Разделка кромок под сварку
Для создания прочного и качественного сварного шва кромки соединяемых изделий проходят необходимую подготовку и им придается определенная форма (V, X, U, I, K, J, Y – образная). Во избежание прожога подготовку кромок можно выполнять при толщине металла не менее 3 мм.
Порядок подготовки кромок:
- Очищение краев металла от ржавчины и загрязнений;
- Снятие фасок определенного размера – в зависимости от способа сварки;
- Величина зазора – в зависимости от типа сварных соединений.
Параметры подготовки кромок:
- Угол разделки кромок – α;
- Зазор между кромками –b;
- Притупление кромок –c.
В таблице 2 приведены особенности подготовки кромок в зависимости от толщины металла.
Таблица 2
| №,п/п | Толщина металла, мм | Разделка кромки | Угол, α | Зазор b,мм | Притупление кромок c, мм |
| 1 | 3-25 | Односторонняя
V-образная |
50 | – | – |
| 2 | 12-60 |
Двухсторонняя X-образная |
60 | – | – |
| 3 | 20-60 |
Односторонняя, двухсторонняя U-образная |
– | 2 | 1-2 |
| 4 | >60 | I-образная | – | – | – |
Принципы работы сваркой и основные понятия
Прежде чем перейдем к технологии, как правильно класть сварочный шов, разберем несколько понятий:
- сварное соединение – это скрепление двух деталей сварочным методом;
- сварочный шов – это участок сварного соединения, который образовался за счет молекулярного соединения расплавленных краев двух металлических деталей, в результате дальнейшей кристаллизации металла;
- металл шва – это сплав, который образуется в результате термического воздействия на основной металл (деталь);
- зона сплавления – это грань между металлом шва и основным металлом (изделием);
- зона термовлияния – это участок, который поддался воздействию тепла, но не расплавился, а лишь изменил свои свойства за счет нагрева.
- сварка – это процесс, во время которого плавится металл с помощью специального оборудования, соединяющего элементы методом расплавления их кромок;
- электродуга – это разряд, возникающий между заготовкой и электродом;
- электрод – это специальный металлический стержень с различным химическим напылением, являющийся проводником электрического тока.
Читать также: Как правильно пользоваться мегаомметром
В разных отраслях промышленности применяются разные виды сварки, которые отличаются методом воздействия, применением разных материалов и технологиями работы для создания простых и многопроходных швов. Например, в дуговой сварке основным плавящим элементом выступает электрод, который возбуждает и удерживает дугу на рабочей детали. В газовой сварке источником тепла служит горелка, из которой под сильным давлением выходит ровное бесперебойное пламя, образовавшееся в результате горения смеси кислорода и ацетилена.
Хоть и при разных видах сварки на деталь идет разное воздействие, суть остается одна: два металлических изделия плотно прикладываются друг к другу или с небольшим расстоянием, если, например, необходимо заварить прохудившуюся деталь. Далее с помощью сварочного аппарата мастер прогревает края детали так, чтобы они начали плавиться. В этот момент образуется так называемая сварочная ванна. Кроме основного металла часто применяют дополнительный (электрод или проволоку), для увеличения количества металла шва. Когда готов расплавленный материал – формируется дорожка. Затем он кристаллизируется и образуется прочное соединение.
Структура шва
Типовой сварочный шов включает в себя:
- Зону наплавленного металла (из сварочного электрода или из основного металла соединенных между собой заготовок).
- Зону механического сплавления.
- Зону термического влияния.
- Переходную зону к основному металлу.
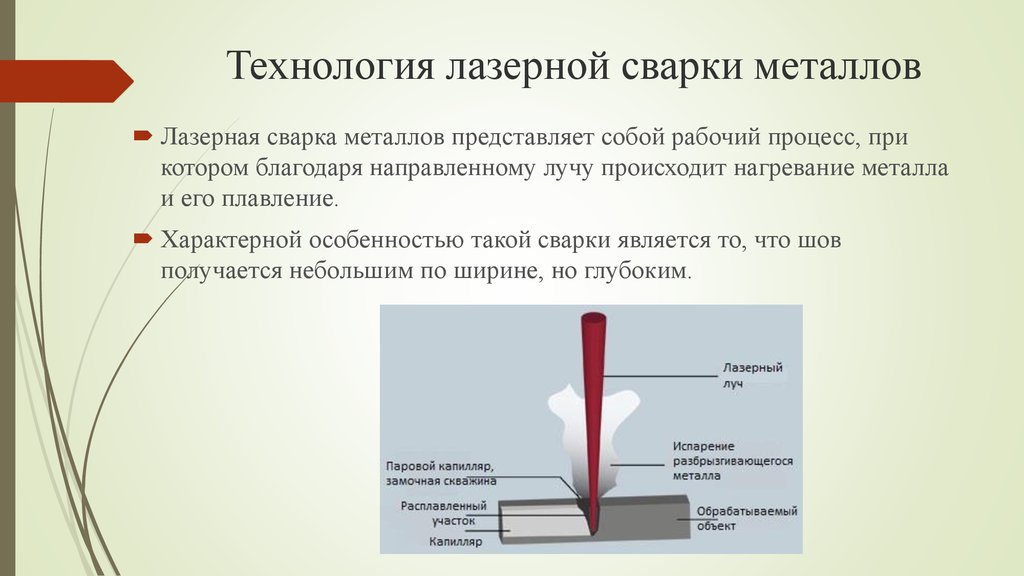
При рассматривании шлифа сварного шва в любой металлографический микроскоп разграниченность вышеперечисленных зон определяется весьма четко. Исключение составляют лазерные технологии соединения тонкостенных и мелких деталей, когда из-за точной локализации светового потока некоторые зоны могут отсутствовать.
Зона наплавленного металла представляет собой сплошную литую структуру, формирование которой происходит с момента начала расплавления электрода или заготовки. На обычных микрошлифах эту зону рассмотреть невозможно вследствие особой мелкой дисперсности частиц, которые ее составляют. Зона отличается наибольшей твердостью, но часто имеет поверхностные дефекты, обусловленные совместным действием сварочных шлаков, кислорода воздуха, остатков сварочного флюса и т.д.
Протяженность зоны механического сплавления связана с термодиффузионной активностью металлов соединяемых деталей. При интенсивном проникновении одного металла в другой глубина зоны сплавления может достигать 40-50% от объема литой зоны. Состав зоны неоднороден: наряду со структурами основного металла, там могут присутствовать интерметаллидные соединения углерода и азота с легирующими элементами, которые имеются в основном металле. Чаще всего в этой зоне встречаются грубодисперсные карбиды вольфрама, хрома, железа, а также более мелкие по размерам нитриты тех же металлов.
Зона термического влияния по своей структуре напоминает поверхностные зоны термически обрабатываемого металла в условиях скоростной и поверхностной закалки или упрочнения. Непосредственно к объемам механического сплавления примыкает так называемый «белый слой» — нетравящаяся часть металла этой зоны. Твердость белого слоя — максимальна и часто превосходит показатели зоны механического сплавления. Причиной тому являются тепловые процессы, энергии которых уже недостаточно для расплавления, но вполне хватает для сверхскоростной закалки (особенно, если сварка ведется под слоем инертного газа). Далее по глубине располагаются зоны структурных превращений, состав которых зависит от марки стали. Например, после сварки нержавеющих сталей основной составляющей рассматриваемой зоны является аустенит, для инструментальных сталей — мартенсит и т.д.
В переходной к основному металлу зоне присутствуют структуры троостита, остаточного аустенита, перлита и других составляющих, которые формируются в условиях сравнительно небольших температурных перепадов.
Качество сварки определяется скачками твердости и структурной однородности: чем они меньше, тем долговечнее и прочнее будет сварочный шов.
Брак и швейные дефекты
Самый частый дефект в работе новичка – кривой шов с неровным заполнением. Такая картина – результат неравномерного ведения электрода, он буквально пляшет в руках юного мастера. Здесь вам понадобятся упорство и труд: с опытом все это проходит без следа. Вторая по частоте ошибка – неверный выбор силы тока или длины дуги, после чего остаются «подрезы» или неровное заполнение. При одних дефектах больше страдает эстетика, при других – прочность.
В каких случаях появляется непровар:
- Некачественная обработка (или отсутствие таковой) кромок поверхностей;
- Слишком слабая сила тока;
- Слишком быстрое движение электрода.
Примеры схем движения электрода.
Прожог – банальная дырка в шве по следующим причинам:
- Широкий зазор между краями;
- Слишком большая сила тока;
- Низкая скорость движения электрода
И здесь ищем оптимальное соотношение трех составляющих: тока, ширины зазора, движения электрода.
Поры и наплывы – множественные отверстия малого размера. Это критический дефект, влияющий на прочность соединения.
Причины:
- Грязь и ржавчина на металле;
- Попадание кислорода к расплавленному металлу (при сквозняке);
- Некачественная обработка кромок;
- Электроды низкого качества;
- Использование присадочных проволок;
Трещины – серьезные нарушения целостности швов. Появляются после остывания металла и по своей сути являются предвестниками разрушения самого шва. В данном случае спасет только новая сварка или полное удаление старого шва и повторное накладывание нового.
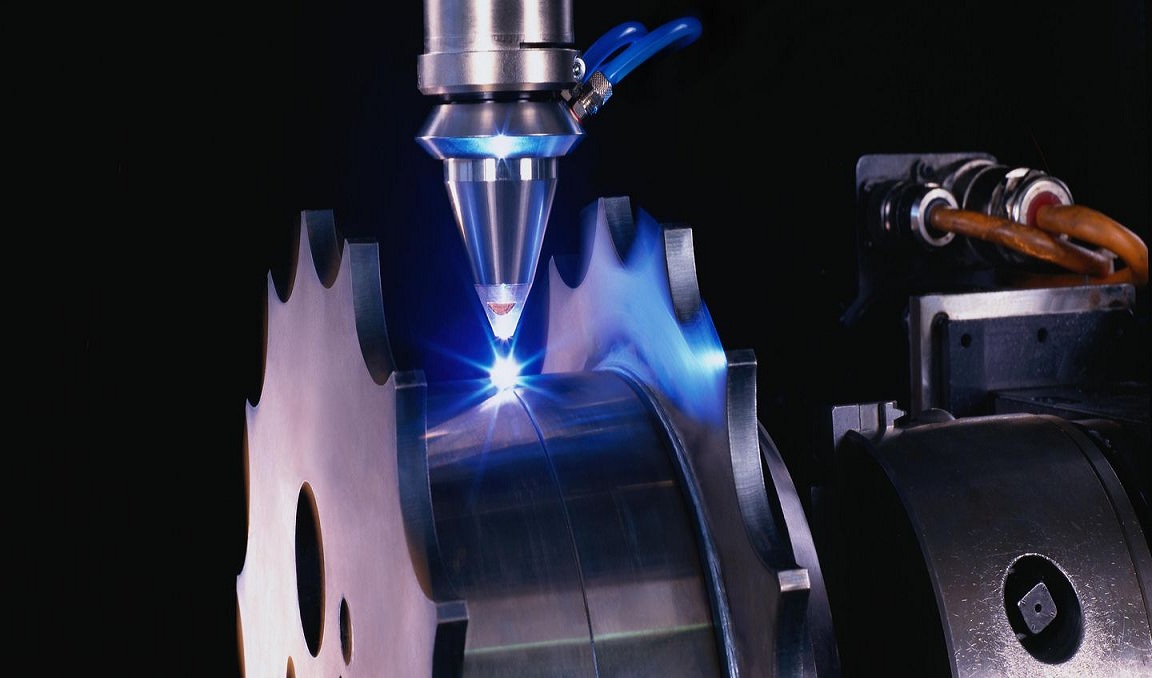
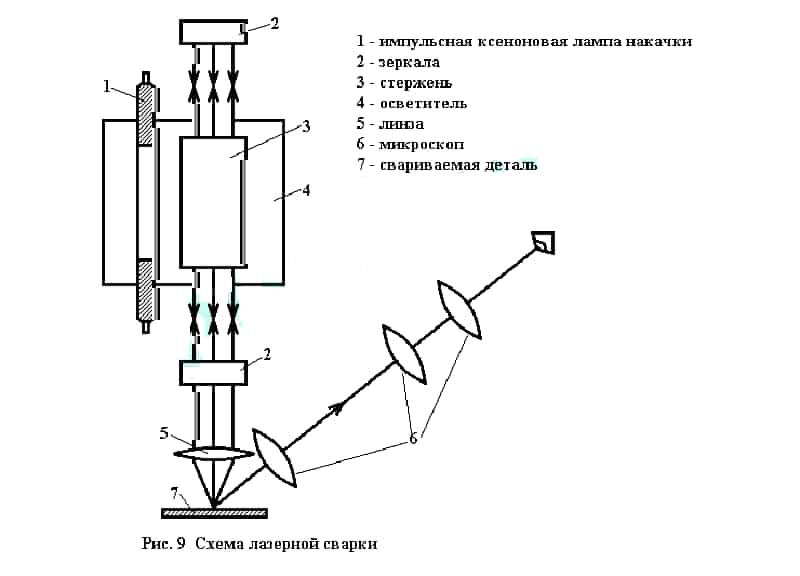
Конструкция и виды применяемого оборудования
Строение агрегата зависит от типа излучателя, входящего в его состав.
Твердотельные аппараты
Конструкция включает элементы из рубина, легированного неодимом стекла. Они активируются световым потоком, испускаемым мощными дуговыми светильниками. Агрегаты функционируют в режиме постоянного излучения. Они отличаются высокой частотой, низкими мощностью и КПД. Твердотельные аппараты применяют для сварки деталей малых размеров.
Газовые сварочные устройства
Такие агрегаты подходят для сварки толстых заготовок из стали и других металлов. Излучение, генерируемое в среде газов, характеризуется высокой мощностью. Установка способна соединять детали толщиной до 2 см. Она имеет достаточно высокий коэффициент полезного действия. Эксплуатация устройства усложняется из-за введения в конструкцию хрупкой стеклянной трубки.

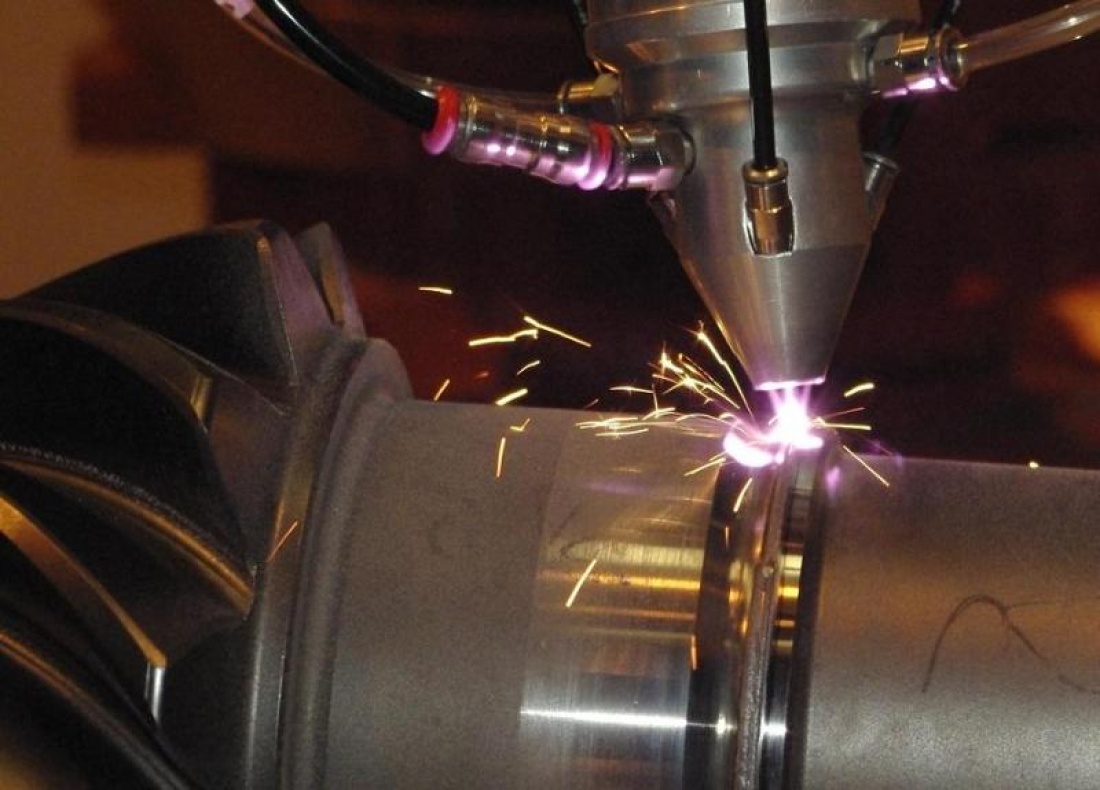
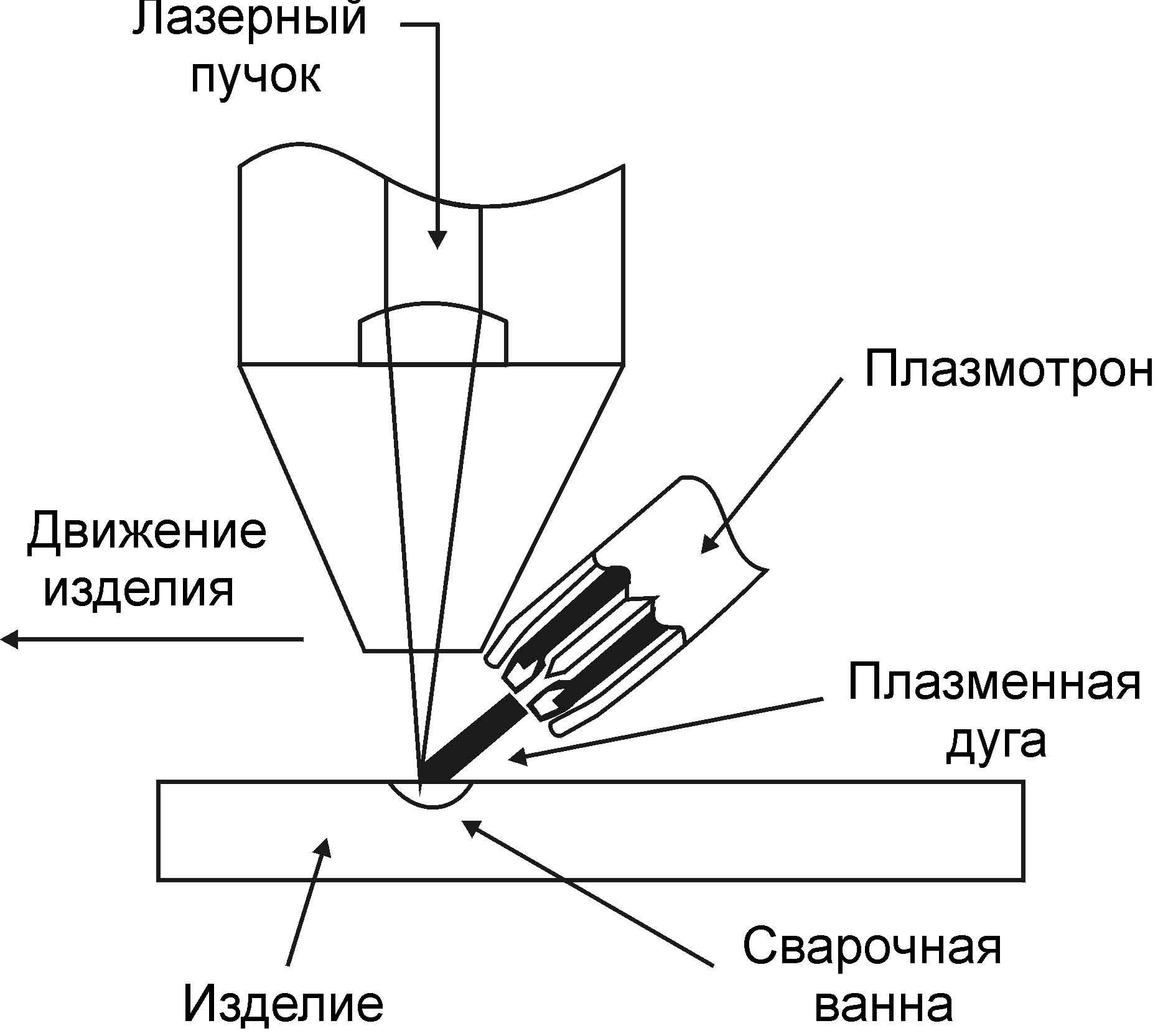
Гибридные установки
Такие аппараты были созданы для соединения металлических заготовок большой толщины. Вместе с лазерной головкой схема прибора включает электродуговую горелку. Дополнительно установлен подающий механизм, выводящий расходный материал в сварочную ванну.




Ручные модели
Небольшие устройства работают по принципу стандартных агрегатов. Необходимость применения при сборке компактных деталей делает аппараты дорогими. Они используются для создания миниатюрных металлоконструкций, пайки микросхем.

Дефекты сварочных шов
Как правило, дефекты сварочных швов возникают из-за несоблюдения технологических норм сварки, некачественных электродов, возникновения блуждающих токов и попадания атомарных частиц воздуха в сварочную ванну.
Все дефекты швов сведены в единый стандарт, который предъявляет технические требования к сварочным соединениям.
Стандартом же регламентируется и контроль сварочных швов, который включает в себя техническую проверку и звуковую дефектоскопию.
Согласно этому стандарту дефекты сварных соединений подразделяются на шесть групп:
- треснувшие швы, трещины;
- кратеры и лунки, свищи, которые образованы процессе искрения и полостей в сварочной ванне;
- твердотельные включения – электродная окалина, спазмы металла;
- не проваренные участки, отсутствие металлической связи;
- форма шва, которая не отвечает технологии сварки.
Эти дефекты выделяются в качестве основных.
Сварочные швы – неразъемные соединения металлов, поэтому к производству швов сваркой предъявляются повышенные требования.
Соблюдение всех норм и технологии позволит прокладывать высококачественные и надежные швы любых категорий.
Что такое сварочный шов
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: сварочный шов – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов – это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Это интересно: Основная классификация сварных швов для разных видов сварки: излагаем подробно
Визуальный контроль сварных швов
 Самый простой, быстрый и недорогой способ осмотра шва это визуальный осмотр. Контроль качества сварных швов проводят на наличие видимых трещин, сколов или других дефектов. Также внимательно изучают шов. Он по всей длине должен иметь одинаковую ширину и высоту. Недопустимо наличие непроваренных участков, наплывов или складок. Перед осмотром с поверхности шва удаляют окалины, шлак и другие загрязнения.
Самый простой, быстрый и недорогой способ осмотра шва это визуальный осмотр. Контроль качества сварных швов проводят на наличие видимых трещин, сколов или других дефектов. Также внимательно изучают шов. Он по всей длине должен иметь одинаковую ширину и высоту. Недопустимо наличие непроваренных участков, наплывов или складок. Перед осмотром с поверхности шва удаляют окалины, шлак и другие загрязнения.
При обнаружении дефекта проводится работа по его изучению, делаются замеры, которые позволяют определить качество сварного соединения. Если это возможно, дефекты устраняются, а изделие отправляется на дополнительную проверку с использованием других методов контроля. Для более глубокой проверки применяются другие виды контроля сварного шва.
Методы контроля качества сварных соединений
Контроль сварных швов является важнымключевым компонентом для обеспечения надёжного и качественного соединения деталей и работоспособности конструкции. После окончания сварочных работ проводится обязательная проверка качества сварных швов. Контрольная процедура дает возможность выявить дефекты, влияющие на прочность соединения и эксплуатационные характеристики готового изделия. Своевременное обнаружение дефектов позволяет избежать аварийных ситуаций и повысить безопасность эксплуатации конструкции.
На крупных производственных предприятиях контроль сварочных швов проводит отдельный специалист-контролер. Но на небольших производствах в штате часто такая единица отсутствует и проверку проводит сам сварщик.
1. Предварительный контроль – здесь происходит проверка поверхности металла, качества электродов, флюсов, присадочной проволоки и газовых смесей. Затем, непосредственно перед тем как приступить к сварке, происходит контроль качества сборки, подготовки рабочего места и осмотр состояния сварочной аппаратуры.
2. Контроль сварки – это проверка правильности выбранного режима и соблюдения технологии в процессе сваривания деталей.
3. Контроль качества – он происходит по окончании процесса сваривания, который осуществляется различные способами, приведенные ниже.
4. Внешний осмотр – здесь происходит визуальный осмотр деталей на наличие видимых дефекты.
Процедура проверки качества сварных соединений проводится в соответствии с ГОСТ и другими нормативными документами. В них указаны допустимые погрешности. По завершению измерений составляется акт и протокол испытаний, в котором указываются результаты. Зачастую, визуального осмотра сварного шва недостаточно, так как дефекты могут быть скрытыми. Поэтому на практике применяют различные способы контроля качества сварных швов, которые подробно описаны ниже.
Группировка по форме
Данная группировка используется с применением электродов в дуговой сварке руками. Можно выделить 3 типа – кольцевые, их еще называю спиральные, криво- , прямолинейные. Что бы выполнить данные стежки — не влияет размещение изделия. Сваривать можно встык, а можно внахлест. Группировка по длине
Тут существуют три вида – сплошной, прерывающийся, точечный.
Среди сплошных шовчиков, можно выделить узкие дорожки, а также широкие проходящие по всей детали.
Прерывающийся шовчик создаётся с конкретной длинной с одинаковыми интервалами между сварочными местами. Его можно поделить:
- цепочную дорожку;
- шахматный шов.
Точечный способ сварки не формирует сварочную ванночку и дорожку. Такой способ применим к спаиванию плоского металла или аккумуляторов.
В итоге получаем больше двух видов швов по длине: первый, сплошной; второй, прерывающийся; третий – точечный; четвертый – прерывающийся шахматный; пятый – прерывающийся сплошной, так называемый цепной.
Обратноступенчатый способ сварки: суть и назначение
Производится несколькими сварщиками одновременно. Применяется для уменьшения деформаций при сварке большой протяжённости и для того, чтобы избежать коробления заготовок от перегрева.
Напряжения и деформации возникают от неравномерного охлаждения или в результате усадки сварочной ванны в процессе охлаждения. Усадка вызывает деформации в прилегающем к ванне металле.


При автоматическом техпроцессе – однослойных швов любой длины, а также при ручной сварке – коротких, до 300 мм, швы заваривают с начала до конца, способ называют – напроход. Обратноступенчатый метод, как правило, подразумевает разбивку на участки от 100 до 300 мм.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.
Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
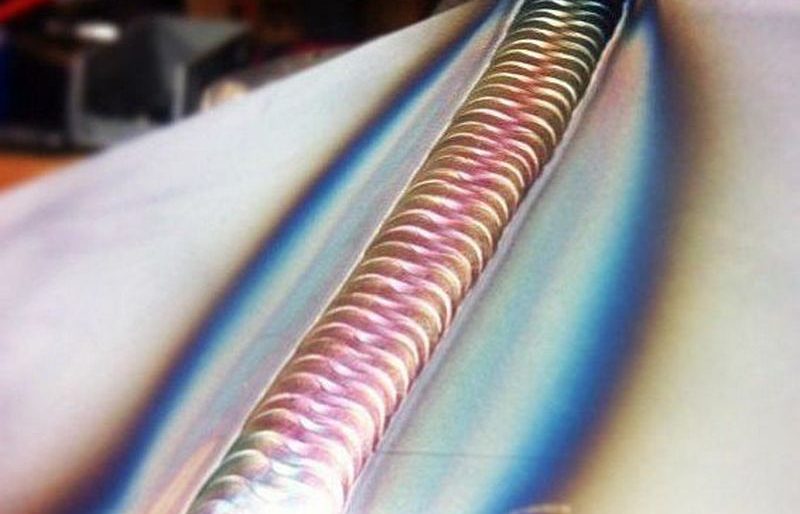
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
https://youtube.com/watch?v=SRLRSxWUJxc
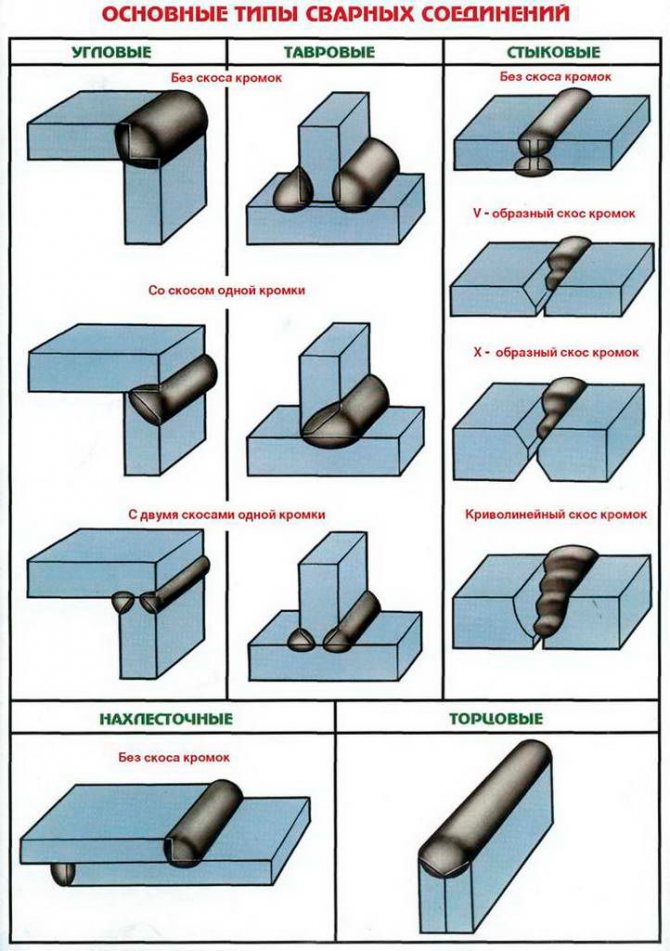
Основные типы сварочных соединений
Все вопросы, касающиеся сварочного дела, так или иначе, стандартизированы. Один из основополагающих документов это ГОСТ 2601-92. Этот документ нормирует термины и основные понятия в области сварочного дела. В этом же документе определены и основные виды соединений при помощи сварки. К ним относят:
Стыковые
Торцы плотно прилегают друг к другу. Это широко применяемый вид соединения, который можно получать при использовании различных сварочных технологий. Стыковые швы обладают рядом преимуществ, в сравнении с другими – высокая скорость выполнения работ, соответственно высокая производительность, выполняемых работ. Минимальный расход материала. Высокая прочность сварного соединения, разумеется, она достигается при полном соблюдении всех технологических норм и правил. Но использование стыкового соединения требует предварительной подготовки кромок, то есть, подготовить фаску, кроме того, необходимо обеспечить точность установки заготовок.
Такой вид используют для соединения листового, трубного и сортового проката.
Нахлесточные
При этом способе сборки, заготовки располагают так, что их плоскости расположены параллельно друг другу и при этом частично перекрывают друг друга. Соединения этого типа чаще всего используют при выполнении точечной и контактной сварки. В других случаях при выполнении такого шва неоправданно увеличивается расход самого металла и электродов. При выполнении соединения внахлест нет необходимости в предварительной разделке кромок. Но в любом случае листы должны быть обрезаны с применением специального оборудования, например, механических ножниц. Во избежание коррозии, которая может возникнуть между листами металла, целесообразно проварить такое соединение по всей длине.
Такое скрепление заготовок целесообразно использовать если их толщина не превышает 10 мм.
Угловое
Заготовки располагают друг относительно друга под определенным углом, а шов пролегает в месте их контакта.
Угловые соединения могут иметь одно- или двустороннее исполнение. Их используют при слиянии деталей из листового проката, фасонных изделий и труб. Угол может быть различным, все зависит от назначения конструкции. Небольшое осложнение вызывает то, что необходимо разделать кромки примыкающей заготовки.
Тавровое
Торец одной заготовки примыкает к плоскости другой, чаще всего под прямым углом.
Деталь, устанавливаемая вертикально должна в обязательном порядке иметь обрезанную кромку. Таким образом, обеспечивается примыкание одной детали к другой. Кстати, при подготовке ее к сварке, в зависимости от толщины, может потребоваться предварительная разделка кромки. Если металл довольно толстый, к примеру, свыше 20 мм, то фаску необходимо снимать с двух сторон заготовки. Такой подход обеспечит провар соединения.
Торцовое
Такая форма слияния поверхностей, при котором края свариваемых заготовок прилегают друг к другу и получаемая деталь напоминает бутерброд в разрезе.
Соединения, выполненные при помощи сварки, получили распространение в промышленности, строительстве. Сварка широко используется для замены кованых изделий и деталей, которые изготавливают с помощью литья.
Разрушающий
Разрушающий метод контроля сварочных швов позволяет увидеть основные зоны, расположенные симметрично от центра в стороны:
- сплав металла деталей и электрода,
- линия сплавления,
- переходная зона,
- металл деталей.
Соединение разрезают поперек, строгают, шлифуют и протравливают. После этого в микроскоп видно структуру материала, малейшие дефекты.
Металлографические исследования
Осмотр макрошлифов, протравленных азотной кислотой, позволяет контролировать качество сварки, увидеть микроструктуру всех зон, определить сплошность металла. Металлография показывает глубину провара, степень расплавление. Основные напряжения проходят рядом со швом, по переходной зоне. Ее ширина и состояние кромок говорит о качестве шва, правильно подобранной технологии.
Химический анализ
Стружка для химического анализа берется в основном из самого шва. По результатам исследования определяется, сколько расплавилось основного материала и присадочного.
Механические испытания
 Кроме испытаний вырезанных образцов на прочность, гибкость, растяжение, сосудам и трубопроводам проводят гидравлическое испытание. Внутрь под большим давлением закачивается жидкость. Производится постукивание молотком определенного веса и осмотр на наличие проступающей влаги.
Кроме испытаний вырезанных образцов на прочность, гибкость, растяжение, сосудам и трубопроводам проводят гидравлическое испытание. Внутрь под большим давлением закачивается жидкость. Производится постукивание молотком определенного веса и осмотр на наличие проступающей влаги.
Виды швов
Сначала разберём что же такое сварка. Это понятие обозначает процесс плавления материала деталей для прочного скрепления их между собой сварочным швом. Обычно для этого используется специальная аппаратура.
В свою очередь сварочный шов – это место соприкосновения деталей и скреплениях их за счёт плавки краёв и создания металла шва, то есть сплава из материала деталей.
Одна из самых главных запчастей прибора — электрод. Это металлический стержень, который содержит химические напыления и проводит ток.
А разряд, который обеспечивает процесс плавления, возникает между электродом и материалом детали, а называется электродугой. Для различных целей используются, соответственно, разные виды сварки.
Среди их отличий есть некоторые характеристики. При сварке могут использоваться различные материалы, техники формировки швов та и сами швы.
К примеру, есть такие виды как дуговая сварка и газовая. В первой основной плавящий элемент это электрод. Его задача это работа с дугой, то есть создавать её и удерживать на материале детали.
Во втором виде сварки источник тепла – это горелка. Она выпускает пламя, которе образовывается при горении смеси кислорода и ацетилена.
Суть в том, что в разных видах происходит различное воздействие на детали, которые сплавляются между собой. Но в это же время результат один и тот же – детали скрепляются между собой.
Это происходит следующим образом – сперва детали располагаются на близком расстоянии, будто они уже скреплены. Далее детали прогреваются инструментом и их края начинают плавиться – это образовывается сварочная ванна.
Иногда для упрочнения сварочного шва добавляют дополнительный метал, что увеличивает количество металла. Когда материал плавится, то получается линия, вдоль которой потом расплавленный участок кристаллизуется и становится швом.






Важно сначала научится пользоватся основной техникой прежде, чем приступать к экспериментам с видами. На сварочный аппарат должен быть настроен так, чтобы его настройки соответствовали характеристикам материала, который будет плавиться
У каждого типа есть своя методика выполнения. Рассмотрим самые распространённые из них. Внешне они бывают плоские, усиленные или ослабленные. Есть два вида сварочного швов за методом их выполнения – это односторонние и двухсторонние.
Двусторонние – это когда спаиваются детали с двух сторон, а односторонние — с одной. Соединения могут состоять из одного, двух или трёх слоёв. Также есть классификация по их длине – точечные, двусторонние шахматные, цепные, непрерывные.
Ещё у сварочных швов бывает разное направления приложения усилий, например поперечное, косое или продольное. Один из вариантов это комбинированное.
И последний критерий классификации – это размещение в пространстве относительно детали. Они бывают горизонтальные, вертикальные, потолочные, нижние.
Это интересно: Горячие трещины при сварке — причины появления
Основные типы сварочных соединений
Все вопросы, касающиеся сварочного дела, так или иначе, стандартизированы. Один из основополагающих документов это ГОСТ 2601-92. Этот документ нормирует термины и основные понятия в области сварочного дела. В этом же документе определены и основные виды соединений при помощи сварки. К ним относят:
Стыковые
Торцы плотно прилегают друг к другу. Это широко применяемый вид соединения, который можно получать при использовании различных сварочных технологий. Стыковые швы обладают рядом преимуществ, в сравнении с другими – высокая скорость выполнения работ, соответственно высокая производительность, выполняемых работ. Минимальный расход материала. Высокая прочность сварного соединения, разумеется, она достигается при полном соблюдении всех технологических норм и правил. Но использование стыкового соединения требует предварительной подготовки кромок, то есть, подготовить фаску, кроме того, необходимо обеспечить точность установки заготовок.
Такой вид используют для соединения листового, трубного и сортового проката.
Нахлесточные
При этом способе сборки, заготовки располагают так, что их плоскости расположены параллельно друг другу и при этом частично перекрывают друг друга. Соединения этого типа чаще всего используют при выполнении точечной и контактной сварки. В других случаях при выполнении такого шва неоправданно увеличивается расход самого металла и электродов. При выполнении соединения внахлест нет необходимости в предварительной разделке кромок. Но в любом случае листы должны быть обрезаны с применением специального оборудования, например, механических ножниц. Во избежание коррозии, которая может возникнуть между листами металла, целесообразно проварить такое соединение по всей длине.
Такое скрепление заготовок целесообразно использовать если их толщина не превышает 10 мм.
Угловое
Заготовки располагают друг относительно друга под определенным углом, а шов пролегает в месте их контакта.
Угловые соединения могут иметь одно- или двустороннее исполнение. Их используют при слиянии деталей из листового проката, фасонных изделий и труб. Угол может быть различным, все зависит от назначения конструкции. Небольшое осложнение вызывает то, что необходимо разделать кромки примыкающей заготовки.
Тавровое
Торец одной заготовки примыкает к плоскости другой, чаще всего под прямым углом.
Деталь, устанавливаемая вертикально должна в обязательном порядке иметь обрезанную кромку. Таким образом, обеспечивается примыкание одной детали к другой. Кстати, при подготовке ее к сварке, в зависимости от толщины, может потребоваться предварительная разделка кромки. Если металл довольно толстый, к примеру, свыше 20 мм, то фаску необходимо снимать с двух сторон заготовки. Такой подход обеспечит провар соединения.
Торцовое
Такая форма слияния поверхностей, при котором края свариваемых заготовок прилегают друг к другу и получаемая деталь напоминает бутерброд в разрезе.
Соединения, выполненные при помощи сварки, получили распространение в промышленности, строительстве. Сварка широко используется для замены кованых изделий и деталей, которые изготавливают с помощью литья.