
Устройство коллектора
При работе двигателей внутреннего сгорания образуются побочные продукты в виде выхлопных газов. Их необходимо вывести из автомобиля. Эту роль выполняет выпускная система. Первым узлом выпускной системы является выпускной коллектор.
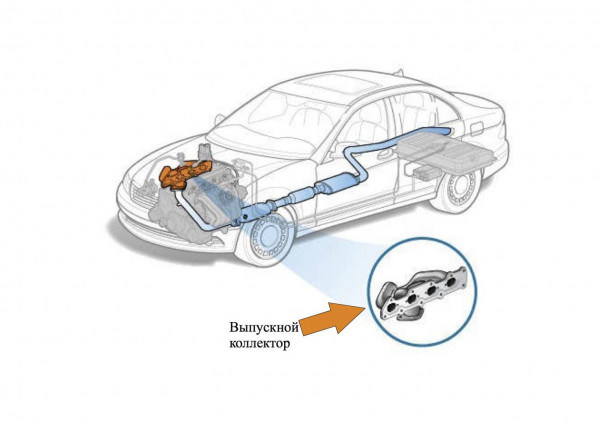
Функция коллектора заключается в освобождении двигателя от выхлопных газов. Назначение выпускного коллектора — сбор выхлопных газов из нескольких цилиндрических деталей в одну большую трубу. Он жестко закрепляется на двигателе автомобиля.

Такой узел может иметь разную форму для различных моделей автомобиля, но является обязательным элементом в их устройстве. Конструктивно выпускной коллектор представляет собой деталь в форме нескольких труб — по одной трубе на каждый имеющийся в конструкции машины цилиндр.
Различают цельные коллекторы, изготовленные методом литья, и трубчатые, представляющие собой неразъемное соединение стальных трубок и дополнительных деталей. Цельный вариант, не имеющий сварных швов, является более прочным. Между блоком цилиндров и выпускным коллектором устанавливается прокладка для того, чтобы предотвратить утечку в пространство под капотом отработанных газов.
Наличие коллектора повышает эффективность вентиляции цилиндров. Наиболее популярный материал для изготовления коллектора — чугун, относящийся к жаропрочным материалам.
Тюнинг
Тюнинг и изменение геометрии — это разные вещи. Когда говорят о доработке впускного коллектора, обычно подразумевается увеличение поступающего объема воздуха и снижение сопротивления на его пути.
Для этого предусмотрены такие процедуры, как:
- Замена воздушного фильтра на фильтр нулевого сопротивления. Благодаря макроскопическим отверстиям у последнего, воздух меньше задерживается и, соответственно, увеличивается скорость и объем прохождения;
- Увеличение дроссельного патрубка. Также преследует целью увеличение проходимости воздуха. Обычно для этого устанавливают заслонку с другого двигателя, который мощнее исходника;
- Установка спортивного ресивера. Короткие трубки большего сечения при правильной настройке позволяют снизить пульсацию воздушных масс, что позволяет двигателю быстрее набирать обороты.
Также есть такой вариант тюнинга, когда впускной коллектор убирают полностью, а вместо него устанавливают короткие трубки, настроенные на высокие обороты. Такой вариант предусматривается только для атмосферных моторов и называется многодроссельным впуском (то есть на каждый цилиндр по сути предусмотрен свой коллектор).
Кстати, какие-либо изменения в системе впуска обычно влекут за собой модернизацию выпускного коллектора, распредвала и прошивку электронного блока управления.
Toyota Corolla swap 1.6 16V 4A-FE › Logbook › Ремонт Выпускного коллектора — «Термосталь 1400»
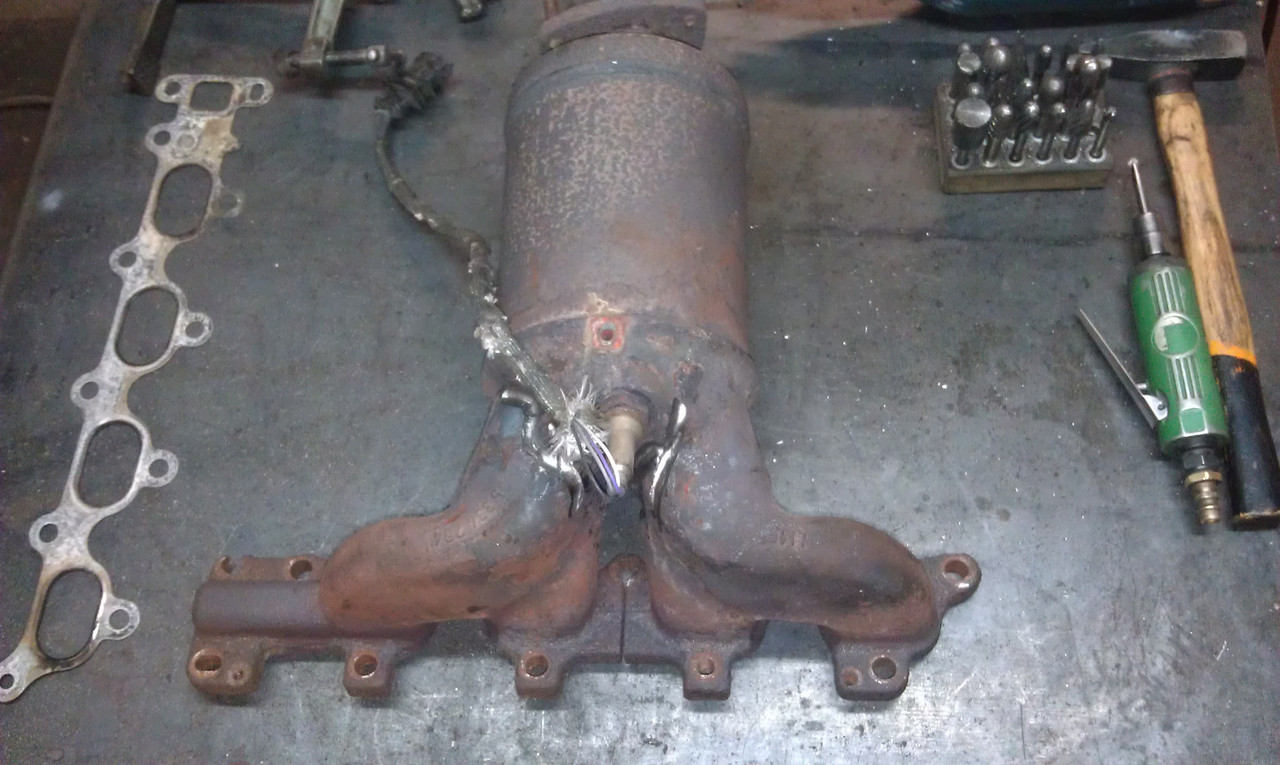
И так излазив просторы интернета, нашел в днепропетровске химию похожую на двухкомпонентный герметик или на эпоксидную смолу производства компании DoneDeal. По утверждению завода изготовителя предназначен для ремонта чугунных и металлических коллекторов, ГБЦ и выхлопных систем. Не восприимчев к ударным нагрузкам и вибрациям, выдерживает температуру до 1400 градусов и после полного застывания его можно сверлить, нарезать резьбу и обрабатывать болгаркой) Проверим на сколько это правда. Так как коллектор у меня уже был заварен какой то стремной сваркой то остается только 2 выхода: новый коллектор и стремная химия) -берем вариант №2, он дешевле, а к первому всегда можно вернутся))) И так вот оно
По технологии зачистил место нанесения «Серой жижи» обезжирил, размешал ее до однородной массы и наляпал на трещину. По инструкции 5-6мм вокруг трещины, взял с запасом на все 10-12мм. Получилась коровья лепешка)))
Оставил эту лепешку сохнуть на ночь. Завтра посмотрим, что из этого получилось…)) Продолжение следует…
Первые полевые испытания показали что этот «Кизяк» держится молодцом.Пробовал ковырять его отверткой — не берет, довольно крепкая шняга, ну и выхлопными газами перестало вонять в салоне.
Источник
Выпускные коллекторы для иномарок
Выпускной коллектор – одна из очень недешевых деталей двигателя, как бензиновых, так и дизельных.
Выход этой запчасти из строя приводит к целому ряду дефектов и проблем, которые требуют решения, как в плане ремонта, который имеет целый ряд конструктивных особенностей, так и в плане продаж.
- Необходимо избавиться от шума
- Потребуется решения проблемы с запахом в салоне
- Возникнет необходимость лишних затрат
Ремонт выпускного коллектора и сварка
Если задача отремонтировать, а это в свою очередь говорит о том, что потребуется заварить трещину или иной дефект чугунного выпускного коллектора, то, соответственно, здесь необходим кондуктор и аргон.
Аргонная сварка выпускного коллектора любого типа, необходимая для того, чтобы заварить трещину и удалить неисправность, должна будет проведена в кондукторе, о чем мы говорили выше. Иначе не стоит связываться с проблемой.
Поэтому ремонт выпускного коллектора необходимо доверить знающим людям.
В противном случае можно перегреть деталь, и на ней могу возникнуть деформации плоскости и тогда возникнет вопрос «а стоит ли сваривать выпускной коллектор, чтобы в последующем в нем возникли проблемы» есть один ответ «нет».
В таком случае правильно установить и, соответственно, ликвидировать сечь от места прилегания выпускного коллектора к мотору не удастся.
В этом случае плоскость коллектора либо шлифуется, не всегда достигая успеха, либо потребуется купить новый выпускной коллектор и, соответственно, заменить его со всеми необходимыми требованиями.
Эти требования, которые возникают в процессе ремонта двигателя, предполагают замену прокладки выпускного коллектора или прокладок, как правой, так и левой, на V образном ДВС.
Если говорить о том, сколько это может стоить и какова вообще цена выпускного коллектора, то необходимо учитывать марку и модель автомобиля, на который потребуется приобрести коллектор выпускного тракта.
Продажа и установка выпускных коллекторов в Москве
Вообще цена на данную деталь, даже на автомобиль эконом класса в новом варианте начинается от 300 у.е., достигая и более значительных цифр на автомобили премиум класса, особенно там, где коллектор скомбинирован с катализатором.









Именно поэтому часто возникает вопрос можно ли отремонтировать выпускной коллектор и как правильно его заварить.
Конечно можно, если методично подходить к данной проблематики.
Необходимо учитывать и то, что шпильки крепления, как и гайки выпускного коллектора, могут прикипать или заламываться, и тогда значительно увеличивается трудоемкость снятия и установки этой детали.
Вообще, заломанная шпилька на коллекторе — это серьезная проблема, и поэтому ее необходимо высверливать, причем высверлить каленый металл, из которого и изготовлена шпилька, достаточно сложно.
Нужно специальное сверло, требуется опыт и знание, как это делать.
Соответственно, если эти работы выполнять своими руками и самостоятельно пытаться решать проблему, то без специального инструмента наверняка не обойтись.
Итак, есть проблема с выпускным коллектором, которую необходимо решить профессионально и желательно недорого.
В этом случае встает вопрос о том, где можно подобрать и купить либо бэушный, либо восстановленный – соответственно, заваренный по технологии коллектор.
Имеющиеся в продаже б/у выпускные коллекторы, как и ребилдинговые варианты, позволяют снизить стоимость комплексного решения проблемы и потому этот рынок весьма активен и востребован.
Мы знаем где можно приобрести данную деталь, и наши специалисты понимают, как можно его поменять, оперативно устранив сечь и пропуск выхлопных газов. Однако не всегда можно приобрести вариант восстановленного элемента. И тогда возникает вопрос у кого можно приобрести данную деталь и где продажа осуществляется из наличия или под заказ.
Продажа выпускных коллекторов осуществляется после подбора по Vin номеру автомобиля.
Купить и поменять прокладку выпускного коллектора
Необходимо при ремонте, который связан со снятием и установкой этой запчасти, также заменить прокладку выпускного коллектора и с разумной силой притянуть коллектор к ДВС, вне зависимости от того, на каком – дизельном или бензиновом моторе требуется выполнить эти работы.
Перетягивать выпускной коллектор нельзя – иначе могут возникнуть некоторые проблемы.
- Коллектор может треснуть
- Шпилька может заломаться
- Возникнет необходимость начинать все сначала
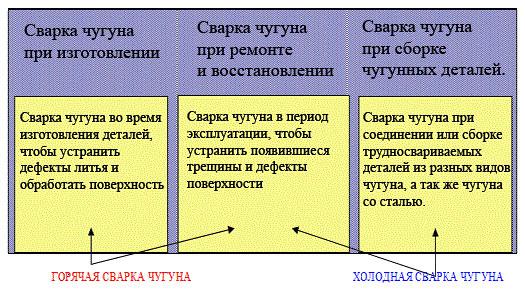
Как происходит сварка выпускных коллекторов из чугуна?
Перед началом работытребуется определиться из какого материала изготовлен выпускной коллектор. Здесь 2 варианта – чугун или путем сварки труб из стальных сплавов с примесями для предотвращения коррозийных процессов. Чугунные детали более распространённые в рамках РФ, потому основной объем дальнейших пояснений будет именно о них.
Способы сварки при работе с чугуном:
Последний вариант отличается методикой прокладки швов – короткие отрезки, на которые накладываются повторные слои. Такое подход позволяет избежать коробления материала выпускного коллектора.
Классификация типов сварки
Если мы говорим о работе в домашних условиях, то единственный приемлемый вариант – холодная сварка инвертором. Из-за хрупкости чугуна, профаны не смогут качественно заделать даже мелкую трещину.
Что такое сварка MIG и MAG
Какие электроды использовать:
При выявлении трещины в выпускном коллекторе, не советуется ожидать пока та приведет к срыву патрубка. Советуется как можно скорее снять деталь с двигателя и произвести ее ремонт. Для чугунных коллекторов при сварке требуется увеличение углерода – от 3% до 7%.
Если используется горячая сварка, деталь необходимо предварительно разогревать. Температура поддерживается на одном уровне (плюс/минус 10%) на протяжении всего процесса сварки. Учитывайте физические свойства чугуна – металл очень быстро остывает.
Из-за повышенной текучести чугуна, вдоль трещины можно либо просверлить отверстия, либо воспользоваться прокладками из графита, подложив их под место сваривания также вдоль будущего шва. Порообразование во время выгорания углерода может исказить конечный результат работы, в том числе, а потому, в процессе работы будьте предельно внимательны.
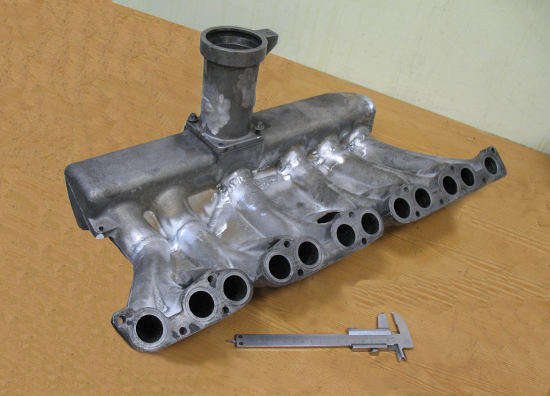
Ремонт выпускного коллектора. Чугун. Сварка аргон.
В каждом легковом и грузовом автомобиле есть такая деталь двигателя внутреннего сгорания так называемый впускной коллектор. В основном изготавливаются они из чугуна методом отлива, или же из нержавеющей стали или титана. Случается так, что впускному коллектору требуется замена или ремонт, не спешите его выбрасывать! По ряду причин коллектор может выйти из строя: — Возраст. Одна из самых распространенных причин. Ввиду того, что выпускной коллектор подвергается постоянным температурным нагрузкам, быстрому нагреву, остыванию, и образованию конденсата, прочность коллектора в некоторых местах может ослабнуть, и появиться дыры. Всё это приводит к возникновению коррозии и химических процессов, которые в итоге являются причиной появления трещин и дыр. Своевременная сварка выпускного коллектора позволит избежать дорогостоящей замены данной детали Вашего автомобиля. — Поломка коллектора по причине наезда на препятствие или ДТП. Очень часто после дтп или прочих моментов ломается место стыка коллектора и выхлопной трубы, выламываются куски коллектора. Здесь мы тоже сможем Вам помочь. Мы наплавим недостающие части выпускного коллектора, обеспечим герметичность сварных соединений. При проведении сварочно ремонтных работ по восстановлению выпускного коллектора в Екатеринбурге на нашем предприятии Аргон66 мы активно применяем аргонно дуговую сварку. Это позволяет достаточно быстро и качественно решать проблемы наших клиентов связанные с ремонтом выпускного коллектора. И ни в коем случае не используйте даже как временную меру — ремонт так называемой «Холодной сваркой», так как это малоэффективно, и при нагреве может выделять опасные пары и запах. Если у вас появился запах при работающем двигателе, посторонний звук, Проблемы при работе ДВС, или же часто наблюдается потеря мощности на турбированном двигателе, обратитесь на СТО для проверки выпускного коллектора на его целостность. Наши специалисты проведут диагностику и определят, подлежит ли выпускной коллектор Вашего автомобиля восстановлению. И мы обязательно поможем вам с ремонтом этой детали, заварим трещины, приварим отпавшие части коллектора, наплавим недостающие компоненты Вашей системы выхлопа автомобиля. Мы берем в работу также и выпускные коллектора мотоциклов, грузовых машин легковых автомобилей, автобусов, спецтехники, сельскохозяйственной техники и различных тракторов и экскаваторов.
Если Вам необходим качественный ремонт выпускного коллектора, то теперь Вы знаете куда обратиться! Аргон66, Екатеринбург, проспект Космонавтов, 258/3, телефон: +73432020023. Мы оказываем большое колличество услуг, вы можете в этом убедиться посетив каталог сварочных услуг.
Основные причины поломок
В выхлопной системе, особенно старого авто, имеющего большой пробег, возникают неполадки, независящие от материала глушителя, поэтому каждый водитель должен периодически осматривать всю систему на предмет возникновения трещин или прогаров. Своевременное ТО избавит автолюбителя от проблем с заменой выхлопного коллектора, что стоит очень дорого. На сохранность системы вывода выхлопных газов влияют:
- отработанные газы, имеющие высокую температуру,
- смеси агрессивного характера,
- уязвимость металла при высоких нагрузках во время эксплуатации.
- Сажевый фильтр (катализатор) служит для задержки сажи, содержащейся в выхлопных газах, поэтому сотовые сегменты сильно засоряются, из-за высоких температур происходит оплавление сегментов. Признаки неполадок — из выхлопной трубы газы практически не выходят или появляется едкий сизый дым.
- Кислородные датчики — происходит разгерметизация или перегрев корпуса, моральный износ, нет контакта в электрической цепи машины, произошли механические повреждения.
- Гофра в глушителе представляет собой цилиндр, внутри которого находится гофрированная трубка, защищенная двойной оплеткой, верхний слой которой выполнен из нержавеющей стали. Корпус эластичный, поэтому гасит негативные колебания и предотвращает разрушение всей системы — разрыв происходит из-за резкого повышения давления газов при забитом катализаторе.
- Резонатор устанавливается перед основным глушителем, поэтому многие автолюбители называют его малым или дополнительным аналогичным элементом выхлопной системы. Если увеличилась громкость выхода газов, вибрирующие звуки в месте установки резонатора, то это говорит о том, что одна из внутренних составляющих изделия прогорела.
- Глушитель, о том, что его следует ремонтировать или срочно менять, предупреждают громкие звуки при работе ДВС или резкое падение мощности двигателя, а также сильная вибрация в месте крепления.
- Выпускной коллектор, если в салоне чувствуется запах отработанных газов, значит, на его корпусе появилась трещина или произошел разрыв патрубка.
Описанные выше повреждения происходят и от воздействия агрессивных веществ, рассыпаемых на улицах городов для борьбы с гололедицей, например, в виде соли.
Сварка различных материалов в домашних условиях
Способ восстановления выбирают с учетом металла, из которого сделан коллектор.
Из чугуна
Для ремонта детали, сделанной из этого сплава, применяют следующие методы:
- Газовая сварка. Считается наиболее эффективным способом восстановления чугунных элементов. Позволяет получить шов высокой прочности.
- Полуавтоматическая сварка выпускного коллектора из чугуна. Для получения качественного шва требуется сложная подготовка элемента. В качестве присадочного материала используют специализированные виды проволоки.
- TIG-сварка. Процесс ведется в среде защитного газа, что предотвращает появление дефектов сварного соединения.
- Инверторный способ. В этом случае требуются тщательная зачистка поверхностей чугунного элемента, установка опорных шпилек.

При обнаружении трещины в коллекторе её заваривают. Трещина наплавляется сразу после появления, не стоит ждать повреждения патрубка. Перед началом сварки детали прогревают. Во время работы учитывают свойства металла: он быстро остывает.






Из нержавейки
Качественно заварить выпускной коллектор из этого материала можно только в среде защитного газа. При несоблюдении этого правила деталь деформируется из-за сильного нагрева. С учетом особенностей нержавеющей стали допускается применение только таких методов:
- Использование инвертора с подачей газа. В сочетании с таким сварочным аппаратом применяют неплавящиеся вольфрамовые электроды.
- Ручная сварка с покрытыми электродами. Требуется постоянное поддержание правильного режима работы агрегата.
- Полуавтоматическая сварка с электродом из нержавейки.
В бытовых условиях для получения качественных швов нужно использовать ММА-электроды, стержни с титановым или рутиловым покрытием.
Холодный метод
Такой способ не имеет отношения к формированию классического сварного шва, однако для временного ремонта выпускной системы его использовать можно. Перед началом работы необходимо изучить технологию холодной сварки. Трещину устраняют так:
- Обрабатываемый участок зачищают и обезжиривают. Наносят клеящий состав согласно рекомендациям, содержащимся в инструкции.
- Дожидаются высыхания средства, устанавливают деталь на место. В результате работы получается заплатка, свойства которой сходны с характеристиками металла.
Рекомендуем к прочтению Описание метода радиографической дефектоскопии
Под нагрузкой горячих выхлопных газов отремонтированная таким способ деталь служит недолго. Для сварки коллектора из нержавейки этот способ использовать можно, для ремонта чугунного элемента он не подойдет.
Ремонт выпускного коллектора
Многие автолюбители впадают в панику, увидев, что швы выпускного коллектора лопнули или он вовсе раскололся пополам. Если вашему агрегату не более 10 лет, то не спешите покупать новый взамен на неисправный коллектор. Его можно легко починить, если вы обладаете навыками сварки.
Сварка коллектора производится в проветриваемом (но без сквозняка) гараже, с использованием электродов. Также можно заварить трещину аргоном или наплавить чугун газопорошковой наплавкой. Если вы не обладаете достаточными навыками, то лучше не беритесь за эту работу. А всем опытным мастерам мы далее расскажем о нюансах ремонта.
Прежде всего, нужно засверлить края трещин или лопнувших швов. Разделайте кромки по всей глубине, только не используйте для этого стандартную болгарку. Теперь можно трещину заварить, используя метод аргонодуговой сварки, или наплавить газопорошковой наплавкой. Иногда встречаются коллекторы, которые настолько выгорели, что даже самый опытный сварщик не сможет их починить. Так что оцените свои силы и подумайте: может быть лучше потратиться на новый агрегат?
Читать дальше: Проверка наличия штрафов по водительскому удостоверению
После сварки дайте коллектору остыть. При возможности лучше в работе использовать сварочный кондуктор. После того, как выполните сварку, обязательно отшлифуйте поверхность коллектора
Крайне важно восстановить все плоскости агрегата после ремонта, иначе швы гарантированно лопнут снова, а трещины разойдутся. Не стоит производить ремонт, если у коллектора нет прокладки
И обязательно контролируйте геометрию отверстий.
У опытного сварщика ремонт одного выпускного алюминиевого, чугунного или стального коллектора занимает в среднем 2-5 часов, в зависимости от характера поломки и условий работы. Это при условии сварки с аргоном или с электродами. Если применять метод газопорошковой наплавки, то ремонт может затянуться на несколько дней, поскольку коллектору необходимы минимум сутки на остывание.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
- углерод при термическом воздействии выгорает, металл становится рыхлым,
- у чугуна высокий коэффициент текучести,
- при быстром охлаждении, из-за внутреннего напряжения, литье начинает трескаться, становится белесым, это говорит об изменении структуры сплава.
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал. После появления специальных медесодержащих электродов, позволяющих снижать температуру в ванне расплава до +120°С, появилась возможность создавать прочные соединения.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов
Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
- предварительно разделают на всю глубину,
- края рассверливают с обеих сторон,
- кромки сглаживают под углом 30°.
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
В чем разница между обычным и прямоточным глушителем
Одним из главных элементов автомобиля считается выхлопная система. Основной ее задачей служит выведение всех отработанных газов из камеры сгорания. Стоит заметить, что чем эффективнее функционирует система выхлопа, тем лучше работает силовой агрегат. Немаловажным узлом выхлопной системы считается глушитель. Он не просто выводит газы, но и снижает громкость работы мотора. Глушители различаются по диаметру, материалу изготовления и т.д. Многие из нас слышали, как работает прямоточный вариант глушителя, и как его звучание отличается от звука обычного глушителя. Однако какие у них отличия? Из-за чего один работает достаточно тихо, а второй громко «ревет», подчеркивая мощь мотора? Прямоточные глушители – это не просто определенный тренд, а важный аспект доработок. Данные глушители, как правило, монтируются на спортивные автомобили. После тюнинга мотора и увеличения его мощности, требуется увеличить и производительность системы выхлопа автомобиля.При этом прямоточный вариант выхлопа считается более производительным, чем стандартный аналог.
Из чего состоит глушитель автомобиля?Автомобильный глушитель является сложным узлом, который состоит из нескольких элементов. Первым из них можно рассмотреть резонатор. Имея пару внутренних камер, он прекрасно гасит низкий звук. Но большую часть звука поглощает основной глушитель. Он обычно находится в задней части машины и содержит много перегородок, которые являются своеобразным препятствием для выхлопных газов. Как раз данные перегородки и заглушают большую часть шумов, возникающих от быстрого движения газов по выхлопной трубе. Все это относится к обычному автомобильному глушителю. А вот строение прямоточного глушителя чем-то схоже с резонатором. В частности, в отличие от обычного глушителя, прямоточный вариант содержит не перегородки, а пару камер, посредством которых выхлопные газы без всяких преград выходят наружу. Прямоток отличается от строения резонатора тем, что внутри он содержит звукопоглощающий материал (обычно это базальтовая вата). Такой материал частично поглощает звуковые частоты, но период его эксплуатации намного меньше, чем у обычного глушителя. В итоге, если звукоизоляционный материал начинает выдуваться (выхлопными газами) из прямоточного глушителя, тогда существенно изменяется и выходящий звук. Из-за чего прямоточный глушитель работает намного громче обычного?Стандартный вариант (благодаря своей конструкции) заглушает все частоты мотора. А прямоточный аналог может заглушить лишь высокочастотные звуки. В итоге, мы слышим низкий и очень громкий звук. В наше время, многие фирмы занимаются изготовлением прямоточных глушителей. Стоит сказать, что такие глушители считаются самыми универсальными, потому что их можно использовать на любых машинах. Кроме того, отдельные фирмы, занимающиеся реализацией данной продукции, дают послушать звукозаписи, которые воспроизводят работу некоторых видов глушителей. Звучание прямотока непосредственно зависит от материала изготовления, от сердцевины и от диаметра выхода. Поэтому профессионалы разделяют все прямоточные глушители на несколько вариантов. Исходя из всего вышеизложенного, прямоток своим строением сильно отличается от обычного глушителя. Другими словами, имея совсем другую конструкцию, прямоточный вариант выхлопа выпускается преимущественно для «заряженных» версий автомобилей, которым требуется высокопродуктивная выхлопная система.
Оборудование и материалы

Для сварки коллектора из чугуна лучше использовать инвертор и холодный методэлектродов
Отечественные производители предлагают для такого вида работ следующие марки:
- ОЗЧ-2 и ОЗЧ-6, где основа — это стержень из меди, который покрывают обмазкой, где присутствует порошок железа;
- железно никелевые электроды для выполнения сварки на постоянном токе;
- медно-железно-никелевые МНЧ-2 позволяют получить шовное соединение высокотехнологичного типа, которые препятствуют образованию коррозии, и отлично переносят контакт с агрессивными средами и горячими газами.
М.А. Емельянов, образование: колледж, специальность: сварщик 5 разряда, опыт работы: с 2000 года: При выборе необходимого электрода учитывается толщина детали, общий вес и условия эксплуатации, правильность подбора — это залог прочного соединения».
Принцип работы выпускного коллектора
Работа выпускного коллектора автомобиля очень простая. Когда водитель заводит мотор (независимо от того, это бензиновый или дизельный агрегаты), в цилиндрах происходит сгорание воздушно-топливной смеси. На такте выпуска газораспределительный механизм открывает выпускной клапан (на цилиндр может быть один или два клапана, а в некоторых модификациях ДВС для лучшей вентиляции полости их даже три).







Когда поршень поднимается к верхней мертвой точке, он выталкивает все продукты горения через образовавшееся выпускное отверстие. Далее поток поступает в приемную трубу. Во избежание попадания горячего выхлопа в полость над соседними клапанами для каждого цилиндра устанавливается отдельная труба.
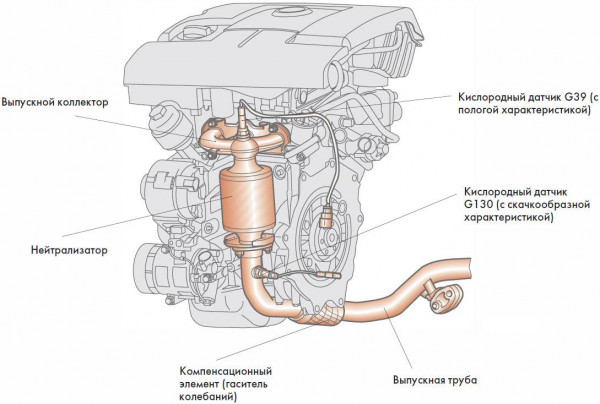
В зависимости от конструкции эта труба на некотором расстоянии соединяется с соседней, а затем они объединяются в общий тракт перед катализатором. Через каталитический нейтрализатор (в нем вредные для окружающей среды вещества нейтрализуются) выхлоп идет через малый и основной глушители на выхлопную трубу.
Так как данный элемент может в некоторой степени изменить мощностные характеристики двигателя, производители разрабатывают разные типы пауков для моторов.
При удалении выхлопных газов в выпускном тракте образуется пульсация. Во время изготовления этой детали производители стараются спроектировать ее таким образом, чтобы эти колебания были максимально синхронными с волновым процессом, происходящим во впускном коллекторе (в некоторых автомобилях на определенном режиме работы агрегата непродолжительное время для лучшей вентиляции открываются как впускной, так и выпускной клапаны). Когда порция выхлопных газов резко выталкивается в тракт, она создает волну, которая отражается от катализатора и создает вакуум.
Этот эффект достигает выпускного клапана практически в тот момент, когда соответствующий поршень снова выполняет такт выпуска. Этот процесс облегчает удаление отработанных газов, благодаря чему мотору приходится тратить меньше крутящего момента на преодоление сопротивления. Такая конструкция тракта позволяет максимально облегчить удаление продуктов горения топлива. Чем больше оборотов мотора, тем эффективней будет проходить этот процесс.
Однако в случае с классическими выхлопными системами наблюдается небольшая проблема. Дело в том, что когда выхлопные газы создают волну, из-за коротких труб она отражается в соседние тракты (они находятся в спокойном состоянии). По этой причине при открытии выпускного клапана другого цилиндра эта волна создает препятствие выводу выхлопа. Из-за этого мотор задействует часть крутящего момента на преодоление этого сопротивления, и мощность мотора падает.
Эксплуатация выпускных коллекторов
Коллектор в автомобиле это
Типичные неисправности выпускных коллекторов:
- Повреждение прокладки между коллектором и блоком цилиндра. Для уплотнения узла соединения «блок цилиндров – выпускной коллектор» применяется прокладка, которая изготавливается из паронита, металла либо композитных материалов. Под действием давления и высоких температур со временем прокладка разрушается, что приводит к нарушению герметичности. Часть газов прорывается, напрямую в атмосферу, двигатель работает нестабильно.
- Деформация фланца труб коллекторов. Температура выпускного коллектора может достигать 900 ºС. При нарушении температурных режимов коллектор подвергается деформации, которая может вызвать повреждения резьбовых соединений крепежа коллектора. Например, болты выпускного коллектора может просто «сорвать» (повредить резьбу). К таким последствиям приводит нарушение режима работы двигателя либо излишний тюнинг.
- Физические повреждения, нарушение герметичности. Выпускной коллектор работает в агрессивной среде, поэтому со временем и пройденными километрами чугунные коллекторы лопаются, а трубчатые стальные — могут прогореть. Это негативно отражается на работе двигателя. Даже небольшая трещина в выпускном коллекторе вызывает нарушения работы выхлопной системы. В случае, если трещина незначительная, проблема какое-то время может себя не проявлять.Симптомами могу быть:
- ошибки блока управления двигателем;
- нестабильные обороты двигателя — плавные перепады 300-500 единиц;
- звук двигателя с ненастроенным зажиганием;
- в подобных случаях определяется сильно прогоревшая труба.
- Засорение каналов выпускной системы. На стенках выпускных коллекторов образуется нагар и ржавчина. Подобные отложения могут привести к уменьшению просвета каналов и ухудшению характеристик двигателя.
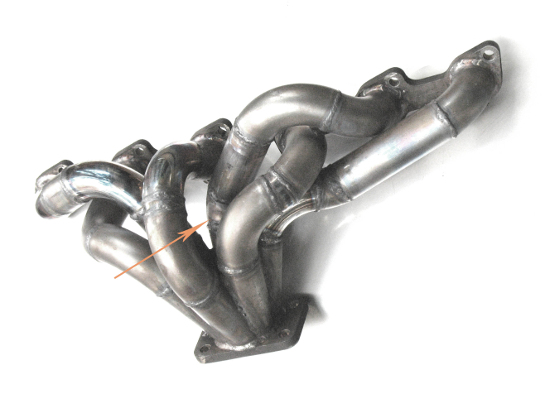
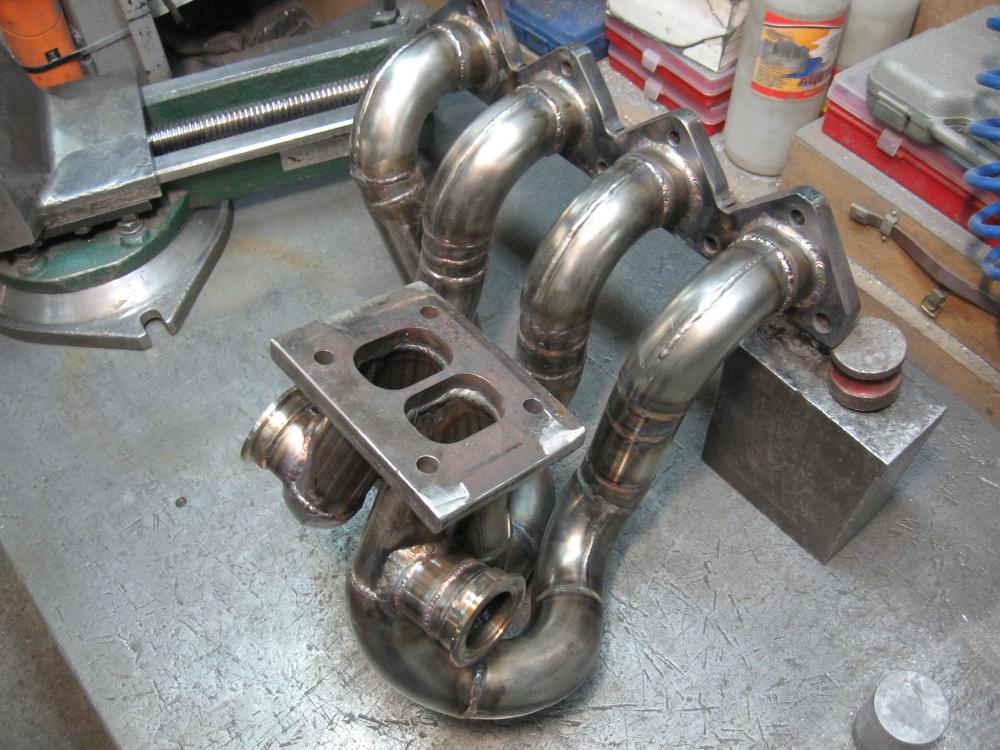
Трубчатый выпускной коллектор с деформированной стыковочной пластиной «фланцем»
Для того, чтобы избежать вышеперечисленных неисправностей, следует помнить, что выпускной коллектор — узел двигателя, который стоит осматривать при плановом техническом обслуживании чуть ли не в первую очередь.
Трубчатый выпускной коллектор с набором прокладок и крепежа
Признаки забитого катализатора
При длительном использовании автомобиля возможны проблемы в работе системы, снижающей токсичность выхлопа. Первые признаки забитого катализатора появляются обычно при пробеге более 150-200 тысяч км. В отдельных случаях это неприятное событие наступает и раньше по самым разным причинам от заводского брака до нарушения правил эксплуатации двигателя.

Рис. 1 – «Устройство каталитического нейтрализатора»
Вместе с тем симптомы неисправности описываемого узла нередко схожи с неправильной работой других систем силового агрегата автомобиля. Возникает вопрос, как точно узнать, забит ли катализатор, и что делать в случае выявления данного дефекта. Статья посвящена разбору причин отказа узла, методам его диагностики и способам устранения поломки.