
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Примеры обозначения шероховатости поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
| Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. | |
| Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. | |
| Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. | |
| Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. | |
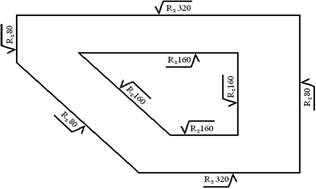
| Указана шероховатость поверхностей образующих контур. | |
| Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Принципы выбора типоразмера техники для измерения шероховатости
Для более точной оценки, причём отдельно по показателям Rz и Ra, используются стационарные устройства контактного способа действия. Шероховатость поверхности из твёрдых материалов (например, из высокоуглеродистых сталей) целесообразно определить профилометрами, оснащёнными алмазным щупом. Результаты удобно фиксировать либо программным способом на компьютере, либо распечаткой на бумажный носитель. По анализу результатов измерений можно вносить необходимые коррективы в технологический процесс изготовления деталей.
Для оперативной оценки качества обработки непосредственно на месте (для крупных деталей) полезнее переносные профилометры. Полученные ими данные являются основой для внесений изменений в настройку станков и систем их ЧПУ.
Следует отметить, что профилометры всех типов периодически должны подвергаться поверке, содержание и периодичность которой устанавливается МИ 1850-88.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Классы шероховатости.
ГОСТ 2789-73
Стандарт устанавливает специальные параметры и классы для оценки поверхности.
Параметры шероховатости поверхности.
- Rz,мКм – средняя высота микронеровностей по 10 точкам (1 мКм = 0,001 мм).
Проводим любую линию. По отношению к ней расстояния до 5 выступов и до 5 впадин – среднее расстояние между находящимися в пределах базовой длины l пятью высшими точками выступов и пятью низшими точками впадин, нумеруем от линии, параллельной средней линии.
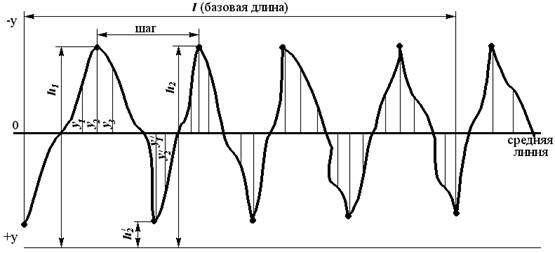
(h1+h2+h3+h4+h5)-(h1`+h2`+h3`+h4`+h5`) 5
- Ra, мКм – среднее арифметическое отклонение профиля – среднее заключение, в пределах базовой длиныl, расстояние точек выступов и точек впадин от средней линии:
| (y1+y2+… +yn)-(y1`+y2`+… +yn`) |
| l |
Базовая длина – длина участка поверхности, используемая для выделения поверхности, характерных шероховатости поверхности. Обычно значения базовой длины берутся в пределах 0,08…8 мм. Кроме высотных существуют шаговое параметры шероховатости
Sш – средний шаг неровностей профиля.
S – средний шаг неровностей профиля по вершинам.
ГОСТ 2789-73
Классы шероховатости.
ГОСТом установлено 14 классов чистоты поверхности.
Классификацию шероховатости поверхности производят по числовым значениям параметров Raи Rzпри нормированных базовых данных в соответствии с таблицей.
Числовые значения величин шероховатости Raи Rzи базовые длины (l) (по ГОСТу 2789-59)
Класс чистоты поверхности
Наибольшая анафелия величин шероховатости в мкм
длина lвмм
а б в а б в 1 2 3 80 40 20 — — — — — — 320 160 80 — — — — — — 8 4 5 10 5 — — — — 40 20 — — — — 2,5 6 7 8 2,5 1,25 0,63 2 1 0,5 1,6 0,8 0,4 10 6,3 3,2 8 5 2,5 — 4 2 0,8 9 10 11 12 0,32 0,16 0,08 0,04 0,25 0,125 0,063 0,032 0,20 0,10 0,05 0,025 1,6 0,8 0,4 0,2 1,25 0,63 0,32 0,16 1 0,5 0,25 0,125 0,25 13 14 0,02 0,01 0,016 0,008 0,012 0,006 0,1 0,05 0,08 0,04 0,063 0,032 0,08
Чем выше класс (меньшее числовое значение параметра), тем поверхность более гладкая (чище). Классы шероховатости с 1 – 5, с 13 – 14 определяются параметром Rz, все остальные с 6 по 12 – параметром Ra.
Шероховатость поверхности детали задается при конструировании, исходя из функционального назначения детали, т.е. из условий её работы, либо из эстетических соображений.
Нужный класс чистоты обеспечивается технологией изготовления детали.
Шероховатость каждой поверхности детали должна соответствовать назначению этой поверхности. Степень неровности поверхности определяется высотой неровности на данном участке поверхности.
При составлении эскизов с натуры для определения шероховатости поверхностей детали должны быть измерены высоты неровностей поверхности определённой длины, установленной ГОСТом.
Измерение производится специальными приборами (микроскопами и профилографоми) или сравнением с образцами – эталонами.
При составлении эскизов с натуры при деталировании сборных чертежей для приближенного определения шероховатости поверхности детали, в том случае, когда не представляется возможным воспользоватся приборами точного измерения, надо установить назначение данной поверхности и в зависимости от этого определить класс чистоты поверхности.
Знаки обозначения шероховатости должны острием касаться обрабатываемой поверхности и быть направлены к ней со стороны обработки.
| Обозначение шероховатости при различном поверхностей. |
Обозначение шероховатости на изображении детали распологают на линиях контура, на высотных линиях (по возможности ближе к размерной линии) или на полках.
Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
Если все поверхности детали имеют одинаковую шероховатость, то обозначение выносят в правый верхний угол чертежа, располагая его на расстоянии 5-10 мм от рамки.
Если одинаковый д.б. шероховатость части поверхности, то в правом верхнем углу чертежа помещают обозначение этой шероховатости и рядом знак, взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак, должна иметь шероховатость, указанная перед скобкой.
Примеры:
Шероховатость поверхностей деталей:
|
с зазором неподвижного соединения без зазора подвижного соединения деталей |
3 — 4 класс Rz 80, Rz 40 4 – 5 класс Rz 40, Rz 20 6 – 8 класс Ra 2,5; Ra 1,25; Ra 0,63 |
Для втулок:
|
граничащая с расточкой |
5 класс Rz 20 7 класс Ra 1,25 10 класс Ra 0,16 8 класс Ra 0,63 |
| 5-6 класс 4 класс 4-5 класс 3-4 класс |
Знак шероховатости проставляется на том изображении, где указан размер, определяющий положение этой поверхности. Нельзя указывать шероховатость на виде, где нет указания размеров.
![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://takorest.ru/wp-content/uploads/7/3/d/73d7348159d49c31aba85777dd16bcca.jpeg)
Что такое квалитет в системе допусков?
Квалитет в системе допусков определяет то минимальное значение точности, которого будет вполне достаточно для надёжного функционирования предмета
- Сэкономить на производстве;
- Оптимизировать процесс;
- Добиться допустимого уровня надёжности;
- Не выполнять «лишнюю» работу.
Читать также: Как измерить температуру жала паяльника
Теоретически, всё должно быть идеально. Но добиться таких результатов в суровой реальности невозможно. Поэтому приходится мириться с действительностью и определяться, какой уровень качества нас устроит.
Это ни в коем случае не значит, что производитель не стремится сделать всё в лучшем виде. Нет, просто в ходе долгих исследований были уточнены параметры, которые соответствуют допустимому уровню точности.
Успокоить себя можно тем, что ни один производитель не рискнёт пустить в продажу некачественные изделия – удар по репутации и финансовые потери.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный;
- количественный.
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т. д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0,6-0,8 мкм и выше.
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
1 файл 50.04 KB
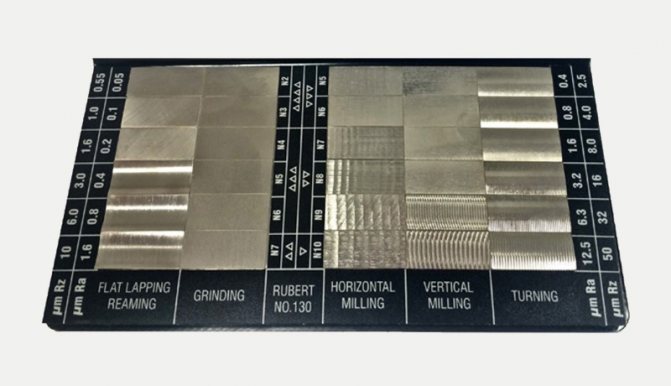
Образцы шероховатости поверхности
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
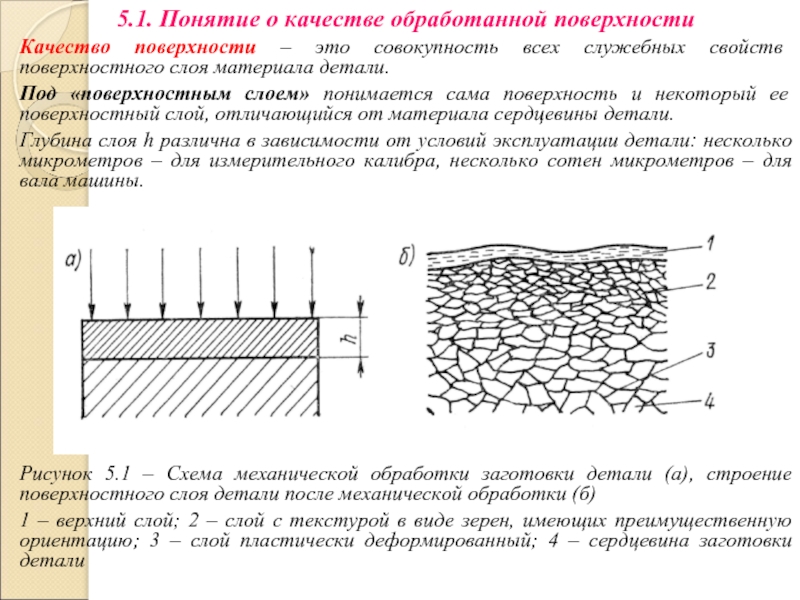
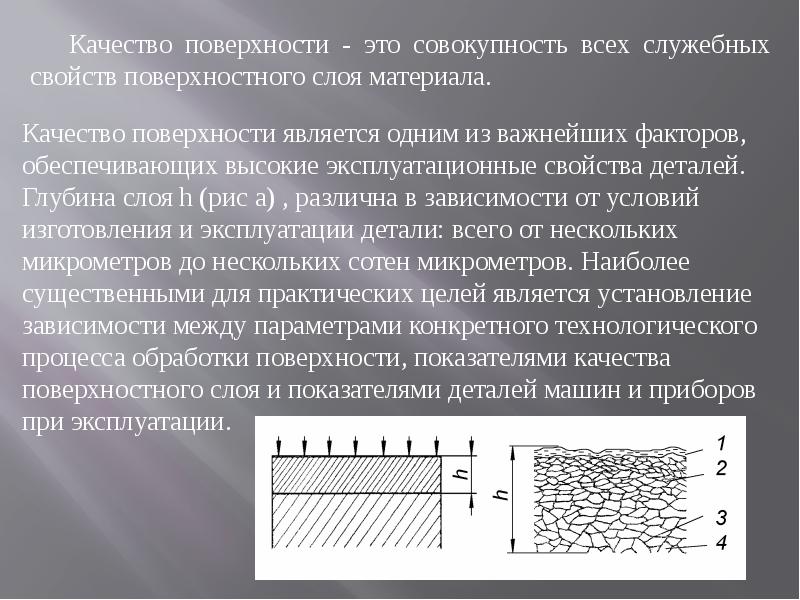
Что такое шероховатость поверхности?
Для ответа на этот вопрос давайте задумаемся о том, как изготавливаются детали. В любом случае, для того, чтобы придать исходному материалу вид детали, изображенной на чертеже, его приходится отпиливать, отрезать, сверлить, фрезеровать или гнуть. Гибка и прочие деформации нас сейчас не особо касаются, а вот механические обработки, описанные выше, вполне.
При отрезе материала поверхность, по которой проходит режущий инструмент, остается отнюдь не гладкой, на ней будут зазубрины, царапины и прочие перепады. Это и есть шероховатость поверхности. Они, конечно, не такие огромные, чтобы прямо бросаться в глаза – их размер в районе нескольких микрометров. И эти размеры, что не удивительно, четко обозначены в соответствующем ГОСТе. Это ГОСТ 2789-73 – «Шероховатость поверхности».
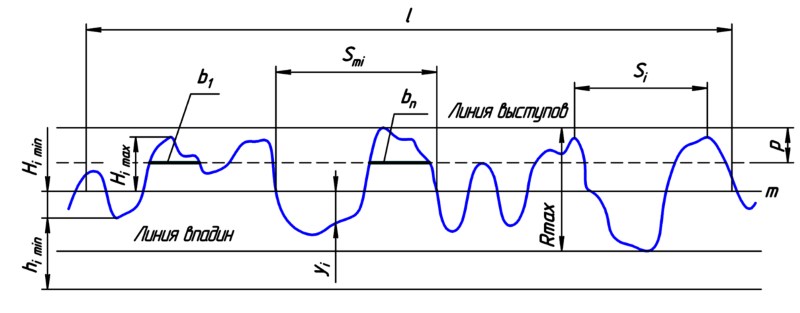
В этом стандарте есть графическое изображение тех неровностей, о которых идет речь.
Рисунок из Википедии, свободной энциклопедии
При увеличении любой поверхности материала можно увидеть похожую картину. Исходя из соотношений указанных на чертеже параметров неровностей можно вывести несколько основных типов шероховатости, которые мы указываем на чертеже.
- Ra — среднее арифметическое отклонение профиля;
- Rz — высота неровностей профиля по десяти точкам;
- Рmax — наибольшая высота профиля;
- Sm — средний шаг неровностей;
- S — средний шаг местных выступов профиля;
- tp — относительная опорная длина профиля, где р – значения уровня сечения профиля.
При указании шероховатости на чертеже предпочтительным является вариант Ra, о чем нам и сообщает ГОСТ.
Рассмотрим первые два варианта шероховатости Ra и Rz.
В случае с Ra численное ее выражение есть среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины, и формируется оно по формуле:
где l – базовая длина, n – число выбранных точек профиля на базовой длине.
В случае с Rz берется сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
где ypmi — высота i-го наибольшего выступа профиля, yumi — глубина i-й наибольшей впадины профиля.
В ГОСТе есть табличка, где сведены все возможные значение шероховатостей Ra, и подчеркнуты предпочтительные.
Как определяют качество?
Качество – понятие эфемерное. У каждого человека есть своё представление, вкладываемый в это слово смысл. То, что для одного может показаться идеальным продуктом или исполнением, для кого-то другого будет лишь «кустарной поделкой».
Ведь всё зависит:
- От личных предпочтений;
- От предыдущего опыта;
- От реальных возможностей;
- От имеющихся предубеждений.
Но так уж сложилось, что государству и частным корпорациям тоже приходится оценивать качество:
- Выполненной работы;
- Поставляемой продукции;
- Работы сотрудников;
- Используемых материалов.
С этими моментами приходится сталкиваться не только на каких-то масштабных производствах, но и в повседневной жизни. Ведь каждый из нас – потребитель. Как минимум, продуктов питания. Поэтому для каждой сферы существуют свои стандарты, закреплённые на законодательном уровне. В особенности это касается социальной защиты населения.
Касательно производства, нормы здесь могут быть:
- Международные;
- Государственные;
- Принятые на конкретном предприятии.

Что такое квалитеты и параметры шероховатости?
Ни одна поверхность в мире не может быть идеально гладкой. Даже самые современные технологии допускают наличие определённой погрешности, представленные в виде неровностей поверхности. Их совокупности, если быть точнее.
Чем они меньше, тем материал:
- Прочнее;
- Плотнее;
- Более стоек к изнашиванию;
- Лучше выглядит.
Хотя, последний пункт – чистая эстетика. Но всё же, при оценке качества деталей необходимо учитывать все параметры.
Чтобы не вдаваться в целую науку и не рассматривать сложные формулы, проще воспользоваться специально разработанными под это дело таблицами, которые содержат всего 3 столбца:
Найдя необходимые показатели, можно перейти к следующим таблицам, которые содержат допуски и минимальные размеры. Дело в том, что квалитет непосредственно связан с размерами изделия и допусками, определяющими точность. Самостоятельно разобраться в этом вопросе слишком сложно, но найти подходящие цифры в соответствующих столбцах – задание чуть проще.
Шероховатость поверхности
Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины. Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов.
Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
В чем измеряется шероховатость поверхности
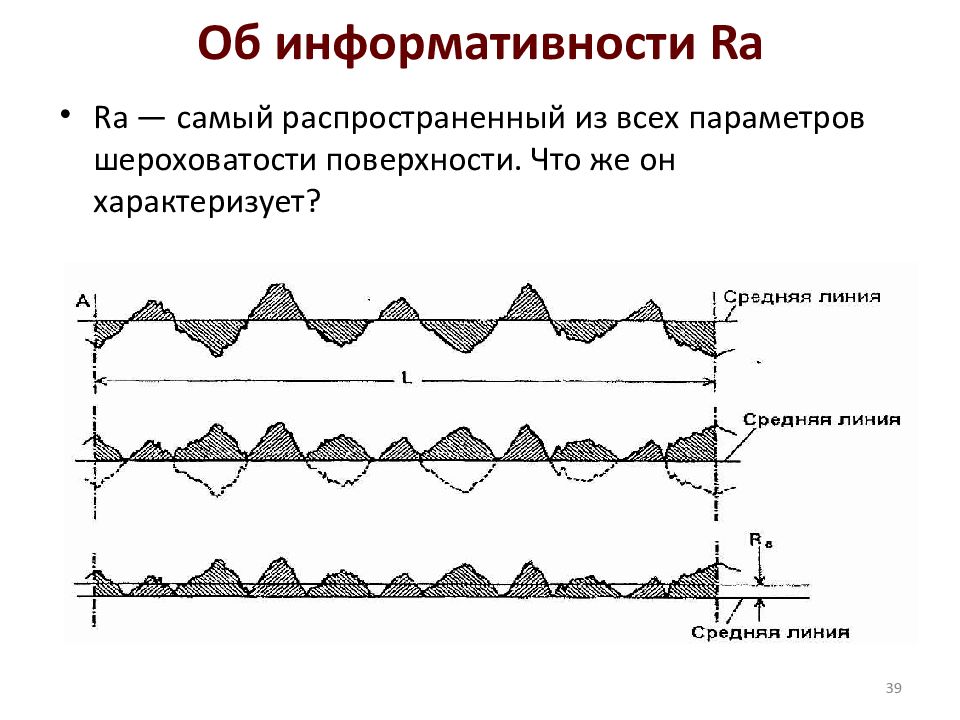
Шероховатость поверхности измеряется в микрометрах (1 мкм = 0,001 мм) и оценивается обычно по двум параметрам Rz и Ra.
Rz — это высота неровностей профиля по 10 точкам в то время как Ra — это среднее арифметическое отклонение профиля.
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.

Правильное использование методики определения показателей шероховатости поверхностей позволяет достичь более высокой точности обработки и размера деталей при соблюдении параметров указанных в нормативных документах, которые дают возможность значительно повысить качество готового продукта.
Что такое допуск?
Совершенно абстрактный пример, касательно алкоголя:
- 12 градусный продукт – минимум того, на что вы согласны;
- 40 градусов – максимальная крепость, какую вы готовы осилить;
- Ваш допуск – от 12 до 40 градусов.
Когда речь идёт о деталях или продуктах химического производства, в ход идут другие цифры и параметры, но общий смысл остаётся тот же. Поэтому надо понять для себя, в общих чертах, что собой представляет допуск.
Из примера можно понять, что чем выше допуск – тем ниже точность. Чем выше диапазон допустимых значений – тем больше параметров в него попадёт, тем больше неточностей будет восприниматься за норму.
- Разные параметры допусков устанавливаются для разных деталей;
- Точность напрямую зависит от размеров продукции;
- С увеличением сложности снижается допуск;
- Параметр определяется и тем, в каких целях будет использоваться деталь.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
Правильное использование методики определения показателей шероховатости поверхностей позволяет достичь более высокой точности обработки и размера деталей при соблюдении параметров указанных в нормативных документах, которые дают возможность значительно повысить качество готового продукта.
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
Читать также: Пресс для опилок своими руками чертежи
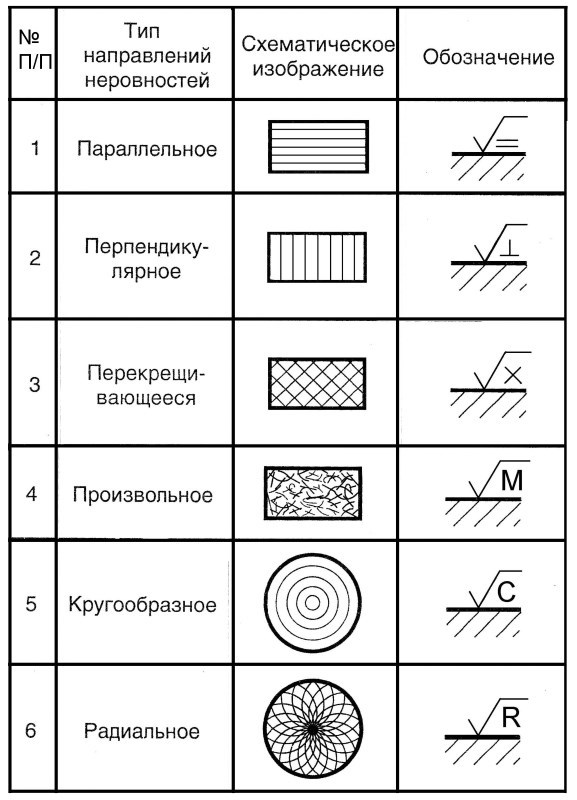
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
Таблица перевода шероховатости rz в ra
Е1.
В зависимости от характера не технологичности возможны два разных решения: а) если отсутствуют сведения о шероховатости поверхностей детали, то в крайний правый столбец ведомости N 2 необходимо внести запись: «указать способ и высоту шероховатости в соответствии с функциональным назначением детали и предполагаемой технологией изготовления». Дальнейшее решение задачи выполняется с помощью преподавателя; б) если не указана высота шероховатости, то в крайний правый столбец ведомости N 2 необходимо внести запись: «указать высоту шероховатости в соответствии с функциональным назначением детали». Дальнейшее решение задачи выполняется с помощью преподавателя.
Е2.
Для обеспечения технологичности высоты шероховатости необходимо последовательно выполнить следующие действия: а) все значения высоты шероховатости, указанные в чертеже не по шкале Ra, необходимо перевести в шкалу Ra, с помощью таблицы 6.Таблица 6
Таким образом, важно отметить
ПРАВИЛА НАНЕСЕНИЯ ОБОЗНАЧЕНИЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ НА ЧЕРТЕЖАХ
2.1. Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок.
Допускается при недостатке места располагать обозначения шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию (черт. 7).
Черт. 7
(Измененная редакция, Изм. № 3).
2.2. На линии невидимого контура допускается наносить обозначение шероховатости только в случаях, когда от этой линии нанесен размер.
2.3. Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на черт. 8 и 9.
2.4. Обозначения шероховатости поверхности, в которых знак не имеет полки, располагают относительно основной надписи чертежа так, как показано на черт. 10.
2.5. При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (черт. 11).
2.6. При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (черт. 12).
Черт. 8
Черт. 9
Черт. 10
Черт. 11
Черт. 12
Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении.
Примечание. При расположении поверхности в заштрихованной зоне обозначение наносят только на полке линии-выноски.
2.7. Обозначение шероховатости. одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа (черт. 13, 14) вместе с условным обозначением . Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак , должны иметь шероховатость, указанную перед условным обозначением .
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении.
Примечание. Не допускается обозначение шероховатости или знак выносить в правый верхний угол чертежа при наличии в изделии поверхностей, шероховатость которых не нормируется.
Черт. 13
Черт. 14
2.4 – 2.7. (Измененная редакция. Изм. № 2, ).
2.8. Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Обозначения шероховатости симметрично расположенных элементов симметричных изделий наносят один раз.
2.9. Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (черт. 15а). Через заштрихованную зону линию границы между участками не проводят (черт. 15б).

Черт. 15
2.10. Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (черт. 16а, б, в), а для глобоидных червяков и сопряженных с ними колес – на линии расчетной окружности (черт. 16г).
Черт. 16
2.11. Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (черт. 17а) или условно на выносной линии для указания размера резьбы (черт. 17б, в, г, д), на размерной линии или на ее продолжении (черт. 17е).
Черт. 17
2.9 – 2.11. (Измененная редакция, Изм. № 2, ).
2.12. Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с черт. 18. Диаметр вспомогательного знака – 4 … 5 мм.
Черт. 18
В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак не приводят (черт. 19).
Черт. 19
(Измененная редакция, Изм. № 1, 2, ).
2.13. Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например: «шероховатость поверхности А – ». При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведенной от утолщенной штрихпунктирной линии, которой обводят поверхность на расстоянии 0,8 … 1 мм от линии контура (черт. 20).
Черт. 20
(Измененная редакция, Изм. № 2, ).
|
1. Обозначение шероховатости поверхностей. 1 2. Правила нанесения обозначений шероховатости поверхностей на чертежах. 4 |
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Выводы
1. Повышения эксплуатационных свойств изделий, работающих в условиях интенсивного износа и коррозии, можно достичь комплексным применением нового поколения наплавочных и напыляемых материалов, технологий их нанесения на рабочие органы быстроизнашивающихся изделий, новых методов наплавки на основе адаптивных импульсных технологий.
2. Использование наплавочных материалов, в составе которых применяются специально подготовленные лигатуры, модифицированные дисперсными тугоплавкими соединениями, может открыть новые перспективы для совершенствования методов получения покрытий с оптимальным комплексом физико-механических и эксплуатационных свойств наплавленного металла.
3. Применение адаптивных импульсных технологических процессов наплавки способствует повышению качественных прочностных характеристик формируемых покрытий, что в сочетании с использованием новых наплавочных материалов позволяет обеспечить стабильность эксплуатационной надежности ответственных изделий с упрочняющими покрытиями.
Статья подготовлена по результатам выполнения государственного задания ИФПМ СО РАН на 2021–2023 годы, проект FWRW-2021–0003.
Литература
- Сараев Ю. Н. Импульсные технологические процессы сварки и наплавки. Новосибирск: Наука, 1994. 108 с.
- Сараев Ю. Н., Безбородов В. П., Тютев А. В. Влияние параметров импульсного процесса электрошлаковой наплавки на структуру и абразивную износостойкость Fe-C-Cr-Mn-покрытий // Сварочное производство. 2005. № 10. С. 13–17.
- Сараев Ю. Н., Безбородов В. П., Селиванов Ю. В., Никонова И. В. Влияние режимов наплавки покрытий на коррозионную стойкость в кислых средах сварных соединений аустенитных сталей // Обработка металлов. 2007. № 2. С. 33–36.
- Сараев Ю. Н. Адаптивные импульсно-дуговые методы механизированной сварки при строительстве магистральных трубопроводов // Сварочное производство. 2002. № 1. С. 4.
- Лоос А. В. Источники питания для импульсных электротехнологических процессов / Лоос А. В., Лукутин А. В., Сараев Ю. Н. Томск: Издательско-полиграфическая фирма ТПУ, 1998. 160 с.
- Сараев Ю. Н. Оценка производительности и качества выполнения ремонтно-восстановительных работ оборудования из стали 12X18H10T / Сараев Ю. Н., Селиванов Ю. В. // Сварочное производство. 2011. № 1. С. 17–22.

Автор статьи: Ю. Н. Сараев
Источник журнал «РИТМ машиностроения» № 7-2021