
Последовательность действий при ремонте
Когда сварочный полуавтомат варит металлические конструкции, но качество сварки оказывается низким, аппарату требуется ремонт.
В рабочей обстановке, когда нет времени обращаться в сервисный центр, устранить неисправность вполне по силам своими руками.
Многолетний опыт показывает, что значительное количество неисправностей возникает по самым простым причинам.
Из этого показателя следует очевидный вывод – в первую очередь необходимо проверить прочность электрических соединений и обязательно прожать все клеммники.
Если проведенный своими руками ремонт по зачистке и уплотнению контактных соединений не принес результатов, то нужно разделить работы на три следующих этапа:
- диагностика электрической схемы;
- диагностика механизма подачи проволоки;
- диагностика системы подачи защитного газа.
Зачастую полуавтомат включен, исходное напряжение на него подается, но сварочный ток не подается и дуга не загорается.
Такая ситуация может возникнуть при перегреве устройства, когда варит неопытный сварщик. Просто превышен рабочий период сварки и сработала защита.
Видео:
Ничего страшного в такой ситуации нет. Необходимо дождаться, пока полуавтомат остынет, и возобновить работу.
Для того чтобы провести ремонт полуавтомата своими руками, нужно иметь следующие инструменты и приборы:
- омметр или осциллограф;
- отвертка;
- гаечные ключи;
- паяльник и припой;
- пассатижи.
Ремонт сложного электротехнического оборудования требует от исполнителя определенной теоретической и практической подготовки.
ВАЖНО ЗНАТЬ: Устройство сварочного трансформатора
Когда аппарат не варит, нужно взвесить свои возможности и выполнять ремонт самостоятельно либо пригласить специалистов.
Неисправность электрической схемы
Наиболее сложная в сварочном полуавтомате электрическая часть. Когда аппарат варит, но при этом шов формируется неравномерно, нужно проверить исправность выпрямителя.
В схеме может выйти из строя диод или выпрямительный мост в целом.
Стабильное горение сварочной дуги обеспечивается дросселем. По сути это катушка индуктивности, которая обладает высокой надежностью.
Но проверить ее исправность нужно обязательно. Чаще чем диоды, выходит из строя конденсатор. Он легко меняется своими руками с помощью паяльника.
Неисправность механизма подачи проволоки
При нестабильной работе механизма подачи присадочной проволоки сварочный аппарат варит плохо.
Соединение деталей получается некачественным, и значительный объем работы оценивается как брак. Причиной тому может служить чрезмерный износ направляющего канала и подающих роликов.
Видео:
Первым делом необходимо отрегулировать уровень давления этих роликов.
Если эта операция не принесла ожидаемых результатов, то самое эффективное, что можно сделать, заменить весь комплекс подачи – направляющий канал и подающие ролики. Эта легко делается своими руками.
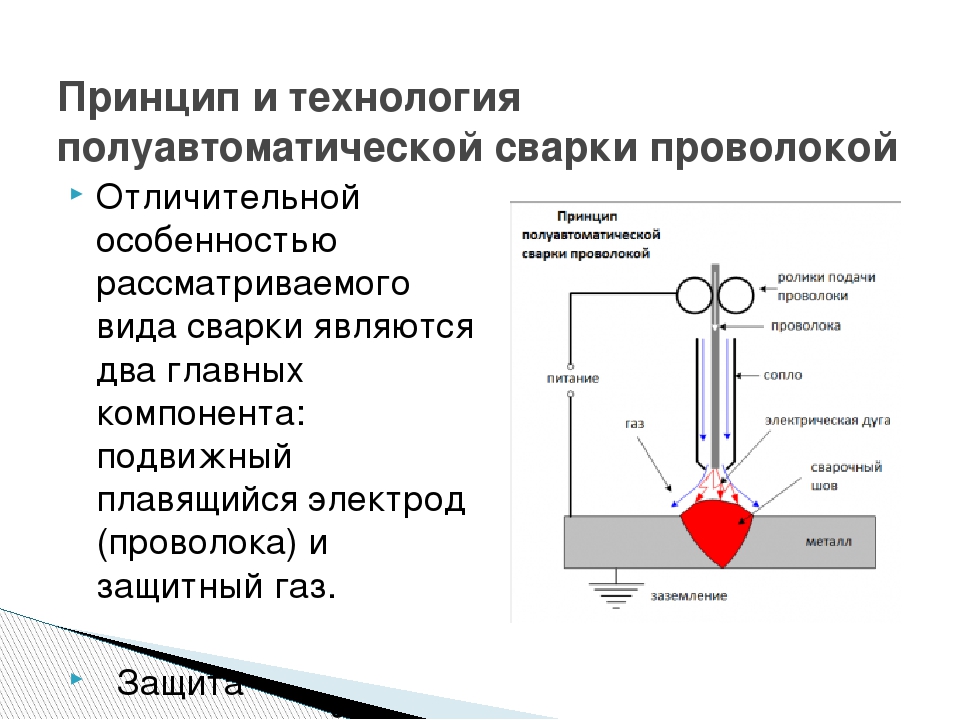
Принцип действия, технология и классификация
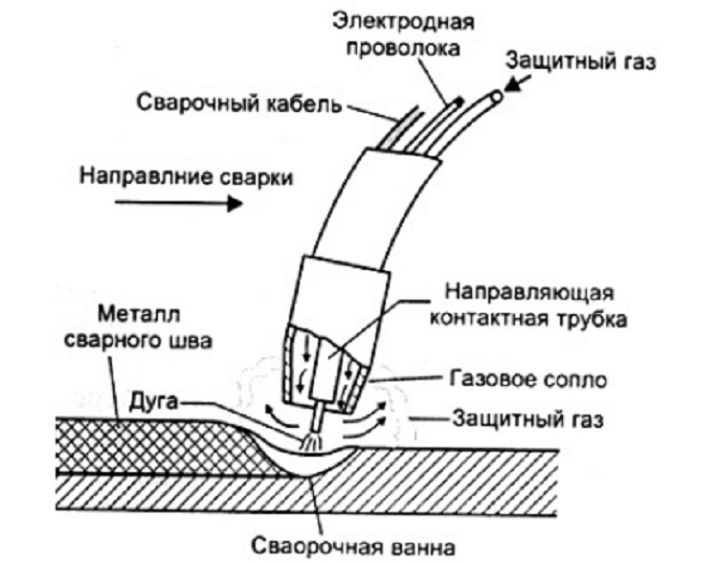
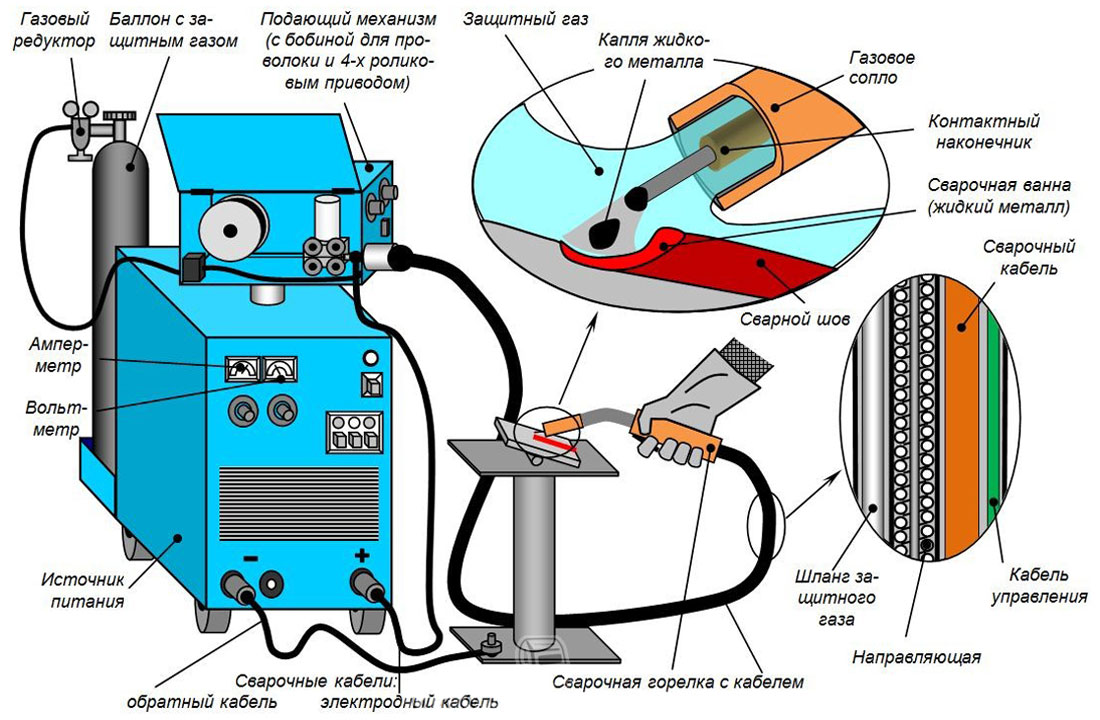
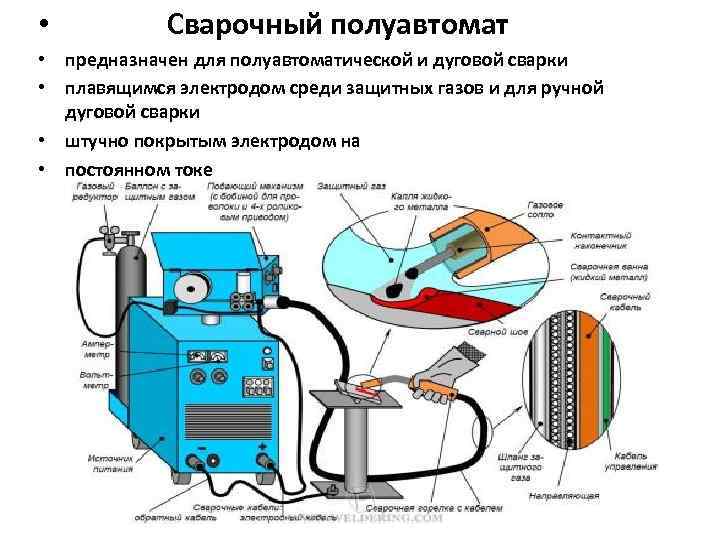
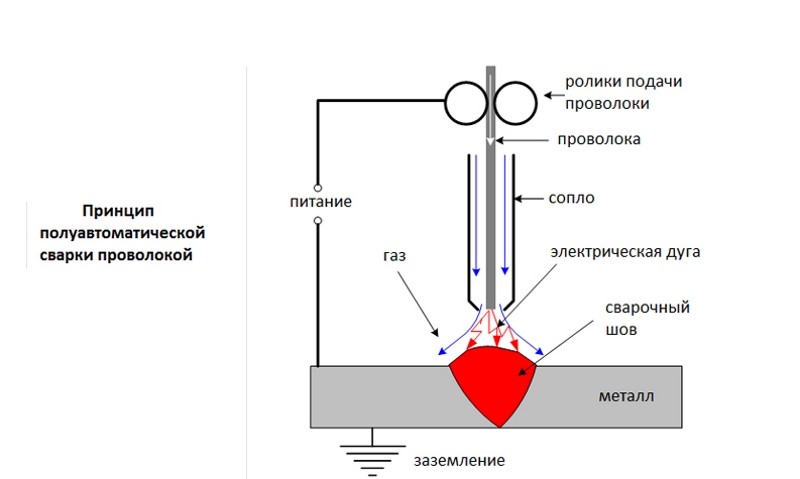
Как и при любой другой сварной технологии, полуавтоматическая сварка соединяет металлический заготовки посредством временного расплавления, а затем застывания и образования единой конструкции контактирующих поверхностей. Однако основным рабочим элементом в данном случае выступает не электрод, а проволока. Она подается прямо через сопло горелки.
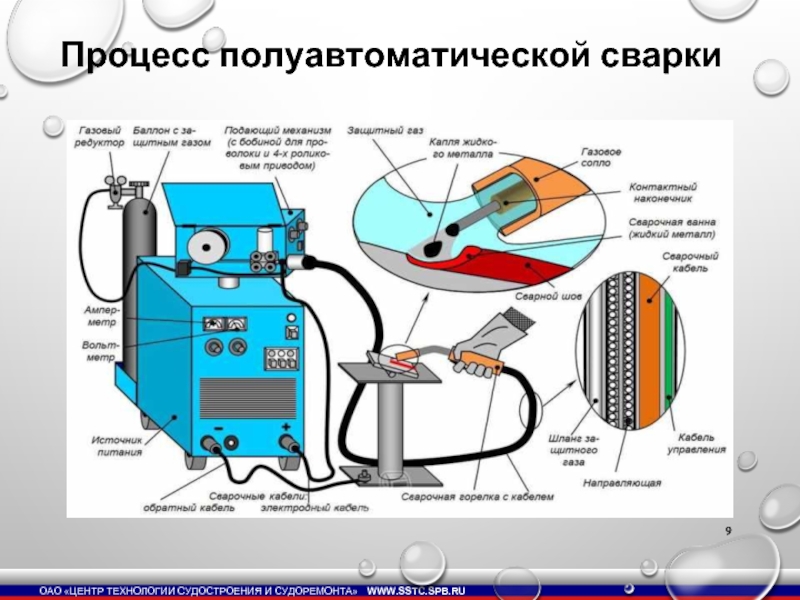
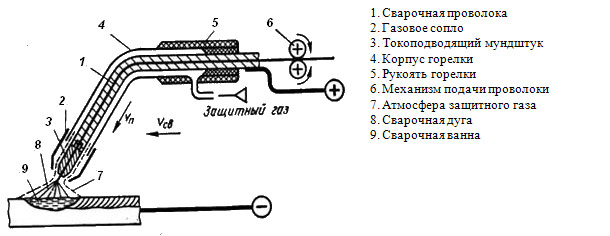
Чтобы понимать, как правильно варить полуавтоматом, советую изучить устройство аппарата. Независимо от модификации и бренда в его состав входят следующие основные части:
- Корпус аппарата. В нем размещаются основные элементы – источник электропитания постоянного тока (инверторный или простой выпрямитель), регуляторы тока, выходы, механизм подачи проволоки с катушки.
- Горелка с рукояткой, регулятором режимов работы и кабелем, через которую подается проволока, газ, а в некоторых моделях и охлаждающая жидкость.
- Электроподающие проводники – прямой, подсоединяемый к проволоке, и обратный, подаваемый на заготовку.
Система подачи газа – баллон (магистраль), шланг, редуктор с вентилем и манометром.
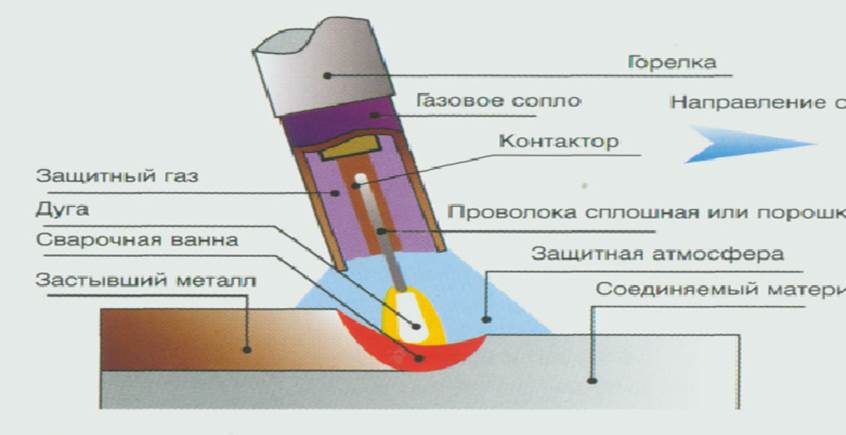
Принцип его работы сводится к созданию сварочной ванны в месте контакта непрерывно подаваемой проволоки с краями соединяемых металлических заготовок. В зависимости от того, что и в каких условиях будет свариваться, технология сварки полуавтоматом различается на следующие виды:
- В углекислом газе.
- В инертной среде.
- Без защиты – с помощью специальной проволоки, когда флюс находится в защитной оболочке.
Классификация аппаратов, плюсы и минусы
Для того, чтобы начинающему сварщику точно определить, какой вид полуавтомата потребуется для сварки в конкретных условиях, также рекомендую ознакомиться с классификацией аппаратов. Разделяются они по следующим признакам:
- Типу корпуса. Существуют 1-корпусные модели, в которых основные части находятся вместе, и 2-корпусные – в них горелка, устройство подачи проволоки и модуль управления расположены в одном блоке, а источник электропитания с регуляторами – отдельно.
- Материалу проволоки. Одни экземпляры способы работать только на алюминии, другие на стали. Однако есть также универсальные модели.
- Защите шва. В одном случае используются инертные газы, в другом – порошковая проволока, которая, кстати, также нуждается в защитной атмосфере, в третьем – флюс. Бывают также универсальные модели.
- Возможности транспортировки. Есть агрегаты стационарные, есть – мобильные, более легкие со специальными роликами, а также просто переносные.
- Количеству фаз электросети. 1-фазные модели работают от сети 220 В, 3-фазные, соответственно, обладают большей мощностью и требуют подключения к 3-м фазам на 380 В.
Механизму подачи проволоки. Подразделяются на толкающие и тянущие. Привод в последнем случае размещается в рукоятке. Также существуют гибридные модели.
Сварка металлоконструкций полуавтоматом обладает следующими плюсами:
- Удобство применения, легкость освоения техники.
- Высокая скорость обработки.
- Наименьший дефект сварного шва.
- Создание шва в любом направлении.
- Возможность сварки неочищенной поверхности.
- Формирование соединения высокого качества.
- Минимизация отходов.
- Сохранение эстетических характеристик изделия – благодаря тонкому аккуратному шву.
- Защита цинкового покрытия при использовании медной проволоки.
Недостаток проявляется в подверженности инертной газовой атмосферы сквознякам.
Технология и виды
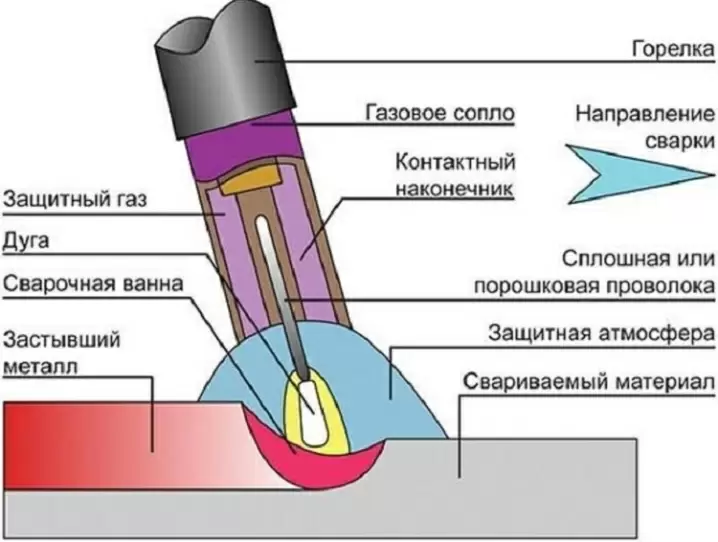
Сварка MIG/MAG
В основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.
Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).
Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Особенности метода
Добавки, которые используют при сварке без газа, позволяют понизить диаметр проволоки до 0,8-2-х мм, и на малых токах получать требуемую степень расплавления металла.
Посредством этого метода удаётся получить качественные и надёжные швы при сплавлении изделий любой толщины, а также существенно повысить эффективность работы полуавтомата.
Полуавтоматическая сварка металлических заготовок без защитного газа обеспечивает целый ряд преимуществ, основными из которых являются:
- избавление от необходимости переносить тяжёлые баллоны;
- существенная экономия на смесях газов, заправка которых стоит немалых денег;
- разнообразие способов формирования присадочных составов (использование флюса, порошка и подобных им наполнителей);
- возможность контроля места сварочной разделки непосредственно через маску.
При сварке металлов полуавтоматом без газовых смесей некоторым профессионалам удаётся вырабатывать от 20-ти до 40 метров соединительных «ниток» в час.
К особенностям сварки полуавтоматом следует отнести применение таких заменяющих газ атрибутов, как проволочные расходные материалы.


Проволока производится в виде тонкой стальной трубки, диаметр которой выбирается порядка 0,8 мм (аналогично свариванию в й среде газа). Внутренние её полости заполняются специальным порошковым флюсом, по своему составу напоминающим обмазку типовых электродов.
По ходу сварного процесса с помощью полуавтомата при сильном нагревании заполняющий состав полностью сгорает. В результате в образовавшейся ванне появляется облако газа, надёжно защищающее от доступа кислорода.
Сварка тонкого и толстого металла
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.
- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.
 Электрическая схема полуавтомата.
Электрическая схема полуавтомата.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.
Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки. Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина сварного шва должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
Классификация по характеристикам
Отличительными признаками оборудования являются тип источника питания и конструкция. К дополнительным характеристикам относятся:
- тип подающего механизма;
- способ охлаждения;
- рабочее напряжение;
- наличие дополнительных функций.
Аппараты различаются по типу защитной среды.
Аппараты классифицируют и по типу защитной среды: работающие с активными газами, сочетающиеся с инертными веществами, универсальные. По конструктивному исполнению аппараты делятся на:
- Однокорпусные, где в одном блоке располагаются источник питания, подающий механизм, газовый клапан. Однокорпусные полуавтоматы снабжаются держателями для внутренней или внешней установки бобины.
- Двухкорпусные, где каждый компонент выведен в отдельный модуль, к которому подсоединяется кабель-шланг.
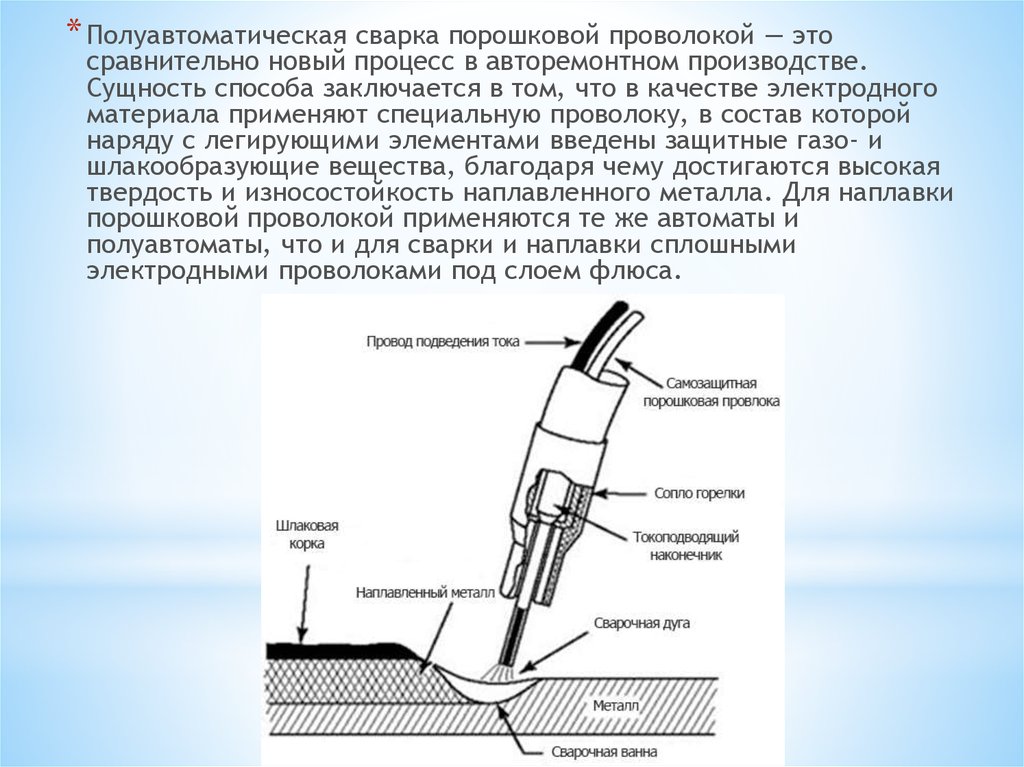
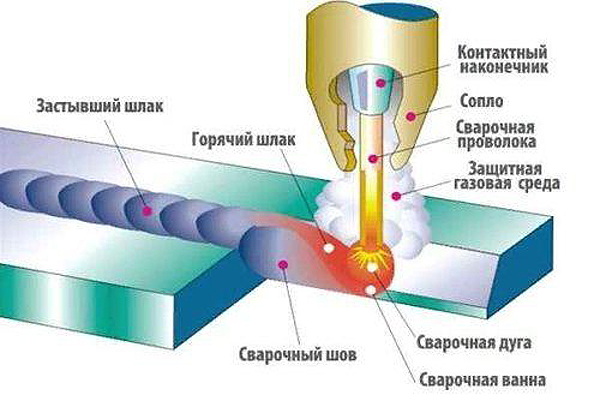
Техника и технология сварки порошковой проволокой
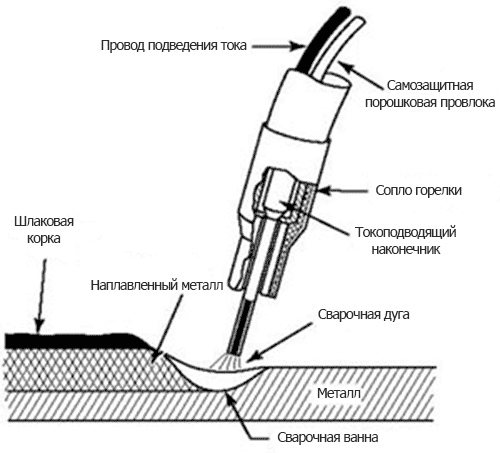
Сварка порошковой проволокой — это способ механизированной сварки, при котором защита и легирование металла шва производится за счет шихты, помещенной в самой проволоке, состоящей из стальной оболочки и неметаллического сердечника.
С одной стороны, сварка порошковой проволокой — это разновидность сварки под флюсом, так как на поверхности шва образуется шлаковая корка, а процесс сварки механизирован. С другой стороны — эта сварка напоминает сварку штучными электродами, так как состав шихты может быть подобран аналогично обмазке электродов и позволяет не только защищать расплавленный металл, но и легировать его, что практически невозможно при сварке под флюсом и в защитных газах.
С целью повышения легирующих способностей сварочной порошковой проволоки иногда часть газообразующих компонентов в ней заменяется ферросплавами, а в связи с этим некоторые типы порошковых проволок требуют при сварке дополнительной защиты флюсом или углекислым газом.
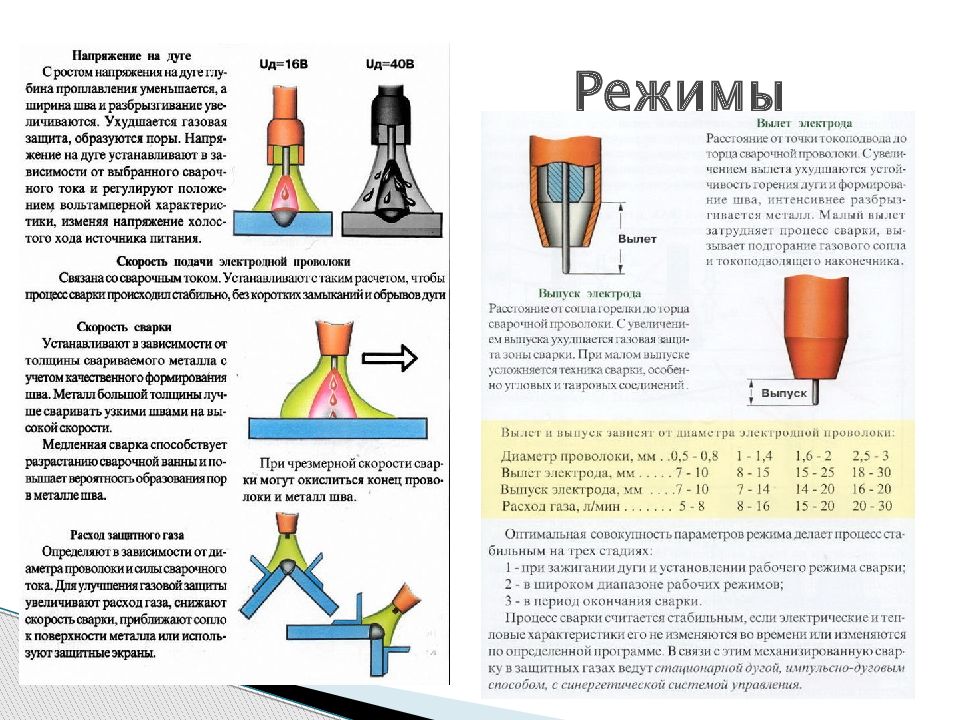
Способ сварки порошковой проволокой заменяет ручную дуговую сварку, когда по различным причинам невозможно или затруднительно применение других механизированных способов. Для этого способа характерна простота процесса — не требуется специальных приспособлений для удержания флюса, сварка возможна во всех пространственных положениях и практически в любых атмосферных условиях. Способ сварки высокопроизводителен, но имеет ряд недостатков, сдерживающих его применение при изготовлении конструкций в заводских условиях. Одним из таких недостатков является необходимость обеспечения жестких интервалов напряжения, силы тока и вылета электрода; другим — необходимость в ряде случаев применения дополнительной защиты и повышенное выделение вредных для сварщика аэрозолей и газов.
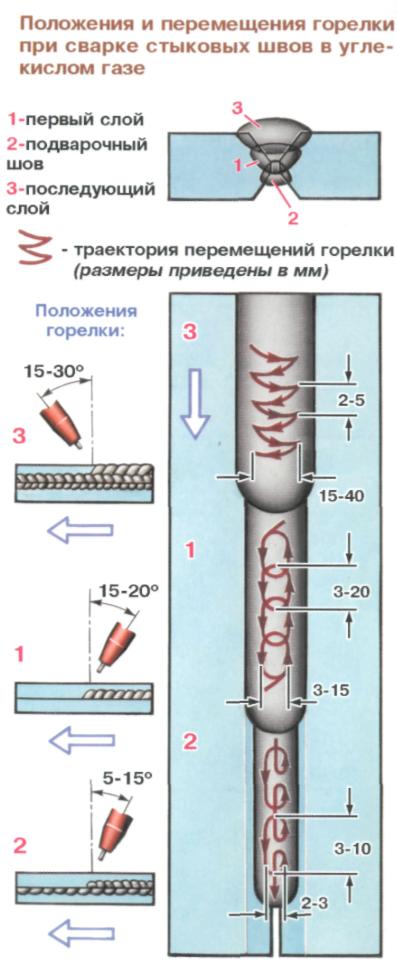
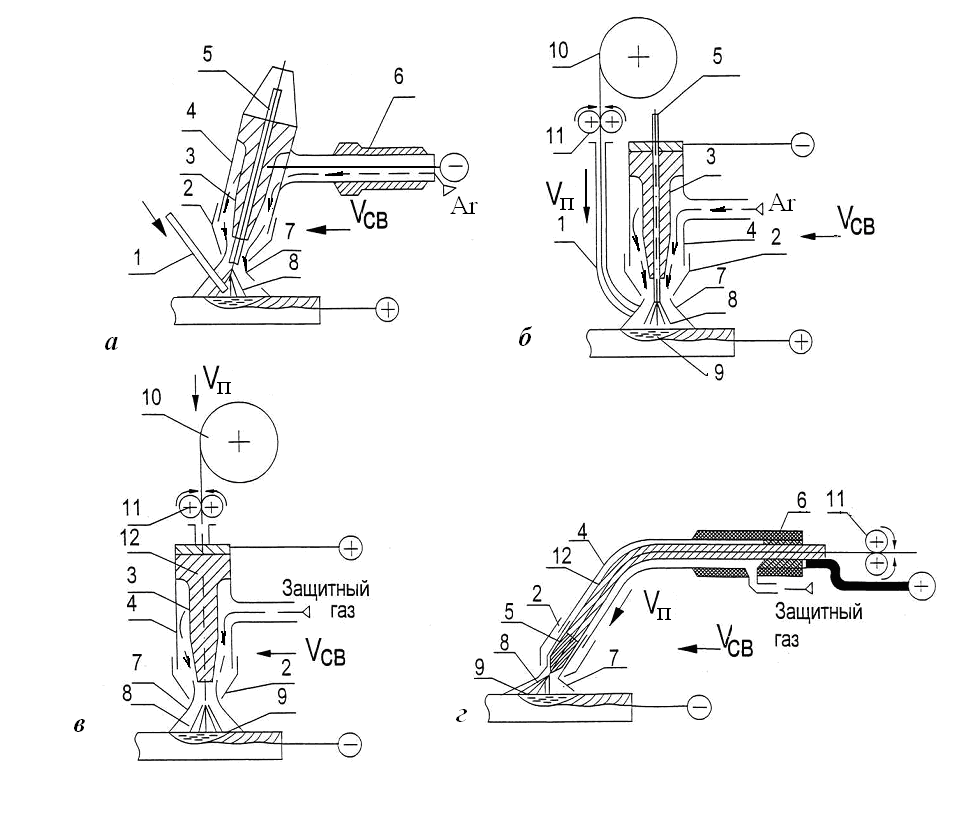
К технологии сварки порошковой проволокой предъявляют следующие общие требования: сварка должна осуществляться на постоянном токе обратной полярности от источника с жесткой характеристикой, хотя некоторые марки проволоки допускают использование и переменного тока. При сварке на переменном токе ухудшается формирование шва и увеличивается разбрызгивание расплавленного металла; вылет электродной проволоки должен составлять 15—20 мм и в процессе сварки его следует выдерживать постоянным в соответствии с рекомендациями, данными в сертификате или паспорте на проволоку; проходное отверстие направляющего канала подбирается в зависимости от диаметра проволоки. Для проволоки диаметром до 2,3 мм диаметр отверстия направляющего канала должен составлять 3,2 мм, для больших диаметров — 4,7 мм; наконечник для подвода сварочного тока к проволоке лучше изготовлять из меди. Длину наконечника обычно принимают равной 40—45 мм; радиус изгиба порошковой проволоки должен быть не меньше 200 мм. Обычно порошковую проволоку не перематывают и используют непосредственно из бухты; при сварке швов рекомендуется проводить плавные поперечные колебания горелкой (рис. 35); большинство типов проволок перед употреблением подлежит прокалке при температуре 230—250 °С в течение 2—3 ч, однако следует иметь в виду, что некоторые проволоки, имеющие в своем составе органические компоненты, прокалке не подлежат; режим прокалки и сварки должен соответствовать требованиям рекомендаций технических условий и прилагаемого сертификата.
Рис. 35. Техника сварки порошковой проволокой а — сварка металла толщиной до 4 мм и выполнение корневых швов; б выполнение многопроходных швов большого сечения; в — сварка однопроходного углового шва; г — сварка однопроходного углового шва повышенного сечения
Настраивая режим сварки, сначала устанавливают рекомендуемую скорость подачи проволоки, что обусловливает заданную силу сварочного тока, а затем устанавливают заданное напряжение на дуге. По окончании сварки кратер заваривают, уменьшая скорость сварки и обрывают дугу.
При сварке стыковых швов электрод должен быть перпендикулярен свариваемой поверхности.
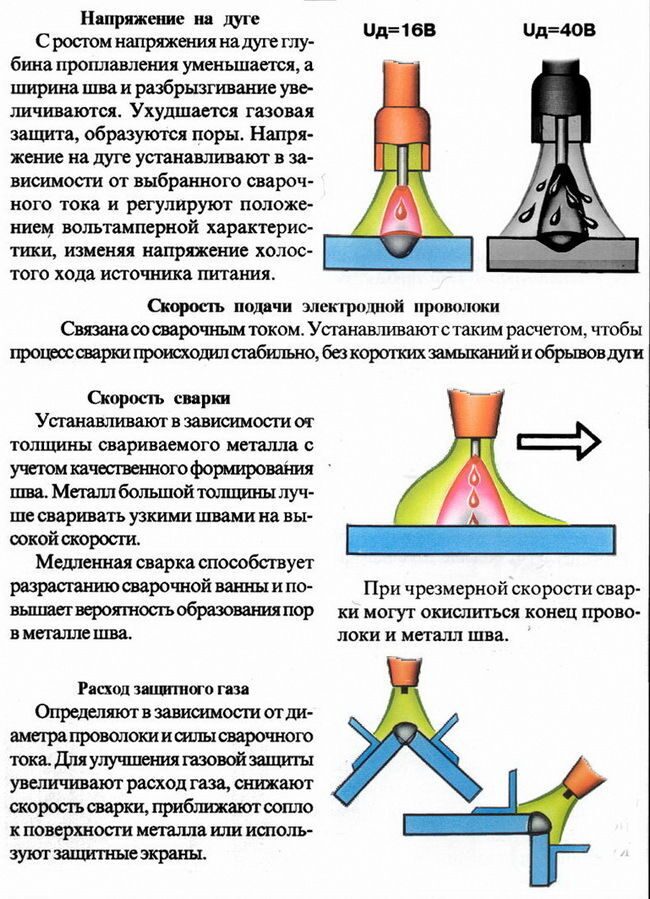
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Марки электродов
Электроды для сварки труб из стали подбираются с учетом тока, толщины стенок заготовок и сложности конструкций. Наиболее популярны среди электросварщиков следующие марки электродов:
- АНО-21 или 24 и МР-3. Работают при переменном токе. Могут качественно варить даже с мокрой обмазкой. Для сварки ворот, тепличных конструкций, оград, небольших ангаров это наилучший вариант с низкой ценой. Но их не применяют для конструкций и трубопроводов с большим давлением и нагрузками;
- марка УОНИ – это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует опыта и умения работать с простыми АНО и МР;
- качественные электроды, работа которыми доставляет удовольствие ровным горением дуги и достойным результатом – это японские электроды марки LB-52U. При ремонтных работах и прокладках магистральных трубопроводов, везде, где требуется качественная дуговая сварка стальных труб, большинство предприятий пользуются именно японской продукцией.
Сварка стальных труб – это наиболее востребованный метод получения неразъемного соединения или фланцевого стыка. Надежный и качественный шов обеспечит безаварийную и долгосрочную эксплуатацию трубопроводов и конструкций.
Для использования в бытовых условиях самый распространенный способ – ручная или полуавтоматическая электродуговая сварка труб.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Расход газа при сварке полуавтоматом
Расход защитной среды зависит от следующего:
- тип металла или сплава;
- собственный диаметр присадочной проволоки;
- номинальная величина сварочного тока.
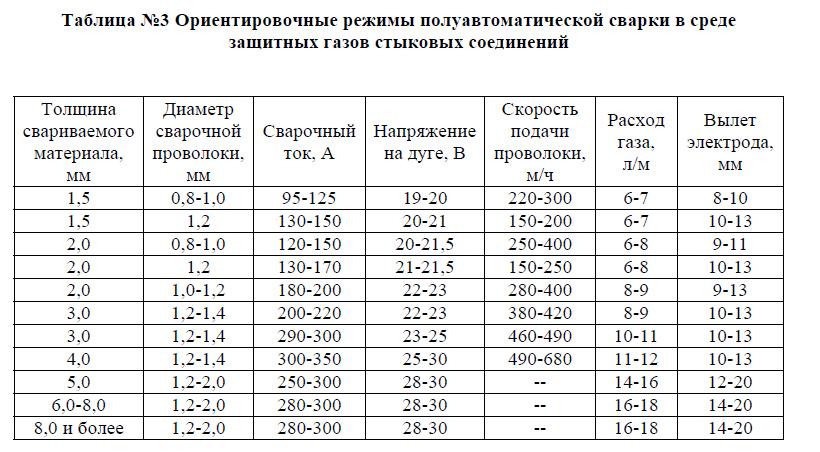
Скорость подачи смеси регулируется при помощи редуктора. Приспособление устанавливают на баллоне с высоким давлением. Существует таблица, согласно, которой происходит настройка оборудования.




При выполнении сварочных работ мастер может снизить потери газовой смеси, для этого необходимо следующее:
- производить соединение в закрытом цеху;
- применять вентиляцию, предотвратить сквозняки;
- привлечение мастеров с высокой квалификацией;
- использование смеси защитных веществ.

Мастер варит полуавтоматом
Какой газ нужен для сварки полуавтоматом
При выборе газа для полуавтоматической сварки необходимо ознакомиться со свойствами каждого вида. Для полуавтомата применяются следующие субстанции:
- Аргон. Используют при соединении активных металлов и их сплавов, так как он является инертным. Обеспечивает защиту шва от появления микротрещин и дефектов.
- Гелий. С его помощью получают соединения большого размера. Является инертным, защищает соединение от окисления.
- Углекислотная смесь. Применяется для сварки полуавтоматом с короткой дугой.
Критерии выбора
Применение газа для полуавтомата зависит от факторов:
- значение критических температур которая может быть обеспечена при горении смеси защитного вещества;
- количество тепла, образуемое в месте соединения при сварке металлических заготовок;
- способность обеспечивать защиту сварочного шва при соединении определенных металлов и их сплавов.
Преимущества
Любые виды защитных веществ сохраняют ряд преимуществ:
- варить полуавтоматом без применения дорогого оборудования;
- соединения производят в труднодоступных местах там, где нельзя применить электродуговую сварку;
- в процессе можно регулировать номинальную мощность пламени из горелки, производят стыковку металлов с различными техническими характеристиками, например, титана с медью;
- помимо сварки можно выполнять закалку металлических конструкций, а также их резку;
- повышается качество шва в результате защиты от окисления;
- снижаются затраты на производство соединения, ускоряется процесс;
- увеличивается эффективность технологии;
- плавление металлических деталей в зоне действия дуги происходит быстрее, снижается время на сварку;
- исключается разбрызгивание расплавленного металла в месте стыковки;
- увеличивается свойства пластичности соединения, а также его плотность, исключается разрушение шва при эксплуатации;
- обеспечивается стабильность электрической дуги;
- снижается уровень задымления, тем самым понижается вред от сварки.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
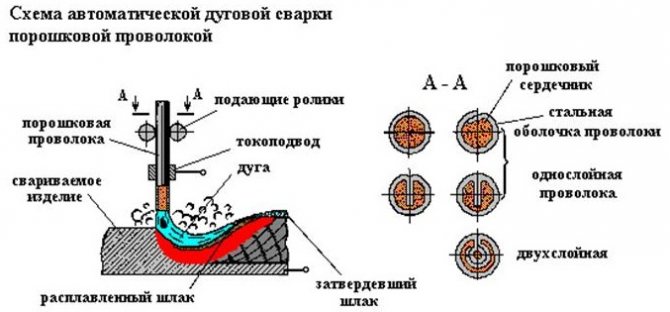
Форма и состав проволоки
Для того чтобы порошковая проволока для полуавтомата могла выдерживать нагрузки подающего механизма, ее сечение имеет несколько видов:
- простое круглое;
- с загибами внутри;
-
многослойное.
Внутренняя полость заполняется флюсом, состоящим из нескольких веществ:
- Шлакообразующие компоненты. При расплавлении образуют жидкую защитную среду, защищают сварочную ванну от попадания в нее кислорода. Они изготавливаются из измельченных мела, марганцевой руды, кварцевого песка.
- Легирующие присадки. В зависимости от того, для сварки какого материала предназначена проволока, в нее добавляют кобальт, хром, марганец, молибден.
- Рутил. Минерал, содержащий титан. Используется не везде. Только в проволоке, предназначенной для сварки кремнемарганцевых, низколегированных и высокопрочных сталей.
- Компоненты для стабилизации горения дуги.
Видео описание
Газосварка: первые шаги.
Правый и левый методы сварки

Пламя движется слева направо впереди присадочного прутка Источник youtu.be Сварка ацетиленом и кислородом осуществляется левым и правым методами – это вовсе не жаргон, а предусмотренное и утвержденное ГОСТом правило. Если горелка перемещается слева направо (ориентируетесь по своим рукам) впереди присадочного прутка, то есть, пруток как бы подталкивает факел, то это правый способ. При левом способе действие производится наоборот — справа налево, где сварочный пруток как бы убегает от горелки.
Нельзя сказать, что качество соединения одним методом лучше, нежели другим, но правый способ применяется для металла толще 5 мм. Однако левый метод получается лучше с эстетической точки зрения – сварщик постоянно наблюдает шов и может добиться его постоянной ширины и толщины. А ешё левый вариант позволяет пламени как бы разливаться по металлу и это в значительной степени снижает риск пережога заготовки. Движение мундштука осуществляется строго по одной линии. А вот пруток движется не только прямо, но и совершает колебательные движения в стороны – это позволяет создать более прочный шов.
Сущность процесса сварки в углекислом газе
Сущность сварки заключаются в следующем. Поступающий для защиты зоны сварки углекислый газ под воздействием высокой температуры дуги распадается на угарный газ и кислород. Процесс распада происходит по реакции:
2CO2 = 2CO + O2
В результате реакции в зоне сварки образуется смесь из трёх газов: углекислый газ (СО2), угарный газ (СО) и кислород (О2). Поток этих газов не только защищает зону сварки от вредного воздействия атмосферного воздуха, но и активно взаимодействует с железом и углеродом, находящимися в составе стали по реакциям:
Fe + CO2 = FeO + CO 2Fe + 2CO2 = 2FeO 2C + 2CO2 = 4CO 2C + 2O2 = 2CO2
Нейтрализовать окислительное действие углекислого газа можно путём введения в сварочную проволоку избыточного кремния и марганца. Кремний и марганец химически более активны, чем железо, поэтому, вначале окисляются они по реакциям:
Mn + CO2 = MnO + CO Si + 2CO2 = SiO2 + 2CO 2Mn + O2 = 2MnO Si + O2 = SiO2
Пока в зоне сварки присутствуют в свободном состоянии более активные кремний и марганец, окисления железа и углерода не происходит.
Хорошее качество сварных соединений при сварке углеродистых сталей обеспечивается при соотношении количества марганца к кремнию в соотношении: Mn/Si=1,5…2. Формирующиеся в процессе сварки оксиды кремния и марганца не растворяются в сварочной ванне, а реагируют друг другом, образуя легкоплавкое соединение, которое в виде шлака быстро выводится на поверхность жидкого металла.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
-
Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
-
Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
-
Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. -
Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
-
Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. -
Большой выбор специализированных проволок.
На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
-
Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.



Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.