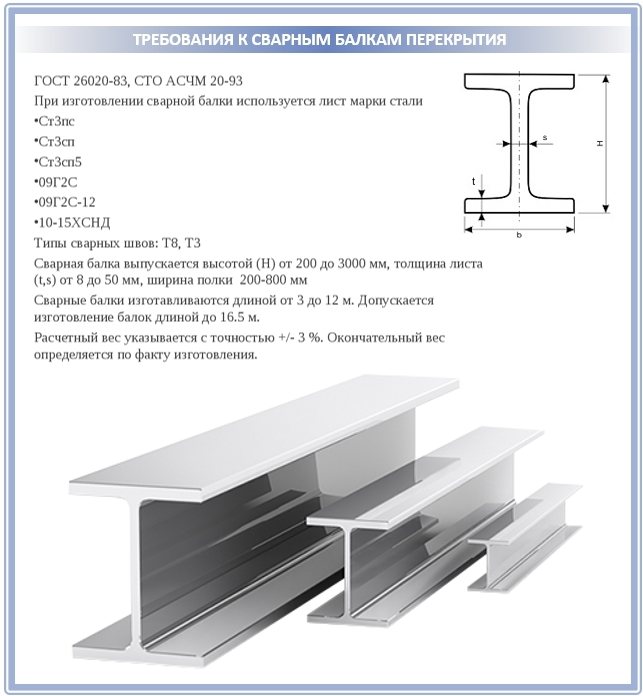
Изготовление сварной балки это достаточно сложная процедура, при выполнении которой необходимо учесть большое количество требований, таких как прочность, жесткость, плотность и другие. Однако самой главной характеристикой любой металлической балки является ее плотность, она должна быть максимально высокой. На данный момент ведутся разработки по созданию металлических балок, которые требуют меньший объем металла при одинаковых характеристиках прочности и жесткости.
Технология производства сварных балок очень проста и весьма экономична, в результате чего способна на конкуренцию с балками, изготовленными прокатным методом. Данная технология включает в себя следующие этапы:
- В качестве первой операции происходит расчет на прочность и жесткость, проверяются стали, которые идут на изготовление;
- Подготовка элементов двутавра, а именно резание металла на полосы, примерная скорость резания металлического листа равна 1 метру в минуту;
- Осуществление процесса фрезерования торцов элементов, входящих в конструкцию. Данная операция проводится для того, чтобы каждый свариваемый элемент легко и эффективно скреплялся с другим, образуя прочное и жесткое соединение, обработка торцов осуществляется на специальном торцфрезерном стане;
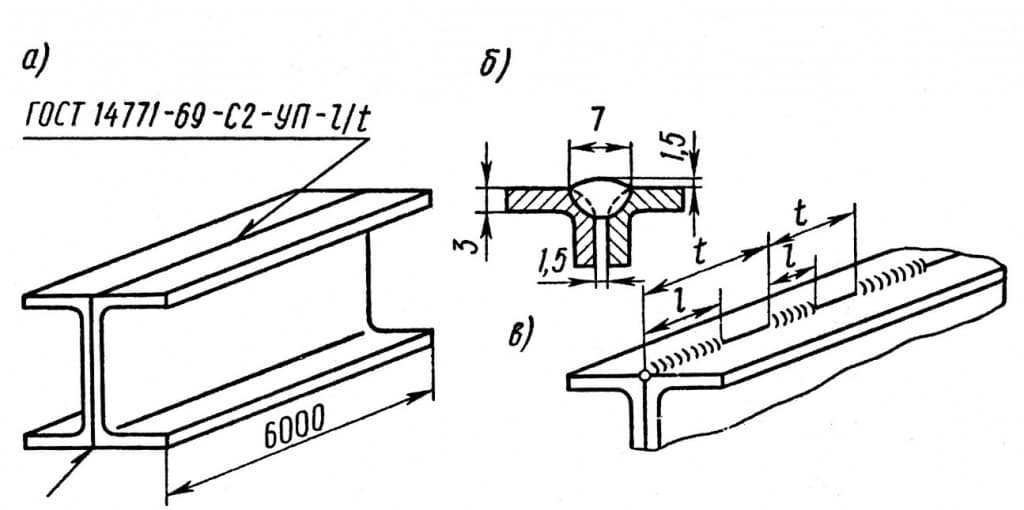
- Далее происходит сборка. Она должна быть очень точной, все детали должны располагаться строго перпендикулярно друг по отношению к другу, а также необходимо соблюдение симметрии стенок. Сборка может осуществляться вручную, если говорить о небольшом производстве, либо же с помощью автоматизированных машин, как это происходит на массовом производстве. В производстве применяется стан для сборки балок модели Z15, который имеет высокую производительность. Сборка в данном агрегате осуществляется в два этапа. Первый представляет собой сборку «Т» -образной балки, а на втором этапе к ней присоединяется дополнительная стенка и получается двутавр.
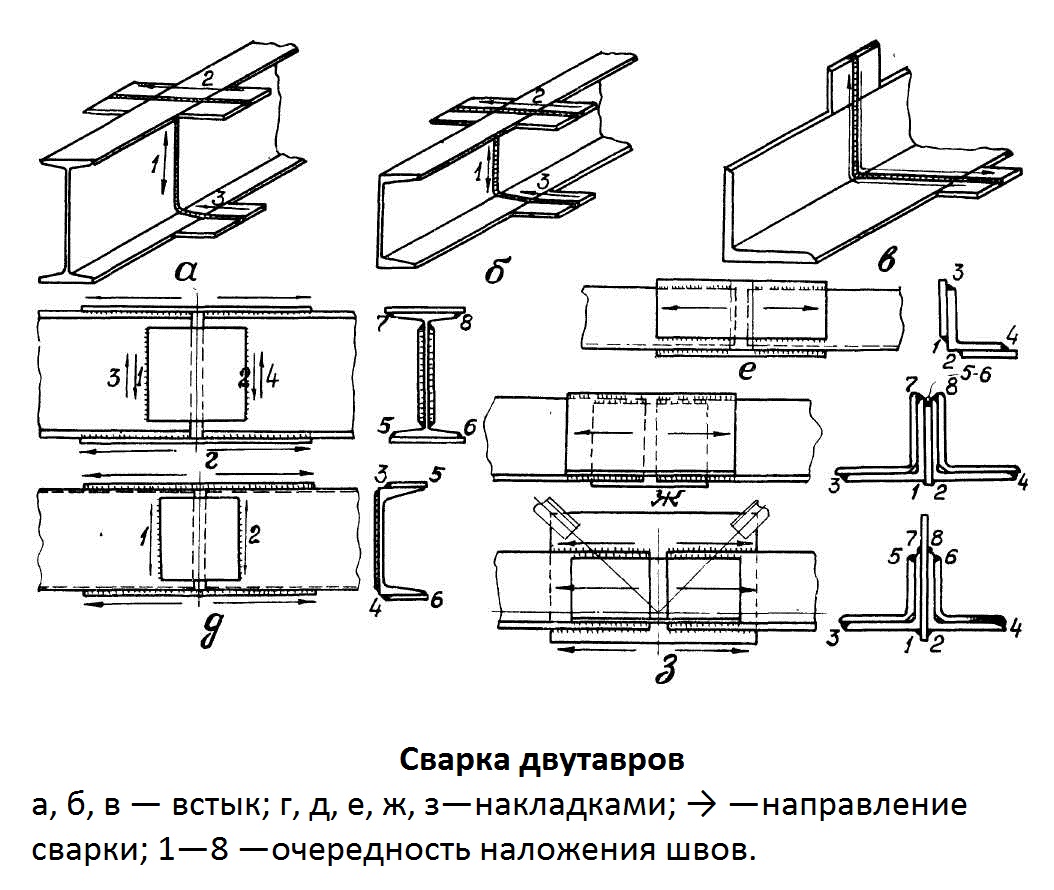
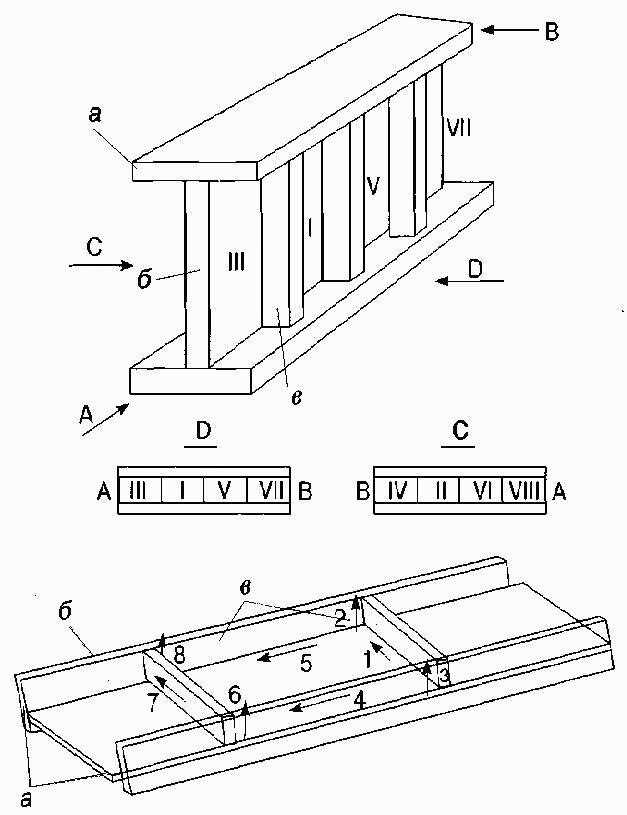
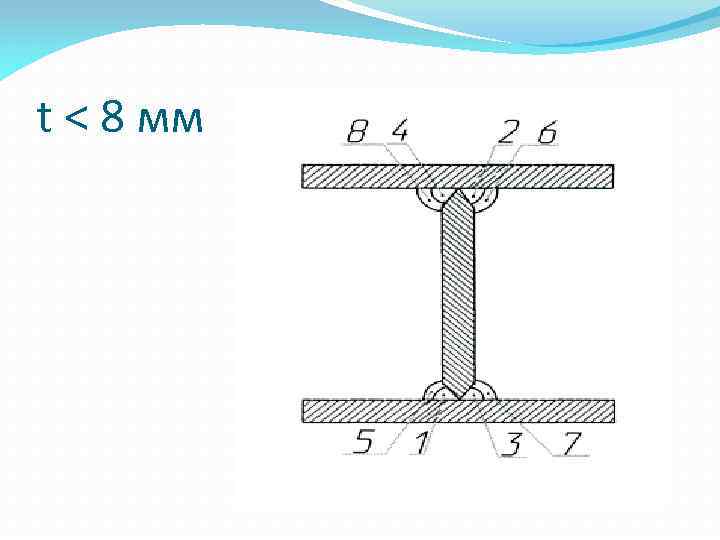
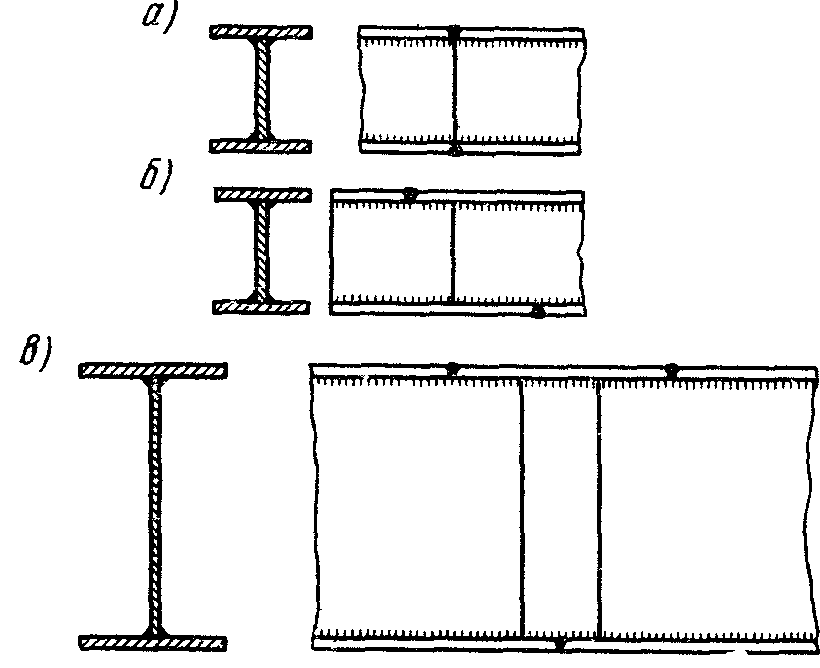
- Затем происходит процесс сварки балки. Технология сварки двутавровой балки может быть различна, поэтому на вопрос: «Как правильно сварить двутавровую балку?» существует много ответов. Сущесвуют приемы наложения швов в разной последовательности. Наиболее частыми способами являются:
- Сварка балки с наклоненным электродом. Данным методом может быть осуществлена одновременная сварка двух швов, однако швы получаются неглубокими;
- Метод «лодочки». Если сваривать балку этим способом, то будут обеспечены благоприятные условия для формирования глубокого шва, однако времени этот метод занимает гораздо больше, чем предыдущий;
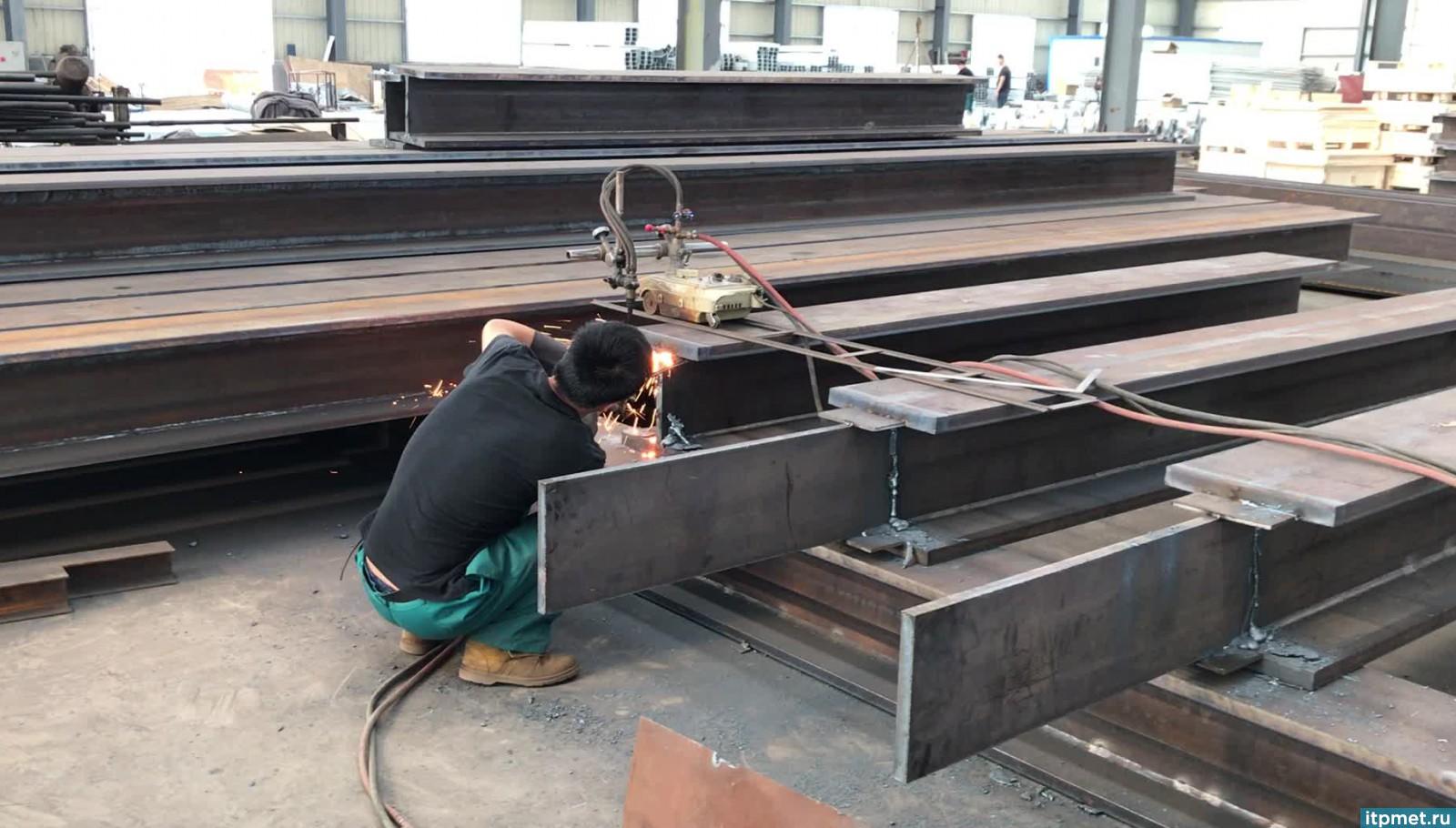
- Сам процесс осуществляется с помощью промышленного сварочного аппарата, который сваривает детали под высоким давлением, существует некоторое количество вариантов агрегатов для исполнения процесса сварки на производстве. Это могут быть сварочные манипуляторы, отличающиеся высокой степенью автоматизации, самоходные трактора для сварки – самый надежный и простой способ, однако его применение в условиях массового производства нежелательно. На малых производствах сборка и сварка балок может осуществляться вручную, из-за чего их продукция зачастую очень дорогая.
- 6.После всех вышеописанных процессов происходит корректировка геометрии конструкции. В процессе сварки угол наклона между стенками может измениться, поэтому необходима их правка. Почти готовая металлическая конструкция подается в специальный правочный стан, который похож на прокатный, деталь проходит через систему роликов и на выходе получается готовый товарный продукт.
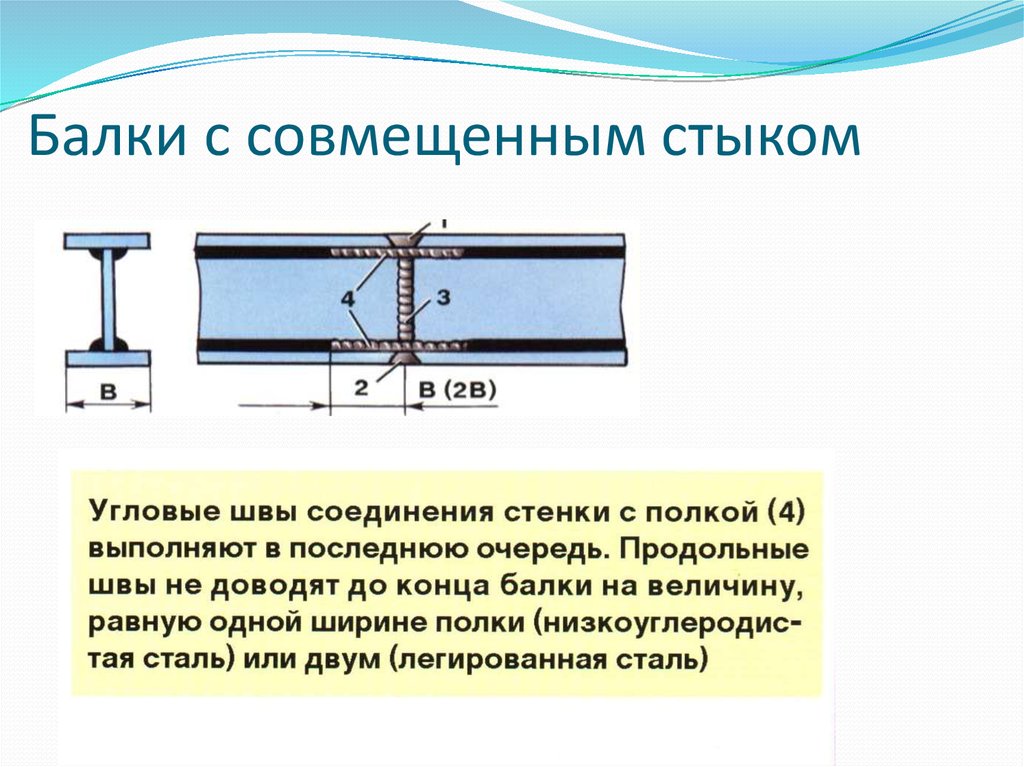
Узел стыковки элементов из швеллеров
Опубликовал admin | Дата 26 Октябрь, 2018Стыки элементов из швеллеров по ГОСТ 8240-89.
Конструктивное решение.
Конструкция стыка, размеры стыковых накладок и сварных швов в зависимости от стали швеллеров и накладок, типа электродов и марки сварочной проволоки должны соответствовать указанным на данном чертеже и в табл.
Таблица 1. Сталь элементов и накладок марки С245. Тип электродов Э42, Э42А. Марка сварочной проволоки Св-08А



| Номер
профиля |
Накладка по полкам | Накладка по стенке | ||||||
| сечение b1 x t1, мм | длина l1, мм | масса 1 шт., кг | катет шва kf1, мм | сечение b2 x t2, мм | длина l2, мм | масса 1 шт., мм | катет шва kf2, мм | |
| 8 | 45х8 | 190 | 0,54 | 4 | 100х5 | 60 | 0,24 | 4 |
| 10 | 50х8 | 210 | 0,66 | 4 | 100х5 | 80 | 0,32 | 4 |
| 12 | 60х8 | 230 | 0,87 | 4 | 100х5 | 100 | 0,39 | 4 |
| 14 | 65х10 | 250 | 1,28 | 4 | 120х5 | 120 | 0,56 | 4 |
| 16 | 65х10 | 240 | 1,22 | 5 | 120х5 | 140 | 0,66 | 4 |
| 18 | 70х10 | 260 | 1,43 | 5 | 120х6 | 160 | 0,9 | 4 |
| 20 | 80х10 | 280 | 1,76 | 5 | 120х6 | 180 | 1,02 | 4 |
| 22 | 90х12 | 300 | 2,54 | 6 | 120х6 | 200 | 1,13 | 4 |
| 24 | 90х12 | 310 | 2,63 | 6 | 140х6 | 220 | 1,45 | 4 |
| 27 | 100х12 | 340 | 3,2 | 6 | 140х8 | 250 | 2,2 | 4 |
| 30 | 110х12 | 300 | 3,11 | 8 | 140х8 | 280 | 2,46 | 5 |
| 33 | 110х14 | 310 | 4 | 10 | 150х8 | 300 | 2,83 | 5 |
| 36 | 120х14 | 330 | 4,35 | 10 | 150х8 | 330 | 3,11 | 6 |
| 40 | 120х16 | 360 | 5,43 | 10 | 150х8 | 370 | 3,49 | 6 |
Как согнуть швеллер по радиусу

› Швеллер
21.01.2020
Швеллер и двутавр относятся к стандартным профилям и используются в ряде сфер, где к жесткости конструкций из них предъявляются повышенные требования. Прочным заготовкам с П- или Н-образным сечением сложнее придать криволинейность. Чтобы согнуть швеллер или двутавровую балку, понадобится особое оборудование. Далее — о конкретных способах придания профилям нестандартной формы.
Особенности изгиба швеллера
Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
- по полкам;
- по стенке (полками наружу или внутрь).
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
- плавный (заготовка превращается в криволинейное изделие с одним или несколькими радиусами);
- местный (на выходе получается деталь с парой прямых концов, соединенных под одним заданным углом).
В домашних условиях согнуть плавно швеллер практически невозможно — для этого требуются профилегибочные станки, весьма громоздкие и дорогие. Местным способом гибки пользуются многие любители, которым для определенных целей понадобился гнутый профиль. Тем более, для этого достаточно пары инструментов, которые у настоящего умельца всегда под рукой.
Способы гибки швеллера
Достоинство плавного метода — сохранения целостности заготовки. На швеллере не будет сварочных швов, что сохранит его прочностные характеристики и коррозионную стойкость. Гибка швеллера осуществляется медленно, постепенно, пока изделие не обретет требуемую форму.
Есть следующие способы плавного сгибания профиля:
- Ручной. Понадобится бензорез или ацетиленовая горелка и шаблон из листа металла, на котором рисуют радиус предполагаемого изгиба. К листу привариваются ограничители. Один конец фиксируется тисками. Участок профиля нагревают и загибают вплотную к ограничителям. Последние также допускается приварить с выпуклой стороны, чтобы деформируемая заготовка лучше держала форму.
- Станочный. Агрегаты, задача которых — гнуть габаритный швеллер, называются профилегибами. Они подходят и для других видов профилей. Операция по приданию заготовке выпуклости/вогнутости именуется вальцеванием. Металл проходит через большие ролики, закрепленные на определенном расстоянии, и деформируется. Достоинства метода — возможность обойтись без нагрева заготовки, быстрота работы, универсальность (существуют станки для самых крупных швеллеров), точность загиба. Недостатки — внушительные размеры оборудования и высокая стоимость. Профилегибы используют лишь на предприятиях, выпускающих металлопрокат или подобную продукцию.
Особенности работы
Швеллеры – это очень прочные конструкции, которые достаточно сложно согнуть в домашних условиях, так как они практически не поддаются данной операции. Для совершения подобных работ используются специальные станки высокого давления, что и позволяют выполнить деформацию этого вида металлопроката.
Согнуть швеллер можно только тремя основными способами:
- по полкам;
- по стенке полками наружу;
- по стенке полками внутрь.
Обусловлено это тем, что форма этой конструкции несимметрична, что не позволяет выполнять ее деформацию в других плоскостях
Обратите внимание, что если швеллер достаточно большой, тогда его очень сложно деформировать, но все-таки возможно
