
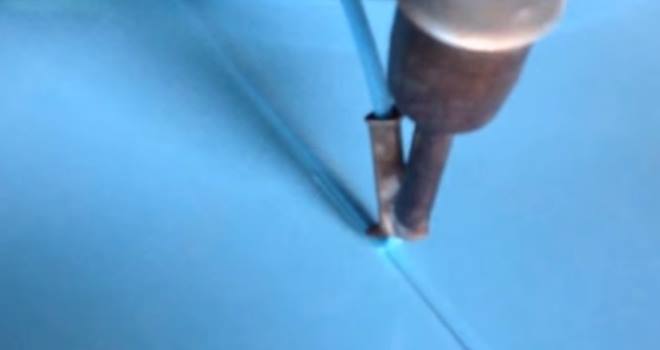
Сварка листового полипропилена строительным феном
Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить). Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.

Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.
Рекомендуем! Сварка инвертором тонкого металла
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Технология подготовки пластмассовых деталей к пайке
1. Подготовительные работы.
- Как и металл, пластмасса требует предварительной очистки от грязи. Для этой цели можно использовать обычные моющие средства.
- Обезжиривание – второй обязательный шаг. Можно обезжиривать поверхность пластиковых деталей уайт-спиритом или любым другим растворителем.
- Очистка поверхности изделия от различных отслоений (старого покрытия и пр.). Операцию выполняют при помощи острого предмета (ножа, заточенной отвертки и др.).
- Шлифовка мест пайки. Если изделие маленькое, то эту операцию можно выполнить при помощи шкурки (р120). Большие детали (например, бампер авто) шлифуются с применением шлифовальных машинок).
- Обдув детали с целью удаления пластмассовой пыли, образовавшейся при зачистке.
2. Пайка
- Перед тем как приступить к пайке, следует закрепить спаиваемые части при помощи струбцины.
- Паяют пластик с двух сторон. Сначала выполняется пайка с «изнаночной» стороны.
- Предварительно выполняются прихватки в нескольких местах, чтобы взаимное расположение частей было надежно зафиксировано. Шаг прихваток – 10-15 мм.
- После выполнения прихваток приступают к окончательной пайке по всей длине соединения частей изделия.
- Закончив внутренний шов, можно приступать к выполнению наружного.
Влияющие факторы
Сварка пластика — процесс несложный даже в домашних условиях, но для успешности работ необходимо соблюсти ряд условий. Подвергать сварке можно только пластики из группы термопластов.
Термопласты — разновидность пластмасс, которая полностью сохраняет свои свойства при нагреве, расплавлении и последующем отвердевании. Этим они отличаются от реактопластов, которые после финальной обработки (отливки или штамповки изделия) не могут нагреваться без разрушения.
Проще говоря, при высокой температуре термопласты плавятся, но потом затвердевают, а реактопласты обугливаются и горят. Область применения реактопластов значительно уже. В быту гораздо чаще встречаются разные виды термопластов.
Подвергать сварке можно следующие виды пластиков, относящихся к термопластам:
- полиэтилен (высокой и низкой плотности);
- полипропилен;
- поливинилхлорид;
- полистирол;
- поливинилацетат;
- полиэтилентерефталад;
- поликарбонат;
- нейлон.
Соединять друг с другом сваркой можно только однородные пластики — нейлон с нейлоном, полистирол с полистиролом, и так далее.
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
Способы горячей сварки и необходимое оборудование
Для соединения пластиковых элементов путем нагрева используются следующие инструменты:
- ручные агрегаты, выдающие струю горячего воздуха;
- экструдеры;
- устройства для соединения листовых полимеров;
- автоматические сварочные агрегаты.
Феном для сварки пластика соединяют любые термопласты.
Ручной фен или пистолет
Совместно с подобным оборудованием применяют расходный материал – пруток, который укладывают между соединяемыми элементами. После этого шов нагревают строительным феном. Устройство напоминает бытовое приспособление, используемое для сушки и укладки волос. Температура и мощность промышленного фена выше. Благодаря этому кромки свариваемых элементов расплавляются, образуется однородная масса. Затвердевая, она скрепляет детали.
Температура воздушной струи регулируется автоматически или вручную. В комплект входят насадки, помогающие соединять пластиковые элементы встык или внахлест. Конфигурация сопла выбирается в зависимости от типа пластика, толщины деталей, опыта работы сварщика.
Экструдер
Прибор похож на пистолет, на конце которого установлена насадка для фиксации присадочного прутка или трубки.
Экструдер – это машина для непрерывной переработки полимерного сырья.
Принцип действия основывается на:
- нагревании расходного материала до полужидкой консистенции;
- выведении массы в место соединения деталей;
- затвердевании расплава с последующим формированием шва.
С помощью экструдера можно сваривать элементы любой толщины за один проход. Производительность устройства выше, чем у фена. Главный недостаток – невозможность сварки изделий из разных типов пластика. Это объясняется разницей в температурах плавления. Перед началом работы края деталей очищают от следов грязи и жира, способных ухудшить качество шва.
Рекомендуем к прочтению Как паять медные трубы самому
Контактная сварка
Оборудование выдает кратковременные тепловые импульсы, применяемые в сочетании с давлением. Устройства используются на производственных площадках, где выпускают сваренные полимерные листы.
Разновидности оборудования
Аналогичное оборудование заказывают в интернете или приобретают в специальных магазинах. Все приспособления разделяются на такие группы:
- Ручная аппаратура, работающая на основе горячего воздуха.
- Сварочные экструдеры.
- Машины для сварки листового материала.
- Автоматические сварочные машины.
Среди такого изобилия сварочных аппаратов для соединения деталей из пластика покупателю трудно выбрать нужный агрегат, поэтому далее мы подробно опишем каждого представителя указанных выше групп.
Ручной фен
Различие среди модельного ряда только в мощности и эргономике, а суть агрегата всегда одна: нагревание припоя и кромки деталей до температуры частичного расплавления и последующее формирование прочного соединения.
На вопрос пользователей — как правильно сварить пластик, есть простой ответ: квадратный пруток укладывается в зазор между деталями, затем разогревают его и кромки строительным феном.
Это изделие по конфигурации напоминает аналогичный бытовой прибор для сушки волос, только мощность и температура намного больше. Пластик кромок деталей и прутка под воздействием горячего воздуха, расплавляется, получается однородная консистенция, которая после остывания представляет собой единое целое.
Регулировка температуры используется автоматическая или ручная, поэтому оборудование подходит как новичкам, так и профессионалам. Насадки продаются разные, что зависит от соединений: внахлест или встык. Диаметр и форма сопла пользователи подбирают в соответствии с опытом проведения подобных работ, а новички сверяются с инструкцией.
Бытовые фены стоят недорого, поэтому их используют для несложного ремонта, а промышленные фены применяют как инструмент при сварке труб и полимерных тканей.
Экструдер
Внешне он напоминает пистолет, на конце которого находится специальная насадка, в которую вставляется пруток из пластика или аналогичная круглая трубка. Принцип работы прост, как всё гениальное: пруток нагревается до полужидкого состояния и выдавливается на место стыковки деталей, где быстро застывает, образуя идентичное и прочное соединение. За один проход соединяются толстые детали, а производительность намного больше чем у фена. Единственным недостатком считается невозможность соединения деталей из разнородного пластика, имеющего различную температуры плавления. Перед соединением кромки тщательно обрабатываются, удаляются загрязнения и жирные пятна, которые могут повлиять на качество и прочность будущего соединения.








При помощи такого агрегата можно производить армировку при сваривании пластмассы, чтобы укрепить шовное соединение или восстановить усиленную конструкцию.
М. А. Ильясов, образование: автотехник, диагностика автотранспорта, специальность: слесарь 6 разряда, опыт работы с 1998 года: «Экструдерами часто пользуются механики СТО для ремонта пластиковых бамперов и аналогичных деталей».
Агрегат контактной сварки
Это оборудование основано на контактных видах сварочных технологий, где применяется воздействие кратковременных тепловых импульсов совместимых с механическим давлением. Такая техника используется на производственных предприятиях, специализирующихся на выпуске продукции из сваренных пластиковых листов. Поэтому их часто называют агрегатами для сварки листовых полимеров.
Сварочные аппараты для пластика
Такое оборудование применяется для герметичных соединений, когда требуется сварить сложные технологические узлы из полимеров. Аналогичные сварочные агрегаты используется только на крупных предприятиях, т. к. стоимость их приобретения и обслуживания довольно высокая.
Горячая сварка пластика
Горячий метод сварки пластиковых материалов основан на молекулярном взаимодействии расплавленных поверхностей до вязкого состояния. При этом необходимо учитывать характер реакции полимера на температурное воздействие. По этому принципу пластические материалы подразделяются на термопласты и реактопласты.
Термопласты не изменяют своих эксплуатационных показателей и химических свойств, даже при многократном переходе в расплавленное состояние. А главное, что, возвращаясь после остывания в исходную твердость, материалы не теряют своей прочности. В отличие от термопластов, реактопласты, возвращаясь в исходное состояние, практически полностью теряют пластические свойства. Такая реакция материала, не позволяет ему повторно переходить в вязкую фазу, полностью теряя прочность. Большинство пластмасс являются термопластами.
Влияющие факторы
Сварка пластика — процесс несложный даже в домашних условиях, но для успешности работ необходимо соблюсти ряд условий. Подвергать сварке можно только пластики из группы термопластов.
Термопласты — разновидность пластмасс, которая полностью сохраняет свои свойства при нагреве, расплавлении и последующем отвердевании. Этим они отличаются от реактопластов, которые после финальной обработки (отливки или штамповки изделия) не могут нагреваться без разрушения.
Проще говоря, при высокой температуре термопласты плавятся, но потом затвердевают, а реактопласты обугливаются и горят. Область применения реактопластов значительно уже. В быту гораздо чаще встречаются разные виды термопластов.
Подвергать сварке можно следующие виды пластиков, относящихся к термопластам:
- полиэтилен (высокой и низкой плотности);
- полипропилен;
- поливинилхлорид;
- полистирол;
- поливинилацетат;
- полиэтилентерефталад;
- поликарбонат;
- нейлон.
Соединять друг с другом сваркой можно только однородные пластики — нейлон с нейлоном, полистирол с полистиролом, и так далее.
Сфера использования прибора
Важно учитывать, что применение фена для сварки допускается далеко не для всех видов линолеумного полотна. Во время работы инструмента полимер разогревается до температуры более 300 °С (максимально – до 700 °С)
Без деформации ее могут выдержать только высококачественные материалы, используемые преимущественно в общественных местах и на промышленных объектах.
ПОЛЕЗНАЯ ИНФОРМАЦИЯ: Как стелить ковролин: укладка на бетон, деревянный пол и линолеум
Для ремонта квартиры своими руками аренда такого прибора не рациональна, ведь есть вероятность повреждения декоративного слоя мягкого (вспененного) линолеума. Для такого покрытия, а также для материала на войлочной основе используется холодная сварка, по сути, являющаяся обыкновенным склеиванием.
Необходимые инструменты
Необходимо отметить, что феном для пайки пластика не так просто работать, как может показаться на первый взгляд, потому что у полимеров температура плавления разная. У ПВХ она равна 150-220 ℃, у полипропилена – 160 ℃.
Отклонение в одну из сторон приведет к непровару стыка или к перегреву, что также нехорошо отразиться на качестве конечного результата.
Для проведения пайки термопластичного пластика потребуется:
- сам фен;
- несколько насадок к нему;
- припой.
От правильно выбранной насадки на термофен зависит прочность проведенного соединения. Для пайки толстых изделий лучше использовать сопло диаметром 5-8 мм.
Обратите внимание, что не все фены комплектуются необходимым количеством насадок, так что придется их приобретать, как отдельные дополнительные приспособления. Припой представляет собой специально изготовленные прутки пластика, которые при нагреве расплавляются и заполняют собой промежуток между соединяемыми заготовками
Припой представляет собой специально изготовленные прутки пластика, которые при нагреве расплавляются и заполняют собой промежуток между соединяемыми заготовками.
При этом кромки деталей также расплавляются, что приводит к сплавлению частей в единое целое. Стык получается прочным за счет молекулярных связей припоя с пластиковыми заготовками. Под каждый вид пластика придется подбирать свой вид прутка.
Стоит подготовить некоторые дополнительные инструменты и . Пригодится напильник или наждачная бумага, растворитель, нож для срезания излишков припоя после его застывания.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).
-
Строительный фен, он же термопистолет, с насадками Соединение деталей горячим воздухом с помощью строительного фена или термопистолета позволяет применять присадочный пруток, он подается вручную. Принцип работы оборудования прост: воздух от электронагревателя вентилятором нагнетается через узкое отверстие в зону разогрева. Полимер плавится, образуется шов. Фен с насадкой удобнее пистолета, пруток заправляется в насадку, левая рука высвобождается. Для дома часто приобретают термопистолет или фен мощностью 1,5 или 2 кВт. Он разогревает воздух от +180°C до +260°C, модели оснащены терморегуляторами.
- Соединение деталей экструдером предполагает подачу расплавленного полимера в зону соединения деталей. Этот метод самый простой и надежный, после сварки образуется ровный шовный валик.
Ручной экструдер для сварки пластика
Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Требования к инструменту для пайки пластика
Каждый используемый при работе инструмент обеспечивает выполнение одной из базовых составляющих ремонта. Он может принципиально отличаться по конструкции и принципу действия, но при этом служить одной цели:
- нагрев, главное, что потребуется при работе с термопластичными пластмассами, с его помощью можно как придавать нужную форму детали, так и внедряться в её структуру при помощи наполнителя или армирующего материала;
- зачистка и подготовка к окраске, отремонтированную поверхность необходимо тщательно выровнять и создать нужную шероховатость;
- армирование, как склейка, так и сваривание или пайка не смогут обеспечить заданную прочность.
Для нагрева могут применяться различные инструменты:
- обычный паяльник достаточной мощности, очень желательно иметь возможность регулировки температуры;
- промышленный фен, отличается от бытового очень высокой температурой выдуваемого воздуха, которая может доходить до 600 градусов и выше, энергия также регулируется;
- газовая горелка, обладает большой тепловой мощностью, но работает факелом открытого огня, что не всегда желательно;
- специализированное устройство для армированной пайки пластика – степлер с подогревом, в нём используются проволочные скобки различной формы, нагреваемые низковольтной обмоткой трансформатора до температуры плавления пластика, очень похоже на известные многим импульсные паяльники типа «Момент».
Дальнейшую обработку можно проводить насадками на дрель с регулируемой скоростью вращения.
Функции сварочного производства
К основным техническим задачам такого производства относится формирование прочных соединений, обеспечение герметизации, укрепление швов и отдельных участков конструкций. Решаются эти задачи разными способами – в каждом случае подбирается своя техника сварки. В перечень функций непосредственно сварщика входит контроль производственного процесса, управление оборудованием и аппаратурой, использование вспомогательной оснастки и поддержание рабочего участка в соответствии с правилами безопасности.









На сегодняшний день собственное сварочное производство, как правило, имеют предприятия в областях машино-, станко- и автомобилестроения, заводы по изготовлению котлов, металлических резервуаров, мелких деталей и компонентов строительных конструкций. То есть функции сварки используются почти везде, где конечным продуктом выступают металлические детали, компоненты и конструкции.

Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Читать также: Как определить что аккумулятор зарядился
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Сварочный процесс
После того, как все детали подготовлены, их нужно точно состыковать и скрепить вместе. Это можно сделать с помощью струбцин. Далее включите термопистолет длясваркии установите температуру. Она должна соответствовать температуре плавления материала, из которого изготовлены детали.
После того, как пистолет нагреется, сделайте так называемые прихватки в нескольких местах будущего шва. Прихватки — это небольшие сварные точки, расположенные по периметру стыка. С помощью прихваток вы обеспечите надежное скрепление деталей на начальном этапе. Можете снять струбцины и перейти к формированию шва.
Для заполнения стыка используйте пластиковые прутки. Прутки должны быть изготовлены из того же материала, что и детали. Приложите пруток к соединению и нагрейте его пистолетом. Пруток будет плавиться вместе с деталью. Как только пруток и деталь станут пластичными начинайте двигаться вдоль всего стыка. Шов нужно вести с двух сторон деталей, начинать лучше с тыльной.
Не допускайте избыточного плавления пластика. Он должен быть пластичным, а не текучим. Чтобы шов был более эстетичным используйте специальные валики, разглаживающие соединение. Шов нужно разглаживать до того, как он окончательно остынет. Если шов остыл, то можете дополнительно прогреть его пистолетом и разгладить.
Если для пайки используются специальные скобы вместо прутков, то заранее подберите оптимальный размер.
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом
Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
очень важным будет уделить внимание заточке и обработке краев полипропиленовых листов, при правильном выполнении этого требования, шов получится очень аккуратным;
выбирайте способ сваривания в зависимости от ширины листа, а также его размера. Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
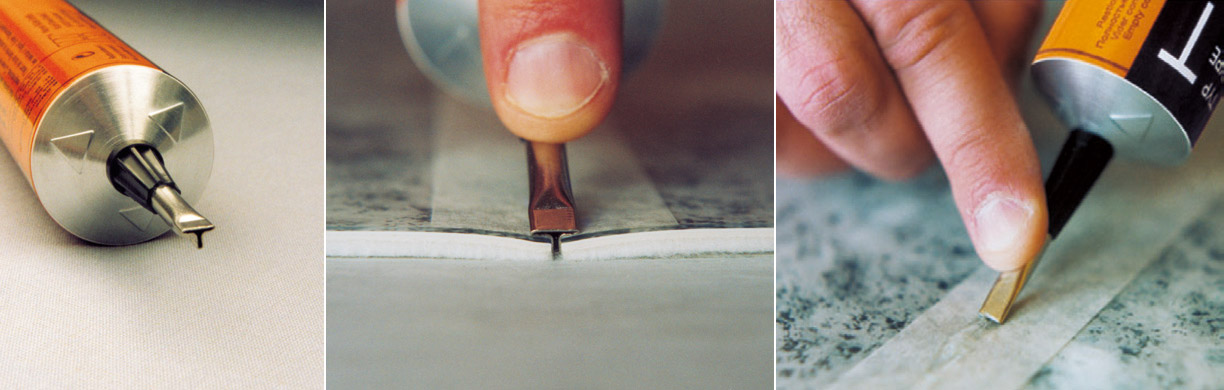
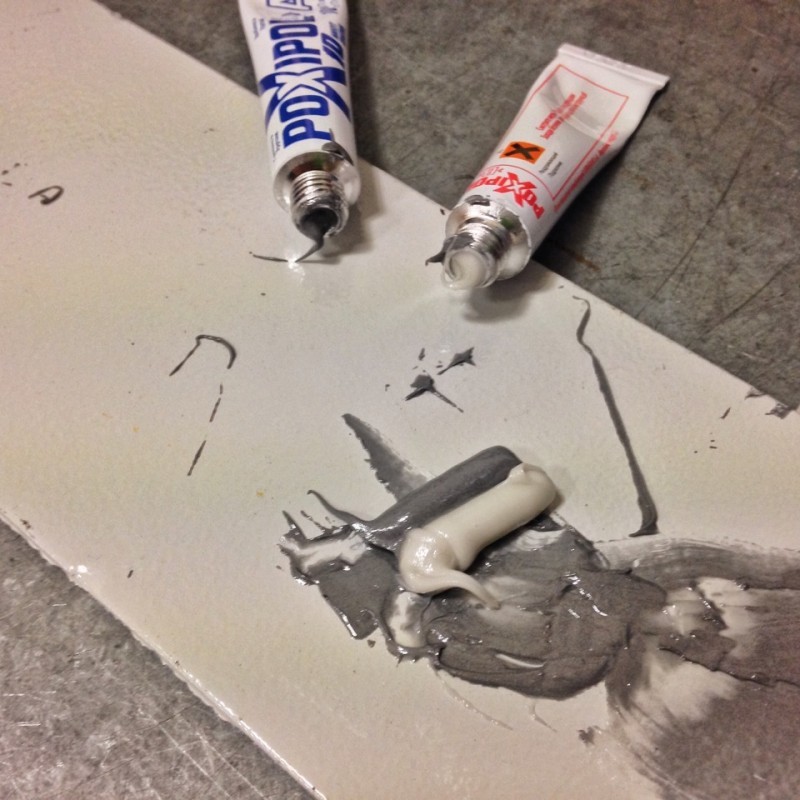
Преимущества жидкой сварки
Во время процесса соединения не происходит какого-либо нагревания. За основу взят химический процесс. Клей просачивается в соединяемые поверхности и, спустя некоторое время, застывает, образуя монолитный шов. Для осуществления данных работ нет необходимости в дорогом оборудовании и долгой подготовке.
Успешно используемая в строительстве и промышленности, жидкая сварка для пластика нашла свою нишу в наше время и в быту. Ее популярность, благодаря таким свойствам как универсальность и быстрое склеивание, растет с каждым днем.
Вот часть причин, благодаря которым растет популярность холодной сварки:
- всегда можно найти в специализированных торговых центрах и магазинах по доступной цене;
- нет необходимости в наличии особых знаний и навыков для использования;
- нет необходимости в наличии оборудования работающего от электричества в «полевых» условиях;
- части корпусов и других конструкций можно соединять даже не смотря на то, что они работают на разрыв или сдвиг;
- холодная сварка подходит для работы практически со всеми видами материалов.
Одним из главных преимуществ, наравне с прочностью соединения, можно отметить отсутствие нагревания при работе, простота склеивания, не требующая специализированных навыков, возможность ремонта приборов, у которых высокий уровень вибрации от серьезных нагрузок.
Кроме того, клей для пластика имеет достаточно доступную цену. Сварка, не требующая наличия высокой температуры, играет очень большую роль при ремонте или монтаже, особенно если данные работы проводятся во взрывоопасных помещениях.

Термопластичные виды пластика
Термопласты при нагревании становятся пластичными, а в охлажденном состоянии обратно принимают свою форму, не теряя первоначальных свойств. Температура их нагрева зачастую в пределах 140-240 оС, перегрев приводит к разложению пластмассы.
Виды термопластичной пластмассы:
- полиэтилен (с высокой плотностью менее прочен и теплоустойчив по сравнению с полиэтиленом низкого давления);
- поливинилхлорид (хорошая диэлектрическая проницаемость);
- фторопласт (высокая устойчивость к агрессивным химическим средам);
- полипропилен (самые маленькие показатели плотности среди всех видов пластмасс, твёрдый и термостойкий, температура плавления 175 оС);
- полистирол (хрупкий, низкая теплостойкость 80 оС);
- полиметилметакрилат (органическое стекло, обладает антикоррозийными и диэлектрическими свойствами, небольшая механическая прочность);
- полиэтилентерефталат (температура плавления 260 оС, разложения 350 оС, не растворяется в органических растворителях и воде);
- поликарбонат (большой коэффициент теплового расширения, пластичный и прочный, неустойчив к УФ-излучению длительного характера);
- полиамиды (нейлон, капрон обладают износостойкостью с высокой поверхностной твердостью).
Свойства термопластов:
- Прочность в разных температурных диапазонах.
- Диэлектрическая способность (не у всех видов).
- Стойкость к механическому износу.
Для сварки пластмассы обязательна респираторная защита дыхательных путей, т. к. в процессе нагрева из пластика выделяется достаточно много вредных веществ.
Технология выполнения
В производственных целях такие методы надежного соединения полимерных конструкций применяют в тех случаях, когда:
- соединяемые части, детали и заготовки состоят из однородного пластика или материалов с близкими значениями по прочности и молекулярному составу;
- не допускается присутствие чужеродных вкраплений или прослоек на основе клея;
- основным требованием к процессу соединения является механизация, автоматизация и высокая производительность.
Применение сварки пластика дуене рекоментся при разнородности материалов, потому что во время больших нагрузок возникает расслоение сварных швов.
Горячая газовая технология
Такой вид соединения применяется с использованием тепла, когда его носителем является газ: аргон, кислород или так далее, но самым экономичным признан воздух, потому что его составляющие не агрессивны к полимерам.
Термическая
Простейшими аппаратами признаны паяльники, работающие от сети с напряжением 220 В, для лучшего разогрева соединяемых поверхностей применяются специальные насадки. Охлаждение стыков, специально обработанных и зачищенных до начала плавления, происходит под давлением, чтобы шовное соединение было качественным.
Специальное оборудование для сварки листового пластика в больших объемах применяется в производственных целях. Пластиковые и металлопластиковые трубы, обеспечивающие домостроения водой и теплом, соединяются муфтовой сваркой. Для этих целей используется специальный паяльник, при помощи которого разогреваются законцовки труб и затем происходит их прочное сваривание под давлением. Инструкция по сварке пластиковых труб прилагается к каждому аналогичному агрегату.
Высокочастотная

Этот метод экономичен и применяется во многих сферах промышленности, сварка осуществляется между двумя электродами из металла, между которыми проходит ток высокой частоты 30—75 МГц. Соединяемые детали, например, кромки листов винипласта толщиной 0,5—2,0 мм нагреваются в высокочастотном электрическом поле до нужной температуры, а затем остывают под давлением.
Существуют два метода соединения: встык и внахлест, при втором варианте кромки соединяются со скосом в 45 градусов или без него, ширина шовного соединения 2—4 мм, а скорость сварки —3 м/мин.
Ультразвуковая
Это универсальная методика соединения полимеров, когда применяется локальный нагрев, который по температурным показателям близок к параметрам расплавления, исключает перегрев материала, что происходит иногда при использовании других методов. Используется частота от 17 до 45 кГц, а электрические колебания преобразуются в механические для рабочего инструмента, которые передаются материалу.







Фрикционная
При активном трении вырабатывается теплота, которая заставляет материалы частично расплавляться, а сильное сжатие до 1 МПа, помогает прочному соединению. Преимущество способа в быстром соединении, а недостаток — свариваются детали тел вращения, применяется только для жестких структур термопластика.
При помощи лазера
Аналогичная технология впервые была применена в 70-х годах прошлого столетия, но и сегодня она остается очень дорогой, поэтому не выдерживает конкуренции с другими видами прочного соединения пластика
Такие системы обработки пластмассы с успехом применяются: в автомобилестроении на автоматических линиях по сборке пластиковых деталей; в электронной промышленности, где требуется бережное и осторожное отношение к мелким деталям, например, платам блоков электронного управления
При производстве медицинского оборудования, где требуются особые условия стерильности, во время герметической упаковки продуктов питания на молокозаводах и мясокомбинатах. Лазерная сварка полимеров позволяет соединить деталь со сложной геометрической конструкцией, где другие методы бессильны.
С растворением
Один и простейших методов прочного соединения, основанный на растворении кромок пластиковых деталей и последующим их сильном сжатии до полного отвердевания. Для ускорения процесса иногда применяется несильное нагревание конструкций. Недостатки: токсичность растворителей, поэтому используется в исключительных случаях.
Основные методы сварки
При всем большом разнообразии технологических методов сварочного процесса, способы сварки пластмасс можно разделить на две основные группы:
- холодная сварка осуществляется с помощью специальных химических реагентов, которые эффективно способствуют соединению пластмассовых изделий, без расплавления поверхностей;
- горячая сварка является соединением пластмассы на молекулярном уровне, когда поверхности доводятся нагревом до полужидкого состояния.
Задачей сварного соединения, любого типа, является создание прочного контакта между полимерными материалами посредством плавного перехода одного вещества в другое. Сварка пластмассы может осуществляться как с использованием специальных присадок, так и без них.
Принцип работы паяльником
Перед началом работы поверхность необходимо очистить от загрязнений и тщательно обезжирить, кромки нужно зашкурить.
При использовании паяльника его наконечником следует расплавить кромки соединяемых деталей. Далее их нужно прижать друг к другу и зафиксировать до полного остывания. Лучше всего заранее сжать края вместе и обрабатывать их одновременно. После остывания формируется сварочный шов, соединяющий две заготовки в единое целое.
При работе феном поток нагретого воздуха направляют на поврежденную область, равномерно прогревая ее до достижения температуры пластичности. Теперь можно придавать размягченному пластику любые требуемые формы. Для сварки на фен надевают щелевую насадку, формирующую узкий плоский поток нагретого воздуха. Этим потоком действуют так же, как жалом паяльника.
Еще одна разновидность ремонта — скрепление скобами. В аппарат для пайки вставляют скобы, они разогреваются и вдавливаются в материал таким образом, чтобы соединить части бампера в единое целое, обеспечивая сварному шву дополнительную прочность.
При ремонте трещин их следует зачистить и углубить до глубины в полсантиметра до образования V-образного желобка. В концах трещины следует просверлить отверстия, чтобы предотвратить дальнейшее распространение. Далее паяльником соединяют края до полного исчезновения трещины.
Шов следует сначала пройти с внутренней стороны, второй проход выполняется с лицевой.
Если форму поверхности не удалось восстановить полностью, на проблемные участки наклеивают куски стеклоткани. После восстановления формы и целостности бампера его красят так же, как и металлические детали. На зашкуренную и обезжиренную поверхность наносят слой грунта, после его высыхания — два слоя краски. В качестве финишной отделки проводят полировку.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать
Если присадка холоднее листа, образуются морщины в месте шва.
Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.