
Сварка MAG
Режим MAG по технологии аналогичен варианту MIG. Он представляет собой сваривание с помощью плавления, используется атмосфера защитного газа. Такой подход помогает свести к минимуму химические реакции в металле при расплавлении.
Что необходимо
Чтобы выполнить работы с применением этого метода, нужны сварочный аппарат-полуавтомат, баллон с углекислым газом, дополнительные приспособления для соединения элементов. Выбирайте аппараты по маркам производителей с хорошей репутацией.
Нужна сварочная проволока
Подходит любой диаметр, но надо принимать во внимание толщину обрабатываемого материала и его свойства. Чаще других выбирают 0,5-4 мм

Плюсы и минусы
Преимущества MAG в сравнении с другими методами следующие:
- Высокая степень защиты расплавляемой стали за счет защитного газа.
- Возможность работы в любом положении.
- Образование ровного соединения без шлака.
- Высокая производительность.
Способ MAG надежен и удобен. При формировании сварного соединения возможна его правка.
Особенности сварки
С помощью MAG можно выполнять соединение только легированных и низколегированных видов стали. Формирование шва происходит в результате расплавления металла и проволоки. Форму сварного валика определяет рабочий, перенеся проволоку в сварочную ванну.

Что такое сварка ММА?
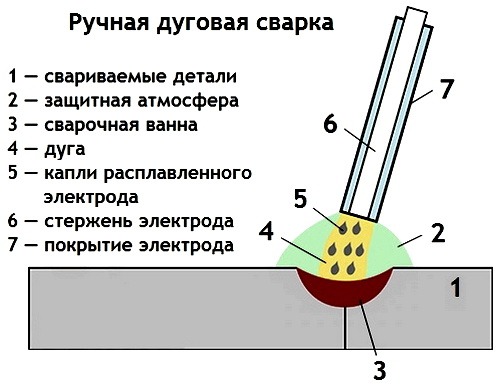
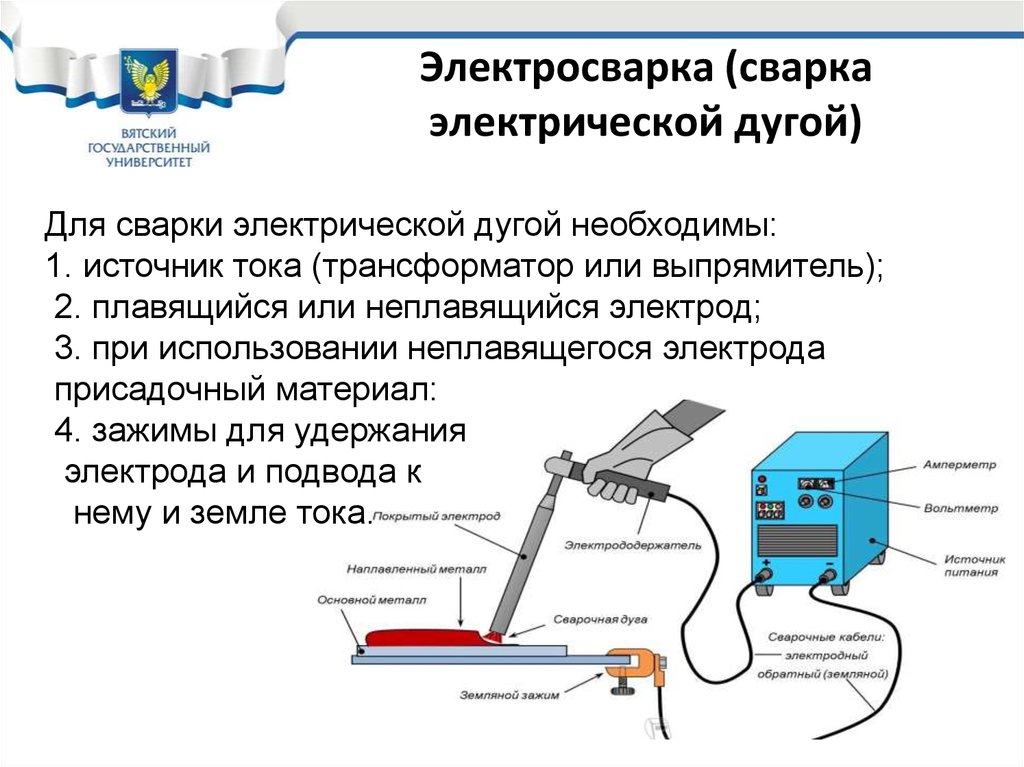
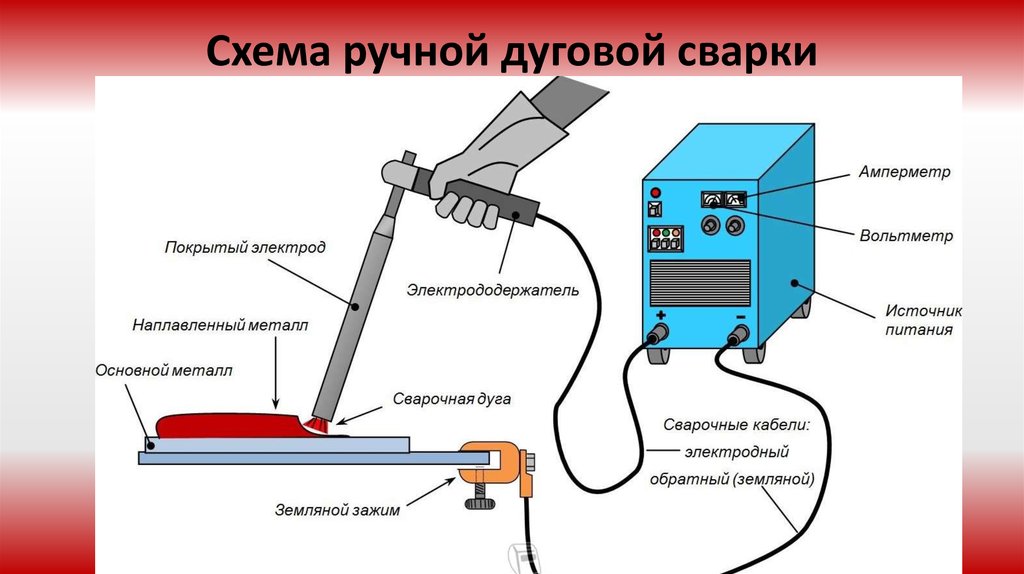
Это ручная дуговая сварка покрытым электродом. Основой процесса служат источник сварочного тока, который подключается к электросети, два кабеля разной полярности для подведения тока к свариваемым заготовкам. Один кабель (масса) имеет на конце зажим, который крепится на заготовке, второй с держателем на конце предназначен для крепления электрода. В процессе ручной дуговой сварки используется тепловая энергия электрической дуги, возникающая при замыкании простейшей электрической цепи. Под тепловым воздействием дуги возникает плавление металла и образование сварной ванны. При прекращении пропускания электрического тока металл остывает и кристаллизуется, образуя сварное соединение. Вместе с плавлением металла детали происходит расходование материала самого электрода. Его металл каплями переходит в сварную ванну (крупнокапельный и мелкокапельный перенос). Применяемые электроды для электродуговой сварки представляют собой стальной пруток, имеющий сплошную обмазку, различную по своему химическому составу. При их использовании вместе с электродным металлом в сварную ванну переходят и компоненты обмазки, меняя химический состав и свойства металла сварного шва. Также элементы обмазки, сгорая, образуют газообразные соединения, которые локальным облаком окутывают область электрической дуги и ограждают расплавленный металл сварной ванны от пагубного воздействия атмосферных газов.
Чтобы детально показать, как проходит процесс ручной дуговой сварки, расскажем о порядке работ. Вы убедитесь, что в этой сварочной технологии нет ничего сложного, и, зная алгоритм действий, сможете попробовать сварить, к примеру, забор, ворота или мангал.
Сварочные инверторы TIG

Сварка Tungsten Inert Gas выполняется неплавящимся электродом из вольфрама. От попадания в дугу кислорода защищает аргон. Сварочный аппарат может работать:
- на постоянном токе для сварки стали:
- на переменном токе для алюминиевых сплавов.
TIG – это лучший сварочный инвертор для использования в быту, поскольку прибор экономичный, компактный, имеет электронное управление, работает практически с любыми металлами. Есть настройки температуры для каждого материала. Если к соединению не предъявляются высокие требования, можно работать без защитного газа.
Плюсы сварочного аппарата TIG:
- аккуратный практически незаметный шов;
- нет брызг и окалины;
- универсальный, подходит для разных металлов и большинства видов соединений, можно работать в любом положении;
- электронное управление сварной дугой;
- соединяет детали небольшой толщины.
Минусы сварочного аппарата TIG
- требует определенных навыков и опыта;
- невысокая скорость сварки;
- наличие газового баллона;
- самая высокая цена среди полупрофессиональных.
Проволока
Многие специалисты утверждают, что сварка МИГ – это дуговая сварка в защитном газе плавящимся электродом. В принципе, так оно и есть, только роль электрода выполняет проволока, чем и повышается производительность. Напомним, что при работе в режиме ручной дуговой сварки приходится постоянно менять израсходованные штучные электроды. Проволоке принадлежит одна из ключевых ролей, поэтому ее необходимо подобрать, исходя из начальных условий. Традиционно разделяют четыре вида проволоки:
- стальную;
- алюминиевую;
- омедненную;
- порошковую.

Омедненная и порошковая считаются самыми популярными, так как они более универсальные и, к тому же, удобны в применении.
- Во-первых, такие присадки доступны в любом специализированном магазине.
- Во-вторых, при высокой скорости работы практически отсутствуют брызги.
Порошковой проволокой могут работать не только профессионалы, но и начинающие любители. Компоненты в виде порошка, представленные различными химическими соединениями, ферросплавами и рудами, существенно облегчают процедуру сварки. Единственное неудобство заключается в том, что нельзя нарушать целостность такой проволоки, выполненной в виде трубки.
Стальная и алюминиевая проволока используется для режима МАГ, то есть, в среде углекислого газа. Если нет достаточного опыта работы с mig сваркой, то каждый раз придется уточнять, какой материал использовать для того или иного металла.
Плюсы и минусы
Сварка ММА может похвастаться как преимуществами, так и недостатками. Тому виной двухвековой возраст технологии. Она не менялась в течение десятков лет почти с момента основания. Это важный момент, который стоит учитывать при сварочных работах.
Говоря о плюсах ММА-технологии, вспомним о том, что такой метод позволяет обрабатывать все виды металлов. Соединение может получиться не таким качественным, как вам хотелось бы. Но варка возможна в любых местах – даже на высоте или в узком помещении.
Преимущества устройств для сварочных работ:
- Доступная цена – в диапазоне до 50 долларов.
- Может работать в разных условиях – в жару и мороз.
- Легко настроить даже неопытному мастеру.
- Подходит для домашнего труда.
Недостатки ММА-технологии:
- Медленная работа – весь процесс может затянуться на пару дней.
- Отсутствие вспомогательных механизмов как в случае с полуавтоматикой.
- Опыт работы меньше двух лет может сказаться на качестве шва, уверенности в ведении дуги и прилипании электродов к металлу.
На наш взгляд, минусам не стоит уделять пристальное внимание. Отказываться от такого метода не стоит
ММА сварка обладает характеристиками, которые очень удобны в работе.
Для того, чтобы избежать неприятностей, нужно быть внимательным и выполнять работу на совесть.
Иногда можно использовать только этот метод сварки, потому что другие неудобны по ряду причин. Речь идет о материальном аспекте.






Если вы работаете в дачных условиях или вам нужно выполнить простые работы – ни к чему приобретать оборудование за 200 долларов. Вас спасет ручная дуговая сварка, которая прекрасно справляется со своими задачами.
Волнуетесь из-за того, что можете не справиться с технологией работы? 9 сварочных моделей из 10 оснащены возможностью антизалипания электродов. Горячий старт также контролируется аппаратом. Вам не о чем беспокоиться.
Сварка ММА актуальна для молодого мастера, которому не важна скорость работы или другие детали. Мы расскажем вам о технологии работы с таким видом сварки. Вы научитесь выполнять ее самостоятельно.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.
Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Понятие процесса
В основе электрической дуговой сварки ММА лежит принцип плавления кромок соединяемых металлических деталей температурой электрической дуги. При расплавлении граничных участков соединяемых деталей, возникает так называемая сварочная ванна, при остывании и кристаллизации образующая сварной шов, обеспечивающий надежное неразъемное соединение деталей.
Существует несколько видов электродуговой мма сварки:
- ручная электрическая дуговая сварка (mma) с применением сменных плавящихся электродов;
- электродуговой процесс, использующий неплавящиеся электроды для сварки;
- дуговое сваривание плавящейся проволокой с непрерывной её подачей в среде защитных газов, реализуемая в сварочных полуавтоматах.
В каждом из них название mma себя полностью оправдывает, поскольку большую роль в процессе соединения металла играет сварщик.
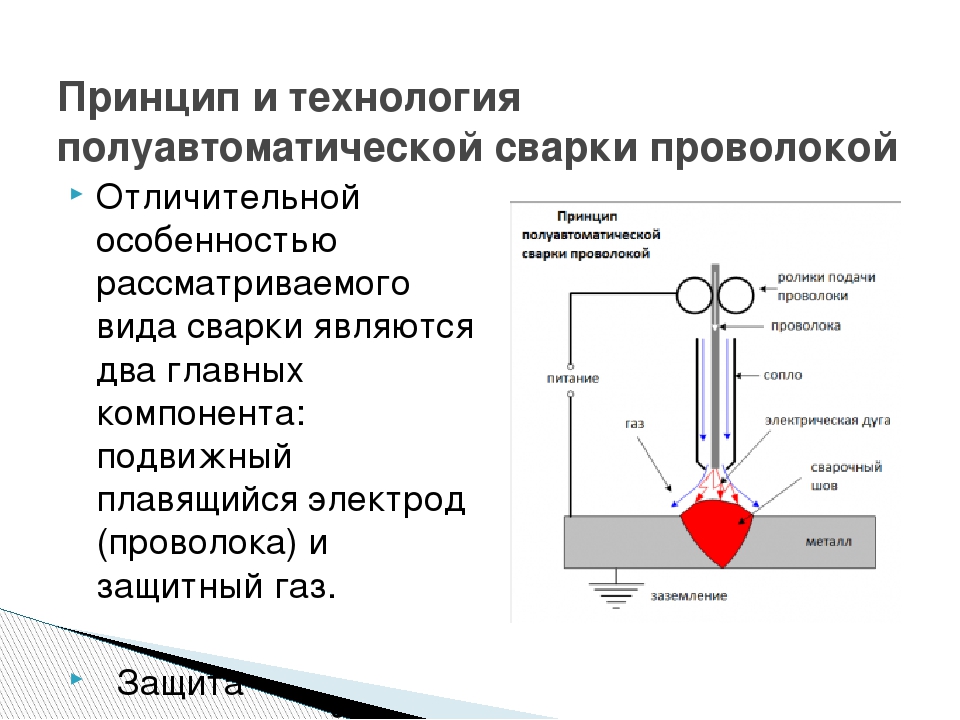
Что означает MIG/MAG сварка
MIG/MAG — обозначает исключительно полуавтоматическую сварку проволокой в среде защитного газа. То есть, если для MMA и TIG сварки применяются разного вида электроды, то для MIG и MAG сварки – только проволока.

При этом сварка MIG производится в среде инертного газа, а сварка MAG, в среде активного. В этом собственно и есть основное их различие. Подробней про сварку MIG и MAG вы можете прочитать на сайте .
Полуавтоматическая сварка получила широчайшее применение на производстве. Это вторая по виду сварка за ручной дуговой сваркой, которая активно применяется на сегодняшний день по всему миру.

Характерные свойства сварки полуавтоматом, это ровный и красивый сварочный шов без шлака. Полуавтоматическая сварка, просто незаменимая при ремонте автомобилей и другой техники.






Имеет она и другое обозначение — GMA (Gas Metal Arc).
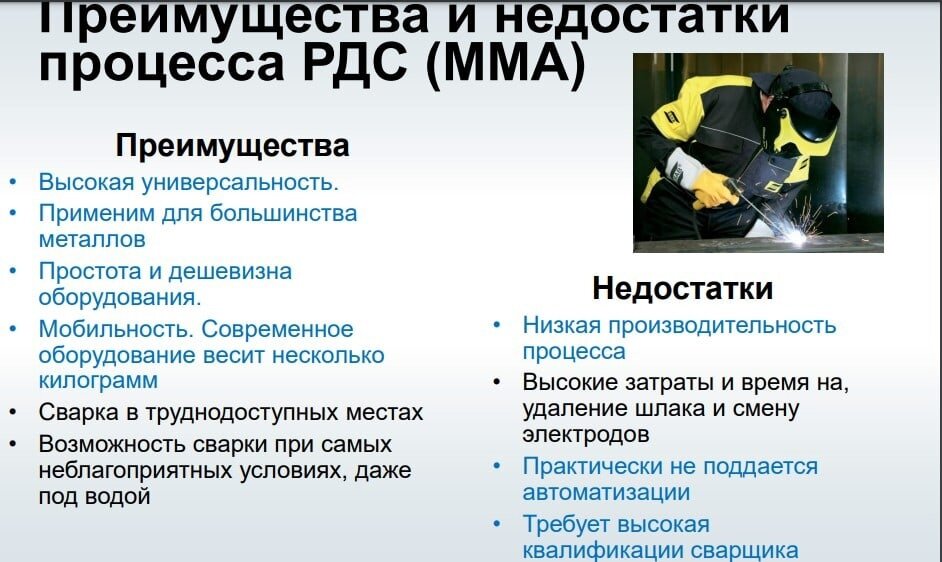
Плюсы и минусы
Главное положительное отличие ММА-сварки от MIG/MAG и TIG-вариантов заключается в универсальности и возможности применения практически в любых бытовых условиях. Кроме того, выделю еще такой ряд плюсов:
- Возможность варки любых металлов.
- Неограниченность технологии в пространственном положении.
- Нечувствительность по отношению к условиям окружающей среды.
- Доступность оборудования и расходных материалов.
- Легкость применения в домашних условиях.

Однако негативных моментов в использовании ручной дуговой сварки тоже достаточно. Среди основных минусов я бы выделил следующие:
- Низкая производительность, особенно если сравнивать с полуавтоматом.
- Зависимость качества шва от мастерства сварщика.
- Достаточно непростая техника – необходимо научиться разжигать и вести дугу. Кроме того, процесс осложняется риском залипания электрода.
- Вредное воздействие – испарения металлов и газы.

Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Что это и как работает
Разберем этот момент детально. Работая с источником напряжения, мы подключаем его к электричеству. Затем берем 2 кабеля – прямой и обратной полярности.
Они проводит ток к деталям. Первый провод крепим к детали, используя зажим. Кабель №2 подсоединяем к электроду. Мы получили электроцепь.
Она будет замыкаться во время подачи энергии к источнику напряжения. Получаем сварочную арку температуры, способной расплавить металлическую конструкцию.
Металл будет сбрасывать температуру и превращаться в кристаллы, когда электросеть потеряет связь с источником тока. Сварной шов делается за счет несложных действий.
Электрод выполняет важную роль во всем процессе. Во время его плавления вместе с металлом, капли первого оказываются в сварочной ванне. Формируется шов, и обеспечивается защита от негативного влияния озона.








Электроды представляют собой проволоку, изготовленную из металла. Ее покрывают обмазкой, которая напрямую зависит от типа металла. Учитывайте это, чтобы работу не пришлось переделывать.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Что такое сварочный инвертор
Принцип работы инвертора тоже основан на методе индукции, по сути, это тоже трансформаторный преобразователь, только оснащенный электроникой. Основное отличие инверторного сварочного аппарата от трансформаторного – наличие полупроводников. Инверторный преобразователь – аппарат нового поколения, современная версия классического оборудования. За счет применения силовой электроники размеры преобразователя удалось значительно уменьшить.
Для стабильной работы полупроводниковых элементов в устройстве имеется вентилятор. При встроенной вентиляции туннельного типа удается защищать микросхемы от грязи и пыли. На базе инверторных преобразователей создан целый класс оборудования для сварки. Инвертором принято называть сварочник только для ручной дуговой сварки, аппараты, работающие в режиме TIG, MIG/MAG, FLUX-сварке считаются полуавтоматами.
Преимущества и недостатки инверторов
Аппарат удобен. Не возникает проблем с розжигом дуги благодаря фикции «легкий старт». Электроника поддерживает стабильное горение при скачках напряжения, ток легко регулировать. Разница в настройке между инвертором и трансформатором значительная. При низком энергопотреблении удается получать высокочастотный переменный или высокоамперный постоянный ток, необходимый для формирования ровного шва.
Итак, основные плюсы инвертора:
- небольшой вес;
- компактность, этим во многом объясняется популярность инверторных источников питания;
- дополнительный функционал, улучшающий качество сварных швов;
- легкость настройки;
- возможность подключения к стандартной сети (только профессиональные модели имеют дополнительный вход для запитки от трехфазной сети 380 В).
Теперь о недостатках, они тоже имеются:
- большая цена;
- чувствительность к перегреву, инвертор периодически приходится отключать,чтобы не перегрелся полупроводниковый блок;
- повышенные требования к условиям эксплуатации: оборудование следует оберегать от высокой влажности, повышенной запыленности, низких температур (профессиональные модели делают в защитном корпусе);
- низкая механическая прочность, обращаться с инвертором нужно бережно.
При всех минусах инверторное оборудование постепенно вытесняет традиционные трансформаторы.
Подающий механизм
Подробно рассмотрим из чего состоит подающий механизм:
- Сварочный рукав. Он представляет собой гибий каркасный шлаг обтянутый многослойной резиной для защиты и изоляции силового кабеля. Внутри имеется специальный стальной спиральный канал для подачи сварочной проволоки к месту сварки. Также по шлангу обеспечивается подача защитного газа для защиты сварочной ванны от окружающей среды. Возле сварочной горелки расположена кнопка включения механизма подачи проволоки и газа.
- Механизм подачи проволоки. Обеспечивает бесперебойную подачу проволоки по сварочному рукаву. Состоит из электродвигателя постоянного или переменного тока, прижимного устройства для прижима роликов с помощью винтовых зажимов с определённым усилием.
- Приспособление для установки кассеты со сварочной проволокой. Расположен возле механизма подачи и предназначен для долговременного обеспечения сварочной дуги присадочным материалом. Кассета может располагаться как вертикально, так и горизонтально относительно подающего механизма. Фиксирование кассеты происходит благодаря специальной гайке или зажимам.
- Блок управление. Его используют для регулировки подачи проволоки. Регулировка может быть электронной с помощью реостата или более грубая благодаря сменным шестерням. На современных устанавливается уже цифровые табло, на которых можно с точностью выставить скорость сварки и тем самым обеспечить более качественное формирование шва.
Основными плюсами перед сваркой электродами есть более быстрый процесс сварки, нет необходимости менять электрод часто, более хороший контроль за процессом сварки. Минусами есть боязнь сквозняков и сильного ветра (возможно образование пор), привязка и источнику защитного газа (баллон, рампа).