
Основные типы
Нержавеющая проволока может быть термически обработанной и холоднокатаной в зависимости от метода изготовления. В первом случае применяются волочильные станки, через которые после нагрева многократно протягиваются заготовки из стали. Это приводит к деформации материала, уменьшению его поперечного сечения и увеличению длины. Термическая обработка позволяет устранить внутреннее напряжение металла и сделать структуру однородной.
Холоднокатаная проволока предполагает последовательное протягивание заготовок через отверстия с разным диаметром без нагрева. В результате материал обретает высокую прочность и гладкую блестящую поверхность. Также проволока подразделяется на группы в зависимости от покрытия и бывает полированной, шлифованной, светлой, черной, травленой и оксидированной.
Классификация нержавеющих труб по внешнему виду конструкции
- Круглые трубы. Изделия с круглой формой поперечного сечения производятся методом электрической сварки. Толщина стенок может варьироваться от 1 — 4 мм (допустимое значение диаметра: 6 — 406 мм). При создании труб способом проката (прессования) диаметр, как и показатель толщины стенок, может достигать предельно небольших значений (0,68–325 мм/0,16–25 мм).
- Профильные трубы. Изделия квадратной (прямоугольной, овальной) формы изготавливаются из нержавеющей стали путем электросварки. Размеры ширины и высоты могут принимать значения в пределах границы: 10–200 мм (допускаемая толщина: 1–4 мм/ длина: 6 000 мм).
Где применяют нержавеющую проволоку
Нержавеющая проволока отличается широкой сферой применения:
Одно из важнейших направлений – сварка высоколегированных сталей в машиностроении (в том числе для изготовления оборудования для добычи и переработки нефти). Для этой цели используют холоднотянутую проволоку марок 12х18Н10Т, Св-01х19Н9, Св-06х15Н60М15 и другие.

- В пищевой промышленности материал востребован благодаря химической инертности и гигиеничности. Это делает безопасными его контакты с посудой и продуктами питания.
- Одна из полезных характеристик нержавеющей проволоки – устойчивость к воздействию химически агрессивных веществ. Это свойство позволяет использовать ее в электротехнике.
- Нержавеющую проволоку применяют при изготовлении мебели в качестве некоторых элементов конструкций. Здесь важна ее коррозионная стойкость, длительный срок службы и привлекательный внешний вид.
- Материал востребован при изготовлении медицинского оборудования. В частности – высокоточных хирургических инструментов.
- Еще одна сфера применения нержавеющей проволоки – изготовление пружин для автомобилестроения.
У нас вы можете купить нержавеющую проволоку по ценам производителей в необходимом количестве.
«Желтый поток» или «белая вилка»
Существует много видов искр: «вилка», «веточка», «стрела» и др. Различать их учатся с опытом, но даже неподготовленный человек сможет отличить плотный и короткий поток вспышек от длинных и редких искр, характерных для нержавеющей стали. Наличие темных красных искр, выходящих из-под шлифовального круга, свидетельствует о высоком содержании никеля, карбида вольфрама и кобальта.

Если в процессе шлифовки появляется поток средней плотности, при этом искры у основания соломенно-желтые, а на конце белые, перед вами нержавеющая сталь. Длинный поток искр, достигающий 1,5 метров, указывает на наличие в составе азота. В этом случае несложно определить марку нержавеющей стали: азотистые легированные сплавы достаточно редки и их всего несколько (Nitrobe 77, Sandvik 14C28N, Böhler N680 и др.).
Маркировка, упаковка и хранение
Производится проволока нержавеющая по ГОСТ 18143-72 из антикоррозийной, жаропрочной легированной стали сечением от 0,2 до 7,5 мм. Маркировка проволоки определяет ее химический состав, технологию производства и вид обработки поверхности металла. Цифры указывают процентное содержание элементов, задающих основные свойства изделия. В качестве примера – проволока нержавеющая 12Х18Н10Т:
- 12 – содержание углерода не более 0,12 %;
- Х18 – хрома 18 %;
- Н10 – никеля 10 %;
- Т – титана около 1%.

Наличие остальных элементов, содержание которых не превышает 1%, в маркировке не указывается. В обозначении холоднокатаной н/ж проволоки последней указывается буква «Х». Оксидированная проволока из нержавеющей стали имеет цвет побежалости и обозначается в маркировке буквой «Т». В основном такому виду маркировки подвергают проволоку, произведенную способом термической обработки (горячекатаная). Светлая нержавеющая проволока без побежалости и окислов обозначается «ТС». В маркировку изделия повышенной прочности добавляется буква «П». Класс пластичности обозначается соответствующими цифрами: 1 – первый, 2 – второй.
Проволока нержавеющая требует бережного обращения при перевозке и хранении. В зависимости от диаметра она упаковывается в мотки или наматывается на катушки и предохраняется от механических повреждений пленкой или бумагой. Перевозка осуществляется преимущественно в крытых транспортных средствах. Хранится нержавеющая проволока на закрытых отапливаемых складах.
Сферы применения
К материалам изготовления различных изделий, тары, емкостей, трубопроводов и оборудования, которые используются в пищевой промышленности, предъявляются особенно высокие требования. Объясняется это тем, что такие материалы в процессе эксплуатации не только постоянно контактируют с жидкими и влажными средами, но и подвергаются воздействию высоких температур, а также химически агрессивных веществ.
Условия, в которых хранятся, транспортируются и перерабатываются пищевые продукты, не всегда способна выдержать обычная нержавейка, несмотря на то, что отличается высокой устойчивостью к коррозии. Именно поэтому специалисты разработали специальные нержавеющие стали, относящиеся к категории пищевых.

Производители продуктов питания используют нержавеющие трубы, которые соединяются соответствующей арматурой, отвечающей требованиям стандарта DIN 11850
Пищевую нержавейку отличает целый ряд достоинств, среди которых стоит выделить следующие:
- соответствие строгим гигиеническим и токсикологическим требованиям;
- эстетически привлекательный внешний вид;
- легкость в обслуживании;
- экологическая безопасность;
- прочность и износостойкость;
- исключительная устойчивость к воздействию агрессивных сред различного типа;
- соответствие требованиям по нормам растворения тяжелых металлов в рабочей среде.
Не только специалист, но и любая хозяйка знает, что наиболее удобными в уходе и красивыми являются те кастрюли и столовые приборы, которые изготовлены из нержавейки. Кроме того, из листов данного металла делают противни для духовых шкафов, корпуса кухонных плит, холодильников и другой бытовой техники. В последнее время сфера применения пищевой нержавеющей стали постоянно расширяется.

На любой кухне пищевая нержавейка присутствует в изобилии: от столовых приборов до отделки фасадов мебели
Нержавейка является практически незаменимым материалом, используемым для производства различного оборудования и элементов оснащения предприятий, имеющих дело с производством, переработкой и хранением пищевых продуктов и жидкостей. В частности, из данного металла производят емкости различного объема, трубы, лотки, элементы технических устройств, на которых выполняют измельчение пищевых продуктов, их смешивание, сортировку и тепловую обработку.
Марки нержавеющей сварочной проволоки
1. Св-08Х20Н9Г7Т (аналог проволок: Св.-08Х21Н10Г6, Св.-08Х20Н9Г7Т) ER-307Si Коррозионностойкая хромоникелевая сварочная проволока для сварки полуавтоматом разнородных аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п. Св-08Х20Н9Г7Т можно использовать как буферный слой перед наплавкой твердосплава. Устойчива к высоким температурам (850°C). Наплавленный металл 307Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли, для изготовления трубопроводов, емкостей, бойлеров, при сварке пружинных сталей, конструкционных сталей, проведении судостроительных и судоремонтных работ, при производстве инструментов, рельсов, ремонте дробильных машин, трубопроводов, емкостей, бойлеров и т.п. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
2. Св-04Х19Н9 (аналог проволок: Св.-06Х19Н9Т, Св.-01Х18Н10, Св.-01Х19Н9) ER-308LSI Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п., в среде защитных газов. Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли. Для изготовления трубопроводов, емкостей, бойлеров и т.п. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
3. Св-07Х25Н13 ER-309LSi Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr – 24%, Ni – 13% и незначительный % С в среде защитных газов (Ar). На постоянном токе DC. Применяется в машиностроении, нефтяной, химической и пищевой отрасли. УПАКОВКА: пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
4. Св-04Х19Н11М3 ER-316LSi Хромоникелевая коррозионностойкая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni – 8% и Mo – 3% таких, как: 10Х17Н13М3Т, 03Х17Н14М2, 316 и др. в среде защитных газов (Ar). На постоянном токе DC. Наплавленный металл типа 316LSi обладает высочайшей стойкостью к коррозии в кислотной и хлорсодержащей среде. Легирование кремнием и молибденом обеспечивает высокую стойкость против межкристаллической коррозии и высочайшее качество шва. Применяется в нефтяной, химической и пищевой отрасли, а также в машиностроении и многих других отраслях. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
5. Св-07Х19Н10Б ER-347 Проволока 07Х19Н10Б изготавливается из низкоуглеродистых и легированных марок стали и обеспечивает хорошее качество сварного шва. СВ-07Х19Н10Б предназначена для сварки хромоникелевых сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии. Также проволока СВ-07х19н10б используется для наплавки и для изготовления электродов. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
6. Св-06Х19Н9Т ER-321 Сварочная хромоникелевая проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных, в среде защитных газов, на постоянном токе. Проволока, легированная титаном, обеспечивает высокую антикоррозийность межкристаллической решетки и высочайшее качество сварного шва. Находит широкое применение в машиностроении, нефтехимии и пищевой промышленности, в энергетике и т. п. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
Технология сварки 12Х18Н10Т
kopeysky, В принципе, сварка под флюсом — хороший вариант, если можно выполнить предварительную подварку изнутри. При сварке на подкладном кольце нержавейки, в отличие от чёрной стали, в корне образуются окислы, которые и не дают вам пройти рентген. Можно или проварить корень шва полуавтоматом с обратной стороны, затем вырезать с лицевой стороны окисленный слой до металлического блеска и заварить под флюсом окончательно (по времени надо посчитать, может быстрее сварки полностью полуавтоматом получиться, плюс — качество). Фаска — обязательна (ГОСТ 16037-80 — под полуавтомат или ГОСТ 8713-79 — сварка под флюсом (способ сварки АФш — с предварительным наложением подварочного шва)). Или сделать разделку и пройти корень с лицевой стороны в один слой полуавтоматом, а потом заполнить разделку и облицевать под флюсом (если требования по образованию окислов в корне шва — жёсткие, то перед проходом корня полуавтоматом нужно заполнить сосуд сварочной смесью или чистым аргоном). Это, если нет требования к стойкости к МКК — межкристаллитной коррозии и содержанию ферритной фазы. Если стойкость к МКК и контролть содержания ферритной фазы — прописаны в документации на изготовление изделия, то сварку под флюсом лучше не применять. Когда я, у себя, варю отводы под стойкость к МКК и контроль ферритной фазы варим полуавтоматической сваркой в среде смеси 2,5%СО2 + 97,5% Ar проволокой диаметром 1,2 мм марки Ok Autrod 318Si. При подборе марки проволоки нужно посчитать по диаграмме шеффлера какой материал получится при смешении материала присадки с основным материалом (металл должен попасть в аустенитную область с содержанием 5% ферритной фазы). Плюс в марке должен присутствовать 1% Nb или Ti — для снижения вероятности выпадения карбидов хрома по границам зёрен металла и, соответственно, обеднения границ зёрен хромом (снижение вероятности межкристаллитной коррозии). Сварку нужно вести на подачах не более 6,5 м/мин, цвет наплавленного металла должен быть розовым (значит лигатура не выгорела при сварке, т. е. мы не перегрели шов при сварке). Думаю, что вам можно не париться, а варить под флюсом на подварке. Во всех случаях нужно зачищать и обезжиривать поверхности разделки, внутреннюю и наружнюю сторону стыка на ширину 20 мм от шва. Применение сварки на подкладном кольце — для сварки под флюсом чёрных сталей, здесь — не прокатит.
Сообщение отредактировал MityMouse: 05 Сентябрь 2014 15:44
Проволока нержавеющая 12Х18Н10Т
Данная проволока является термически обработанным и холоднотянутым предметом с круглым сечением. Поверхность нержавеющей проволоки 12Х18Н10Т — матовая, без цветов побежалости и всевозможных окисей. Диаметр металлоизделия может составлять от 0,3 до 6 мм. Высоколегированная жаростойкая сталь 12Х18Н10Т применяется для производства проволоки нормальной точности. ГОСТ 18143-72 регламентирует технические условия на изделие. Нержавеющий прокат продается в мотках либо бухтах всевозможной длины. По всем нормам нержавеющая проволока должна быть намотана правильными рядами без перехлестывающихся нитей. Такой способ обеспечивает легкое разматывание и уберегает от лишних механических потертостей. Аналог сырья в других странах представлен сталью AІSI 321.
Проволока нержавеющая 12Х18Н10Т изготовляется из стали, отличием которой является высокая жаропрочность и устойчивость к коррозийным образованиям. Все параметры и характеристики применяемой стали в полной мере переносятся на конечный продукт. При этом, все равно, во время производственного процесса изделия тщательно контролируются во избежание возможности брака и недочетов. Поэтому предприятие – изготовитель может полностью гарантировать соответствие готового изделия заявленным параметрам.
Способы контроля качества нержавеющей проволоки включают в себя:
• четкий контроль размера диаметра завитка и прутка;
• тестирование нержавеющей проволоки на разрыв и деформацию;
• изучение уровня электрического сопротивления;
• состав применяемой стали в разрезе химических элементов.
Особенности технического характера
• Изготовляется по ГОСТу 18143-72.
• Устойчива в своих параметрах при воздействии широкого диапазона температурных режимов: – от -400 оС до +800оС.
• Производится по двум методам: холоднотянутый и по средствам термической обработки.
• Нержавеющая проволока 12Х18Н10Т отличается высокой пластичностью. Это благотворно влияет на скорость, качество и удобство варочного процесса, в результате которого образуется прочный, долговечный и устойчивый к нагрузкам сварной шов.






• Стабильна при воздействии агрессивных сред (кислот, влаги, воздуха, различных химических растворов).
Широко применима и востребована нержавеющая проволока, изготовленная из аустенитной высоколегированной стали с примесями бора, титана либо молибдена. Присутствие данных элементов фиксируется в маркировке продукции. Также отметим, что наличие в обозначении марки буквы «Х» говорит о холоднотянутой методике изготовления продукта, а буква «Т» свидетельствует о наличии оксидированной поверхности. Буква «П» проставляется в маркировке в случае, когда материал имеет точное сечение.
Большой популярностью пользуется проволока нихромовая. Обозначение «Х» проставляется в маркировке на первом месте. Зачастую нихромовая проволока применяется, как материал для изготовления электропроводов. Из-за этого ее разделяют на две группы: A и Б, которые различны по уровню электрического сопротивления.
Нержавеющая проволока используются во многих областях жизнедеятельности человека, и находит применение в строительстве, энергетике, машиностроении и многих других трудовых сферах.
Нержавеющая проволока 12Х18Н10Т применима:
• в качестве материала для сваривания элементов из нержавеющей стали (поскольку стандартные электроды не всегда пригодны для данных работ);
• при изготовлении мебели;
• в области машиностроения (для производства ряда деталей для двигателя);
• при возведении архитектурных строений;
• в подвижных частях механизмов и деталей (благодаря высокой износостойкости и долгому сроку эксплуатации);
• во всевозможных изделиях из металла (из нержавеющей проволоки изготовляют стальные канаты, тросы, пружины и др.);
• в роли электропровода (она не провисает между креплениями ЛЭП и обладает стабильностью параметров при воздействии критических температур);
• во время производства изделий из металла, которые будут использоваться в агрессивных средах.
Проволока нержавеющая 12Х18Н10Т используется в строительных работах при производстве армирующих и ограждающих сеток. Она лежит в основе пружин, канатов и мелких деталей в машиностроении. Также она применима в области электроэнергетики, промышленности пищевого, химического и медицинского направления.
2Нормативные ссылки
Внастоящем стандарте использованы нормативные ссылки на следующиемежгосударственные стандарты:
ГОСТ 9.014-78 Единая система защиты откоррозии и старения. Временная противокоррозионная защита изделий.Общие требования
ГОСТ 15.309-98 Система разработки ипостановки продукции на производство. Испытания и приемкавыпускаемой продукции. Основные положения
ГОСТ 515-77 Бумага упаковочнаябитумированная и дегтевая. Технические условия
ГОСТ 2695-83 Пиломатериалы лиственныхпород. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборныедля грузов массой до 500 кг. Общие технические условия
ГОСТ 3282-74 Проволока стальнаянизкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная.Технические условия
ГОСТ 5530-2004 Ткани упаковочные итехнического назначения из лубяных волокон. Общие техническиеусловия
ГОСТ 5632-2014 Легированные нержавеющиестали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные.Марки
ГОСТ 6009-74 Лента стальнаягорячекатаная. Технические условия
ГОСТ 8486-86 Пиломатериалы хвойныхпород. Технические условия
ГОСТ 8828-89 Бумага-основа и бумагадвухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 9569-2006 Бумага парафинированная.Технические условия
ГОСТ 9998-86 Пленки поливинилхлоридныепластифицированные бытового назначения. Общие техническиеусловия
ГОСТ 10198-91 Ящики деревянные длягрузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 10354-82 Пленка полиэтиленовая.Технические условия
ГОСТ 10692-2015 Трубы стальные, чугунныеи соединительные детали к ним. Приемка, маркировка, упаковка,транспортирование и хранение
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14350-80 Профили проката гнутые.Термины и определения
ГОСТ 15150-69 Машины, приборы и другиетехнические изделия. Исполнения для различных климатическихрайонов. Категории, условия эксплуатации, хранения итранспортирования в части воздействия климатических фактороввнешней среды
ГОСТ 15846-2002 Продукция, отправляемаяв районы Крайнего Севера и приравненные к ним местности. Упаковка,маркировка, транспортирование и хранение
ГОСТ 16272-79 Пленка поливинилхлориднаяпластифицированная техническая. Технические условия
ГОСТ 16350-80 Климат СССР. Районированиеи статистические параметры климатических факторов для техническихцелей
ГОСТ 16504-81 Система государственныхиспытаний продукции. Испытания и контроль качества продукции.Основные термины и определения








ГОСТ 17527-2014 Упаковка. Термины иопределения
ГОСТ 19281-2014 Прокат повышеннойпрочности. Общие технические условия
ГОСТ 20799-88 Масла индустриальные.Технические условия
ГОСТ 21391-84 Средства пакетирования.Термины и определения
ГОСТ 21650-76 Средства скреплениятарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22235-2010 Вагоны грузовыемагистральных железных дорог колеи 1520 мм. Общие требования пообеспечению сохранности при производстве погрузочно-разгрузочных иманевровых работ
ГОСТ 26653-2015 Подготовка генеральныхгрузов к транспортированию. Общие требования
ГОСТ 30136-95 Катанка из углеродистойстали обыкновенного качества. Технические условия
ГОСТ 34028-2016 Прокат арматурный дляжелезобетонных конструкций. Технические условия
Примечание — Припользовании настоящим стандартом целесообразно проверить действиессылочных стандартов в информационной системе общего пользования -на официальном сайте Федерального агентства по техническомурегулированию и метрологии в сети Интернет или по ежегодномуинформационному указателю «Национальные стандарты», которыйопубликован по состоянию на 1 января текущего года, и по выпускамежемесячного информационного указателя «Национальные стандарты» затекущий год. Если ссылочный стандарт заменен (изменен), то припользовании настоящим стандартом следует руководствоватьсязаменяющим (измененным) стандартом. Если ссылочный стандарт отмененбез замены, то положение, в котором дана ссылка на него,применяется в части, не затрагивающей эту ссылку.
Классификация
Современная нержавеющая проволока изготавливается не просто из стали с минимальным уровнем коррозии. Это всегда еще и легированный на высоком уровне, стойкий к сильному нагреву материал. Универсальную длинную конструкцию легко распознать – она похожа на нить или струну. Преимущественно нержавеющая проволока имеет в сечении форму круга. Она используется самыми разными сферами, поэтому представлена целым рядом модификаций.

Большой популярностью пользуется вязальная проволока. Ее используют для фиксации арматуры — и неудивительно, что этот материал не должен ржаветь при нормальной эксплуатации как можно дольше. Основные требования озвучены в ГОСТ 3282-74. Специалисты давно отмечают, что чем толще арматура, тем больше должно быть и сечение применяемой проволоки. Располагать ее надо максимально равномерно, потому что иначе нагрузки будут распределены неправильно.

Но нержавеющей может быть и сварочная проволока. Такой материал ценен тем, что готовый сварной шов тоже имеет отличные антикоррозионные свойства. В основном специальное стальное волокно используют для автоматизированного полностью или частично сварочного процесса. Оно пригодится и для работы в атмосфере инертного газа, и для сварки порошкообразного металла.

Отдельного внимания заслуживает нагартованная проволока. Она нужна, чтобы:
- делать щетки для ручной уборки и различных чистящих машин;
- производить металлическую фибру (один из видов арматуры для бетона);
- изготавливать тросы и канаты;
- получать несложные пружины;
- выполнять детали легкового и грузового автотранспорта;
- формировать заборы и другие ограждающие конструкции.

Пружинную нержавеющую проволоку делают из стали с высоким содержанием углеродистых добавок. Ее применяют, когда нужно сделать особенно сложные и важные пружины. Сечение металлической нити может быть в форме круга, овала или прямоугольника — смотря по тому, что нужно в конкретном случае. Диаметр волокна составляет от 0,3 до 5 мм. Если применяют легированную сталь, наибольший диаметр увеличивается до 8 мм.

Принято выделять еще такие виды:
- продукция горячего катания;
- продукция холодного катания;
- светлый металл (лишенный окислов);
- оксидированные изделия;
- омедненная проволока;
- продукция нормальной и увеличенной точности;
- проволока 1 и 2 категории пластичности.
Маркировка, упаковка и хранение
Производится проволока нержавеющая по ГОСТ 18143-72 из антикоррозийной, жаропрочной легированной стали сечением от 0,2 до 7,5 мм. Маркировка проволоки определяет ее химический состав, технологию производства и вид обработки поверхности металла. Цифры указывают процентное содержание элементов, задающих основные свойства изделия. В качестве примера – проволока нержавеющая 12Х18Н10Т:
- 12 – содержание углерода не более 0,12 %;
- Х18 – хрома 18 %;
- Н10 – никеля 10 %;
- Т – титана около 1%.

Наличие остальных элементов, содержание которых не превышает 1%, в маркировке не указывается. В обозначении холоднокатаной н/ж проволоки последней указывается буква «Х». Оксидированная проволока из нержавеющей стали имеет цвет побежалости и обозначается в маркировке буквой «Т». В основном такому виду маркировки подвергают проволоку, произведенную способом термической обработки (горячекатаная). Светлая нержавеющая проволока без побежалости и окислов обозначается «ТС». В маркировку изделия повышенной прочности добавляется буква «П». Класс пластичности обозначается соответствующими цифрами: 1 – первый, 2 – второй.
Проволока нержавеющая требует бережного обращения при перевозке и хранении. В зависимости от диаметра она упаковывается в мотки или наматывается на катушки и предохраняется от механических повреждений пленкой или бумагой. Перевозка осуществляется преимущественно в крытых транспортных средствах. Хранится нержавеющая проволока на закрытых отапливаемых складах.
Классификация изделий
В нержавейке нуждаются такие области производства, как:
- химическая промышленность;
- строительство;
- медицина;
- нефтедобыча;
- пищевая промышленность;
- машиностроение и многое другое.
Специфика каждой из них предполагает различные требования к качеству, объемам, диаметру и размерам материала.
Именно поэтому существует несколько видов нержавеющей провoлоки:
- вязальная;
- сварочная проволока;
- нагартованная;
- пружинная нержавеющая.
По методу производства различают горячекатаную и холоднокатаную проволку. Исходя из от вида обработки изготовленной продукции (поверхности металла), проволоку-нержавейку делят на такие виды:
- светлая проволoка (без окислов);
- омедненная;
- оксидированная.
По точности выполнения провoлока из нержавейки подразделяется на повышенной и нормальной точности. В зависимости от того, какими физическими свойствами обладает проволока-нержавейка, различают первый и второй класс пластичности готового изделия.
Нержавеющую проволоку также распределяют на:
- провoлоку некорродирующую, нормальной точности, произведенную из высоколегированной, жаростойкой стали 12Х18Н10Т;
- проволоку некорродирующую для сварочных работ.
Сложно не оценить те блага, которые приносит нам применение нержавейки. Автомобильная, сельско-хозяйственная, нефтехимическая, пищевая, судостроительная, фармакологическая и другие отрасли промышленности в настоящее время больше не могут обходиться без использования нержавеющей стали.
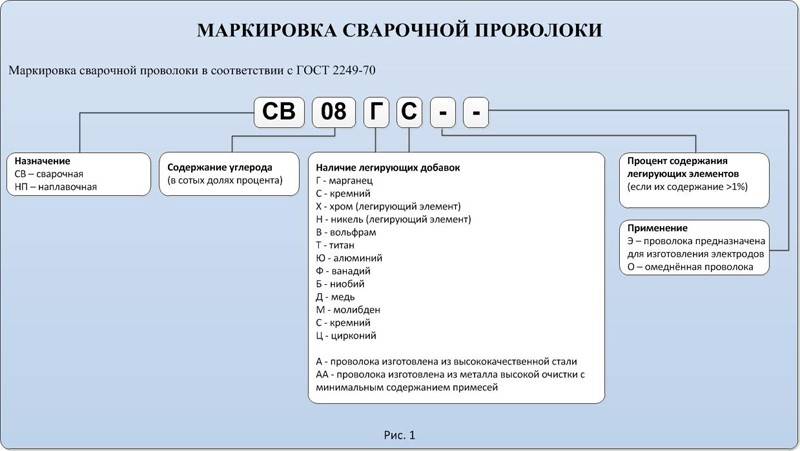
Маркировка стали – значение цифровых и буквенных индексов
Зная обозначение буквенных индексов и смысловую нагрузку цифр, используемых в маркировке стали, можно сделать выводы о необходимости предложенной марки для определенной цели, даже не заглядывая в справочник. Переплачивать за титан, содержащийся в сплаве, если не нужны высокие огнеупорные свойства, приобретаемые при легировании этим дорогим металлом.
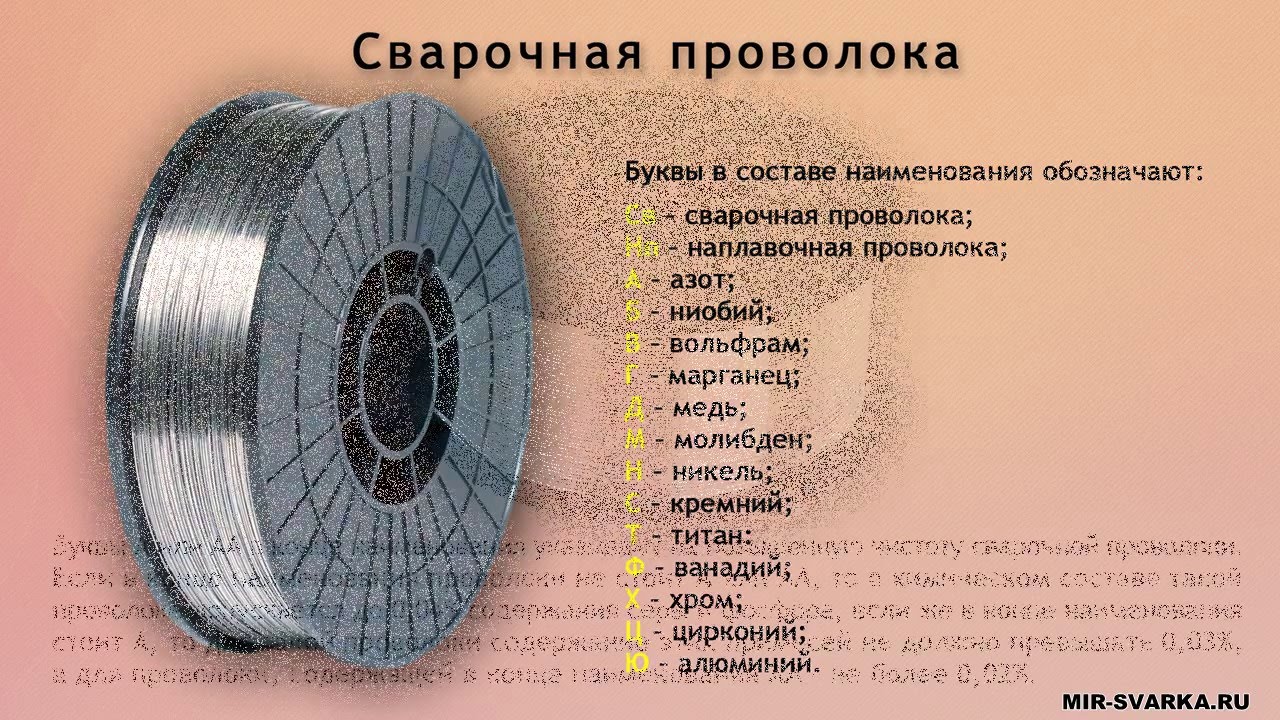
Некоторые буквенные индексы могут изменять обозначающий элемент, в зависимости от местонахождения его в маркировке. Рассмотрим соответствие буквенных индексов:
- А (в начале маркировки) – S
- А (в середине маркировки) – N
- Б – Nb
- В – W
- Г – Mn
- Д – Cu
- Е – Se
- К – Co
- М – Mo
- Н – Ni
- П – P
- Р – B
- С – Si
- Т – Ti
- Ф – V
- Х – Cr
- Ц – Zr
- Ю – Al
- ч – РЗМ
Количество каждого из них в сплаве определен цифровым значением, следующим за литерой, обозначающей элемент. Выражается в процентах. В случаях малости отдельного элемента, менее 1%, то после буквенного индекса цифра не ставится. Углерод, как важный элемент разместился впереди маркировки, но выражается в сотых частях процента.
FeNi и Ni сплавы маркируются только литерными индексами. Исключение составляет число после никеля (массовая доля) и углерода (только для FeNi).
В случае если сталь была произведена особенными способами плавки или методами переплава, то это указывается через дефис после маркировки. К таким особым методам и способам относятся различные способы вакуумного переплава, электронно–лучевая плавка, обработка шлаками синтетического происхождения, другие. Полное количество специфических методов получения необходимой марки сплава, в стандарте прописано 24.
Рассмотрим примеры расшифровки маркировки нержавеющих сталей 05Х12Н2М и 04Х14Т3Р1Ф-ВД. В 05Х12Н2М углерода 0,05%, хрома -12%, никеля – 2%, содержание молибдена до 1%. 04Х14Т3Р1Ф-ВД расшифровывается так: углерода 0,04, 14% — хрома, 3% — титана, 1% — бора, ванадия менее 1% процента, получена методом вакуумно-дугового переплава.
Виды нержавеющей стали
Существует четыре основных вида нержавеющей стали:
- Аустенитные
- Ферритные
- Ферро-аустенитные
- Мартенситные
Аустенитная сталь является наиболее широко распространенным типом нержавеющей стали. Содержание никеля в такой стали составляет не менее 7%, что придает ей пластичность, широкий спектр температурных режимов, немагнитные свойства и хорошую пригодность к сварке.








Ферритная нержавеющая сталь имеет свойства, близкие к свойствам малоуглеродистой стали, но с лучшей сопротивляемостью коррозии. Наиболее распространенными видами такой стали являются сплавы с содержанием хрома 12% и 17%. Сплавы с содержанием хрома около 12% используются, в основном, в строительстве, а стали, содержащие около 17% хрома, используются в домашнем хозяйстве, бойлерах, стиральных машинах и комнатных декоративных элементах.
Ферро-аустенитная (дуплексная) нержавеющая сталь имеет обе — ферритную и аустенитную — структуры кристаллической решетки. Отсюда ее название — «дуплексная нержавеющая сталь». Эта сталь имеет некоторое содержание никеля, что частично обуславливает ее аустенитную структуру. Дуплексная структура предоставляет одновременно прочность и гибкость. Дуплексные стали чаще всего используются в нефтехимической, целлюлозно-бумажной промышленностях и судостроительстве.
Мартенситная сталь содержит, в основном, от 11% до 13% хрома, и прочна и жестка при средней сопротивляемости коррозии.
Производство
Проволока нержавеющая – длинномерная металлическая конструкция, выполненная в виде шнура. Во всем мире изготавливается двумя способами: методом холодного волочения или протяжкой термически обработанных металлических заготовок (горячая протяжка). Как правило, поперечное сечение н/ж проволоки круглое, в исключительных случаях может быть овальным, квадратным, трапециевидным или шестиугольным.

Отпуск проволоки потребителю осуществляется мотками, бухтами, катушками. Качество получаемой продукции зависит от метода производства. Полученная проволока подвергается последующей поверхностной обработке, в зависимости от которой получают оксидированную или светлую продукцию. Оксидированная нержавеющая проволока широко применяется в электротехнической промышленности.
Характеристики и свойства
Характеристики нержавеющей стали:
- Податливость. Из заготовок можно создавать детали разной формы.
- Высокая антикоррозийная устойчивость. На поверхностях нержавейки не появляется ржавчины при их повреждении или воздействии различных химических веществ.
- Красивый вид. Из этого материала получаются блестящие изделия без пятен, затемнений.
- Экологичность. Нержавейка не окисляется. В составе не содержится вредных компонентов, которые могут попасть в питьевую воду или пищу.
- Высокая прочность. Детали из нержавейки имеют повышенный показатель прочности. Поверхности устойчивы к механическому воздействию.
- Устойчивость к воздействию химических веществ, факторов окружающей среды.
- Жаропрочность. Она не изменяют свою форму даже под воздействием открытого пламени.
Характеристики нержавейки зависят от компонентов ее состава. Наиболее распространенные —сера, ниобий, никель, молибден, фосфор, титан.
Ниобий (Фото: Instagram / chelmett)
Специфика сварочных работ

Если вы спросите, как была изобретена нержавейка, то в ответ услышите – случайно.
В состав стали добавили немного молибдена, хрома, никеля, и таким образом поменяв его и наделив антикоррозионными свойствами.
В результате эксперимента получилась устойчивая к влаге, грязи и коррозиям сталь, но также и характеристики, которые затрудняют сварочные процессы.
Здесь имеется ввиду температуры, которые сопровождают сварочные работы (не менее 1800). При них довольно трудно избежать прожигания стали или несплавления.
Мы считаем, что в таком случае лучшим вариантом будет сварка с использованием полуавтоматического сварочного аппарата, естественно не без газа, защищающего зону сварки от проникновения вредных веществ из внешней среды.
Итак, необходимо будет в сварную площадь в выбранном режиме подать проволоку, при этом руки сварщика не задействуются. Газ будет предохранять металл от негативного воздействия кислорода. По итогу: хорошие свойства и внешний вид швов.
Углекислота – оптимальное решение для использования вместо газа. Она не изменит ни физико-химических свойства, ни состав метала. При этом нержавейка сможет раскрыть все свои лучшие стороны и не показать своих худших.
Один из видов сварочной нержавеющей проволоки — порошковый. Порошковая проволока – труба из антикоррозионного металла с пустой сердцевиной, наполненной порошкообразным флюсом.
С нержавеющей проволокой можно варить полуавтоматическим аппаратом даже без газа, за счет выполнения флюсом защитного назначения.
Потому применение первого способа сварки наиболее предпочтительно, нежели второго. По описанию процесс может показаться простым, но на практике все сложнее.
Для начала следует потренироваться на ненужных деталях, чтобы «набить руку», если у вас нет опыта работы с подобными приспособлениями, и только потом начинать непосредственные работы.