
Сварка силумина аргонодуговым методом: все «за» и «против»
Такой способ обладает массой преимуществ, из которых мы хотим выделить следующие:
- Эта технология одна из немногих, которая позволяет сварить детали из силумина;
- Процесс варки не займет много времени, если работать на короткой дуге;
- Применяя аргон в качестве защитного газа, вы обезопасите металл от окисления. Таким образом, если сваривать сплав по всем правилам, получится надежный крепкий шов;
- Даже на дому можно успешно осуществлять такого рода сварочные работы, но от опыта также многое зависит.
Конечно, как и у любого другого метода, у этого помимо плюсов найдутся и минусы:
Аргонодуговую сварку металла не желательно производить на улице. Причина в том, что есть вероятность сдувания защитного газа ветром из зоны сварки
Таким образом, для сваривания рекомендуют выбирать закрытые помещения.
При использовании аргонодуговой сварки важно собрать все нужное оснащение;
Есть вероятность появления трудностей при регулировке сварочного режима;
Детали из силумина нужно будет предварительно охлаждать, если вы используете трансформатор для сварки.
Подытоживая скажем, что процесс сварки силумина довольно кропотливый, он требует точности, аккуратности и немного опыта. Если вам важен итоговый результат, а не набор практических навыков, советуем вызвать профессионала.
Выполняем сварку силумина

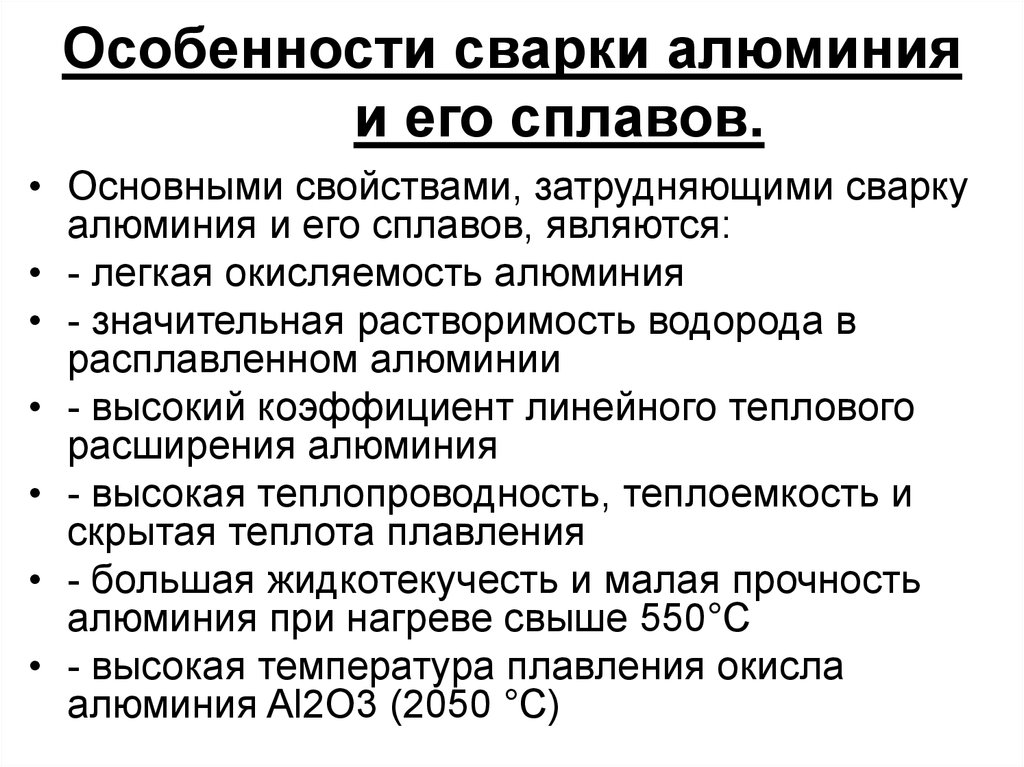
Сварка материала силумина на первый взгляд представляет собой несложный способ соединения изделий, но в действительности может сопровождаться множеством трудностей. В процессе сварки происходит нагревание сплава до высоких температур, что значительно уменьшает возможность соединения заготовок из силумина. Поэтому в процессе сварки используется аргон, предупреждающий процедуру окисления. Соответственно, сплав восстанавливается лучше.
Силумин – сплав кремния и алюминия. Он предназначен для изготовления деталей сложной формы. Этот сплав отличается высокими механическими, литейными характеристиками.
Техника сварки силумина
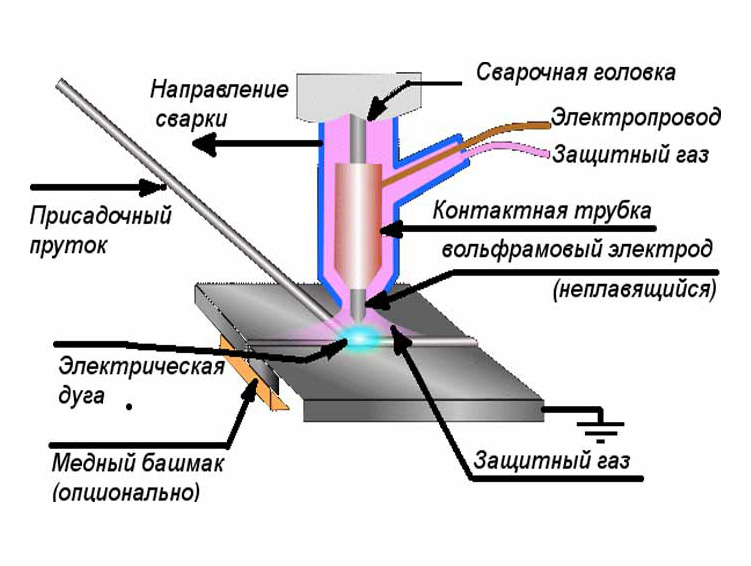
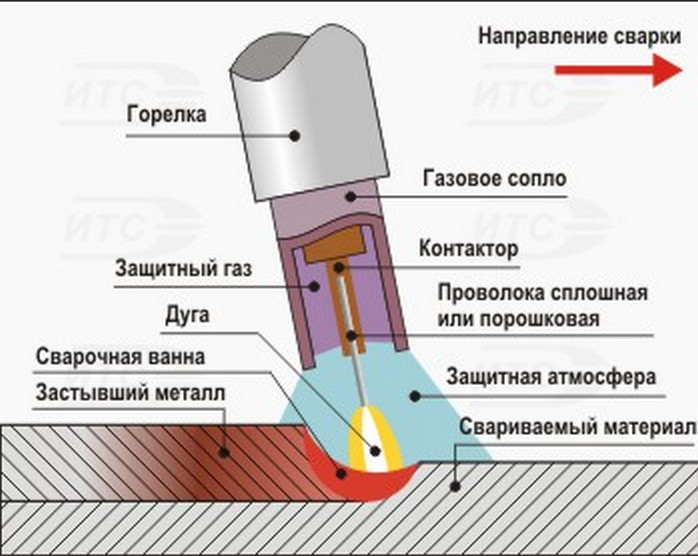
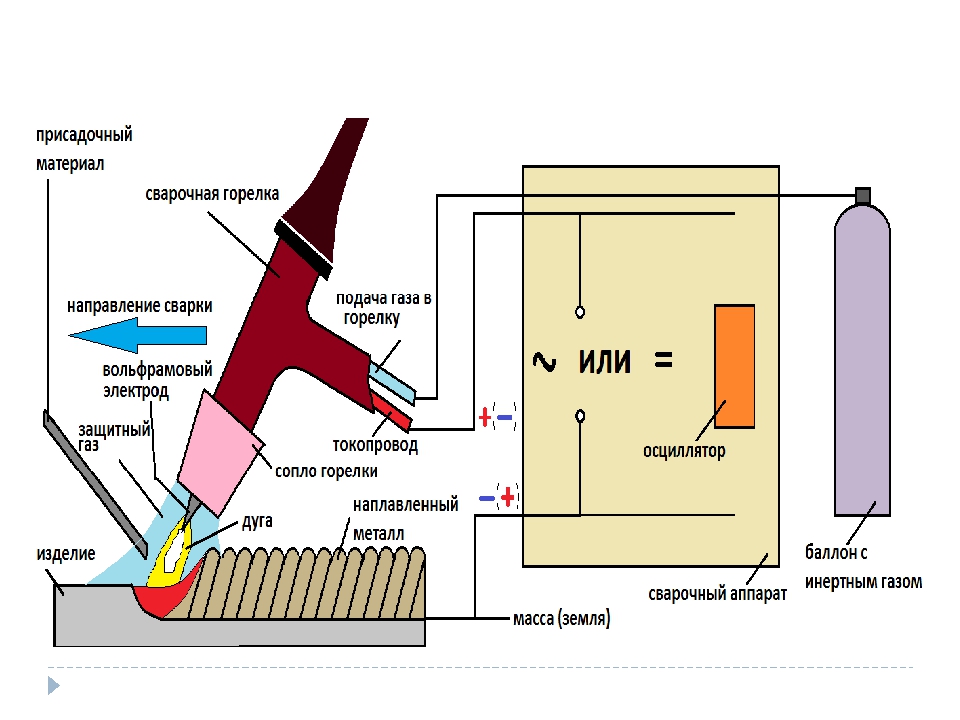
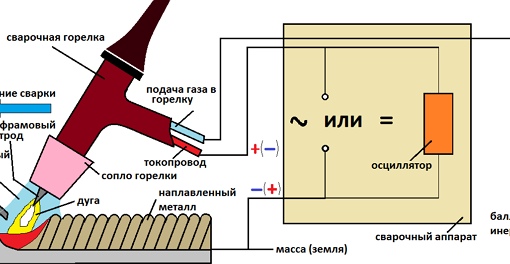
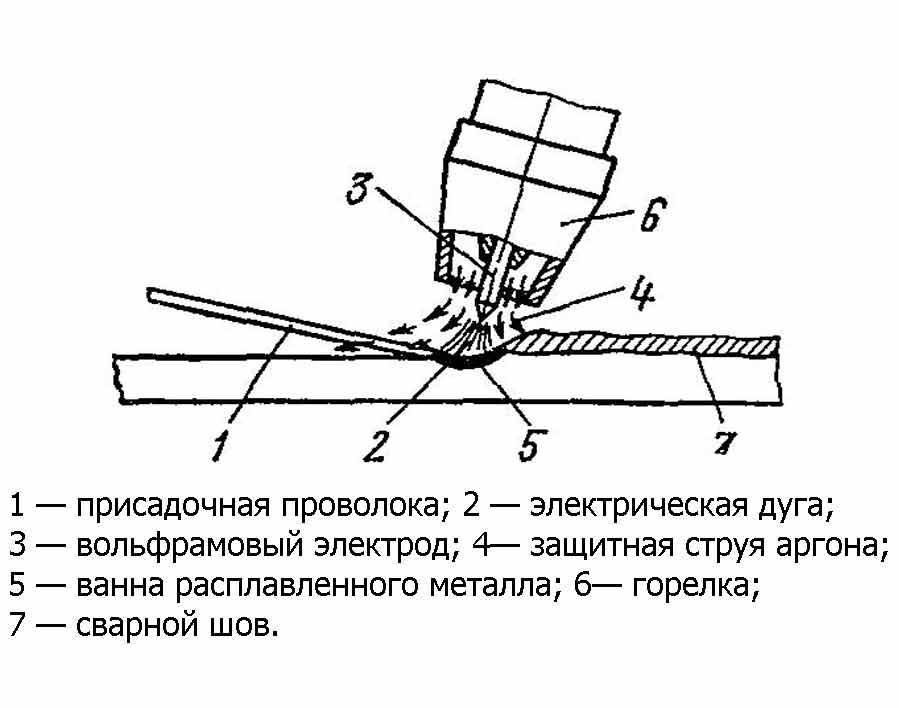
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
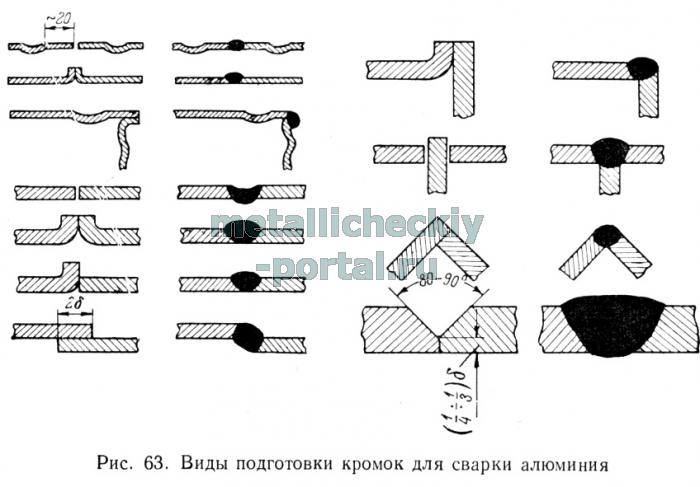
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
Преимущества технологии
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Можно ли варить силумин аргоном
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Особенности сплава
Алюминиево-кремниевый сплав легко поддается ковке и литейным работам. Изделия из него прочные, легкие и устойчивые к коррозии, внешне привлекательны.
Симулин используют во многих сферах деятельности:
- машиностроении;
- архитектуре;
- изготовлении посуды;
- деталей для сантехники и многих других.
Его физические свойства сравнивают со сталью, однако силумин гораздо легче. Он имеет низкую стоимость, поэтому стал более предпочтительным в производстве недорогой бытовой техники.
Чтобы восстановить или соединить силуминиевые детали используют сварку. Соединение этого сплава на практике имеет ряд сложностей и отличается от обычной сварки.
Поговорим подробнее о способах и технологии сварки силумина самостоятельно. Существует два способа соединения силумина в домашних условиях:
- аргонодуговой;
- плавящимися электродами.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды. Технология сварки силумина аргоном напоминает процесс сваривания алюминия
Это самый надежный способ соединения силуминовых изделий
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
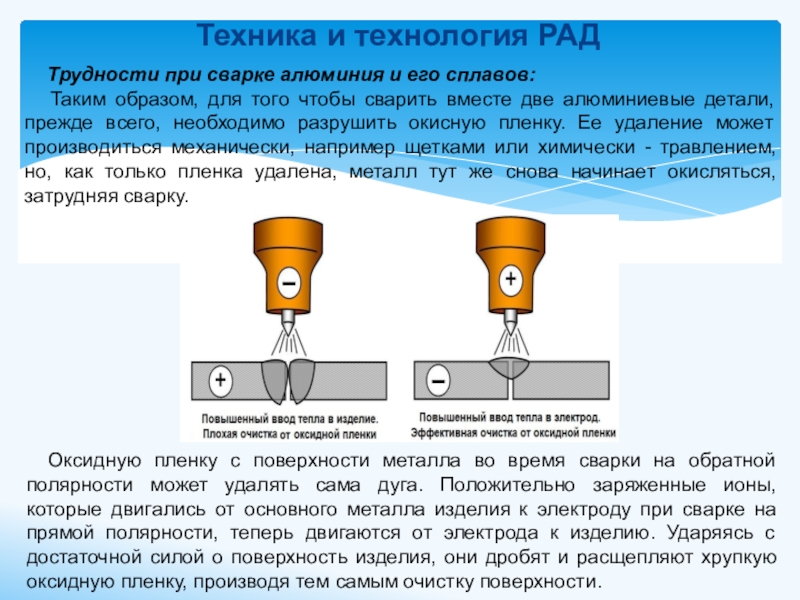
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Технология сварки
Чтобы заварить дюраль, используют разные методы. В домашних условиях металл варят электродуговым аппаратом плавящимися электродами. На производстве чаще применяют полуавтоматы, аргоновую сварку.
Расходные материалы выбирают под вид дюраля:
- ОЗА-1, стержень легирован титаном, медью;
- ОЗА-2 – алюминий с железом, титаном;
- ОЗАНА-1, ОЗАНА-2 – с кремнием, железом, ОЗАНА-1 применяют для сплавов А0, А1, А2, А3; ОЗАНА-2 – для АЛ4, АЛ9 и АЛ11;
- ОК96.10, ОК96.20 – стержень с марганцем, кремнием, железом.
Стержни предварительно прогревают до 150°С, просушивают. Для выполнения швов применяют сварочный трансформатор или другой преобразователь тока
Важно учитывать высокую текучесть алюминия, работы лучше проводить в нижнем положении. Скорость образования шва должна быть высокой, чтобы не образовалась большая ванна расплава
Качественных швов электродуговым методом не получить. Они получаются пористыми, возможно растрескивание. В металле возникают остаточные напряжения.


Вольфрамовый электрод применяется для стыковых соединений заготовок от 3-х мм толщиной. Нужно изолировать рабочую зону облаком инертного газа. Газосварка ацетиленом с использованием угольного электрода малоэффективна, образуются непрочные швы. С плазменными водородно-кислородными горелками получают прочные соединения
При работе с полуавтоматом нужно учитывать несколько нюансов: скорость подачи проволоки должна быть высокая; важно отрегулировать мощность дуги так, чтобы металл не перегревался. Аргоновая сварка с использованием тугоплавкого вольфрамового электрода – метод, позволяющий получать качественные соединения
Аппарат настраивают на переменный ток.
При проведении сварочных работ необходимо придерживаться правил ТБ, предварительно проверять сварочное оборудование. Выбор метода зависит от режима работы детали. Если нагрузка на скручивание, шов должен быть надежным. Для статической достаточно заварить дюраль плавящимся электродом.
Источник
Разновидности сварки алюминиевых сплавов
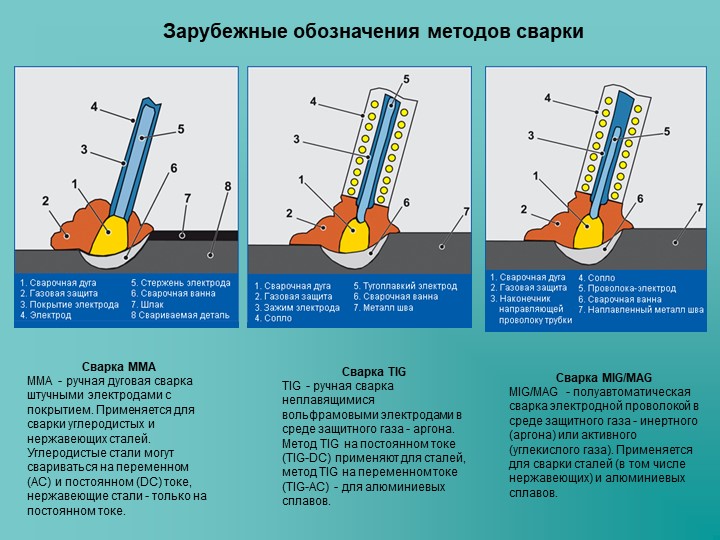
В промышленности, мастерских и быту используется три основных метода сварки сплавов алюминия:
- полуавтоматом с подачей проволоки в среде защитных инертных газов — DC MIG;
- электродами из вольфрама в среде защитных инертных газов AC TIG;
- покрытыми электродами без применения инертных газов — MMA;
- газовой горелкой с покрытыми электродами без аргона.
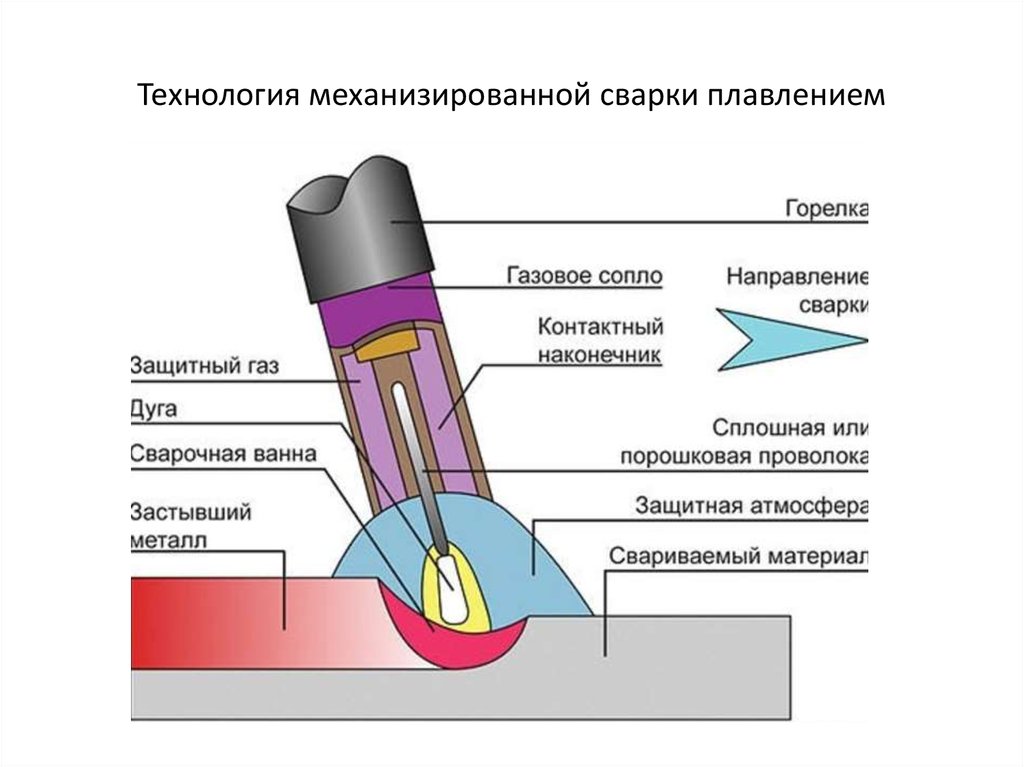
Сварочные полуавтоматы
Полуавтоматы для сваривания алюминия работают в импульсном режиме. Высоковольтный импульс напряжения разрушает оксидную пленку. Между импульсами происходит разогрев металла, капля затекает в сварочную ванну и образовывает качественный шов.
Принципиально полуавтомат для алюминия не отличается от устройств для сварки черных металлов, которыми некоторые умельцы варят силумин и дюраль. Но следует учитывать технологические особенности:
- алюминий и его сплавы не сваривают постоянным током с минусовой полярностью на электроде, только с плюсовой;
- необходимо использовать механизм подачи проволоки с 4 роликами и тефлоновым вкладышем, иначе проволока будет путаться;
- скорость подачи проволоки должна быть в 2-4 раза выше, чем в аппаратах для сварки стали.
Полуавтоматы для сварки сплавов алюминия намного дороже аппаратов для черных металлов, поэтому иногда дешевле модернизировать обычный сварочник для универсального использования.
Метод быстрый, но уступает по качеству шва дуговой сварке.
Сварка вольфрамовыми электродами
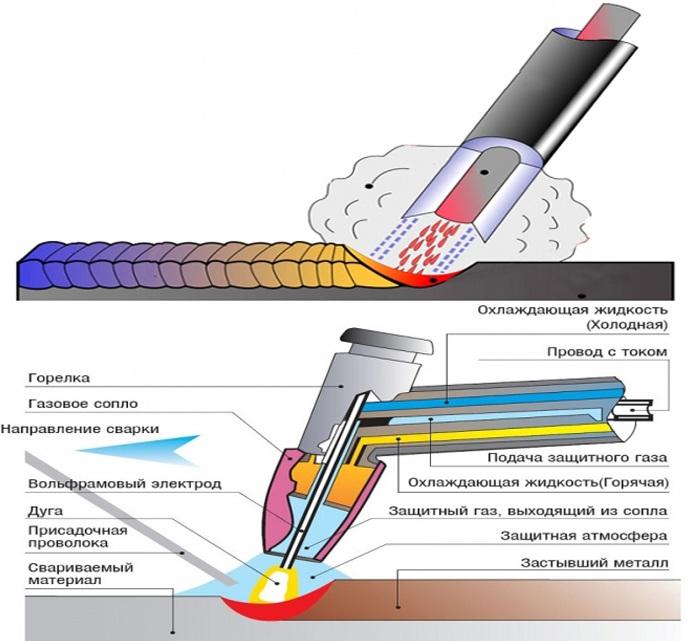
Дуговой метод сварки вольфрамовыми электродами подразумевает использование аргоновой среды. Такой метод обеспечивает наиболее качественное и аккуратное создание шва. Чтобы не образовывалась оксидная пленка, процесс происходит в защитной среде инертного газа — аргон. Возможно использование и других газов, как ксенон, криптон, азот, но они дороже и их использование может быть оправдано только специальными условиями.
Сварка дюралюминия вольфрамовым электродом с использованием трехфазной дуги повышает эффективность работы в 3-5 раз и позволяет сваривать детали толщиной 3 см в один проход. При обычном подключении за один проход можно сварить поверхности толщиной до 0,3 см.
Сварка покрытыми электродами без защитных газов
Такой метод сварки позволяет производить работы там, где использование газов не рекомендуется или запрещено:

- труднодоступные места;
- на улице;
- внутри резервуаров.
Электрод с внутренним стержнем, близким по составу к свариваемым металлам, покрывается хлористыми и фтористыми солями натрия и калия, криолитом. В процессе, при испарении, внешний слой электрода создает защитную среду.
Как заварить силумин
Итак, для сварки силумина необходима аргонодуговая технология. В состав оборудования входит инвертор, баллон с газом, осциллятор и специальная горелка. В горелку устанавливается неплавящийся электрод из вольфрама. В качестве присадки здесь должна выступать силуминовая проволока.
Перед началом сварочного процесса силуминовые заготовки необходимо подготовить. Основное правило – это удалить оксидную пленку.
- Сначала необходимо зачистить кромки свариваемых деталей с помощью наждачки, металлической щеткой, пескоструйной машиной или любым другим способом.
- Далее производится обработка химическим составом. Это может быть любой растворитель, бензин или раствор каустической соды. Если используется последний материал, то после обработки рекомендуется промыть металлические заготовки напором воды.
Сварка производится на обратной полярности при короткой дуге. Объяснить это можно лишь тем, что при короткой дуге металл проплавляется лучше. Присадочная проволока подается в зону сварки, где она также расплавляется и соединяется с основным металлом, что в конечном итоге образует единую однородную жидкую субстанцию. Она при остывании превращается в монолит.
Подавать быстро присадку в сварочную ванну нельзя. Это приведет к разбрызгиванию металла, что снизит качество сварного шва. Проволоку надо подавать перед горелкой, при этом держать под углом. Движение и подача должны быть равномерными точно вдоль шва. Нельзя отклонять присадочный стержень, двигать его поперек. Ровный и узкий шов – вот высокое качество соединения.
Все остальное, в принципе, точно так же, как и при сварке алюминия. А именно:
- При поджиге электрода нельзя касаться свариваемых металлических заготовок.
- Подачу газа надо начинать после 15 секунд после розжига вольфрамового электрода. Что обеспечит нагрев пространства в сопле горелки.
- Заканчивая сварку, нельзя останавливать подачу газа. Отключение можно провести после 10 секунд, как отключится подача электроэнергии на электрод. Это обеспечит равномерное остывание металла в зазоре между заготовками.
В домашних условиях можно сварку силумина проводить плавящимся электродом. К примеру, расходником от известной шведской компании ESAB марки ОК 96.50. Но и здесь есть своя специфика.
- Точно также производится подготовка заготовок.
- Предварительно свариваемые детали подвергаются нагреву до 250-300С.
- Электроды также предварительно подогреваются до 150С.
Электроды этой марки состоят из силуминового стержня и щелочно-солевой обмазки. При сварке выделяется в большом количестве шлак, который необходимо тщательно удалять. И все же сварка аргоном является более качественной.
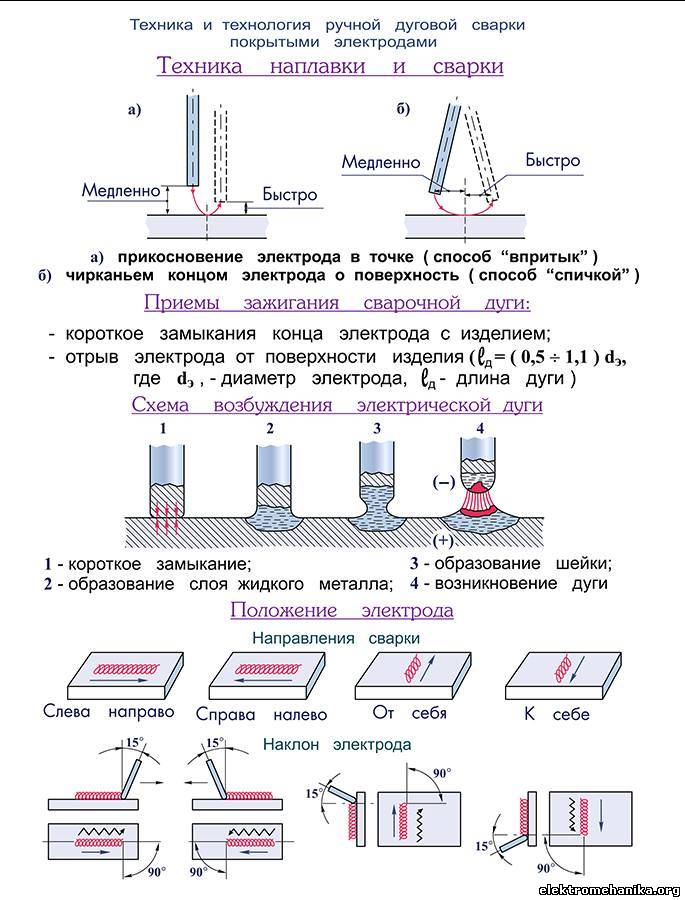
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.

Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.

Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.
 Поры в сварном шве
Поры в сварном шве
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
 Режимы сварки алюминиевыми электродами
Режимы сварки алюминиевыми электродами
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
Важно, чтобы длина дуги не превышала 2,5 мм.
Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
Между присадочной проволокой и электродом выдерживается прямой угол.
Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
Свариваемые элементы следует укладывать на железный стол
Черный метал будет отводить избыточное тепло.
Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.



Возможно ли проведение сварки силумина в домашних условиях
Силумин представляет собой сплав на основе алюминия, который используется для изготовления деталей. При обработке этого материала следует учитывать некоторые особенности. Например, сварка силумина похожа на работу с алюминием, однако этот процесс считается более энергозатратным.
Техника
На производстве, в частных мастерских и автосервисах мастера часто задаются вопросом о том, как сварить силумин. Для соединения деталей из этого материала применяется аргонодуговая сварка.
Технология представляет собой сваривание неплавящимся электродом.
Чтобы сделать надёжное соединение, используется специальная силуминовая проволока, которая выступает в качестве присадочного материала.
Перед использованием сварочного оборудования следует провести подготовку детали. Необходимо снять оксидную пленку, образующуюся на поверхности материала. Для этого используют наждачную бумагу, щётку или пескоструйный аппарат. Для химической обработки используют растворитель.
Какое оборудование необходимо?
Прежде чем приступать к сварочным работам следует подготовить оборудование
Для соединения силуминовых заготовок важно подобрать качественный аппарат. Сварочный трансформатор для этого не подойдёт. Нужен инверторный аппарат и газовый баллон
Нужен инверторный аппарат и газовый баллон
Помимо них применяют: вольфрамовые электроды, специальная горелка и осциллятор
Нужен инверторный аппарат и газовый баллон. Помимо них применяют: вольфрамовые электроды, специальная горелка и осциллятор.
Сваривать силуминовые детали можно полуавтоматом. Проволока подаётся под защитой инертных газов
При использовании полуавтомата важно учитывать некоторые особенности:
- Если постоянный ток имеет минусовую полярность на электроде, качественный шов сделать не получится.
- Чтобы соединяющая проволока не путалась при подаче, используют инструмент, оснащенный 4 роликами.
Преимущества и недостатки
У сварки силумина есть определённые преимущества и недостатки.
Сильные стороны:
- Деформация заготовки практически отсутствует благодаря малой области обработки.
- Аргон защищает обрабатываемую поверхность от попадания кислорода.
- Высокая скорость выполнения работ.
- С помощью этой технологии можно соединять конструкции, которые не поддаются другим методам сваривания.
Слабые стороны:
- При работе на улице сильный ветер будет мешать проведению работ.
- Если при создании дуги используется мощная токовая сила необходима дополнительная система охлаждения.
- Оборудование, используемое для соединения силумина, очень дорого стоит.
- Для работы с инструментами и создания качественного шва нужно обладать практическими навыками.
Требования
Заварить шов, используя сварочное оборудование, можно соблюдая определенные требования:
- Нельзя прикасаться электродом к обрабатываемой поверхности при зажигании дуги.
- Перед тем как подавать газ следует разогреть сопло горелки. Спустя 15 секунд можно открывать вентиль с газом.
- После прекращения подачи электричества на электрод следует подождать 10 секунд и только после этого перекрывать газовый вентиль.
Если работы проводятся дома, можно использовать плавящийся, а не вольфрамовый электрод.
Можно ли выполнять сварку такого типа дома?
Иногда необходимо провести сварку силумина в домашних условиях. Этапы проведения:
- Подготовить помещение, рабочее место и оборудование. При сварке аргоном нужно позаботиться о хорошей системе вентиляции. Для проведения работ подойдёт металлический стол.
- Чтобы соединить детали из силумина, нужно использовать плавящиеся электроды.
- Заготовки разогреваются до температуры в 300 градусов. Электроды нужно нагреть до 150 градусов.
Шов можно сделать плавкими электродами
Важно, чтобы они состояли из стержня силумина, который покрывается щелочно-солевым раствором. При проведении сварочных работ будет выделяться большое количество шлака. Его следует быстро убрать с поверхности заготовки
Его следует быстро убрать с поверхности заготовки
Его следует быстро убрать с поверхности заготовки.
Этапы сварки
Чтобы сделать качественное соединение силумина, сварка должна выполняться со строгим соблюдением технологии. Этапы:
- После зажжения дуги и включения газа в рабочую зона начинается подаваться проволока. Она расплавляется и создаёт качественное соединение деталей.
- При подаче проволоки её держат под углом перед соплом горелки.
- Проволоку нужно подавать медленно. Иначе расплавленные металл будет разбрызгиваться по сторонам и качество шва ухудшается.
При использовании присадочного стержня нельзя выставлять его поперек или делать большие отклонения в стороны.Сварка силумина, сварка дюраль электродом
Достоинства и недостатки аргонодуговой сварки силумина
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения,
- режим формирования шва – скоростной, сварка не отнимает много времени,
- не нужно предварительно прогревать детали и электрод,
- отработанная технология по силам начинающим,
- направленная дуга не перегревает деталь, она не деформируется.
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной,
- сложно сразу подобрать режим сварки,
- при работе с толстостенным металлом нужно продумывать способ теплоотведения,
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
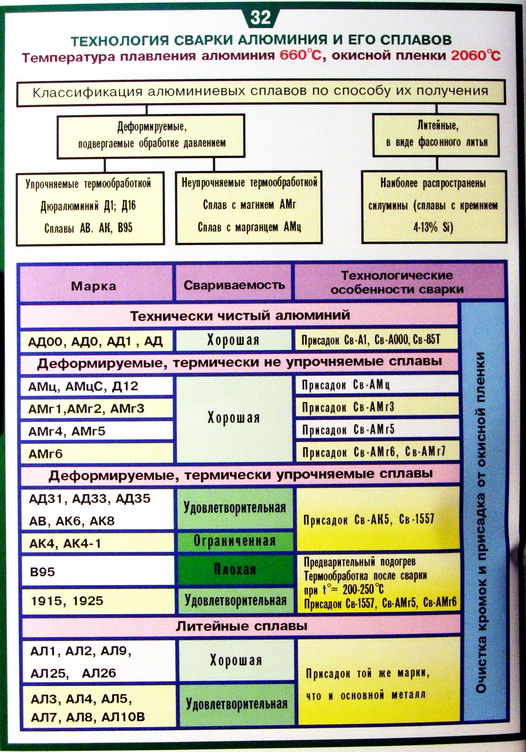
Сварка силумина сопряжена с некоторыми трудностями. В первую очередь, сварке поддается только силумин литейных марок, в состав которого входит цинк. Во-вторых, сварка этого материала в отличие от алюминия более ресурсозатратна.
Силумин – это двухкомпонентный сплав, в составе которого кроме алюминия и кремния присутствуют медь, железо, марганец и прочие элементы. Из него изготавливаются различные изделия методом литья. Хорошие литейные свойства позволяют получать тонкостенные или сложной конфигурации детали, к которым предъявляются повышенные прочностные требования.
Сломанное изделие из силумина легко узнать. На его сколе четко выделяются крупицы. На практике обычно ремонтом не занимаются. Но если возникает острая необходимость, то соединить детали можно несколькими способами: сваркой, пайкой и склеиванием.
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие;
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска;
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.
Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка);
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги;
- комплект газового оборудования;
- горелка;
- баллон с защитным газом;
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Под воздействием дуги присадка и кромки образуют однородный сплав


Сварка плавящимся электродом
Имея трансформатор или выпрямитель, заварить деталь можно плавящимся электродом ОК 96.50 – стержня из силумина, покрытого щелочной обмазкой. Перед работой его нагревают до 150°С. Восстанавливаемую зону детали тоже необходимо прогреть паяльной лампой или газовой горелкой до 300°С (на металле появятся темные пятна побежалости, если они желто-коричневые – температура 250°С). При этой же температуре делается наплавка. При такой сварке силумина в домашних условиях прочного шва не получится, частички шлака, а его при работе с плавящимся электродом образуется много, неизбежно остаются в расплаве.
Как происходит процесс?
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
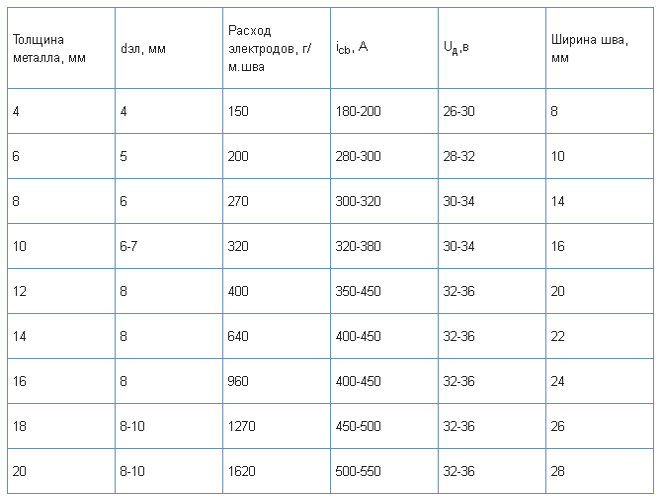
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины
Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.
При использовании технологии неплавкого электрода используют присадочные прутки из алюминиевых сплавов. Детали, толщиной до 2,5 мм можно варить, не разделывая кромок. Изделия массивнее требуют разделки, либо сварки с зазором порядка 0,5-1 мм.
Массивные заготовки сваривают за два прохода. Сначала от средины к краям шва выполняют проход для разогрева, а лишь затем ведут шов.
 Присадочный пруток удерживают при этом в левой руке, перемещая позади угольного электрода на расстоянии 7-10 мм (в зависимости от силы дуги).
Присадочный пруток удерживают при этом в левой руке, перемещая позади угольного электрода на расстоянии 7-10 мм (в зависимости от силы дуги).
Плавление прутка не должно происходить каплями, поскольку каждая из них окажется в своеобразном «мешочке» из окислов. При этом силумин будет разбрызгиваться, не образуя шва.
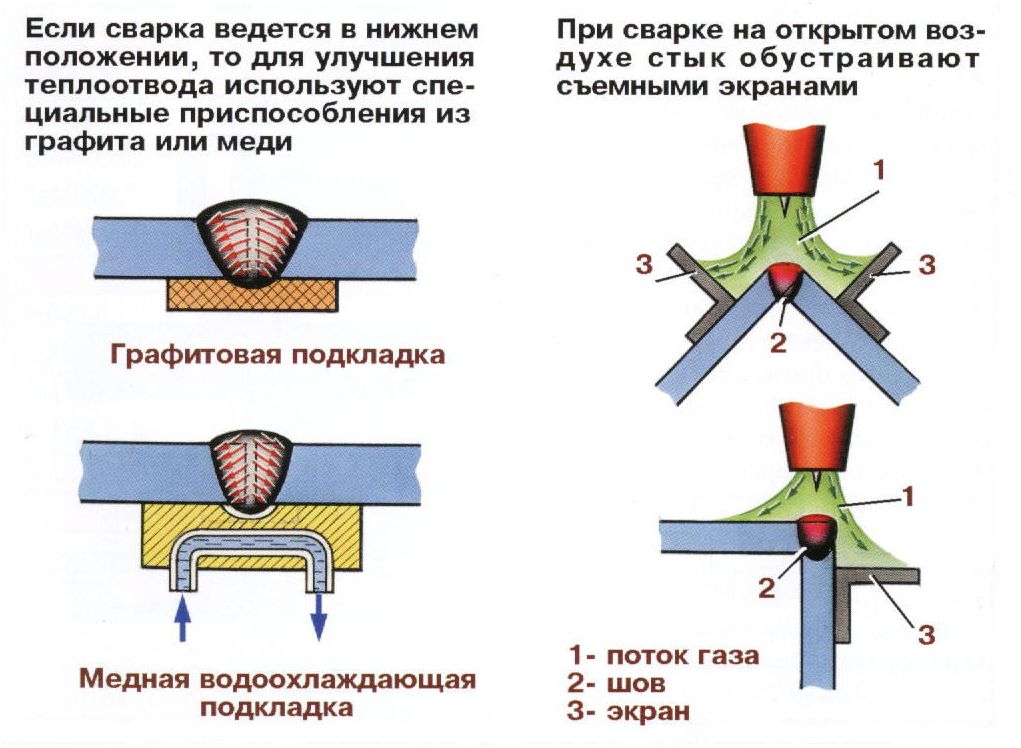
Чтобы этого не происходило, присадка плавится непосредственно в сварочной ванночке. Для предохранения вытекания из нее силумина, используют стальные подкладочные пластины.
Готовый шов должен остывать как можно медленнее.
Изделия из силумина китайского производства сваривать бессмысленно, поскольку по большей части они изготовлены на основе порошковых технологий. Даже если удастся подобрать подходящий режим и присадку, цена такого ремонта окажется дороже новой детали.