Необходимые комплектующие и инструменты
Мы видим, что инвертор в сварочных работах является незаменимым инструментом, лёгким и удобным в эксплуатации. Для того чтобы обеспечить его качественную сборку, понадобятся, кроме радиодеталей, следующие инструменты:
- мощный паяльник с припоем и флюсом;
- набор отвёрток и пассатижи;
- электродрель или шуруповёрт с набором свёрл;
- ножовка, нож, ножницы;
- подходящий по размеру корпус для монтажа инвертора.
Поскольку работа инвертора сопровождается нагревом элементов, необходимо обеспечить принудительную систему вентиляции, а диоды и транзисторы размещать на радиаторах.
https://youtube.com/watch?v=Gp3jWi_4MP4
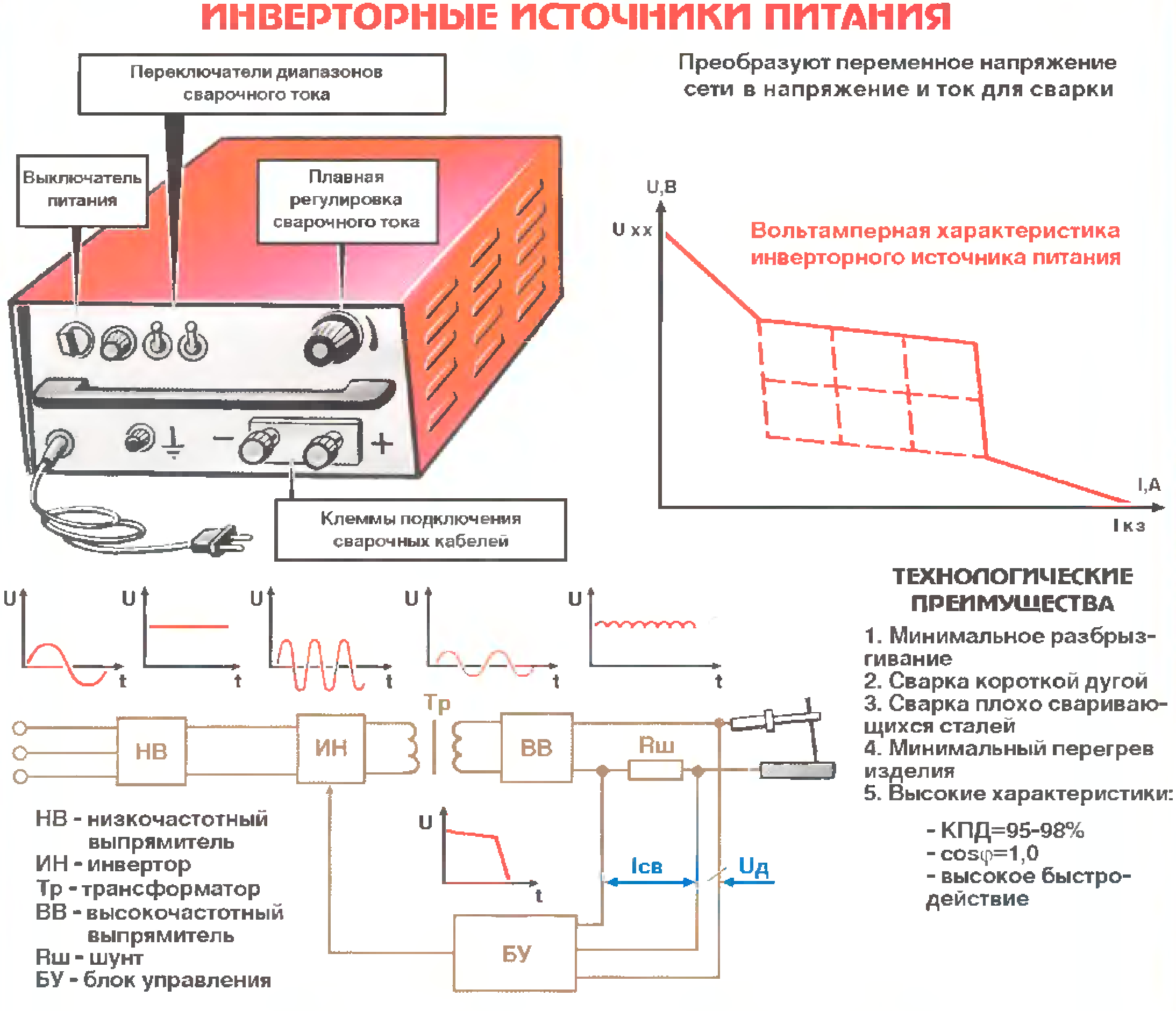
Чтобы понять суть сборки аппарата, необходимо разобраться в принципиальной схеме устройства и взаимодействия его составляющих между собой. Сварочный инвертор состоит из следующих основных узлов:
- сетевое напряжение 220 В, 50 Гц поступает на первичный низкочастотный диодный выпрямитель, после которого постоянное напряжение фильтруется конденсаторами;
- постоянное напряжение подаётся на инвертор, выдающий на выходе высокочастотное переменное напряжение;
- далее располагается понижающий трансформатор;
- затем вторичный высокочастотный выпрямитель;
- постоянный ток через дроссель идёт на электрод;
- со входа и выхода высокочастотного трансформатора осуществляется соединение с блоком обратной связи, который корректирует работу инвертора в зависимости от параметров сварочного тока;
- блок управления сварочным инвертором.
Особенности применения
Работа электрического тока в проводниках заключается в 2 явлениях:
- Выделении тепла. Его количество пропорционально квадрату силы тока: Q=(I^2)*R, где R – сопротивление проводника.
- Создании магнитного поля. Его интенсивность возрастает, если проводник смотан в катушку.
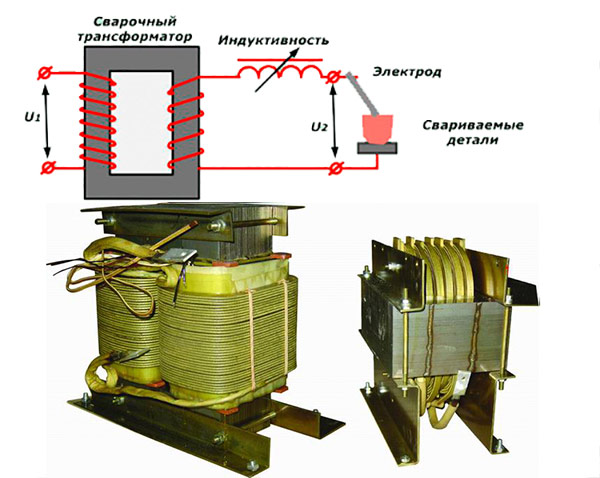
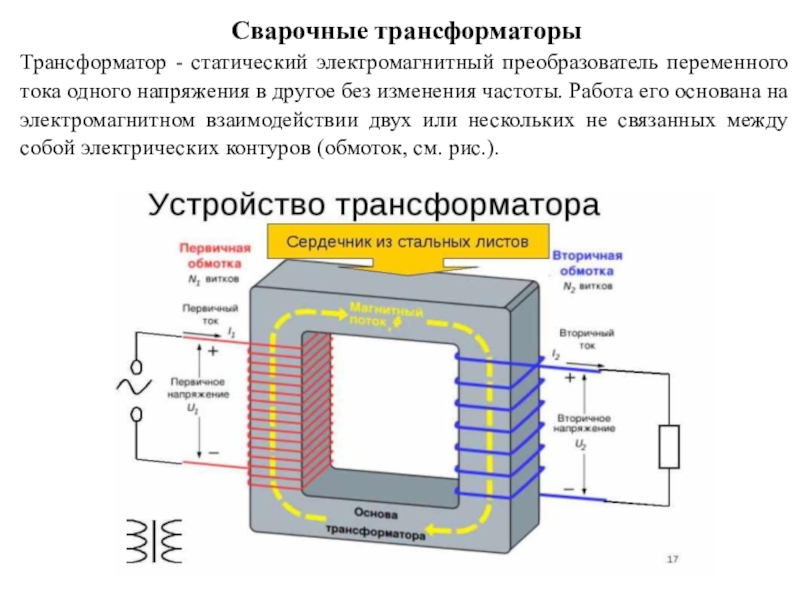
Способность электротока создавать магнитное поле используют для понижения напряжения с помощью трансформатора. Он состоит из 2 не связанных между собой катушек. Первичная подключается к сети, и протекающий в ней электроток посредством переменного магнитного поля наводит ЭДС во вторичной. Коэффициент понижения напряжения зависит от соотношения числа витков в катушках.
Дилемма выбора
Для решения вопроса: инвертор или трансформатор что лучше — надо подробно рассмотреть особенности работы каждого агрегата. Много лет именно трансформаторное оборудование считалось идеальным для прочного соединения металлических конструкций и деталей, оно использовалось для резки металла, если мощности газового резака было недостаточно.
Конструкция аналогичного оборудования не отличается сложностью: две обмотки, на одну из которых поступает переменный ток от сети. Агрегаты выпускались с подключением к трехфазной сети, их разделяют на большие и малые, но оба варианта отличаются большой массой. Для исполнителя такое оборудование безопасно, т. к. напряжение на холостом ходу не поднимается выше 48 В.
Трансформаторный аппарат применяется для сварки углеродистых сталей, изделий из чугуна и даже алюминия. Малые агрегаты используют ступенчатое переключение, а в крупных аппаратах регулирование происходит за счет сближения или разведения обмоток на определённое расстояние.
Инверторы — это аппараты с электронной начинкой, с помощью которой переменный ток преобразуется в постоянный и наоборот. Аналогичное
оборудование намного компактнее по габаритам и весу, поэтому использовать можно в любом месте, удобно устроив изящный корпус на плечевом ремне. Такие малые размеры достигнуты за счет применения нанотехнологий. Вот в принципе и всё, чем отличается трансформаторный сварочный аппарат от инвертора.
Важно! Не каждый домашний мастер сможет выделить средства из домашнего бюджета на приобретение инвертора, т. к
аналогичное оборудование окупается только при частом использовании.
Отличия между ними
Для наглядности и решения вопроса, чем инвертор отличается от трансформатора, приведём таблицу основных параметров этих агрегатов.
| Характеристика | Трансформаторный аппарат | Инвертор |
| Параметры напряжения | 220—380 В ±5—10% | 220—380V +15%, -30% |
| Защита | отключение при КРЗ | переход на холостой ход: при КРЗ, перегреве, залипании электрода |
| Параметры тока/регулировка | переменный/грубая | переменный и постоянный/плавная |
| Дополнительные функции | нет в наличии | · регулировка силы тока по параметрам сварки;
· легкая активация дуги; · Сила дуги; · отключение изделия при прилипании электрода. |
| Вес аппарата | внушительный | малый |
| Необходимая квалификация исполнителя | без опыта выполнения работ | высокая |
| Мобильность | низкая | высокая |
| КПД | не более 50% | высокий |
| Цена ремонта | низкая | очень высокая |
| КП (коэффициент прерывистости) | отсутствует | при максимальной силе тока |
| Величина силы тока | нет ограничений | ограничения по КП |
Вывод такой: трансформатором легче пользоваться начинающим сварщикам для приобретения опыта, а затем уже переходить на инвертор.
Ю. И. Алексеев, образование: ПТУ, специальность: сварщик 6 разряда, опыт работы: с 1998 года: Выбор сварочного оборудования во многом зависит от бюджета организации, но рачительный хозяйственник всегда найдет средства для закупки высокопроизводительного аппарата, чтобы повысить качество работ».
Газовая сварка
Это безэлектродный метод соединения металлических изделий, который прост в применении, не требует источника электроэнергии и дорогостоящего оборудования.

Отличительные особенности
При газовой сварке соединение металлов происходит путем плавления кромок детали и присадочной проволоки, которые разогреваются направленной струей горящего газа, выходящего из горелки. Эффективное и стабильное горение газа в горелке обеспечивается созданием смеси ацетилена с кислородом. Кроме использования ацетилена, для повышения продуктивности нередко используют водород.
Водородный сварочный аппарат (электролизный) более безопасный в эксплуатации и отличается образованием швов высокого качества. Вместо баллона с газом используется специальный агрегат, называемый электролизером, в котором происходит разложение воды на кислород и водород. Данный процесс происходит благодаря воздействию на воду электрического тока. В дальнейшем, водород поступает через шланг на горелку, и процесс сварки происходит обычным методом, как при использовании баллонного газа.
Сфера применения
Газовое сварочное оборудование применяется для следующих целей:
- соединение металлов, таких как алюминий, силумин, свинец, медь, нержавеющая сталь, черные и другие типы металлов;
- заварка трещин и установка заплат на металлических изделиях;
- герметичная стыковка труб малых и средних диаметров, в том числе и тонкостенных;
- наплавка латунного покрытия на металлические детали;
- изготовление различный емкостей и сосудов.
Плюсы и минусы
Плюсы газовой сварки:
- не требуется дорогое оборудование;
- доступность расходных материалов;
- не требуется источник энергии;
- возможна регулировка силы пламени и степени нагрева детали.
Недостатки метода:
- долгий разогрев металла в сравнении с дуговой сваркой;
- широкая зона теплового воздействия;
- стоимость ацетилена и кислорода превышает стоимость электричества, если провести для сравнения одинаковые сварочные работы, используя оба метода;
- низкая скорость проведения работ при соединении толстых деталей, поскольку происходит значительное рассеивание тепла по заготовке;
- метод плохо поддается автоматизации;
- применяемые газы (ацетилен и кислород) отличаются высокой взрывоопасностью;
- довольно громоздкое оборудование, для перемещения которого требуется наличие транспорта.
Преимущества и недостатки сварочного инвертора
Плюсы:
- по сравнению с обычными сварочными трансформаторами – небольшая масса и компактные размеры;
- возможность использования электродов любого типа (как для постоянного, так и переменного тока), что позволяет работать с разными материалами одним электродом;
- возможность аргонодуговой сварки (не все модели);
- достаточно редкие случаи залипания электрода при касании к металлу;
- высокий КПД (90% и более), благодаря отсутствию значительных потерь на большую индукцию, характерную для традиционных сварочных трансформаторов, практически вся расходуемая агрегатом энергия поступает на дугу;
- минимальное разбрызгивание металла, что особенно заметно при ведении работ электродами малых диаметров. Дуга зажигается и работает с ними мягко, шов аккуратный, количество шлака небольшое. Возможность понижения силы тока до 10-15А позволяет варить электродами диаметром 1,6 мм;
- аппарат позволяет работать со специальными электродами для коррозионностойких сталей, цветных металлов, неплавящимися электродами для сварки алюминия в среде инертных защитных газов;
- возможность плавного регулирования сварочного тока;
- модели с функциями антизалипания, горячего старта и стабилизации дуги во время залипания значительно облегчают процесс сварки для новичков;
- минимальные помехи и нагрузка для электросети, что обеспечивает безопасность и избавляет от необходимости отключать бытовую технику на время работы сварочного инвертора.
Минусы:
- для большинства моделей – слабая защищенность от пыли, негативно влияющей на работоспособность электроники;
- высокая чувствительность электроники к минусовым температурам. Большинство моделей нельзя использовать уже при температурах окружающего воздуха ниже -3°C;
- более высокая стоимость, по сравнению с традиционными сварочными трансформаторами.
Трансформатор или инвертор: что лучше?
Итак, теперь вы знаете, что такое трансформатор и инвертор, и каковы их отличия. На этом этапе у вас наверняка возник вопрос: «А какая сварка лучше инвертор или трансформатор?». Мы вас огорчим, но короткого ответа не существует. Поскольку есть множество нюансов. Но, обо всем по порядку.

Прежде всего, трансформатор и инвертор — это два совершенно разных аппарата. У них разное устройство, разный принцип действия, разный способ настройки. Различаются даже габариты и вес.
Инверторы более дружелюбны к начинающим, поскольку снабжаются дополнительными функциями, упрощающими сварку. Но при этом они менее надежны и недостаточно мощные. Трансформаторы сложны в освоении и здесь качество шва напрямую зависит от выбранных настроек и мастерства самого сварщика. Зато они гораздо мощнее и предоставляют вам больше возможностей в будущем.
Отсюда следует простой вывод: трансформаторы необходимы тем, кто всерьез хочет освоить сварочное дело, но не готов тратить большие деньги на мощный инвертор. Трансформатор за сравнительно небольшую цену даст вам гораздо больше возможностей, чем бытовой инвертор. Но вам придется потратить немало времени на изучение теории по настройке такого аппарата.
А вот инвертор понравится всем дачникам и гаражным умельцам, которым нужно пару раз в году что-то подварить. Они не хотят долго разбираться с настройками и возиться с транспортировкой аппарата. Но чтобы получить более мощный аппарат, им придется купить дорогой профессиональный инвертор либо тот же трансформатор.
А как же выпрямители?
Опытные мастера наверняка заметили, что в этой статье мы не рассказали про еще один интересный тип сварочного оборудования. Речь идет о выпрямителях . Многие новички даже не слышали о таких аппаратах, хотя выпрямитель может стать идеальным вариантом при выборе первого сварочника.
Выпрямитель во многом схож с трансформатором. Он такой же громоздкий и мощный. Но есть одно ключевое отличие. Дело в том, что трансформаторный аппарат осуществляет сварку на переменном токе. Отсюда и множество трудностей с поджигом дуги и ведением шва. Выпрямитель лишен этого недостатка. Он, как и инвертор, осуществляет сварку на постоянном токе. Поэтому новичку проще поджечь дугу и в целом управляться с аппаратом.
Большинство выпрямителей заточены так же под ручную дуговую сварку, так что с этим у вас не будет проблем. Выпрямитель так же надежен, как и трансформатор, поскольку в нем редко встречаются электронные компоненты. Ни один дешевый бытовой инвертор не сравнится по надежности с выпрямителем или трансформатором.
Именно поэтому, задавая вопрос «Что лучше: сварочный трансформатор или инвертор?» вспомните про выпрямитель. Это отличный аппарат как для новичка, так и для практикующего мастера.
Преимущества инверторной сварки
- Низкий вес и компактные размеры;
- Возможность применения дополнительных функций во время сварки, улучшающих ее качество;
- Точность характеристик преобразования, соответствующих тонким показателям шкалы настройки;
- Низкое потребление электричества и возможность подключаться к обыкновенной сети;
- Стабилизация горения дуги даже при скачках напряжения в сети.
Недостатки инверторной сварки
- Высокая стоимость;
- Большая чувствительность к перегреву;
- Невозможность длительной беспрерывной работы;
- Чувствительность к ударам.
Принцип работы
Чтобы определить, какая сварка лучше инвертор или трансформатор, следует рассмотреть принцип их работы. При подаче тока на включенный инвертор он попадает на первичный выпрямитель. На этом этапе происходит преобразование его с переменного в постоянный. Далее он поступает на специальный блок инвертора, где изначальные параметры в 220В преобразуются и напряжение снижается. После этого ток снова делается переменным. На этом блоке происходит увеличение частоты тока и напряжения. Затем электричество поступает на трансформатор, где происходит окончательное преобразование параметров до значений, указанных на датчиках инвертора. Окончательным этапом является второй выпрямитель, на котором ток снова становится постоянным и подается на выход.
Назначение и область применения трансформаторной сварки
Данный тип сварки применяется в последнее время преимущественно на производстве, где требуется проводить простые операции. Аппараты находят применение и в частной сфере, но это преимущественно устаревшие модели. При выборе, что лучше сварочный аппарат или инвертор, в сторону первого склоняются те, кому нужно варить много, по несколько часов подряд и сталкиваться с большой толщиной деталей.
Сварочный трансформатор
Преимущества трансформаторной сварки
- Простота конструкции, обеспечивающая надежность эксплуатации и легкий ремонт;
- Относительно низкая стоимость самого аппарата и его обслуживания;
- Слабая чувствительность к перегреву и высокой температуре;
- Здесь практически нет таких деталей, которые бы смогли сломаться от ударов, встряски и прочих небольших механических повреждений.
Недостатки трансформаторной сварки
- Высокая чувствительность к скачкам напряжения в сети;
- Отсутствие точного обозначения выходных параметров, так как все определяется условно с достаточно большим шагом регулировки;
- Большие габариты и немалый вес;
- Высокое потребление электричества для работы;
- Для подключения необходима трехфазная электрическая сеть.
Принцип работы
Трансформаторы могут, как увеличивать, так и уменьшать выходные параметры рабочего тока и напряжения. Электричество поступает на первичную обмотку трансформатора, которая располагается на стальном сердечнике. В катушке индуцируется магнитное поле. Благодаря близкому расположению вторичной катушки, магнитное поле первичной начинает генерировать в ней электрический ток. Параметры полученного электричества зависят от дальности расположения катушек, а также от количества витков в них. Если на вторичной витков больше, то напряжение будет увеличиваться.
Сравнение
Сравнение того, что лучше сварочный трансформатор или инвертор показывает, что для большинства сложных процедур сварки инвертор оказывается более востребованным, так как его дополнительные функции и современные режимы упрощают всю технологию. Сварка алюминия, нержавеющей стали и прочих сложных металлов становится более простой. Легкость транспортировки, хранения и использования с помощью автономных источников питания также трудно переоценить.
Трансформатор всему этому может противопоставить только надежность конструкции и относительно низкую стоимость. Но тот факт, что его энергопотребление является более высоким, делает инвертор окупаемым со временем. В различных цехах, где сварка ведется почти непрерывно, трансформаторы ведут себя более надежно, но подходит это только для самых простых видов соединения.
Вывод
Стоя перед выбором, что лучше приобрести инверторный или трансформаторный сварочный аппарат большинство специалистов склоняются к инвертору. Это подтверждается также более широким выпуском современных моделей, среди которых трансформаторы встречаются крайне редко. При покупке многие и не знают, что означает инверторный сварочный аппарат, но выбирают именно их, так как среди компактных моделей для дома, а также многофункциональных устройств. имеются только инверторы.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора
Секционированием витков первичной обмотки трансформатора можно изменять его коэффициент трансформации и, соответственно, выходные параметры. Это простой, надежный и дешевый способ регулирования, но изменять параметры с его помощью можно только ступенчато. Причем, если не предусмотрено двухдиапазонного регулирования или если число ступеней регулирования мало, настройка напряжения будет довольно грубой. При этом способе регулирования также невозможно использовать дистанционное управление. Однако он часто используется в дешевых источниках питания для сварки МИГ/МАГ.
Дополнительные рекомендации по выбору оборудования
Выбор сварочного инвертора требует внимания к такому параметру данного оборудования, как величина номинального тока. Номинальным считается такой ток, при котором сварочное оборудование работает без перегрузок и не перегревается.
Выбирать сварочное оборудование по значению номинального тока следует с некоторым запасом. Так, к примеру, если вы преимущественно будете использовать аппарат при значениях тока в 120 Ампер (сварка деталей толщиной до 4 мм электродом с диаметром 3 мм), то выбрать стоит инвертор, номинальный ток которого составляет 160 Ампер (на 30–50% больше).
Соблюдать такое правило следует еще и потому, что в наших электрических сетях часто случается значительное понижение напряжения, что сразу влечет за собой и снижение силы сварочного тока. Выполнить качественную сварку в таких случаях, если вы подобрали сварочное оборудование без учета запаса по номинальному току, будет практически невозможно. Оказывать влияние на снижение сварочного тока может и длина проводов, с помощью которых вы подключаете оборудование к электрической сети.
При выборе аппарата важно также оценивать степень его защиты от влаги и пыли. Для этого недостаточно просто взглянуть на фото такого оборудования, а вот узнать о том, какому классу соответствует его защита, стоит
Для бытового использования вполне подойдут модели, класс защиты которых обозначается IP21. Есть модели инверторов с классом защиты IP23, которые могут эксплуатироваться даже под косым дождем, но переплачивать за такую опцию нет смысла, потому что мало кто будет выполнять сварочные работы в таких погодных условиях, да и хранят подобное оборудование не под открытым небом.
Инверторный аппарат от известного производителя Ресанта
Существует еще несколько немаловажных характеристик, на которые следует обращать внимание при выборе сварочного аппарата. Учитывайте следующее
Предусмотрены ли у аппарата дополнительные опции, которые делают работу с ним более удобной и комфортной? К таким опциям относятся: «Горячий старт» — быстрое, практически мгновенное, зажигание сварочной дуги; «Антизалипание» — в тех случаях, если электрод залип на свариваемой детали, сварочный ток автоматически перестает подаваться на него; «Форсаж дуги» — опция, особенно полезная при выполнении вертикальных сварочных швов.
Ремонтопригодность аппарата. Сварочные инверторы являются достаточно сложным оборудованием, для ремонта и технического обслуживания которого необходимы не только специальные знания, но и соответствующие комплектующие элементы. Поэтому, если в вашем регионе нет авторизованного сервисного центра по обслуживанию аппарата, который вы собираетесь приобрести, то лучше остановить свой выбор на устройствах других торговых марок.
Гарантийный срок
Важный параметр, на который также стоит обращать свое внимание при выборе аппарата

Производители с именем предоставляют на свое оборудование гарантийный срок до двух лет, в то время как у малоизвестных китайских компаний такой срок может измеряться всего двумя–тремя месяцами.
Возможность модернизации устройства с целью повышения его функциональности
Такое качество важно в том случае, если вы собираетесь использовать аппарат для сварки не только обычных сталей, но и цветных металлов, которые можно качественно соединять только в среде защитного газа. В таких случаях лучше остановить свой выбор на оборудовании, к которому дополнительно можно подключить устройство для подачи защитного газа и, соответственно, сам газовый баллон.
Тиристорный сварочный выпрямитель
Упрощенная схема универсального тиристорного сварочного выпрямителя приведена ниже.
Тиристор представляют собой управляемый диод. Внешне тиристор выглядит также как и диод, но имеет дополнительный управляющий электрод, по которому он получает сигналы управления, и которые его отпирают (открывают) в заданный момент полупериода напряжения. Этот момент называется углом отпирания тиристора. Запирается тиристор автоматически (самостоятельно) при окончании полупериода напряжения, т.е. когда напряжение на нем снизится до нуля. Регулирование напряжения и тока на выходе источника питания осуществляется изменением угла отпирания тиристора. Чем меньше угол отпирания тиристора, т.е. чем большую часть полупериода напряжения он оказывается открытым, тем выше сила тока на выходе выпрямителя. При использовании больших углов отпирания тиристора значение выходных параметров снижается при одновременном повышении их пульсаций. Для снижения пульсации напряжения и тока на выходе тиристорных источников питания устанавливают большие катушки индуктивности. Индуктивность является эффективным средством по сглаживанию электрических сигналов, но, в то же время, она ухудшает динамические свойства источника питания.
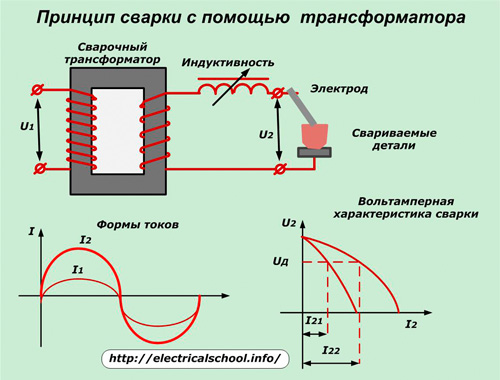
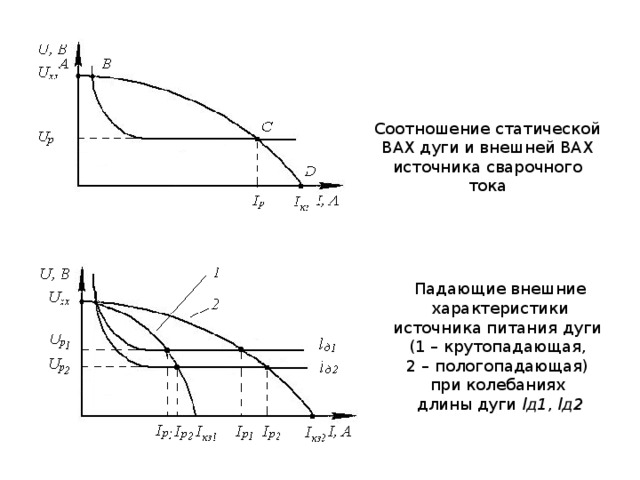
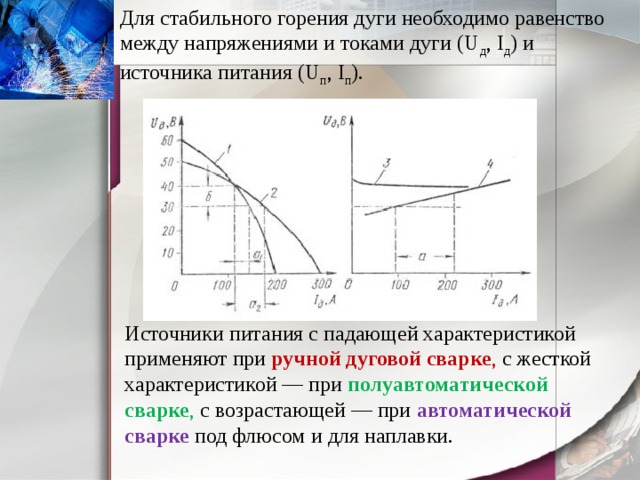
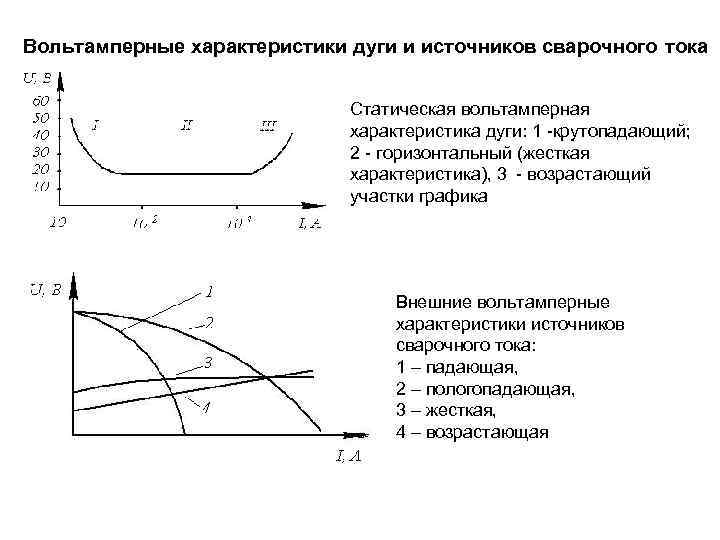
Тиристорные выпрямители являются, как правило, универсальными, т.е. такими которые обеспечивают как падающие, так и пологопадающие внешние вольтамперные характеристики и таким образом, могут быть использованы как для ручной дуговой сварки покрытыми электродами, так и для полуавтоматической и автоматической сварки в защитных газах и под флюсом.
Что общего у инвертора и трансформаторного сварочного аппарата
Сходство этих аппаратов в их назначении — образование и поддержание электрической дуги. Но есть ещё некоторые моменты, которые их объединяют:
- Рассматриваемые аппараты объединяет наличие трансформатора, но разного размера. За счёт предварительного получения тока высокой частоты, в инверторах нет необходимости в использовании больших трансформаторов. Для получения тока 160 А нужен трансформатор весом 0,25 кг. Для получения такого же тока в индуктивных аппаратов необходим трансформатор весом 18-20 кг.
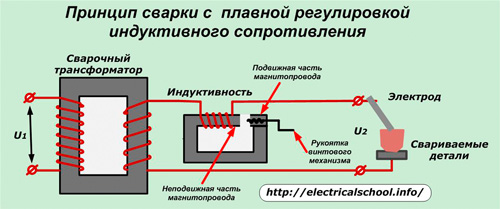
- Возможность плавной регулировки тока. Трансформаторные аппараты имеют такую возможность благодаря изменению величины воздушного зазора в магнитопроводе.
- Питание аппаратов осуществляется от бытовой (220В) или промышленной (380В) сети.
- У большинства сварочных аппаратов есть защита от короткого замыкания.

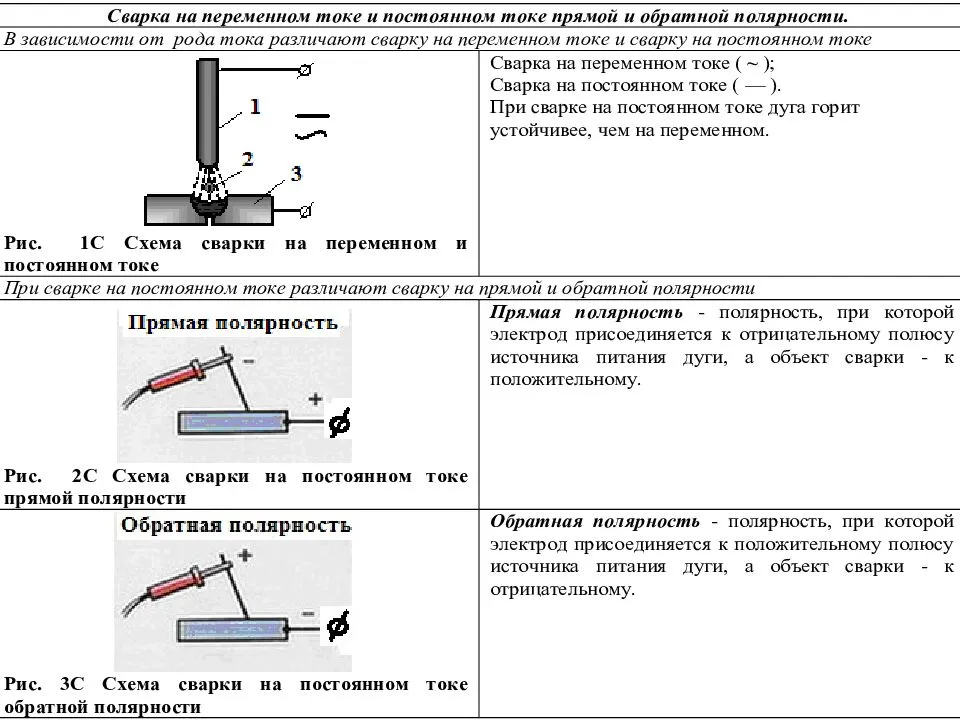
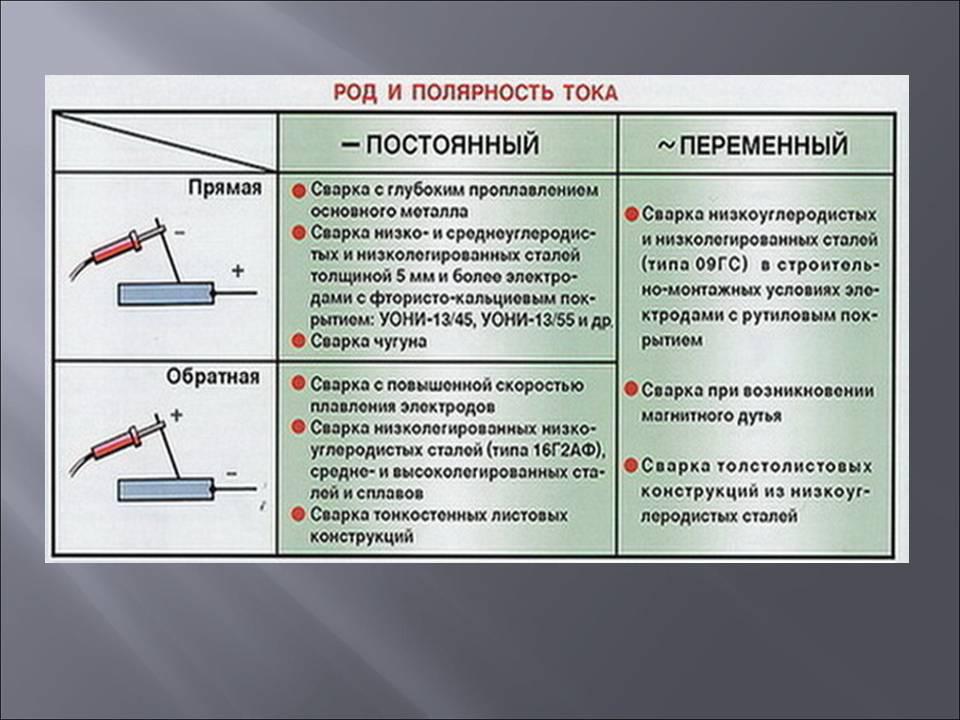
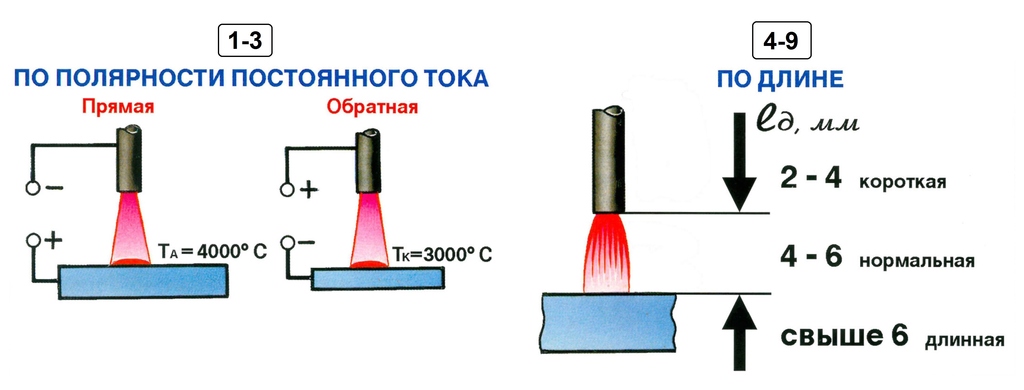
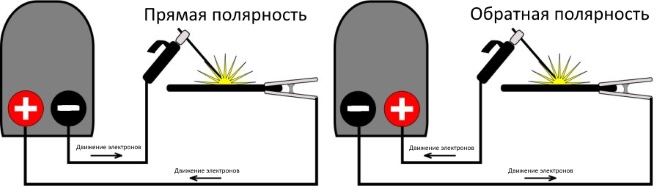
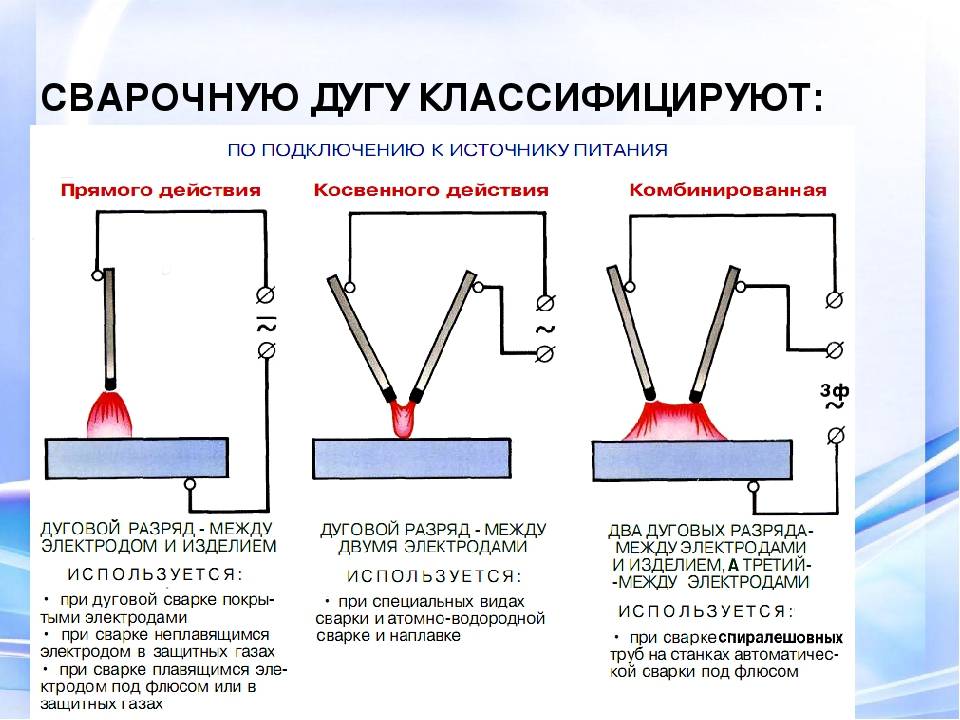
Что такое прямая и обратная полярность
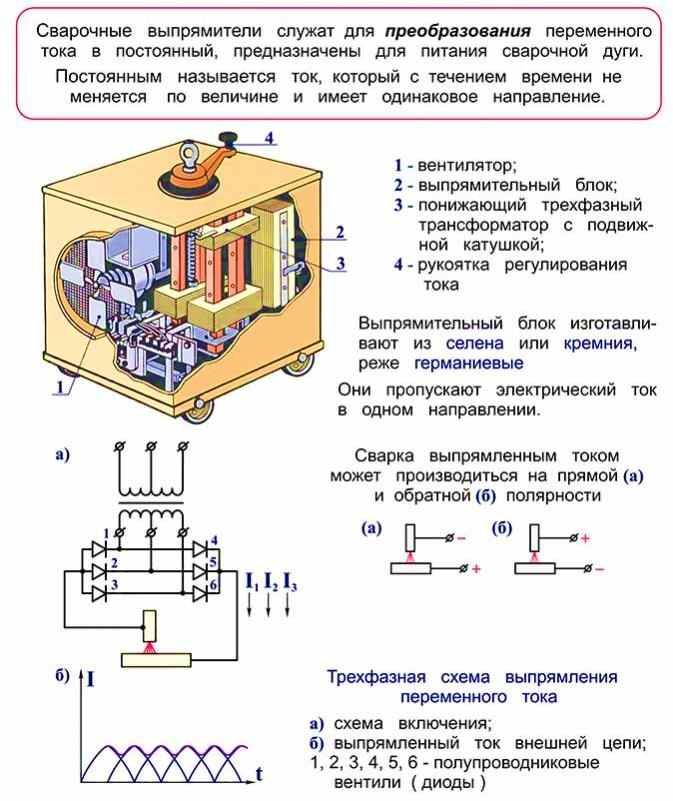
Сварка постоянным током подразумевает наличие гнезда, для подключения к “+” и “–” сварочного аппарата. В зависимости от того, куда подключена масса, а куда электрод и различают полярность.
- Прямая полярность – схема подключения, при которой к плюсовому гнезду присоединяется масса, а к минусу – электрод. При этом род и полярность тока обуславливает существование анодного и катодного пятен. При таком подключении анодное(более горячее) образуется на стороне заготовки.
- Обратная полярность – масса присоединена к минусу, а электрод к плюсу. На обратной полярности при сварке постоянным током анодное пятно с более высокой температурой, образуется на противоположной стороне, то есть – электроде.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
| Тип | Характеристика |
| V | Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц |
| НВ | Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц |
| Н | Низкий эффект режима выключения. Напряжение подачи – до 1200 вольт, частота до 35 кГц. |
| М | Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр – до 20 кГц |
| W | Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности. |
Особенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGH40N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
| Параметры | Значения |
| Суммарные потери | Pd = Pконд + Pперекл |
| Кондуктивные потери | Pконд = Uкэ нас (rms) × Iк × D, где D – коэффициент заполнения |
| Потери на переключение | Pперекл = Eперекл × f, где f – частота переключений, Eперекл = (Eвкл + Eвыкл) — суммарные потери на переключения (приводится в параметрах IGBT) |
| Максимальная мощность, ограничиваемая перегревом кристалла | Pd = (Tj – Tc)/Rth-jc, где Tc – температура корпуса, Tj – температура кристалла, Rth-jc – тепловое сопротивление «кристалл-корпус» (приводится в параметрах IGBT) |
Все эти данные помогут вам правильно рассчитать нужный тип транзистора для инверторного сварочного аппарата. При выборе транзистора учитываем обязательно параметр для высокого порога возможного напряжения работы устройства.
Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность.
Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Обозначения сварочного тока для электродов
Маркировка расходников имеет вид дроби. Последняя цифра в знаменателе обозначает род тока. «0» расшифровывается как «только постоянный с обратной полярностью». Прочие цифры означают, что расходник является универсальным, т.е. может варить любым видом тока. При этом для постоянного зашифрована полярность, для переменного – минимально требуемое значение вольтажа холостого хода.
Данные сведены в таблицу:
| Рекомендуемая полярность постоянного электротока | Разность потенциалов холостого хода источника переменного электротока, В | Обозначение |
| Обратная | – | |
| Любая | 50±5 | 1 |
| Прямая | 2 | |
| Обратная | 3 | |
| Любая | 70±10 | 4 |
| Прямая | 5 | |
| Обратная | 6 | |
| Любая | 90±5 | 7 |
| Прямая | 8 | |
| Обратная | 9 |
Таким образом, цифра «5» в маркировке означает, что электродом можно варить:
- Постоянным током прямой полярности.
- Переменным, если напряжение на холостом ходу источника составляет не менее 70 В.
Как выбрать аппарат
Стоимость трансформаторов и инверторов отличается. Но при выборе необходимо отталкиваться главным образом не от цены оборудования, а от будущего использования. Трансформатор отлично подойдет для личного применения на даче или в частном доме. Им можно отремонтировать забор, соорудить весной теплицу, приварить отпавший на воротах навес. Полуавтоматы на базе трансформаторов подойдут для ремонтных работ на кузовах автомобилей в собственном гараже.
Инвертор стоит покупать если планируются частые сварочные работы. Это могут быть:
- сварка отопления;
- водопровода;
- изготовление емкостей из нержавейки;
- создание новых дверей и ворот.
Швы на таких изделиях будут более качественные и красивые. Уменьшается и последующая обработка поверхности.

Полуавтомат на базе инвертора можно купить для регулярных работ по изготовления баков (для воды, горючего, химической среды), фильтров, сварке нержавеющих металлов, или для крупного СТО.
Выбрать сварочное оборудование легко, когда понимаешь его особенности и плюсы для будущей работы. Хорошо, если перед покупкой будет возможности поварить обоими аппаратами, и сравнить качество результата и собственные ощущения по удобству использования.
ИТОГИ
Судя по всему, классические сварочные трансформаторы действительно уходят в прошлое. Тем не менее, не стоит забывать, что каким бы «умным» не было оборудование, его возможности всегда будут уменьшаться или увеличиваться главным фактором качества — человеком.
| В 1882 году Николай Николаевич Бенардос впервые осуществил сварку металла при помощи электрической дуги. На сегодняшний день существует несколько типов сварочных источников питания: трансформаторы, сварочные выпрямители, генераторы/агрегаты и преобразователи. В свою очередь, каждый из типов имеет свои особенности, как по конструкции, так и по области применения. В настоящее время главной задачей при производстве сварочного оборудования является его качественное улучшение. |
Итог
Не всем понятно, в чём разница между инвертором и аппаратом для сварки. Разных характеристик у них предостаточно, если более подробно изучить каждую конструкцию, но обычному человеку они, скорее всего, покажутся идентичными.
Людям, применяющим сварку в различных ситуациях и которым важно качество шва, сварочное трансформаторное оборудование окажется лучшим вариантом. Когда сваривать необходимо в большом количестве, используя высокую мощность, то трансформатор станет более выгодным вариантом, поскольку перегрев ему не грозит
В этом и заключается основная отличающаяся черта инвертора от сварочного аппарата
Когда сваривать необходимо в большом количестве, используя высокую мощность, то трансформатор станет более выгодным вариантом, поскольку перегрев ему не грозит. В этом и заключается основная отличающаяся черта инвертора от сварочного аппарата.