
Применение паяльника
Предположим, что пластиковый бампер автомобиля серьёзно повредился и его нужно восстановить с помощью пайки. Как это сделать?
Чтобы паять конструкцию было легче, её необходимо снять с автомобиля. Не помешает также заранее посмотреть маркировку. Скорее всего, деталь будет изготовлена из пластика ABS (абс).
Затем следует очистить поверхность бампера от грязи, снять краску и остатки лака. Дополнительно всю пластиковую деталь нужно обезжирить. Далее необходимо соединить между собой все фрагменты бампера.
Для такого соединения актуально воспользоваться зажимами или скобами. Но делать это надо аккуратно, чтобы они не пробили насквозь автомобильный пластик.
Пайка пластика стандартным паяльником должна начинаться с внутренней стороны автомобильного бампера. Для этого один его край надёжно фиксируется, и вдоль будущего шва выкладываются специальные пластиковые электроды (хотя название «электроды» в данном случае весьма условно).
На следующем этапе паяльник для пайки пластика расплавляет материал электрода, и он заполняет все углубления трещины. Эту операцию нужно повторить столько раз, сколько требуется сделать швов, то есть всё зависит от изначального количества дефектов и повреждений.
Теперь надо дождаться, чтобы расплавленная масса (на ней при этом появляются характерные пузырьки) немного остыла — это займёт примерно пять минут. Затем на пластике нужно разгладить швы.
В принципе для этой процедуры можно использовать любой тупой предмет. В труднодоступных местах поверхность допускается разглаживать и выравнивать руками в перчатках. Полное затвердение швов наступит через несколько часов. На этом пайку автопластика можно считать завершённой.
Принцип работы
 Термофены можно разделить на две группы: профессиональные, они же промышленные, и бытовые, которыми пользуются домашние мастера.
Термофены можно разделить на две группы: профессиональные, они же промышленные, и бытовые, которыми пользуются домашние мастера.
Пайка вторыми фенами – это возможность своими руками провести ремонт в квартире или частном доме, отремонтировать бампер автомобиля или деталь мотороллера. Температура нагрева воздуха бытового фена для пайки пластика достигает +550 ℃.
Пайку пластика часто называют сваркой, поскольку происходит расплавление материала деталей и его соединение на молекулярном уровне.
Бытовые приборы также делятся на две группы: с ручным способом регулирования температуры пайки и автоматическим. В первом случае температура на фене выставляется вручную.
Но здесь есть один тонкий момент – расстояние от сопла термофена до спаиваемой пластмассы выдерживается мастером самостоятельно. Поэтому недостаточное расстояние может привести к непровару, а это вызовет снижение прочности соединения.

Все дело в том, что чем больше это расстояние, тем быстрее снижается температура в зоне сварки. К примеру, считается, что удаление сопла фена от зоны сварки на 8 см снижает температуру нагретого воздуха в половину. Если режим был выставлен +500 ℃, то до свариваемых заготовок из пластика он долетает с температурой +250 ℃.
 Автоматическая модель с датчиком отличается от ручной тем, что температура нагрева настраивается по мере удаления или приближения сопла инструмента к зоне пайки.
Автоматическая модель с датчиком отличается от ручной тем, что температура нагрева настраивается по мере удаления или приближения сопла инструмента к зоне пайки.
По всем остальным показателям и характеристикам это одинаковые приборы, состоящие из корпуса, нагревательного элемента и вентилятора, с помощью которого и создается подача воздуха
При этом очень важно обратить внимание на мощность нагревателя. Строительный фен имеет мощность не менее 1,6 кВт
Требования к оборудованию
Электрическая схема паяльного фена.
Основные требования, предъявляемые к термофену для пайки микросхем своими руками, состоят в:
-
Соблюдении температурных режимов пайки.
Большинство паяльных работ осуществляется в пределах 190 – 250 градусов Цельсия. Нижняя планка касается свинцовосодержащих припоев, а верхняя – заводских безсвинцовых припоев. Паяльный термофен должен выдавать поток воздуха строго заданной температуры, дабы обезопасить микросхемы от перегрева и выхода из строя. -
Стабильном воздушном потоке.
При неравномерном воздушном потоке серьезно затрудняется работа с паяльным оборудованием. -
Безопасности и удобстве использования.
Тепловой фен не должен перегреваться и представлять опасность для мастера. В идеале, мощный паяльный фен, сделанный своими руками, следует проектировать на базе трансформаторного блока питания.
Устройство паяльного оборудования должно содержать исключительно безопасные элементы
При изготовлении самодельного блока питания компрессора следует уделить особое внимание надежности конструкции и безопасности ее для окружающих
Как показывает опыт, многие умельцы умудряются изготавливать полноценные рабочие термоинструменты из строительного фена, бытового аппарата для сушки волос или даже обычного паяльника.
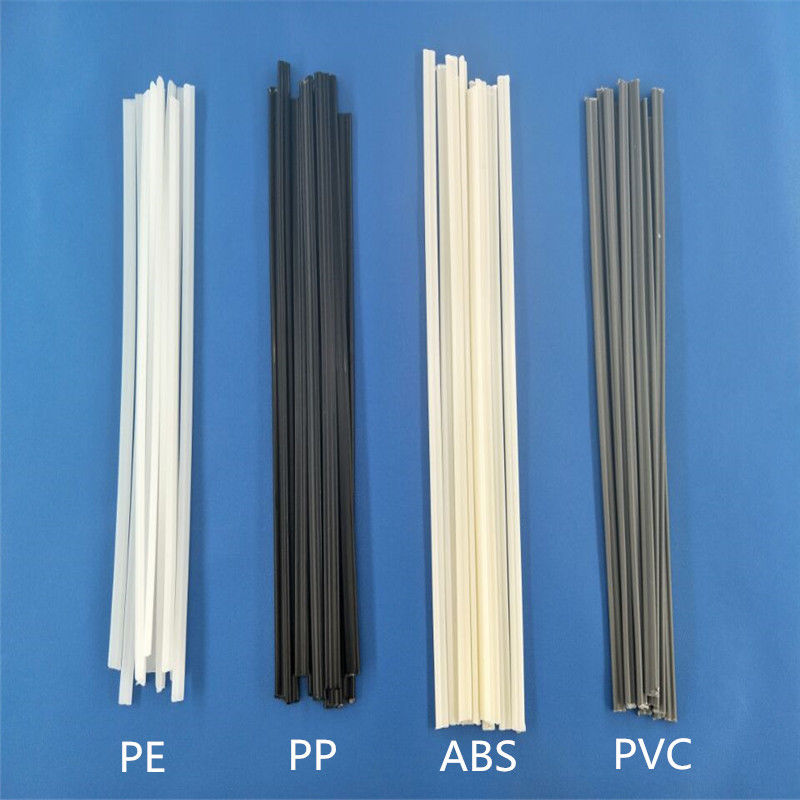
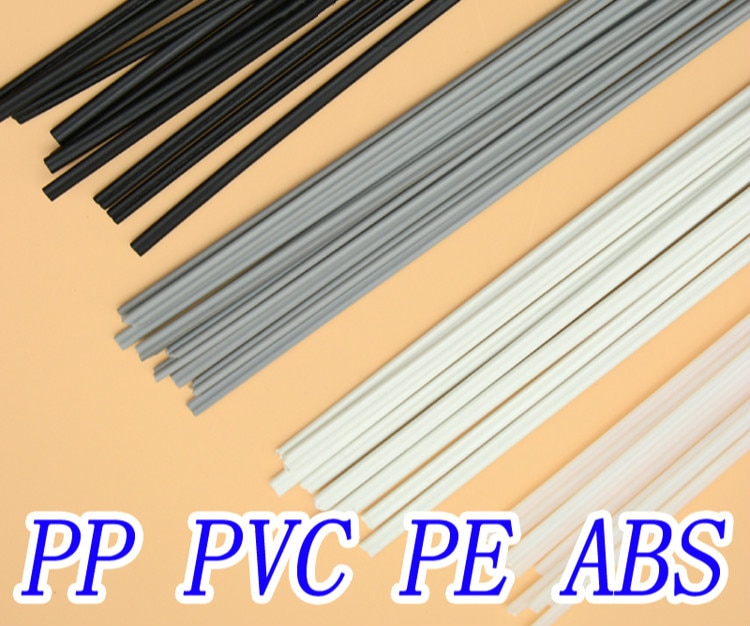
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Какие бывают фитинги
Чтобы понять, что можно паять и как спаять различные участки необходимо понять, какие бывают дополнительные соединительные элементы.
- Паечные муфты.
- Углы 45° и 90°. Используются как для разных, так и для одинаковых размеров.
- Тройник или тройной угольник.
- Крестовины.
- Вварное седло.
- Заглушки.
- Пайка для полипропилена.
- Переход, имеющий наружный тип пластмассовой резьбы DG.
- Комбинированные муфты (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные тройники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники для установки различного типа приборов (например, смесителя).
- Шаровые паечные краны, прямые или угловые с американкой.
- Проходная водорозетка.

Лучшие модели
Паяльник для ремонта пластиковых деталей — дорогостоящий прибор, что объясняется его техническими характеристиками и особенностями эксплуатации. На отечественном рынке представлено несколько самых надежных и эффективных устройств:
- Steinel. Под этим брендом выпускается целый ремонтный комплект, включающий в себя и термопистолет. Устройство имеет мощность 2,3 кВт. С его помощью пластик можно разогреть до температура 650°C. Продается в прочном полимерном кейсе с дополнительными аксессуарами (электроды, удлинитель и т.д.) и насадками.
- RT-2003 от компании Intertool. Это устройство отлично подходит для обработки материалов из тонкого пластика.
- Teroson. Удобный комплект для ремонта деталей из пластмассы, в котором находится термопистолет. Дополнительно с прибором поставляются насадки и аксессуары, включая миксеры, сменные картриджи и материалы для армирования.
- Neico. Этот инструмент является профессиональным и производится в Китае. Его мощность — 1600 Вт. Дополнительно с ним поставляются специальный ролик и насадки. Точно подобранные комплектующие способны обеспечить быструю и простую работу. Преимуществом Neico является то, что к нему не нужно приобретать вспомогательные материалы.
- Степлер. Модель бюджетного класса с мощностью 100 Вт. Швы создаются с помощью специальных скоб, поэтому инструмент получил такое название.
- Lukey. Эта дешевая китайская модель. Она отлично подойдет для начинающих мастеров и бытового применения.
Выбирать инструмент необходимо с учетом преследуемых целей и финансового бюджета.
Способы горячей сварки и необходимое оборудование
Для соединения пластиковых элементов путем нагрева используются следующие инструменты:
- ручные агрегаты, выдающие струю горячего воздуха;
- экструдеры;
- устройства для соединения листовых полимеров;
- автоматические сварочные агрегаты.
Феном для сварки пластика соединяют любые термопласты.
Ручной фен или пистолет
Совместно с подобным оборудованием применяют расходный материал – пруток, который укладывают между соединяемыми элементами. После этого шов нагревают строительным феном. Устройство напоминает бытовое приспособление, используемое для сушки и укладки волос. Температура и мощность промышленного фена выше. Благодаря этому кромки свариваемых элементов расплавляются, образуется однородная масса. Затвердевая, она скрепляет детали.
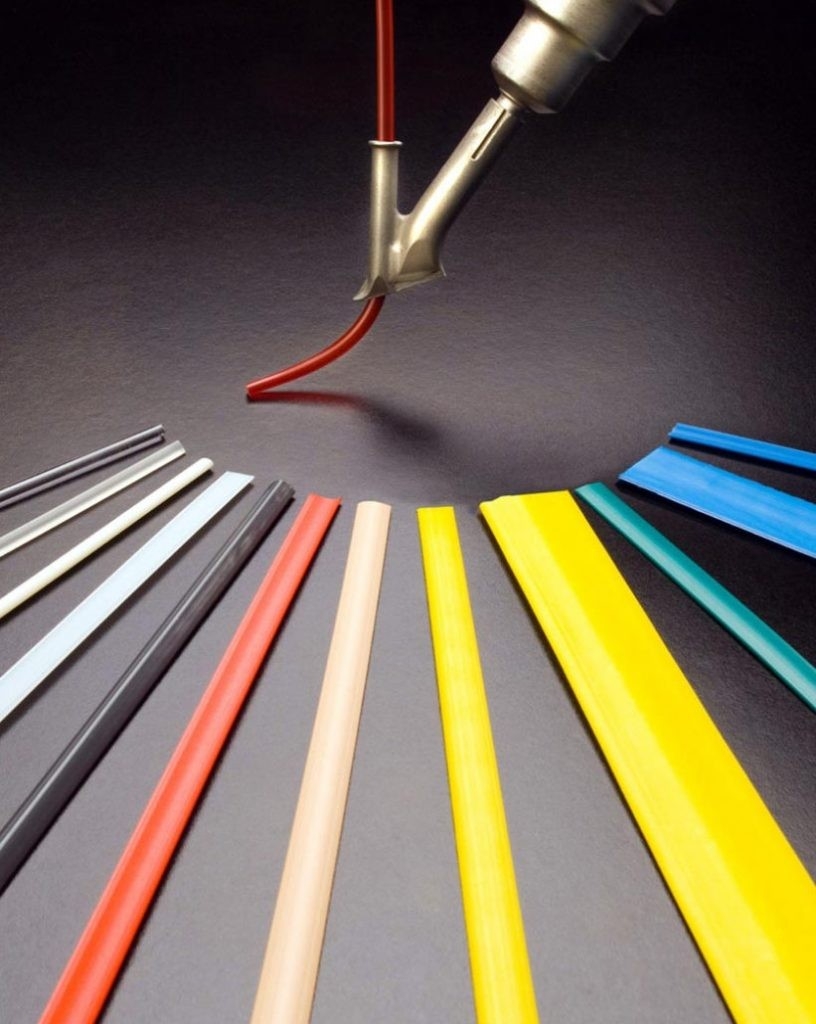








Температура воздушной струи регулируется автоматически или вручную. В комплект входят насадки, помогающие соединять пластиковые элементы встык или внахлест. Конфигурация сопла выбирается в зависимости от типа пластика, толщины деталей, опыта работы сварщика.
Экструдер
Прибор похож на пистолет, на конце которого установлена насадка для фиксации присадочного прутка или трубки.
Экструдер – это машина для непрерывной переработки полимерного сырья.
Принцип действия основывается на:
- нагревании расходного материала до полужидкой консистенции;
- выведении массы в место соединения деталей;
- затвердевании расплава с последующим формированием шва.
С помощью экструдера можно сваривать элементы любой толщины за один проход. Производительность устройства выше, чем у фена. Главный недостаток – невозможность сварки изделий из разных типов пластика. Это объясняется разницей в температурах плавления. Перед началом работы края деталей очищают от следов грязи и жира, способных ухудшить качество шва.
Рекомендуем к прочтению Как паять медные трубы самому
Контактная сварка
Оборудование выдает кратковременные тепловые импульсы, применяемые в сочетании с давлением. Устройства используются на производственных площадках, где выпускают сваренные полимерные листы.
Маркировка клея
Тюбики с клеем также маркируются, жаль только, что система обозначений не всегда совпадает с обозначениями в треугольнике на пластмассовом изделии. Чаще всего на тюбике можно увидеть следующие символы:
- PC- поликарбонат ( используется для перекрытия теплиц и навесов).
- ABS –сополимер акрилонитрила.
- PP полипропилен.
- PPMA органическое стекло общего назначения.
- PE- хорошо знакомый полиэтилен.
- PVC- еще один знакомый- винил, или поливинилхлорид.
- PS –полистирол.
- PA 66- полиамид.
- PUR полиуретан.
Клей для акрила (оргстекла)
Если вы не специалист в органической химии, то, скорее всего, дальнейшее изучение маркировки в домашних условиях успехом не увенчаются. Лучше прочитать в руководстве пользователя, которое обязательно должно прилагаться к тюбику, какие пластики можно им склеить.
Технология подготовки пластмассовых деталей к пайке
Прежде всего, требуется выяснить, из какой пластмассы сделана подлежащий ремонту элемент. Все они делятся на две большие группы:
- Твердые. Маркируются символами ABS, GF 15, GF 30, PAG.
- Мягкие. Обычно не маркируются.
Различить их по внешнему виду, не имея многолетнего опыта, сложно. Поэтому стоит поискать маркировку на обратной стороне бампера или элементы обвеса. Наиболее прочным пластиком является полипропилен. Изделия из него хорошо держат форму, обладают хорошим внешним видом и успешно поддаются ремонту.
Процесс подготовки складывается из следующих операций:
- Очистить от загрязнений и остатков старого лакокрасочного покрытия. Механическая очистка сопровождается промывание теплым мыльным раствором.
- Обезжирить. Здесь подойдут распространенные органические растворители, такие, как уайт-спирит. ацетон и т.п.
Ремонт пластика
Тщательная подготовка поверхности позволяет добиться высокого качества работ. Отремонтированное изделие бывает просто не отличить от нового.
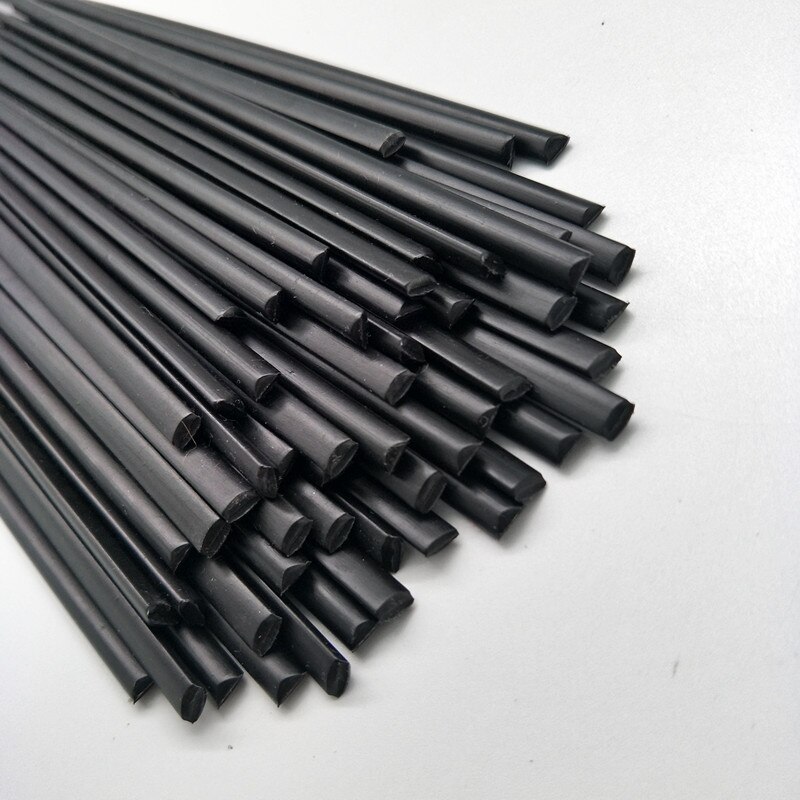
Подбор сварочных прутков
Данные элементы играют роль электродов. Их применяют при пайке листового пластика, труб, полиэтиленовых предметов. Размер стержней бывает разным, как и их форма. Диаметр круглых прутков составляет 3-7 мм. Стержни с квадратным сечением отличаются большими размерами.

Сварочные прутки для пластика могут изготавливаться из самых разнообразных материалов.
Для соединения полимерных изделий применяют 2 типа расходного материала:
- Полиэтиленовые стержни. Отличаются достаточно низкой температурой плавления. Применяются для сварки изделий из соответствующего материала с помощью фена.
- Полипропиленовые прутки. Элементы не деформируются, не утрачивают рабочих качеств при длительном хранении. Изделия используются при сборке и ремонте конструкций из листового полипропилена. Электроды из этого материала применяются совместно с экструдерами, расплавляющими их до жидкого состояния.
Способы сварки пластика и оборудование
Для пайки пластика в домашних условиях применяется несколько методов.
- Контактная сварка для пластика наиболее удобная. Не требует присадочного материала. Самый простой из них – бытовой паяльник с рабочим напряжением 220 вольт со специальной насадкой вместо жала, она обеспечивает большую площадь разогрева. Контактный метод считается универсальным, им соединяют полипропилен и полиэтилен различной плотности, формы и толщины. Сущность процесса – разогрев зоны шва до 260°C с последующим соединением деталей стыковкой или внахлест. Существует три вида оборудования для сварки пластиков: 1) когда нагревательный элемент воздействует на всю толщину детали (для листового и трубного пластика); 2) зона разогрева ограничена (соединение листов внахлест); 3) одновременно нагревается внутренняя и наружная часть соединяемых элементов (стыковка враструб).
-
Строительный фен, он же термопистолет, с насадками Соединение деталей горячим воздухом с помощью строительного фена или термопистолета позволяет применять присадочный пруток, он подается вручную. Принцип работы оборудования прост: воздух от электронагревателя вентилятором нагнетается через узкое отверстие в зону разогрева. Полимер плавится, образуется шов. Фен с насадкой удобнее пистолета, пруток заправляется в насадку, левая рука высвобождается. Для дома часто приобретают термопистолет или фен мощностью 1,5 или 2 кВт. Он разогревает воздух от +180°C до +260°C, модели оснащены терморегуляторами.
- Соединение деталей экструдером предполагает подачу расплавленного полимера в зону соединения деталей. Этот метод самый простой и надежный, после сварки образуется ровный шовный валик.
Ручной экструдер для сварки пластика
Экструдеры выпускаются двух типов:
- бесконтактный, когда подаваемую массу необходимо разравнивать специальным валиком;
- контактный, когда мягкий полимер подается с усилием.
Регулировка осуществляется с учетом вида полимера, толщины присадочного прутка.
Требования к паяльникам для пластика
Основная характеристика подобных устройств — мощность. Для эффективной и комфортной работы рекомендуется брать устройство минимум на 100 Вт. Если взять паяльник меньшей мощности, то пластмасса плавиться не будет
Подбирая термические фены, необходимо обратить внимание на устройства от 1600 Вт
Другое требование — скорость нагрева паяльного жала. Для обработки пластиковых элементов рекомендуется подбирать варианты, нагревающиеся за 7-10 секунд. С целью бытового применения можно взять оборудование с продолжительным нагревом, однако при профессиональной деятельности это будет связано с некоторыми неудобствами.
Принцип действия
Принцип действия строительного фена очень схож с бытовым аналогом для волос. Материал нагревается, чтобы придать ему определённую форму и зафиксировать в этом положении. Только отличие заключается в мощностях и объекте нагрева, как в данном случае, пайки. Чтобы пайка была произведена верна, требуются следующие инструменты:
фен;
соответствующая дюза;
припой.
В качестве припоя всегда выступает специальные прутья из необходимого материала. Материал припоя подбирается из аналогичного материала, что и объект сварки. Эти прутья устанавливаются в фен или в специальный отсек на насадке, нагревают и сваривают детали, щели и так далее. Помимо этого, не лишним будет использовать зажимы для надежности и напильники для качественной обработки.
Видеоролик о том, как пользоваться паяльным феном и насадками







Необходимые инструменты и материалы для пайки
Для работы в домашних условиях потребуется заранее подготовить все необходимые инструменты и материалы:
- электрический паяльник;
- насадки и подставки для паяльника соответствующего размера;
- напильник или острый нож для удаления заусениц;
- измерительную линейку или рулетку;
- маркер;
- ножницы для резки труб;
- шейвер — приспособление для удаления армирующего слоя;
- специальный инструмент для снятия фасок;
- припой для пайки;
- флюсы и фитинги;
- спиртовой состав для обезжиривания.
Припой для пайки
Припой выпускается в форме проволоки, фольги, прутка и т. д. Он необходим для получения более прочного шва медных конструкций. Изготавливается на основе олова, серебра, цинка, свинца, сурьмы или меди.
В зависимости от температуры плавления подразделяется на:
- легкоплавкий;
- средне плавкий;
- высоко плавкий припой.
Флюсы и фитинги
Флюсы используются при пайке для защиты соединяемых металлических поверхностей от окисления. Они выпускаются в виде жидкости, сухой смеси или пастообразном состоянии и различаются по химическому составу, свойствам и назначению. Например, для очистки поверхности медного проката и повышения текучести припоя применяется борная кислота, хлорид цинка, соляная кислота.
Фитинги — это небольшого размера изделия, надеваемые на концы труб, которые соединяются пайкой. К ним относятся муфты, тройники, крестовины, обводы, заглушки, углы и т. п. Они должны быть из такого же материала, что и сами трубы. И конечно, не для кого ни является секретом, что купить фитинги можно в любом магазине сантехники.
Ножницы для резки
Этот вид инструмента имеет и другие названия — труборез, трубные ножницы или трубный резак. Он предназначен для быстрой резки изделий из пластика, обеспечивает выполнение кромки реза без заусениц, что упрощает подготовку к сварочному процессу.
Существует 4 вида трубных ножниц, различающихся по конструкции и цене:
- прецизионный труборез с механизмом — трещоткой. Приспособление используется для резки труб диаметром не более 75 мм;
- роликовые ножницы;
- автоматический труборез в форме пистолета;
- трубный резак — гильотина.
Разновидности пластика с характеристиками свариваемости
Метод соединения выбирают в соответствии с видом полимера и его характеристиками.
Высокой свариваемостью отличаются:
- Полиэтилен. Изделия из такого пластика соединяют путем расплавления кромок, которые затем совмещаются под давлением, исключающим деформацию.
- Полипропилен. Материал применяется при производстве труб, которые соединяют с помощью электропаяльника мощностью 1500 Вт. Путем повышения температуры в месте соединения намертво скрепляют 2 элемента. Свойства материала помогают получить шов, не пропускающий влагу.
- Поливинилхлорид (ПВХ). Пластик не деформируется при нагреве. Сварное соединение получается прочным и однородным.
Полипропилен – синтетический термопластичный неполярный полимер. Средней или низкой свариваемостью обладают такие полимеры:
- Полистирол. Полимер используется при изготовлении посуды, игрушек, бытовых предметов. Детали из этого полимера отличаются достаточно плохой свариваемостью, они требуют тщательной подготовки.
- Полихлорвинил. Горячие методы при сопоставлении элементов из такого полимера применять не рекомендуется. Это объясняется возможностью деформации краев, ухудшающей качество шва. Более эффективными являются холодные способы.
Рекомендуем к прочтению Как паять медные трубы самому
Технология сварки пластмасс экструдером
Из всех горячих методов самым экономичным и удобным считается соединение пластиковых элементов контактным экструдером, когда расплавленная масса, подаваемая в стык, прижимается направляющим соплом. Этот метод применяется для деталей с толстой стенкой. Экструдер подает уже размягченный материал. При таком способе:
- уменьшается расход энергии;
- улучшается теплопередача;
- нет необходимости использовать прижимные устройства;
- легче контролировать качество шва.
Основные этапы технологического процесса:
- Разогрев свариваемых кромок до состояния вязкости разогретой массой;
- Стыковка силой рук или специальными устройствами;
- Естественное охлаждение соединенных деталей (их нельзя сдвигать до полного затвердевания).
Современные типы насадок для строительного фена
Зачастую в комплектации к строительному фену дополнительно поставляется от одной до нескольких специализированных насадок для осуществления различных видов работ. Также их могут называть форсунками, дюзами или соплами. Некоторые из них достаточно часто являются особо индивидуальными (предназначены для специфических работ) и продаются лишь отдельно от инструмента, поэтому приобретая строительный фен, следует быть готовыми к дополнительным приобретениям. Особенно это касается покупки определённых моделей профессионального уровня, отличающихся довольно высокой стоимостью. Наличие большего количества насадок даёт возможность выполнять гораздо больше видов и объёмов работ с разными типами материалов. Именно насадки способны формировать необходимый воздушный поток определённым образом, позволяющий значительно расширить стандартные возможности.

В существующий список наиболее распространённых на строительном рынке насадок входят:
- круглая фокусирующая насадка (1) – чаще всего предназначена для заделывания щелей различной толщины с помощью специальных пластиковых сварочных лент. Насадку используют для проведения пайки медных труб на основе бесконтактного метода обработки материалов, а также при выполнении ремонта лыж, шпона, лодок и др.;
- плоская насадка (2) – используется при необходимости удаления старой шпаклёвки либо остатков красочных материалов, плёнки, обоев, в том числе в целях осуществления деформации полистирольных плит (под контролем специалиста), ПВХ конструкций и пластических изделий. Например, если деформировались плиты из полистрирола или плексигласа;
- рефлекторная насадка (3) – разогревает пластиковые трубы перед их дальнейшей деформацией;
- щелевые либо шлицевые насадки (4) – применяют при сварке ПВХ изделий с использованием накидного способа;
- резные (режущие) насадки (5) – подобная насадка в своё время была разработана для осуществления фигурной или прямой резки пенопласта;
- стеклозащитная насадка (6) – эта насадка предназначена для работы с поверхностями, не выдерживающими воздействия высоких температур (например, стекло и различные изделия из него). Стеклозащитная насадка для строительного фена позволяет удалять с поверхностей остатки от лака, красок или замазки;
- сварное зеркало (7) – применяется при обработке стыков изделий с помощью контактного метода сварки разных пластмассовых материалов;
- широкоструйная насадка – это одна из разновидностей плоских насадок, которые используются при удалении красок с больших площадей;
- редукторная насадка – считается переходником для резных либо шлицевых насадок. Помимо этого редукторную насадку можно смело применять при точечной сварке;
- сварная насадка – назначение данной насадки заключается в непосредственном соединении сварочных кабелей синтетического типа.
Как правило, самыми распространёнными среди пользователей считаются широкоструйные, рефлекторные, плоские, режущие, фокусирующие и шлицевые насадки.
Тут всё про выбор промышленного фена-//proinstrumentinfo.ru/promyshlennyj-fen-s-regulirovkoj-temperatury-tseny/

По причине того, что насадки производятся из металлов, имеющих тонкую структуру и которые могут очень сильно и быстро нагреваться в процессе работы, важно помнить, что после окончания работы фену необходимо дать остыть. Горячая насадка может нанести повреждения либо испортить материал, который обрабатывается
Поэтому при работе с феном следует использовать специальную подставку из металла.
Спайка полипропиленовых труб — технология, инструменты
Полипропиленовые трубы используют при монтаже внутренних водопроводов и систем отопления, как проходит сварка пластиковых труб и какие для этого нужны инструменты.
Для соединения пластиковых труб есть два основных метода:
- Сварка труб встык.
- Сварка с помощью фитингов.
Первый способ ведет к небольшой потере прочности, для полипропиленовых труб с тонкими стенками это нежелательно (на горячей воде и отоплении). Сварной шов менее прочен по сравнению с монолитной трубой и чтобы соединение не уступало по прочности трубе — нужно увеличить его площадь. Использование фитингов для полипропиленовых труб приводит к тому, что свариваются на большей площади.
Полипропилен сравнительно твердый пластик, но легко режется инструментом, он размягчается при температуре 140 градусов, а при 175 градусах — плавится.
Используем эти данные чтобы спаять трубы: ровно отрезаем край трубы, нагреваем её и фитинг до температуры плавления, а далее совмещаем их.
Но кроме простых труб из полипропилена, производятся армированные, что такое армирование и зачем оно нужно? В качестве материала для магистралей холодного водоснабжения полипропилен отлично подходит, но вот для горячей воды и отопления он вряд ли подойдет, так как он имеет большой коэффициент теплового расширения — 0,15 мм/м °С, что приводит к деформации трубы. Эту проблему решает армирование.
Для этого используется:
- Алюминиевая фольга. Слой алюминия покрывает полипропиленовую трубу снаружи или вклеивается между двумя слоями пластика.
- Стекловолокно. Между двумя слоями полипропилена располагается микс из той же пластмассы и фибры (тонких и коротких волокон стекловолокна).
Армирование позволяет сократить коэффициент теплового расширения до 0,03 мм/м °С.
Обзор плоских электродов
Существуют несколько главных видов электрод, применяемых в процессе пайки пластика. Их зачастую обозначают латинскими буквами: А, В и С. Классификация электродов делится только за счет толщины и ширины. Стандартной длиной является значение в 200 миллиметров.
Плоские электроды вида «В» имеются в сварочных прутках в размере 1,3х18 для ремонтных работ бамперов. Их также можно использовать, чтобы сварить трещину или разлом, находящийся с внешней стороны конструкции с толщиной не больше 6 миллиметров.









Электроды типа «С» объединяет в себе планки размеров 1,5х20. Их можно применять в качестве усиливающей арматуры швов, на которые приходится увеличенная нагрузка во время работы различных запчастей. Толщина стенок не должна быть больше 10 миллиметров.
Кроме перечисленных методов эксплуатации, данные виды электродов для пайки можно применять, дабы нарастить отломавшиеся детали в пластиковых изделиях либо чтобы залатать любую образовавшуюся дыру.
Благодаря такой классификации можно быстро и точно подобрать необходимую планку под конкретный размер стенки.
К примеру, бампер можно отремонтировать плоской планкой из группы «А» либо «В» только там, где стенка не больше 3 миллиметров. В ином случае есть риск деформировать запчасть в момент остывания поверхности после совершенной работы.
https://www.youtube.com/watch?v=0dkIduik2QU
Технология сварки пластмасс феном или термопистолетом
Метод применяется для изделий любой конфигурации. Феном монтируют трубы, бамперы, бассейны, напольные покрытия и многое другое.
Феном для сварки пластика соединяют любые термопласты. Пистолет чаще применяется для соединения деталей внахлест: разогревается пространство между ними, после этого шов уплотняется, прокатывается валиком. Также соединяют детали с помощью фена, когда изделия соединяются встык, в зону шва подается присадочный пруток – он направляется поверх стыка или в него. Теперь про насадки, строительный фен для сварки прутком одновременно разогревает кромки и присадочный материал. Насадки на фены разделяются по видам:
- фиксирующие перед сваркой прижимают свариваемые поверхности;
- щелевые удобны при сварке кровельных материалов;
- формировочные используются для прутка толще 4 мм.
Технология выполнения шва предполагает предварительную обработку кромок: их очищают, обезжиривают. С кромок, толще 2 мм, предварительно снимают фаску, чтобы было место для укладки прутка. При соединении тонких пластиков пруток подается непосредственно в зазор между деталями. Необходимо учитывать, что с применением присадочного материала образуется выпуклый шов. При необходимости лишний полимер срезается. Для образования ровного соединения необходимо соблюдать расстояние между феном и соединяемыми деталями. Скорость движения фена регулируется так, чтобы пруток и кромки успели разогреться, но не сильно оплавились. Не должно быть деформации края.
Подводим итог
Часто подобный ремонт на скорую руку остаётся единственной возможностью закончить начатую работу в саду или обеспечить нормальную подачу воды в кран. Но следует помнить, что такая пайка не является панацеей, она может существовать только как временная мера. И насколько бы качественно она ни была выполнена, по прочности отремонтированный участок никогда не сможет сравниться с тем, что было до повреждения. Нельзя забывать и о том, что ремонтное место требует от владельца постоянного повышенного контроля.
Я буду рад, если всё, о чём сегодня было написано, пригодится дачникам и другим любителям делать всё своими руками. Любые вопросы по теме можно задать в обсуждениях ниже. Я постараюсь максимально подробно пролить на них свет.
Интересно было бы узнать, доверяете ли вы подобному ремонту или лучше сразу менять испорченные пластиковые изделия на новые. Прошу оставить свой отзыв
Для меня очень важно мнения со стороны. Если вам понравилась моя статья, то не забудьте её оценить
Редакция Homius приглашает домашних мастеров и умельцев стать соавторами рубрики «Истории». Полезные рассказы от первого лица будут опубликованы на страницах нашего онлайн-журнала.
ФОТО: Альберт Маннанов
Предыдущая ИСТОРИИПросто и практично: складной походный стул своими руками
Следующая ИСТОРИИНе выкидывайте аккумулятор от ноутбука: полезные идеи от читателя Homius