
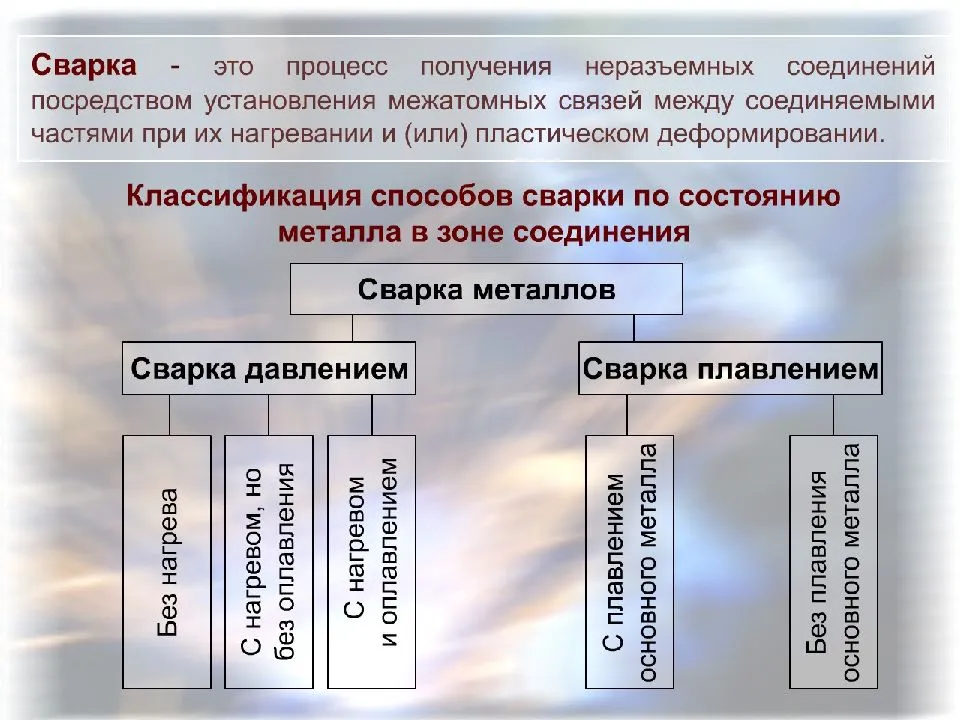
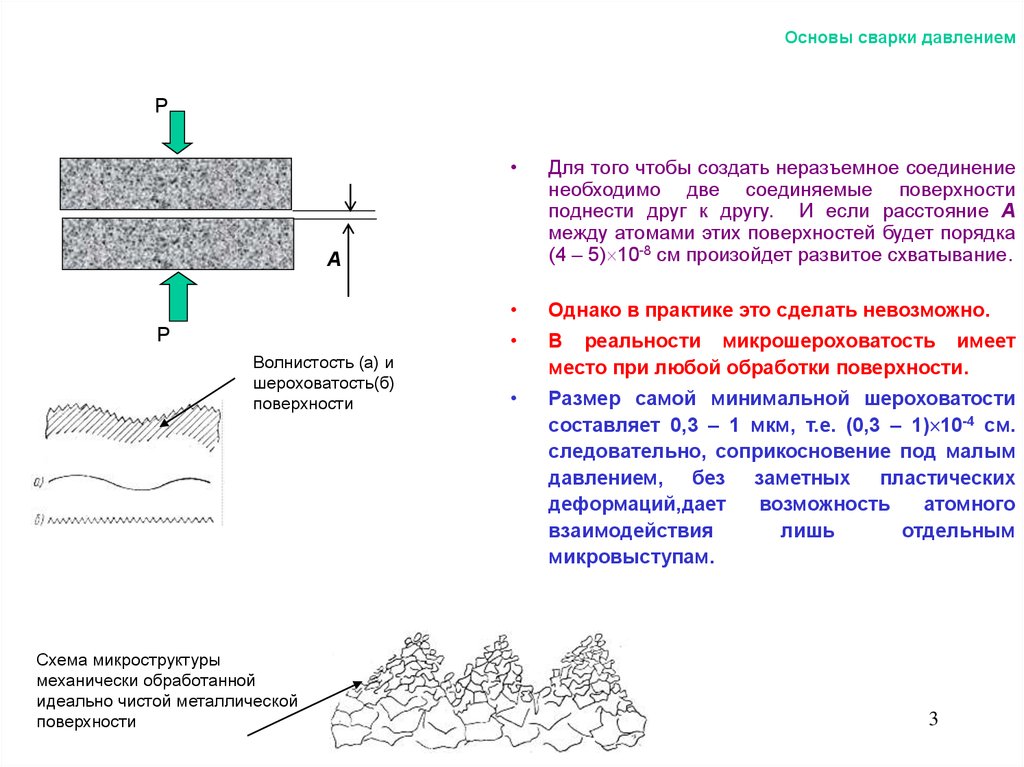
Принцип сварки давлением
При наличии длительного контакта между двумя физическими телами в месте их соприкосновения начинается внедрение атомов одного элемента в другой. Такие процессы происходят медленно, но при повышении в зоне контакта температуры или давления, а также при их совместном действии интенсивность диффузии возрастает и получается прочная связь.
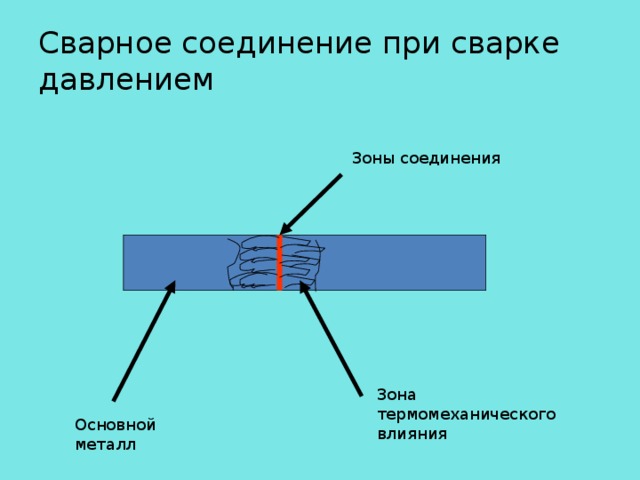
Этот принцип используют при выполнении сварки давлением. При этом соединении в диффузной зоне получается высокая равномерность составляющих, поэтому такого понятия, как сварной шов, почти не существует.
Две соединяемые детали при комнатной температуре сдавливают при помощи специального оборудования, чтобы началось диффузное внедрение одного материала в другой. Особенно эффективен такой способ сваривания для деталей из меди, алюминия, нержавеющей стали. Вдоль стыка происходит пластическая деформация, в результате чего получается прочное соединение.
Чтобы ускорить процесс сварки и получить еще более надежные связи, проводится местный нагрев, но он является только сопутствующим фактором, а соединение происходит за счет пластической деформации.
Особенности сварочного процесса труб под давлением
Если вы прибегли к использованию ручной сварки стали, на маркировке которой указана цифра 20, то в данном случае понадобятся электроды типа Э42А, диаметр которых не превышает 3 мм
Важно, чтобы используемые электроды были покрыты рутилом или фтористым кальцием. Прежде чем приступить к процессу сварки, места стыков труб необходимо разогреть до 300°С
Если вы свариваете трубы из более тонкой стали – до вполне достаточно будет нагреть их до 200°С.
Чтобы сварить водопроводные трубы из оцинкованной стали, следует применять самозащитную проволоку, диаметр которой варьируется в промежутке от 0,8 до 1,2 мм. Трубы из обычной стали свариваются внахлест.
От толщины стенок трубы зависит количество накладываемых слоев сварки. Минимальное количество пластов – 4, максимальное – 10.
Если вы применяете сварку полуавтоматом под флюсом, то здесь следует использовать удлиненный мундштук и специальную воронку. Также учитывается толщина труб, исходя из которой определяется количество слоев.
Механический класс сварки
Этот класс вмещает в себя сварку, для которой необходимы механическая энергия и давление. Простота оборудования и достойное качество позволили найти широкое применение в различных отраслях.
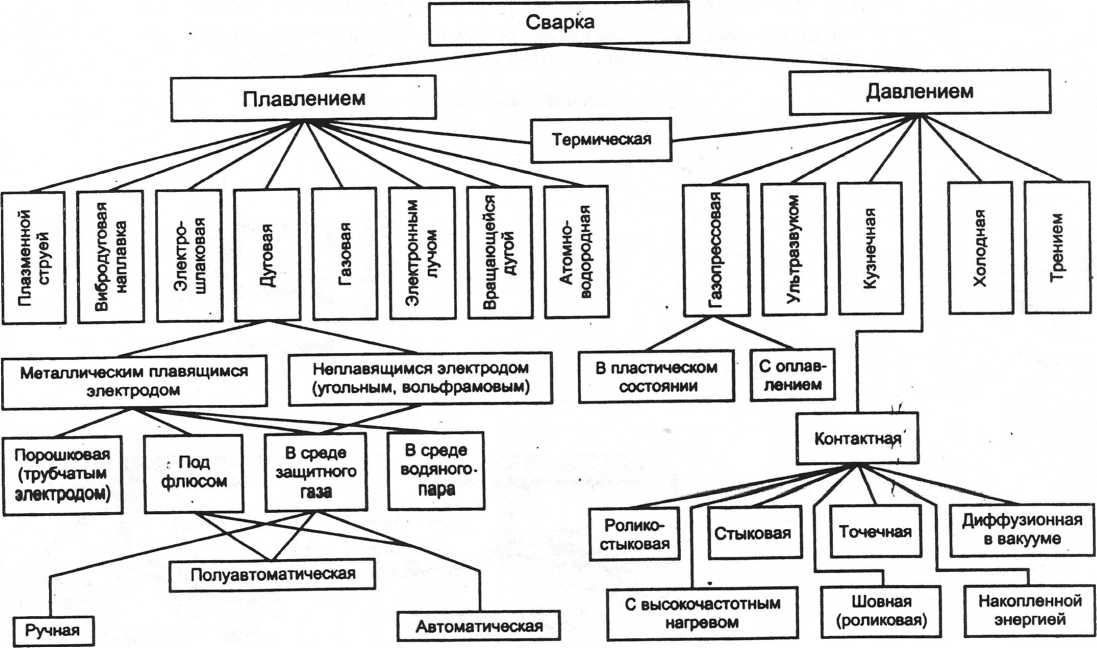
По типу сварки группу можно разделить на три подгруппы.
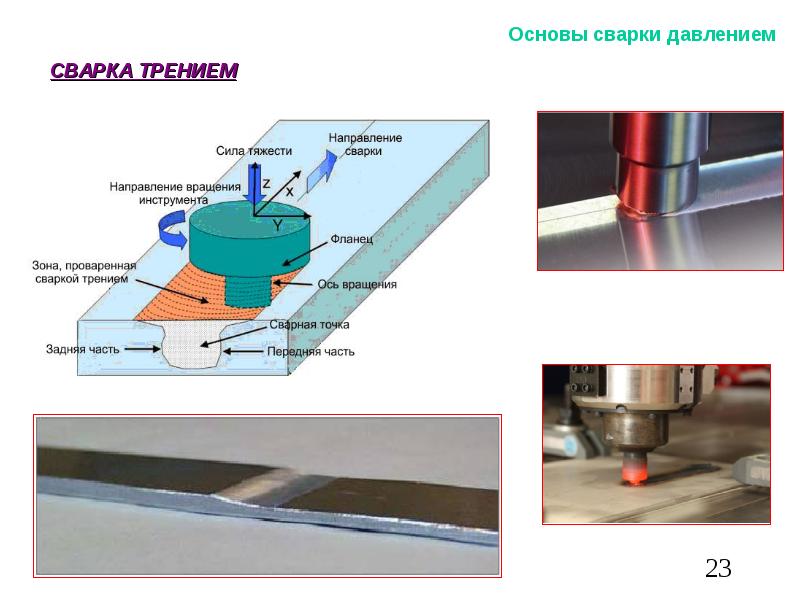
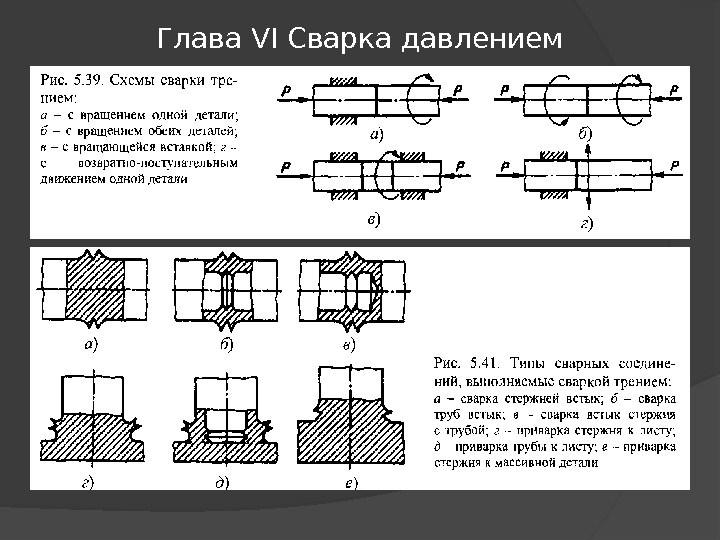
Сварка трением (ГОСТ Р ИСО 4063-42)
Осуществляется за счет вращения одной из деталей. Процесс состоит из следующих шагов:
- Из-за силы трения происходит оксид оксидных пленок.
- Нагреваются кромки металлов до пластичного состояния.
- Более пластичный металл выходит из шва.
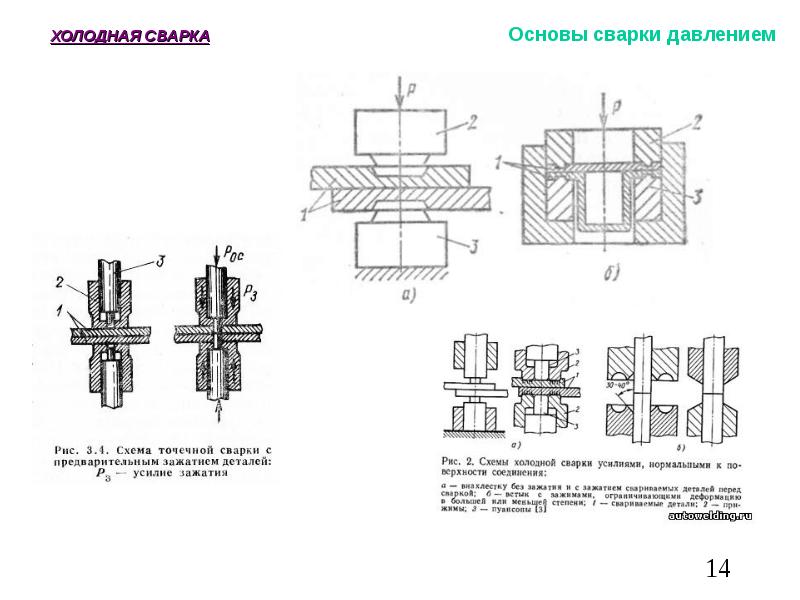
Холодная (ГОСТ 2601-74)
Подобный тип сварки выполняют без нагрева. Методика осуществляется за счет деформации, при помощи которой разрушается окисная пленка на привариваемых поверхностях, и сдавливания до образования контакта. Прочность обуславливается усилием, с которым происходит сжатие. Чем оно сильнее, тем больше разрушается оксидная пленка. Холодную сварку применяют для металлов, обладающих высокой пластичностью.
Сварка взрывом (ГОСТ Р ИСО 857-1-2009)
Относительной новый вид, позволяющий получать сплав неограниченных размеров. Это достигается под действием энергии, высвобождающейся при взрыве взрывчатого вещества.
Взрыв позволяет соединить практически все виды металлов, однако, во избежание чрезмерного разрушения между деталями делают прослойку из другого металла.
Виды сварочных соединений
Выполнять сварочные работы можно только при учете того, какие именно можно найти сварочные швы. Наибольшее распространение получили:
- Размещение и сваривание деталей встык. В этом случае изделия должны быть распложены рядом друг с другом.
- Соединение в тавр характеризуется тем, что изделия расположены под прямым углом относительно друг друга.
- Способ скрепления внахлест получил больше распространение по причине простоты сварки и контроля качества получаемого соединения.
Как правило, в рассматриваемом случае применяется метод электросварки в стык. За счет этого обеспечивается качественное соединение отдельных элементов.
Механический класс
Взрывом
Основной способ для получения биметаллических соединений. Для спекания заготовок используют тепловую энергию, которая освобождается при взрыве.
Ультразвуковая
Данный способ использует ультразвуковые колебания для образования неразъемных связей между атомами. Уникальность технологии заключается в возможности сваривания различных материалов, начиная от металла, заканчивая кожей или стеклом.
Холодная
Уникальный метод сваривания материалов, который отличается низкой рабочей температурой, находящейся ниже уровня рекристаллизации структуры металла. Технологические требования заключаются в тщательной подготовки рабочей плоскости. Она должна быть очищена от чужеродных элементов. Непосредственно перед началом цикла производят обезжиривание поверхности.
Эту сварку давлением применяют для работы с материалами, чувствительными к температурным перепадам.
Суть технологии пластической сварки
Суть диффузионных процессов изучается в материаловедении. Как известно, при длительном контакте двух физических тел, в приграничных зонах начинают происходить процессы взаимного внедрения атомов одного элемента в другой, одних материальных частиц — в смежные. При обычных условиях (комнатные температуры, отсутствие внешнего усилия) такие процессы происходят чрезвычайно медленно, и только в приконтактных слоях. Зато такие изменения — необратимы и характеризуются весьма высокой прочностью. Установлено, что при повышении температуры и, особенно, усилия соединения двух деталей, интенсивность взаимной диффузии резко возрастает. Главное же заключается в том, что в приграничной диффузионной зоне равномерность составляющих настолько велика, что физико-механические свойства металлов положительно выделяются своей равномерностью. Таким образом, привычного понятия «зона сварного шва» при такой диффузионной сварке практически не существует.
Сварка давлением основывается на положениях именно вышеуказанной теории диффузии. Схема процесса заключается в следующем. При обычной температуре (хотя имеются промышленные установки, которые функционируют и при отрицательных температурах, главное — чтобы при этом обеспечивалась необходимая подвижность атомов) производится направленное деформирование двух смежных поверхностей. При этом должно быть обеспечено как минимум плоское напряженно-деформированное состояние, при котором произойдет диффузионное внедрение части одного металла/сплава в другой.
Обязательными условиями для качественной сварки металлов давлением являются:
- Тщательная очистка места соединения от жировых и масляных пятен, окалины и прочих веществ со сложным химическим составом, которые не имеют ярко выраженной кристаллической структуры.
- Постепенность нарастания усилия, вследствие чего вначале образуется деформация приконтактных слоев, а затем начинают происходить сами диффузионные процессы.
- Равномерность внешних температурных условий, особенно для легкоплавких сплавов. При этом повышение внешней температуры не обязательно.
- Склонность свариваемых таким образом металлов к образованию так называемых интерметаллидов — химических соединений одного металла с другим. Данное условие обеспечивается при наличии в составе стали хрома, кобальта, вольфрама и молибдена. Вместе с тем, никель интерметаллидов не образует, поэтому холодная пластическая сварка никеля с никелем малопрочна.
Преимущества использования давления
Сварка давлением отличается тем, что не требует расходных материалов.
Так почему мы говорим о способах сварки давлением?
Их преимущество перед традиционной сваркой огромно: не требуются расходные материалы (электроды и различные флюсы, облегчающие процесс сварки), соединить таким способом можно практически все металлы или их сплавы.
Справедливости ради необходимо отметить, что ряд пластичных материалов (алюминий) можно скрепить и без дополнительного прогрева зоны контакта.
Как показывают физические исследования, такое скрепление нельзя считать надежным: огромное количество микроскопических разрывов по всему объему просто портят материал.
Даже для алюминиевых деталей необходимо строго соблюдать весь процесс.
Настройки аппарата при сварке давлением
Выбор режима сварки, т.е. ее способа, настройки используемого оборудования и т.д., зависит от физических характеристик соединяемых деталей, а иногда и от их конструкции.


При выполнении электроконтактной сварки основными параметрами являются:
- сила и плотность тока;
- время его протекания;
- усилие сжатия.
Если сварка стыковая, то важна установочная длина (расстояние от электрода до торца детали).
В процессе контактной сварки существует такое явление, как шунтирование – часть тока минует зону проведения работ и протекает по детали. В случае применения стыкового метода шунтирование происходит только в деталях, имеющих замкнутый контур.
Выбор режима сварки зависит от физических характеристик соединяемых деталей.
Когда выполняется точеная сварка, шунтирование тока наблюдается в ранее выполненных точках или в местах случайных контактов деталей. Это приводит к тому, что в зоне соединения недостаточный ток, поэтому ядро точки получается меньшего размера.
Рекомендуем к прочтению Все о конденсаторной сварке
Условно принято разделять технологические процессы на «жесткие» и «мягкие». В первом случае они характеризуются небольшим временем протекания тока (0,1-1,5 секунды), поэтому заготовка сильно не нагревается. Давление электродов при этом требуется большое. Данный метод подходит для работы с алюминиевыми, медными сплавами, легированными сталями, чтобы сохранить их антикоррозионные характеристики.
Для «мягкого режима» характерно плавное нагревание заготовок, и для этого требуется более длительное протекание тока (от 0,5 до 3 секунд). Он используется при работе со склонными к закалке сталями. Надо учитывать, что за счет образования карбида хрома в соединяемых элементах происходит обеднение этим элементом.
Для обеспечения прочного соединения в нем не должно быть:
- неоднородностей, в литой и переходной зоне соединения структура материала должна быть плотной и сплошной;
- разупрочнения детали в месте соединения и образования хрупких структур;
- снижения коррозионной устойчивости;
- деформации деталей, она допускается в заданных пределах.
Важные условия
Чтобы сварка труб и других металлических изделий под давлением была качественной и правильной во время нее стоит соблюдать следующие важные условия:
- область будущего сваривания необходимо тщательно почистить от жировых и масляных пятен, оскалины, других элементов со сложным химическим составом;
- нарастание усилия должно быть постепенным, в результате которого сначала должна образоваться деформация прикатных слоев, а уже после этого начинаются диффузионные процессы;
- внешние условия должны обладать равномерным температурным режимом;
- для сваривания водопроводных труб из оцинкованной стали рекомендуется использовать самозащитную проволоку с диаметром от 0,8 до 1,2 мм;
- если применяется сварка полуавтоматом с флюсом, то дополнительно необходимо применять удлиненный мундштук и воронку.
Важно! Обязательно при проведении сварочного процесса нужно применять средства для индивидуальной защиты. Чтобы защитить глаза стоит использовать специальную сварочную маску
Сварка с использованием давления является специальной технологией, которая основывается на теории диффузии. Она прекрасно подходит для сваривания разных металлических конструкций, разнородных металлов и сплавов. Она может производиться разными способами, каждый из которых может обладать отличительными особенностями, но все они производятся с применением давления.
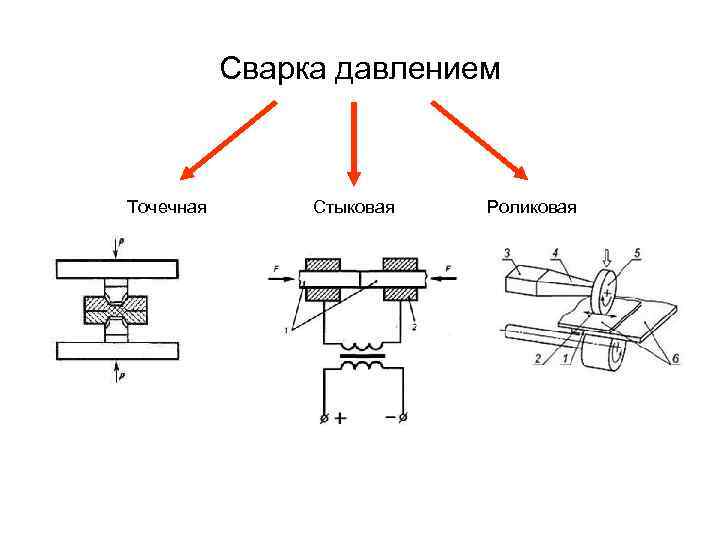
Сварка давлением (пластическая)
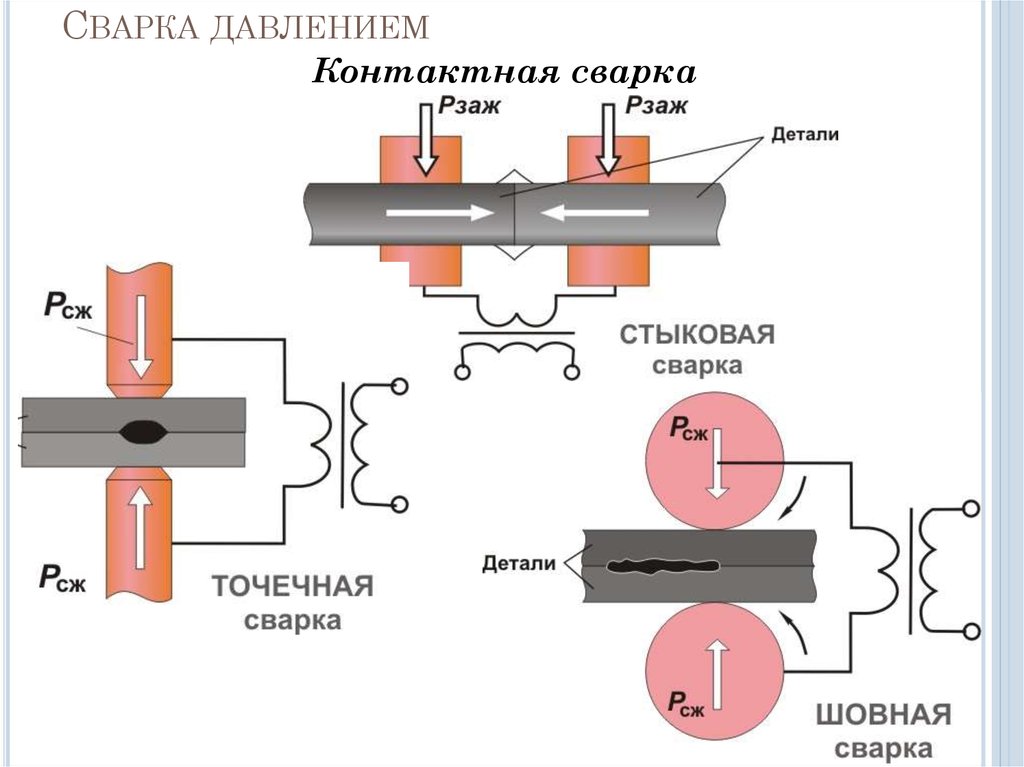
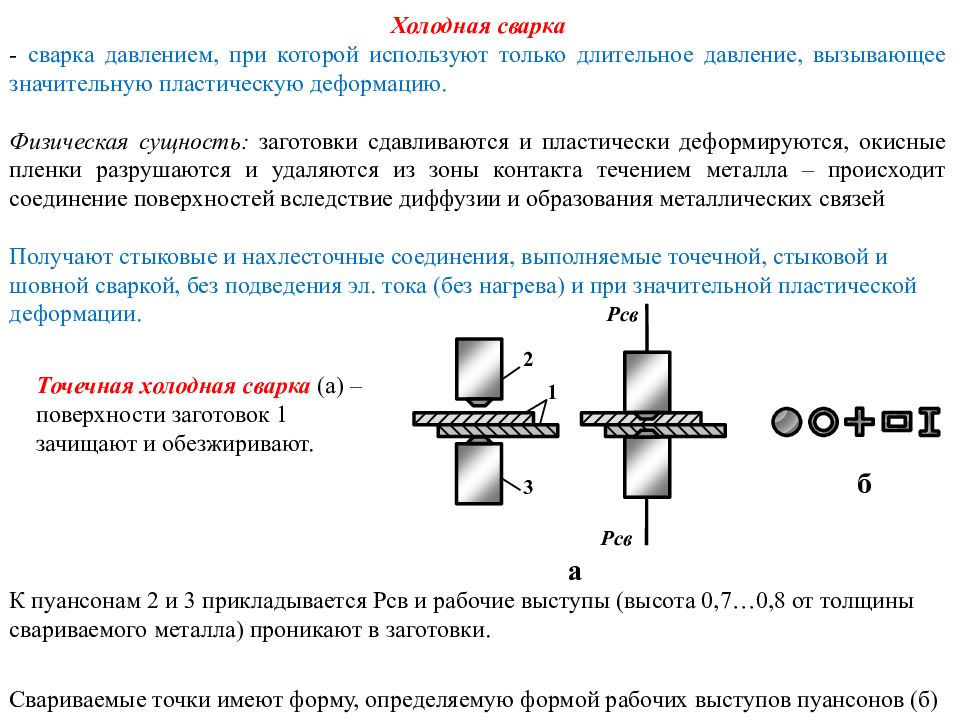
Данный вид сварки еще называется холодным. Обусловлено это тем, что во время выполнения соединения не происходит дополнительный нагрев обрабатываемой поверхности. Данный метод основан на пластической деформации металлов при сжатии или скольжении. Работы выполняются при нормальных или отрицательных температурах без диффузии. Данный метод считается одним из самых старых. Для получения шва высокого качества используются специальные устройства, вызывающие деформацию обрабатываемых поверхностей, которые должны быть предварительно зачищены. В результате образуется монолитное и довольно прочное соединение. Существуют различные виды и способы сварки (пластической). В настоящее время их три: точечная, шовная и стыковая.
Холодной сваркой можно соединять такие материалы, как медь, свинец, алюминий, кадмий, железо и др. Наиболее предпочтительной пластическая сварка является тогда, когда необходимо выполнять работы с разнородными материалами, которые довольно чувствительны к нагреву.
Безусловно, нельзя не отметить, что основное и главное преимущество сварки давлением заключается в том, что не нужно подключать мощный источник электроэнергии для предварительного нагрева поверхности. Кроме того, шов, полученный таким образом, является не только прочным, но и однородным, а также устойчивым к коррозии. Тем не менее, есть и некоторые недостатки. Заключаются они в том, что работать можно только с металлами высокой пластичности. Если одни способы сварки труб могут быть применены, то другие – нет, и приходится использовать плавление. Это касается водопроводов и газовых магистралей.
Последовательность образования соединения
На качество сварки давлением влияют также:
- Характер нарастания усилия: при вибрационной нагрузке прочность соединения возрастает, поскольку сообщаемая при этом атомам энергия заметно выше.
- Степень деформации: для высокопластичных металлов и сплавов — алюминия, олова, свинца — производительность сварки увеличивается.
- Температура: термомеханическая сварка давлением, основанная на одновременном воздействии давления и температуры, позволяет соединять таким образом даже высоколегированные стали, которые обычной сварке поддаются с трудом.
Вместе с тем на сварку давлением не влияют наличие металлических пленок, которые образуются, например, после поверхностного легирования деталей. Поэтому рассматриваемый процесс можно выполнять на завершающих операциях технологического процесса.
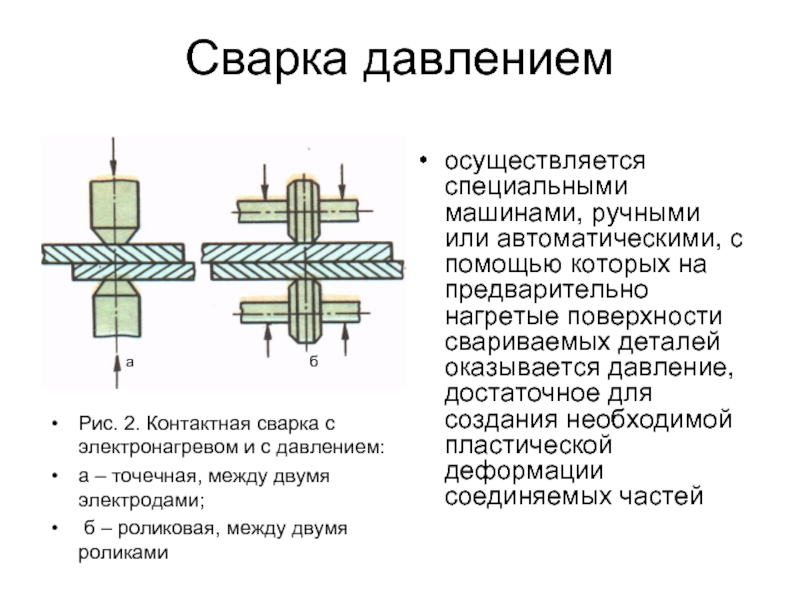
- Точечной, при которой силовой контакт соединяемых деталей выполняется не по всей поверхности их соприкосновения;
- Шовной, когда деформация происходит по всей линии контакта;
- Торцевой, когда деформирующее усилие прикладывается к стыку соединяемых изделий.
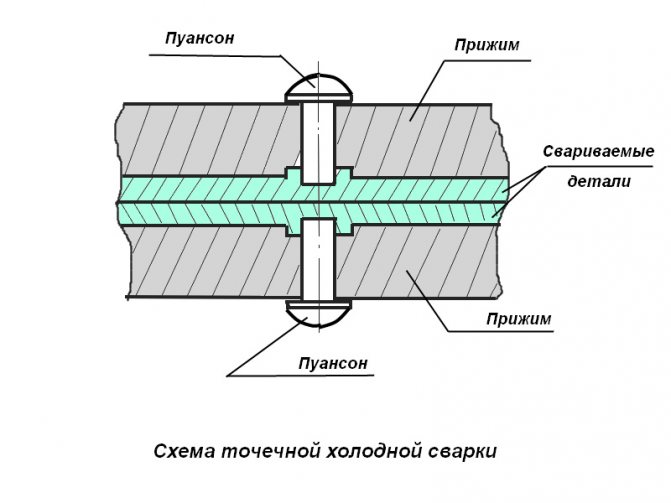
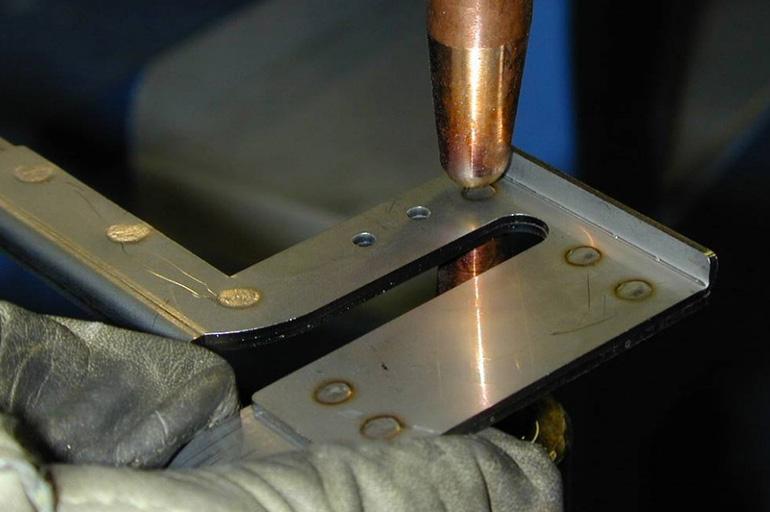
Последовательность всех вариантов выполнения примерно одинакова и состоит в следующем. Очищенные от загрязнений детали накладываются на рабочий стол встык или внахлестку между верхним (подвижным) и нижним (неподвижным) пуансонами оборудования. Иногда, с целью сохранения исходной геометрии стыка, на деталях выполняются технологические выступы, которые ликвидируются в процессе последующего деформирования пуансонами. Детали фиксируются при помощи механизма прижима. Устанавливается (в зависимости от прочностных параметров материала) требуемая глубина внедрения подвижного пуансона в металл. При включении привода перемещения пуансоны внедряются в металл с обеих сторон места соединения или стыка и выдерживаются некоторое время под давлением. С целью исключить коробление остальных частей соединения, его прижимают к опорной поверхности стола усилием, при котором создаются только упругие деформации.
Обязательным условием проведения качественной сварки давлением является наличие минимальных зазоров между пуансонами и направляющими их конструкциями, поскольку, в противном случае, металл может затекать в такие зазоры, снижая тем самым усилие деформирующего прижима. В результате кольцевая зона вокруг пуансонов может иметь пониженную прочность соединения.
Геометрия сварного стыка зависит только от формы пуансона. Таким образом можно получать различные фигурные соединения: звездочкой, крестом, ромбом и т.д.
Особенности сваривания
В отличие от классической технологии у сварки под давлением отмечают следующие преимущества:
- снижение затрат, так как нет необходимости в расходных материалах (электроды, флюсы и т. д.);
- сочленение заготовок из любых металлов, даже разнородных;
- заготовки из материала с высокой пластичностью (медь, алюминий, свинец) можно сваривать давлением без предварительного нагрева.
Для образования качественного соединения необходимо выполнение определенных условий:
- Очистка от грязи, ржавчины, обезжиривание зоны контакта.
- Постепенное наращивание нагрузки, чтобы сначала деформировались контактирующие слои, а потом запускался процесс диффузии. Вибрационное воздействие повышает прочность шва, так как атомы получают больше энергии.
- Соблюдение равномерности температуры при работе с заготовками из легкоплавких материалов.
При соединении стальных элементов образуются химические элементы под названием интерметаллиды, которые делают шов прочнее. Они возникают, если в составе деталей содержится хром, кобальт, молибден или вольфрам. Никель не образует интерметаллидов, поэтому соединение заготовок из этого металла получается непрочным.
Последовательность образования соединения
По достижении определенного давления в приповерхностных слоях заготовок начинаются деформационные процессы. При этом изменяются (уменьшаются) размеры кристаллической решетки, а атомы переходят с одного энергетического уровня на другой, в результате чего их подвижность существенно возрастает. Образуются прочные химические связи. Чем больше в микроструктуре металла разнородных атомов, тем эти связи прочнее. Поэтому предел прочности соединенных таким образом деталей из нелегированной стали при тех же рабочих параметрах усилия и времени ниже, чем для легированных. На качество сварки давлением влияют также:
- Характер нарастания усилия: при вибрационной нагрузке прочность соединения возрастает, поскольку сообщаемая при этом атомам энергия заметно выше.
- Степень деформации: для высокопластичных металлов и сплавов — алюминия, олова, свинца — производительность сварки увеличивается.
- Температура: термомеханическая сварка давлением, основанная на одновременном воздействии давления и температуры, позволяет соединять таким образом даже высоколегированные стали, которые обычной сварке поддаются с трудом.
Вместе с тем на сварку давлением не влияют наличие металлических пленок, которые образуются, например, после поверхностного легирования деталей. Поэтому рассматриваемый процесс можно выполнять на завершающих операциях технологического процесса.
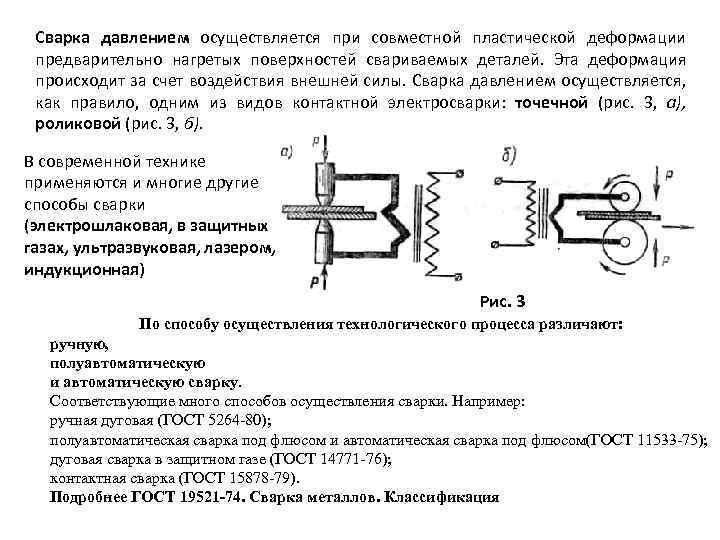
Сварочные процессы с применением давления выполняют по следующим схемам:
- Точечной, при которой силовой контакт соединяемых деталей выполняется не по всей поверхности их соприкосновения;
- Шовной, когда деформация происходит по всей линии контакта;
- Торцевой, когда деформирующее усилие прикладывается к стыку соединяемых изделий.
Последовательность всех вариантов выполнения примерно одинакова и состоит в следующем. Очищенные от загрязнений детали накладываются на рабочий стол встык или внахлестку между верхним (подвижным) и нижним (неподвижным) пуансонами оборудования. Иногда, с целью сохранения исходной геометрии стыка, на деталях выполняются технологические выступы, которые ликвидируются в процессе последующего деформирования пуансонами. Детали фиксируются при помощи механизма прижима. Устанавливается (в зависимости от прочностных параметров материала) требуемая глубина внедрения подвижного пуансона в металл. При включении привода перемещения пуансоны внедряются в металл с обеих сторон места соединения или стыка и выдерживаются некоторое время под давлением. С целью исключить коробление остальных частей соединения, его прижимают к опорной поверхности стола усилием, при котором создаются только упругие деформации.
Обязательным условием проведения качественной сварки давлением является наличие минимальных зазоров между пуансонами и направляющими их конструкциями, поскольку, в противном случае, металл может затекать в такие зазоры, снижая тем самым усилие деформирующего прижима. В результате кольцевая зона вокруг пуансонов может иметь пониженную прочность соединения.
Геометрия сварного стыка зависит только от формы пуансона. Таким образом можно получать различные фигурные соединения: звездочкой, крестом, ромбом и т.д.


Как сваривают сосуды
При изготовлении специальных сосудов и емкостей очень часто возникает необходимость в образовании не только прямолинейных, но и кольцевых или круговых стыковочных соединений.
Сварка сосудов организуется в связи с этим по особым методикам, учитывающим толщину стенок изделия и предусматривающим тщательное исполнение каждого рабочего шва.
Выполнить все условия, предъявляемые к соединению частей тонкостенных сосудов, удается лишь путём применения рассматриваемого метода, а именно – сварки под давлением. Для получения результата используются несложные приспособления и специальный инструмент, обеспечивающие равномерное прижатие кромок свариваемых тонкостенных изделий.
Сварочные операции под давлением обеспечивают достаточно эффективное неразъемное сочленение самых различных типов металлов (в том числе – и разнородных по своему составу). При этом качество получившегося сварного контакта, образуемого без применения классических сплавных технологий, во многом определяется тщательностью подготовки свариваемых плоскостей и поверхностей.
Помимо этого, оно в значительной мере зависит и от свойств используемых материалов, то есть от их способности подвергаться пластической деформации при воздействии предельных механических нагрузок.
Какая бывает сварка давлением
Выделяют несколько видов: ультразвуковая, холодная, контактная, диффузионная, термокомпрессионная, сварка взрывом и трением. Чтобы получить качественный шов, нужно, чтобы кристаллические решетки металлов образовали новые межатомные связи.
Детали нужно свести очень близко для их соединения – только так атомы будут взаимодействовать. Связь атомов образуется, когда электронные оболочки атомов соединяются.
Сварка давлением – это разновидность контактной, поэтому похожа на нее.
На поверхности свариваемых частей находится оксидная пленка. Под воздействием температуры она нарушается и деформируется, а затем убирается из шва.
Разновидности сварки давлением
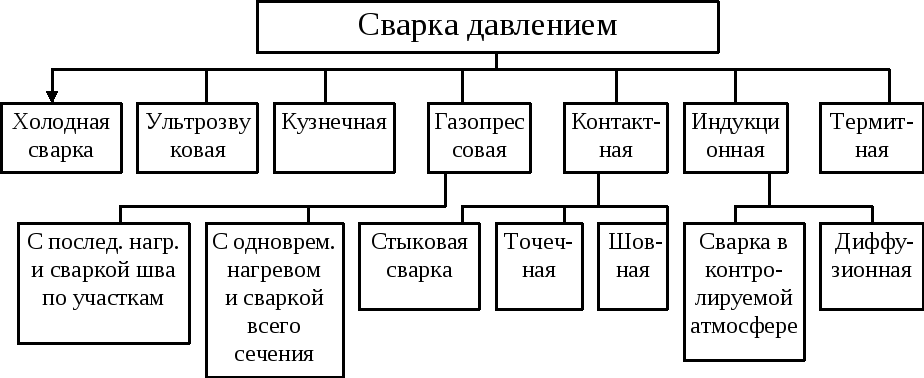
Известны следующие виды сварки давлением:
- холодная;
- с использованием эффекта трения;
- ультразвуковая и кузнечная.
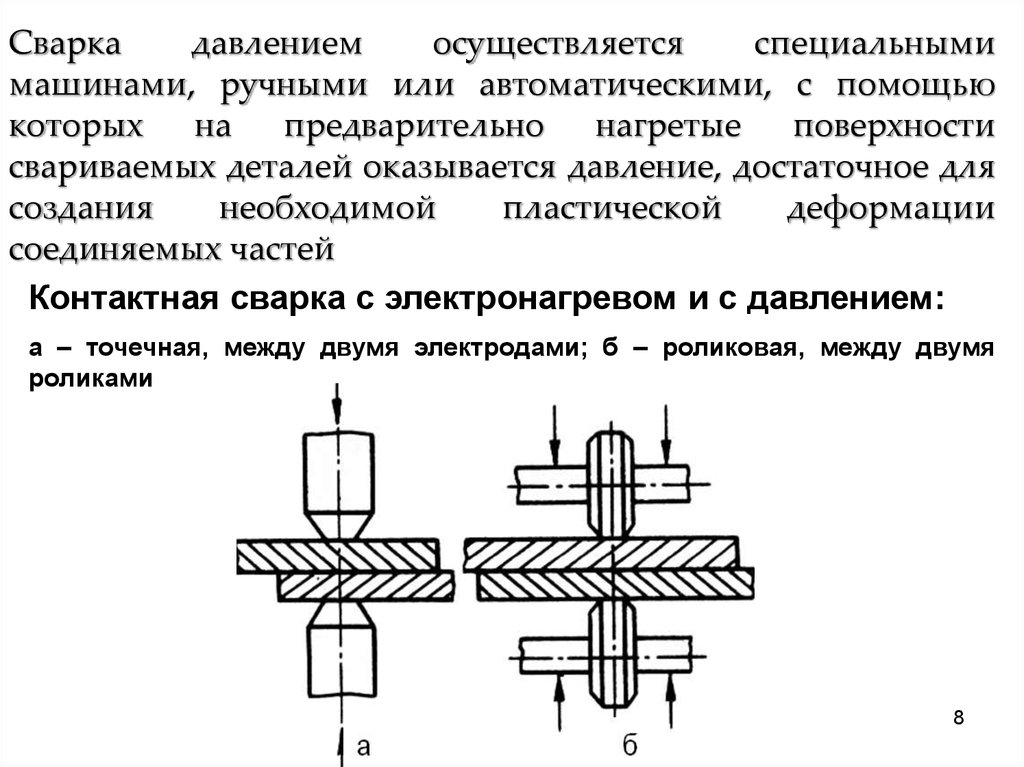
Контактную сварку (когда деталь разогревается электрическим током) также можно причислить к виду под давлением. Ее результат зависит во многом от усилия сжатия.
Она получила наибольшее распространение при соединении труб и деталей конструкций в машиностроении. Активно развиваются такие виды сварки под давлением, как диффузионная и соединение взрывом.
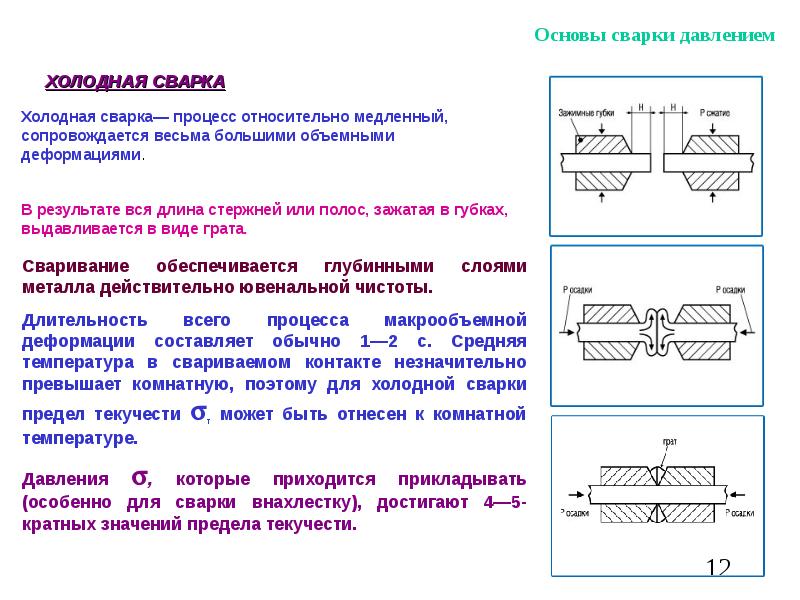
Холодная
Под «холодной» сваркой давлением понимается техника соединения частей и заготовок без расплава торцов (только за счёт их механического сжатия со значительным усилием).
При давлениях, значительно превышающих предельные значения для структуры любого металла, на его стыках начинает проявляться эффект текучести. Особо легко достигается он при условии, когда при нормальной температуре материал сам по себе достаточно пластичен.
Под воздействием давления сжатия в месте соединения осуществляется диффузия одного материала в другой с одновременным выделением определённого количества тепла. По завершении сварочного процесса соединённые таким образом детали постепенно охлаждаются.
В итоге образуются натуральные швы достаточно высокого качества, свободные от каких-либо нежелательных внутренних напряжений и остаточных явлений, наблюдаемых из-за перегрева металла. Указанный вид сварки применяется при необходимости соединения деталей из трудно сплавляемых материалов, содержащих титан, никель, медь и их сплавы.
Область возможного применения этой методики ограничена необходимостью привлечения к процессу сваривания довольно дорогого и сложного специального оборудования. Ещё одним недостатком метода холодной сварки давлением является его сравнительно низкая производительная эффективность.
С применением эффекта трения
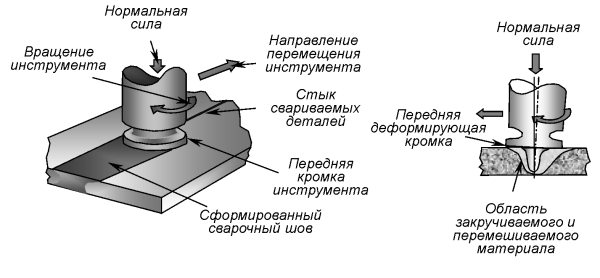
Этот вид соединения частей материала реализуется за счёт использования теплоты, выделяющейся при динамическом (трущемся) соприкосновении свариваемых поверхностей.
Для достижения результата обрабатываемые заготовки фиксируются в зажимах специального механизма, один из которых во время операции остаётся неподвижен. Второй зажим в это время совершает контролируемые оператором вращательные и поступательные колебания.
В процессе сварки обрабатываемые заготовки сначала сжимаются за счёт осевого давления, после чего в работу включается специальный вращательный механизм. При достижении предельной температуры трения (порядка 980-1300 градусов) вращение заготовок останавливается, а их сжатие продолжается.
К преимуществам этой разновидности сварки давлением можно отнести простоту и надёжность, а также высокую производительность технологического процесса. Следует добавить невысокую энергоемкость и возможность соединения изделий из разнородных материалов.
Для реализации способа с эффектом трения промышленностью выпускаются специальные механизмы, способные сваривать и пластмассовые заготовки.
Метод широко применяется для соединения с трудом поддающихся сварке разнородных металлов. Примером могут служить варианты соединения давлением стали с алюминием или же аустенитных материалов с перлитными.
Ультразвуковая и кузнечная
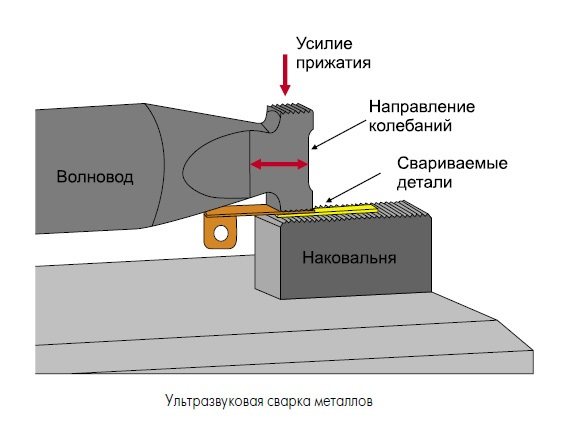
Сварка с помощью ультразвука – ещё один способ сочленения давлением разнородных по составу материалов, находящихся в твёрдом состоянии. Наибольшей эффективностью отличается использование этого метода при сварке современных полимеров, изготавливаемых в виде листовых изделий.
С его помощью прекрасно соединяются практически все наименования самых распространённых полимерных материалов. С его помощью также могут осуществляться соединения изделий из искусственных кож, а также природных натуральных тканей, содержащих в своём составе синтетические волокна.
Особым спросом пользуется ультразвуковой способ сварки при необходимости соединения разнородных по структуре и термочувствительных материалов.
Кузнечная сварка давлением по своей сути не отличается от печного варианта и предполагает механическое ударное воздействие на материал предварительно разогретых до пластичного состояния заготовок.
Особенности свариваемости металлических сплавов
Если для сваривания металла требуются несложные установки, а работа выполнятся в широком диапазоне параметров, то он обладает хорошей свариваемостью и наоборот. Этот показатель не является постоянным, и по мере усовершенствования технологий и оборудования свариваемость будет улучшаться.
На свариваемость материалов оказывают влияние температура плавления, электропроводность.
На свариваемость материалов оказывают влияние разные факторы:
- температура плавления;
- тепло- и электропроводность;
- изменение прочности и коэффициента расширения с ростом температуры;
- твердость.
Чем ниже электро- и теплопроводность, тем меньше требуется ток и снижается электрическая мощность, расходуемая на нагрев заготовок. Прочные материалы для деформации требуют большого усилия, твердые перед соединением надо обязательно прогревать. При высоком коэффициенте расширения большая усадка, что ведет к появлению трещин и раковин.





Особенности некоторых металлов и сплавов:
- низкоуглеродистые стали хорошо соединяются контактной сваркой, не склонны к образованию трещин, их прочность практически не снижается, а сварной шов пластичный;
- углеродистые – склонны к закалке, поэтому работают с ними на «мягких» режимах, пластичность и прочность соединении повышают путем термической обработки;
- нержавеющие – обладают высоким сопротивлением, поэтому используются небольшие токи, работу выполняют в «жестком» режиме;
- жаропрочные – в нагретом состоянии прочные, поэтому для сварки требуется большое давление и длительная подача тока, чтобы снизить давление осадки, зону сварки предварительно прогревают;
- титановые сплавы – при их нагревании происходит увеличение пластичности, поэтому требуются небольшие давления, работа выполняется с высокой интенсивностью и при больших токах, высокой скорости осадки и небольшом временном воздействии;
- медные – для их сварки требуются большие токи и низкая длительность их протекания;
- алюминиевые и магниевые – работу выполняют кратковременными импульсами тока большой величины, давления аналогичные тем, что используют при сварке низкоуглеродистых сталей.
Контактная сварка хорошо соединяет низкоуглеродистые стали.
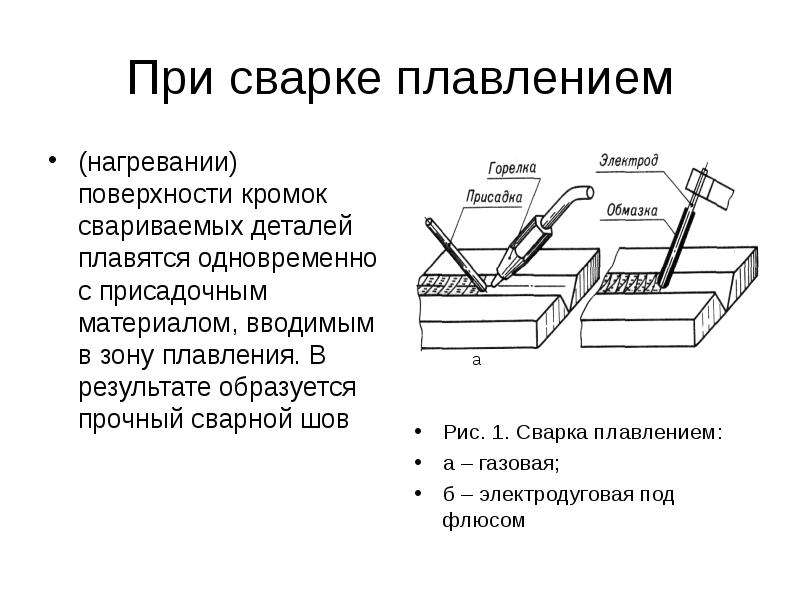
Ток или газовая горелка?
Будет ошибкой думать, что для активации атомов свариваемых поверхностей подходит только электрический ток. Вдали от инфраструктуры успешно используются для этих целей газовые горелки с кольцеобразным расположением сопел, направленных к центру. Напоминает этот процесс обычную пайку металлов, за исключением того, что здесь не используется припой. Поверхности разогреваются и просто плотно прижимаются друг к другу. Взаимное проникновение атомов двух металлов будет обеспечено. Период ремиссии и здесь длительный.
Оно образуется по причине выдавливания металла, находящегося в фазе плавления. Увы, такой наплыв (грат, как его принято называть) появляется как с внешней стороны трубы, так и с внутренней. Наружный грат несложно удалить механически, чего не скажешь про внутренний. Именно по этой причине трубы приято варить иными способами. Другие (не пустотелые) элементы конструкций в производственных объединениях скрепляют именно при помощи контактной сварки. В домашних условиях под давлением сварка практически не осуществляется, так как обеспечить точную подачу скрепляемых элементов без специального оборудования практически невозможно. Часто для такой сварки не хватает усилий, которые обеспечили бы надежное скрепление всех деталей.
https://youtube.com/watch?v=4jQEmMqiL7o
У экспертов возникает вопрос: а не лучше ли использовать традиционные способы сварки? И задавать этот вопрос могут люди, которые не до конца осознали суть сварки давлением и ее преимущества. При обычной электросварке производится скрепление только поверхностного слоя металла с незначительным погружением в глубину. При описываемой сварке – производится по всей поверхности контакта, что невозможно обеспечить традиционными способами. При этом осуществляется надежное скрепление на молекулярном уровне.
Что такое диффузионная сварка
Осуществляется при твердом состоянии металла и повышенных температурах с приложением сдавливающего усилия к месту сварки. В начальной стадии процесса на линии раздела двух деталей для возникновения металлических связей необходимо обеспечить тесный контакт свариваемых поверхностей и создать условия для удаления поверхностных пленок оксидов, жидкостей, газов и различного рода загрязнений Использование повышенных температур приводит к уменьшению сопротивления металла пластическим деформациям, и имеющиеся в зоне действительного контакта выступы на металле деформируются при значительно меньших нагрузках, что облегчает сближение атомов металла на всей площади свариваемой поверхности.
Удаление поверхностных пленок и предупреждение возможности образования их в процессе сварки достигается использованием вакуумной защиты и тщательной предварительной зачисткой свариваемых поверхностей. На второй стадии процесса диффузионной сварки происходит взаимная диффузия атомов свариваемых металлов. Это приводит к образованию промежуточных слоев, увеличивающих прочность сварного соединения.
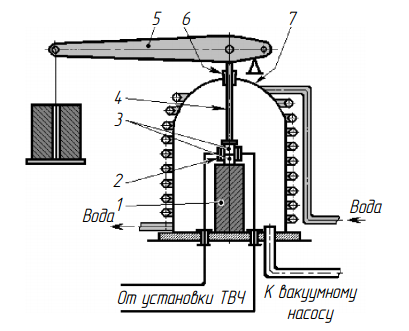
Рис. 1. Схема установки для диффузионной сварки в вакууме
Схема процесса диффузионной сварки в вакууме представлена на рис. 1. В вакуумной охлаждаемой камере 7 на столе 1 размещают свариваемое изделие 3 и нагреватель 2. Для сдавливания деталей в процессе сварки используют механизм сжатия, состоящий из штока 4 и механизма нагружения 5. Шток проходит через вакуумное уплотнение 6 или сильфон. Сварка происходит в вакууме 133 • 10—3 . . .133 • 10—5 Н/м2 .
После откачки из камеры воздуха изделие нагревают — обычно токами высокой частоты — до температуры сварки. Для однородных металлов она, как правило, должна составлять от 0,5 до 0,7 температуры плавления металла или сплава Для получения качественного соединения необходимо обеспечить равномерный нагрев свариваемого изделия по всему сечению.
Усилие сжатия прикладывают после выравнивания температуры и поддерживают в течение всего процесса Давление изменяется от 2,9 до 98 МН/м2 . Продолжительность выдержки под нагрузкой зависит от многих факторов и может достигать десятков минут Сжимающее усилие снимают при остывании деталей до температуры 100. . .400 °С.
Влияние дефектов структуры на диффузию является весьма существенным. Именно дефекты определяют механизм и скорость диффузии, поэтому во многих случаях обуславливают закономерность формирования структуры твердых тел.
плплvvv4621012 2г35Лекция №10. Диффузия в стекле и керамике.22232+++Лекция №11. Топохимические реакции при сварке давлением.11.1. Механизм и кинетика реакций в твердом состоянии.11.2. Факторы, влияющие на скорость твердофазных процессов.аху43Лекция №12. Энергетические показатели металлофизических процессов в контакте.
| Вид энергии (теплоты) | Обозначение | Энергия в кДж/моль для металлов | |||
| AI | Cu | Fe | Ni | ||
| Связи (сцепления) при комнатной температуре | E | 230-310 | 340 | 395-410 | 360-420 |
| Кинетическая плавления | 8 | 11 | 15 | 14 | |
| Испарения | Uисп | 285 | 305 | 350 | 380 |
| Образования моновакансий | — | 90 | — | — | |
| Движения моновакансий | U | — | 110 | — | — |
| Активации самодиффузии атомов | 165 | 200 | 250-290 | — | |
| Образования междоузельного атома | Uма | — | 340 | — | — |
| Движения междоузельного атома | Uд. ма | — | 160 | — | — |
| Прямого обмена местами двух атомов | Uобм | — | 100 | — | — |
кипЛекция №13. Основы взаимодействия материалов при сварке давлением.1112213.1. Образование физического контакта.к oф13.2. Возникновение активных центров и образование очагов взаимодействия.13.3. Объемное взаимодействие соединяемых материалов.ВcринплохплиЛекция № 14. Классификация и основные параметры процессов сварки давлением металлов.
| Главные параметры процесса | Способ сварки |
| Давление (Р-процессы) | Холодная сварка. |
| Давление, температура (Р,Т-процессы) | Контактная точечная сварка.Контактная рельефная сварка.Контактная шовная сварка.Контактная стыковая сварка сопротивлением.Контактная стыковая сварка оплавлением.Сварка токами высокой частоты.Сварка взрывом.Сварка прокаткой. |
| Давление, температура, среда (Р,Т,А-процессы) | Газопрессовая сварка |
| Давление, температура, время, среда (Р,Т,t,А-процессы) | Диффузионная сварка |
| Давление, температура, взаимное перемещение (Р,Т,f-процессы) | Сварка трением.Ультразвуковая сварка. |
10-5-67
Рис. 14.4. Схема сварки трением с непрерывным приводом:
4