
Способы оценки сварочного процесса
Перед тем, как проводить математические расчеты, необходимо определить методы, которые отличаются от цифровых характеристик. Кроме формул существуют другие методы, которые позволят вам лучше понять весь сварочный процесс.
Информация нужна не только тем, кто готовит смету дома. Работая на производстве и самостоятельно просчитывая цену своих работ, будет полезной информация, описанная в этой статье.
В 21 веке нет одной классификации методик расчета стоимости сварочных работ
Важно знать основные из них, которые используются в 9 случаях из 10
Зрительная оценка
Это самый просто и одновременно необъективный способ расчета стоимости сварочных работ. Он называется «на глаз» и просчитывается таким же образом.
Основные критерии, которые учитываются при расчетах – это то, сколько времени, сил и материалов было потрачено на выполнение. В 8 случаях из 10 цена зависит от того, как выглядит клиент.
Если мастер видит, что у заказчика есть деньги, то цена обычно будет высокой.
Иногда сварщики используют своего рода гибрид расчета, который заключается в соединении визуальной оценки и формулы.
При этом берут цену металла, которую в 80% случаев оценивают зрительно. Этот показатель умножают на 2. Метод считают примитивным, но он приемлем, если сварка – это не основной способ вашего заработка.
Математическая формула
В 9 случаях из 10 при этом используют специальную компьютерную программу, на которой рассчитывается стоимость сварочных работ.
Этот способ применяют сварщики с 15-летним практическим опытом и выше. Для верного подсчета цены, необходимо понимать трудности сварочного дела.
Первым делом стоит выявить, сколько стоит металл и расходные материалы для сварки. Это нужно как при домашних задачах, так и тогда, когда сварочное производство налажено на заводе.
После того, как вы определили все составляющие в цифрах, стоит плюсовать их. Вы получите сумму, которую нужно написать на бумаге или внести в компьютер.
Это и будут наши основные растраты. После этого определите сложность труда. Цена обычной арочной сварки будет в разы меньше. Контактная сварка – это затратное производство.
Определите цену по принципу «чем сложнее — тем дороже». Учтите фактор накладных расходов. Речь идет о трудоемкости процесса и времени, которое потрачено на сварку.
Соедините воедино накладные и базовые расходы, сложив их. Эта цифра будет ценой сварочных работ. Дополнительно можно прибавить прибыль, если вы заранее не учитывали eё при накладных растратах.
Предлагаем простую формулу, которая поможет узнать корректную цену сварочных работ.
Расчетная формула
- tраб. Речь идёт о времени, потраченном на дорогу до места сварочных работ. Пункт необязательный.
- СТ. Стоимость ваших работ за 1 час времени.
- Зд. Расходы, которые нацелены на покупку бензина. Необязательный пункт в наших расчетах.
- Змат. Цена расходников или их количество.
- Ао. Учет природного износа оборудования. Рассчитывается исходя из модели сварочного аппарата.
В нашей статье описан метод, который подходит для расчета стоимости сварочных работ. Он простой и не требует особых навыков для просчёта. У вас получится рассчитать стоимость сварки как на производстве, так и дома.
В случае с профессиональной сваркой нужно использовать более серьезные способы оценки работы. Это необходимо для того, чтобы смета было подробной.
Оптимальная скорость
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
![]()
Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
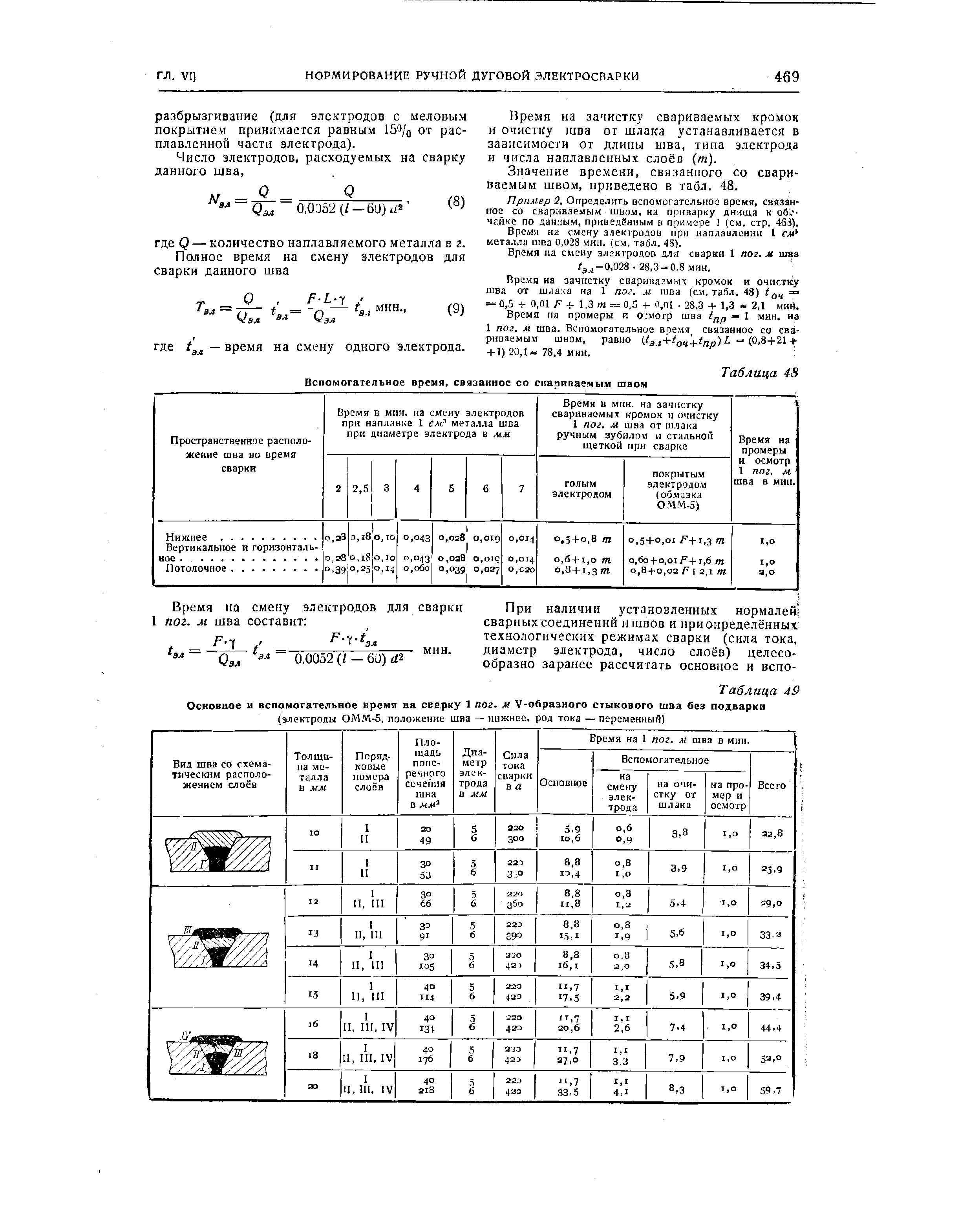
РАСЧЕТ НОРМ ВРЕМЕНИ
При пользовании параграфами норм неполного штучного времени расчет штучной нормы времени на выполненный объем работы (или изделие) производится по формуле:
где , , … — неполное штучное время на измеритель (1 м шва или реза, 1 стык, 1 рез, 1 фланец и т.п.), час;
, … — общая длина всех однотипных швов или резов (м) или количество однотипных резов, стыков и т.п. (шт.) на изделии или выполненном объеме работы;
— вспомогательное время на установку в приспособление или рабочее место изделий (узлов), поворот, снятие и их транспортировку при сварке или резке металлов, час (нормируется по табл.1 или 2 в зависимости от способа выполнения этих операций — вручную или краном).
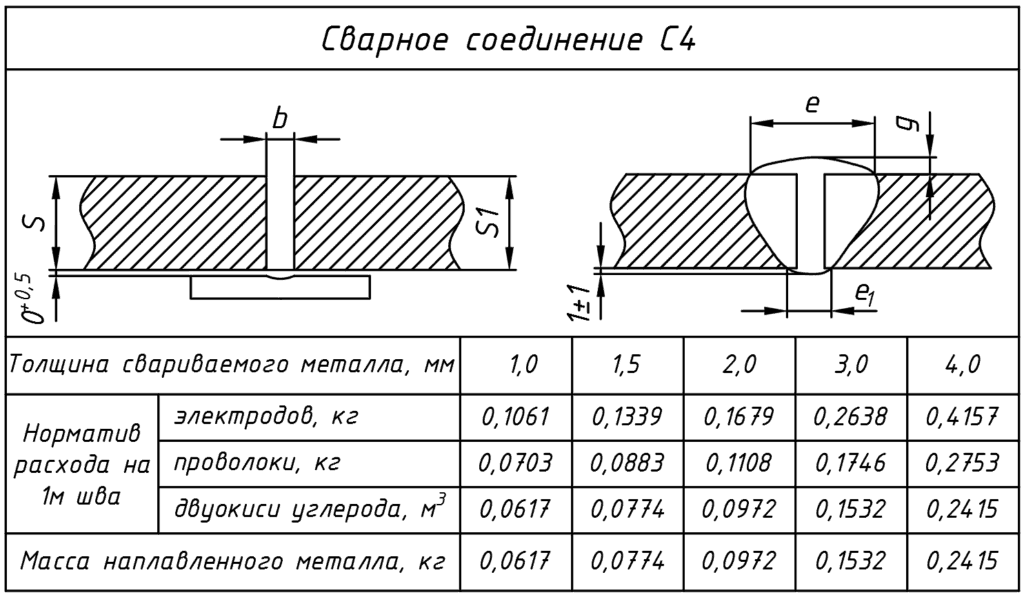
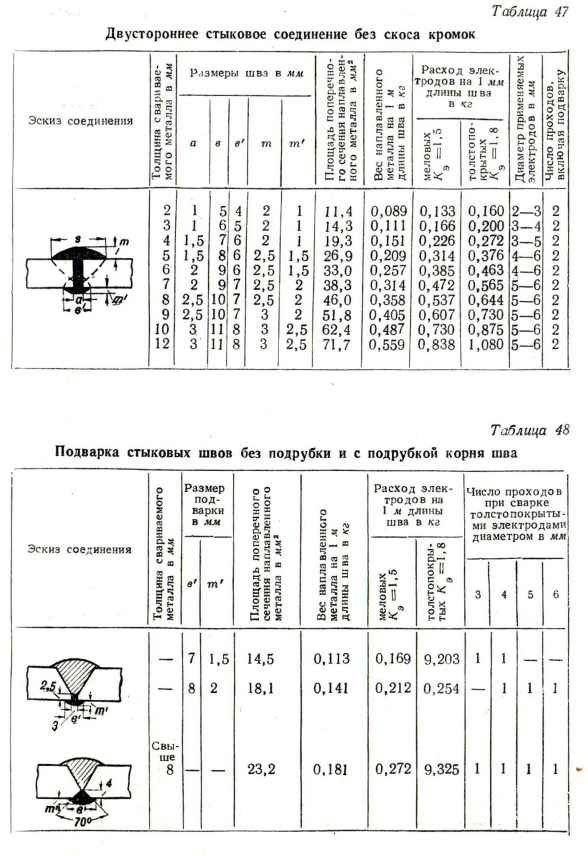
Нормы расхода электродов при сварочных работах
При выполнении сварки на производительность, продолжительность процесса влияет расход электродов, так как отработавший присадочный материал необходимо заменить новым. Поэтому профессиональные сварщики с достаточным опытом работы всегда имеют под рукой достаточное количество запасных электродов. Как же рассчитать правильно нормативный расход сварочных электродов?
Основные факторы, влияющие на расход материала
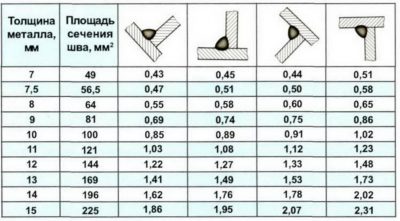
Электрическая сварка ручным способом производится с помощью покрытых электродов, быстро расходующихся в процессе сплавления электрической дугой отдельных металлических элементов. При этом определенный объем расходника просто сгорает, часть сплавляется с основным металлом. На скорость его расходования влияет множество факторов, к примеру, она зависит от толщины свариваемого металла, площади сечения самого стержня.
Вводные параметры
При проведении расчета потребности электродов для сварки, например, трубопроводов нужно учитывать следующие моменты:
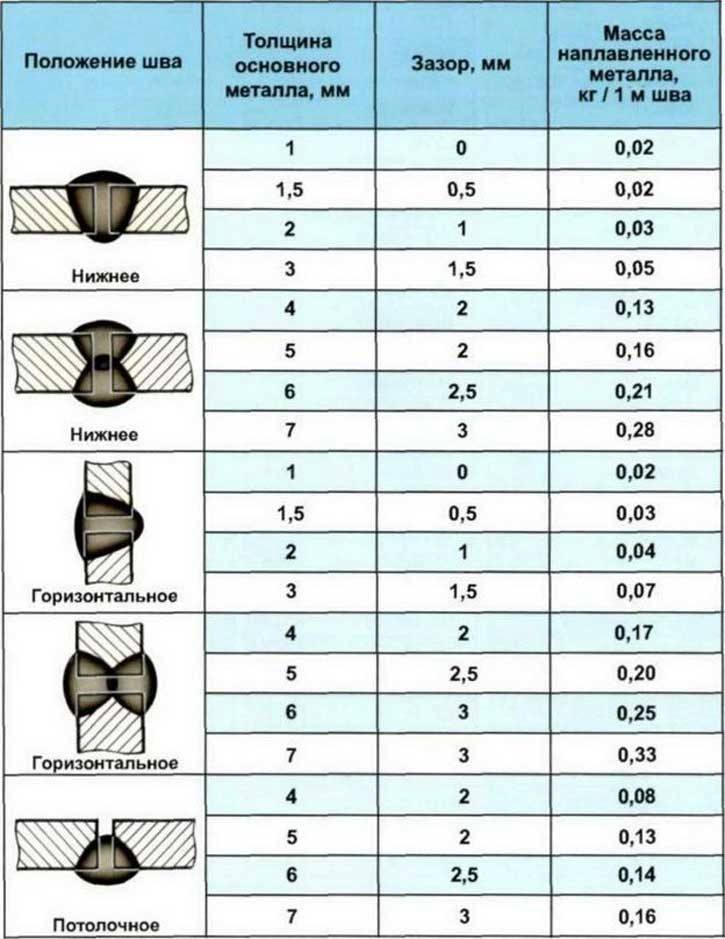
- Массу металла, необходимого для наплавления, полного заполнения шовного соединения. Для точного расчета наплавления используется технологическая карта сварочного процесса. Приблизительно масса металла, необходимого для наплавления, составляет полтора процента от массы цельной металлической конструкции.
- Длину сварного соединения (шва). Для измерения данного параметра можно использовать строительную рулетку. Измеряется длина стыка и умножается на количество швов, так как для заваривания глубоких стыков может понадобиться наложение нескольких швов.
- Нормы расхода электродов на 1 м шва сварки.
- Силу тока. Превышение допустимых пределов способно повлечь за собой при плавлении электродов разбрызгивание металла.
Как рассчитывается потребность электродов?
Для расчета потребности расходного материала используются разные способы, которые предусмотрены для разных условий выполнения сварочных работ.
Наиболее точные расчеты способен, конечно же, выполнить специалист. Он точно определит необходимость замены расходников и способ уменьшения стоимости сварочных работ.
На сегодняшний день точно рассчитать количество расходного материала можно несколькими способами.
Теоретический расчет
Как точно рассчитать нормативный расход сварочных электродов? Чаще всего подобные расчеты осуществляются по следующей формуле:
Н = МхК
Н – расход металла, кг
М – масса наплавляемого металла, кг
К – коэффициент наплавления
При использовании данной формулы необходимо учитывать следующие нюансы:
- знать площадь поперечного сечения, которая умножается на плотность основного металла, длину стыка;
- обязательно нужно учитывать марку используемого присадочного материала.
Но чтобы в процессе выполнения, к примеру, сварки трубопроводов электроды неожиданно не закончились, и не пришлось бежать в магазин строительных материалов, всегда к произведенным расчетам рекомендуется добавлять дополнительно 5 процентов расходного материала.
Предварительно нужно точно определить вес свариваемого металла, далее произвести тестовую сварку. После этого необходимо сделать замер получившегося огарка, длины сварного соединения, зафиксировать параметры напряжения, силы тока.
На основе собранных данных можно определить необходимое количество расходного материала для выполнения сварного шва конкретной длины.
Но стоит понимать, что продолжать сварочный процесс необходимо именно в таких же условиях, как и при тестировании, электрод держать под тем же углом, иначе проведенные расчеты себя не оправдают.
Чаще всего практический метод расчета необходимого количества электродов используется сварщиками при отсутствии таблицы готовых расходов присадочного материала для разных материалов, их параметров, типа сварки.
Как уменьшить расход присадочного материала
Условия, которые рекомендуется соблюдать для экономии электродов:
- Сила тока, напряжение сварочного аппарата должны соответствовать используемому расходному материалу.
- Максимальной экономии электродов можно достичь при использовании автоматической/полуавтоматической сварки.
- Добиться минимального расхода сварочных электродов можно путем изменения в процессе сваривания изделий положения электрода.
Подобрав верно условия экономии, можно добиться сокращения расхода электродов практически на 30 процентов без потери качества сварного соединения.
Сергей Одинцов
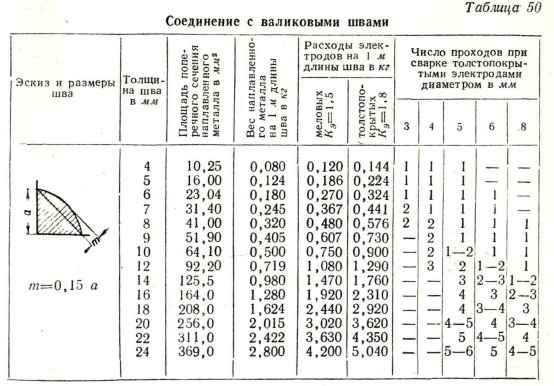
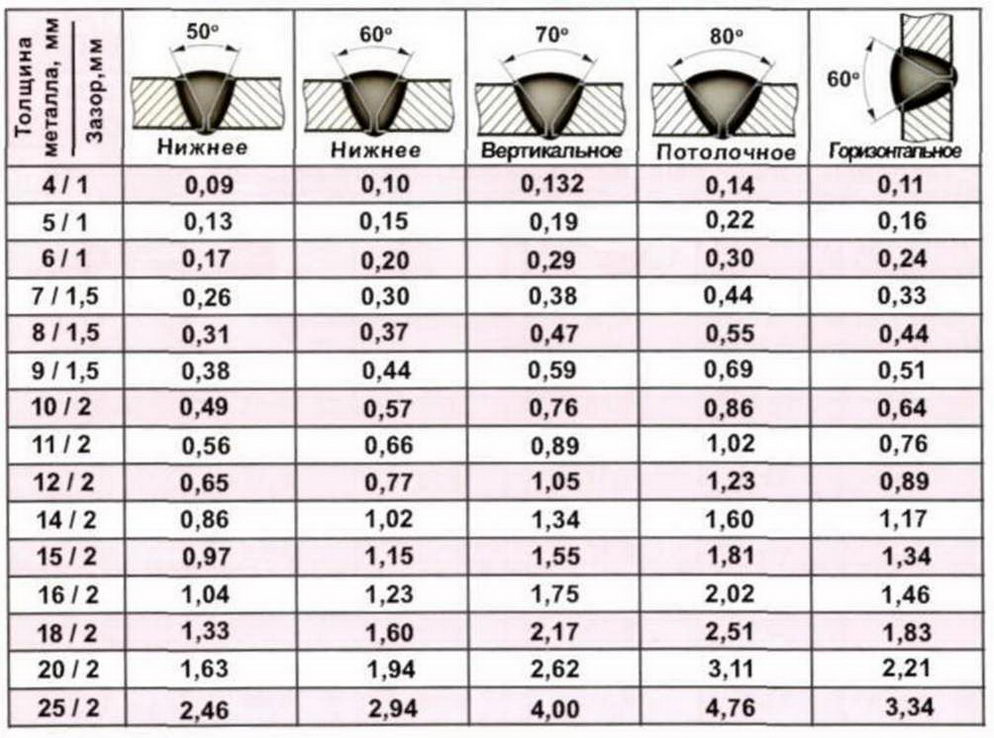
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
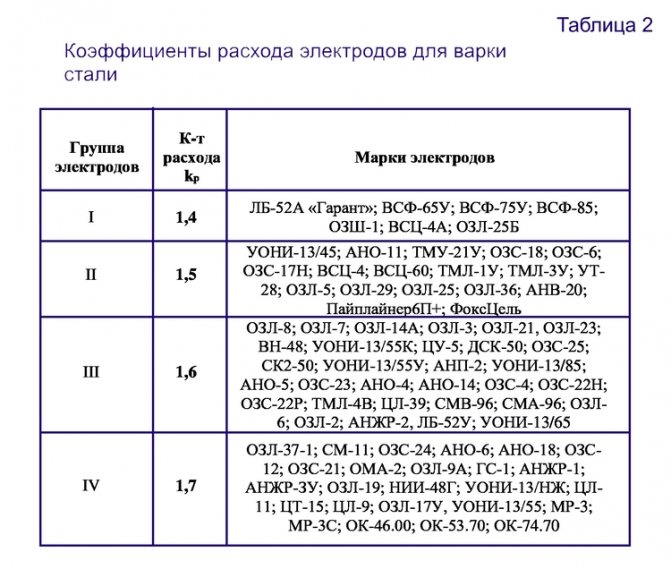
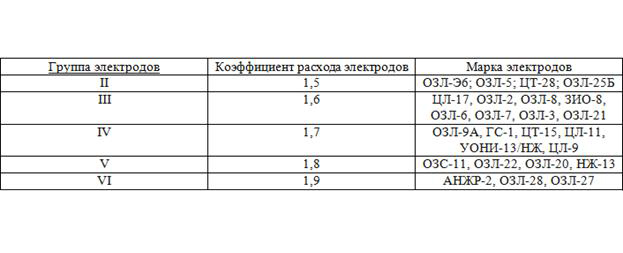
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| для электрода плавящегося | 0,930 | |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1,0 | 1,35 |
Читать также: Проверить двигатель стиральной машины
Что поможет сэкономить средства?
Для более точного расчета сметы на работы необходимо проводить практические пробные работы, позволяющие точно сосчитать расход. Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Иногда используются прерывистые швы, где не нужно полного соединения. Они экономят средства и время. Экономия еще может достигаться за счет применения автоматической сварки, которая сокращает объем поперечного сечения. Можно сэкономить на 30%, если следовать вышеуказанным параметрам.
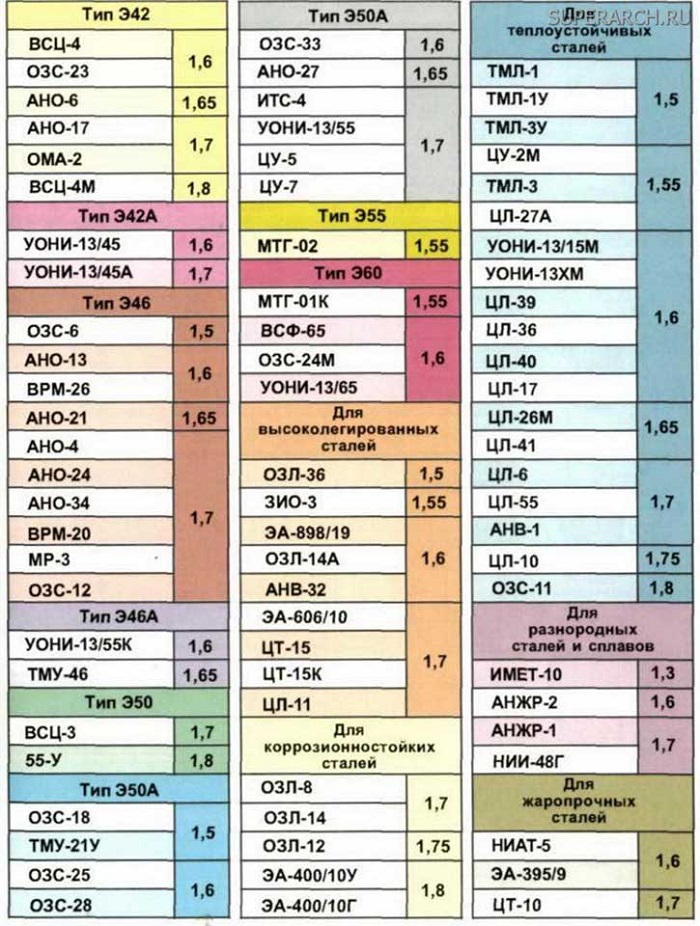
Для чего нужны те или иные электроды?
Для сварки сталей содержащих углерод и низколегированных применяют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высокая точка прочности — 490 МПа. Для этих работ также применяют электроды приделом прочности более 490 и до 588 МПа Э55,Э60.
для стали легированной более высокой прочности применяют электроды марок: Э70, Э85, Э100, Э125, Э15. Они более 588 МПа.
Для устойчивых к теплу сталей применяют электроды, например, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особыми характеристиками и высокой легированностью нужны электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.
Для припления верхних слоев с нестандартными характеристиками используют 44 вида электродов, например, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов
Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».


Нормирование сварочной работы. В чем оно заключается
Сварка с применением аргона – основной метод сварки при работе с изделиями из нержавеющей стали. Защита газом сварной зоны и электрода помогает избежать многих сложностей, связанных с особенностями этого металла. А сам процесс работы имеет некоторые правила, несоблюдение которых способно привести к значительному снижению качества сварного шва.
Медь – это довольно распространенный металл, применяемый для изготовления самых разных изделий. Для соединения медных деталей в единое целое часто применяют газовую сварку. Но для того чтобы сварной шов получился действительно качественным и прочным, в процессе сварки необходимо учитывать некоторые особенности меди и правила ее сварки.
Алюминий — один из самых распространенных металлов для создания легких металлоконструкций. Но при сварке алюминия возникает целый ряд сложностей, справиться с которыми может только сварщик, имеющий достаточный опыт работы. А самым распространенным методом сварки алюминия является сварка в среде защитных газов, то есть с помощью аргона.
stalevarim.ru
Нормы времени на сварку стыков трубопроводов
115193, г. Москва, ул. Петра Романова, д. 14, стр. 1
Нормы времени на сварочные работы (сварку труб, стыков, трубопроводов)
Нормирование сварочных работ имеет две чётких цели:
- снижение себестоимости продукции,
- повышение выработки сварщика.
Институт труда предлагает предприятиям актуальные типовые нормативы времени на сварочные работы (сварку труб, стыков, трубопроводов). Сборники нормативов позволят нормировщикам и руководству предприятия адекватно оценивать занятость сварщика и его перспективные трудовые возможности.
Факторы, влияющие на нормирование
Каждый специалист имеет собственную скорость сварки. Согласно этому показателю рассчитывается время сварки. В формуле также присутствует коэффициент опыта сварщика.
Среднее время сварки позволит спланировать выпуск определённого количества продукции в поставленный срок.
Расход электродов при расчёте нормативов также учитывается – экономная трата ресурса позволяет сделать цену на продукцию более низкой.
Время сварки
Количество времени, которое сварщик тратит на работу с трубами, стыками и трубопроводами, также зависит:
- от способа сварки,
- от возможностей сварочной техники,
- от технологий,
- от опыта сварщика и его личного темпа.
Этапы сварки
Время сварки условно делится на несколько отрезков, быстрое прохождение которых позволяет сварщику уложиться в установленные нормативы.
Основные операции – подготовка поверхности для сварки (заготовка, обработка, сборка), собственно сварка и отделка.
Вспомогательные операции – контроль качества и транспортировка к месту сварки и на следующий технологический этап.
Дополнительное время – организация и обслуживание процесса, хранение детали между моментами сварочной работы.
Основной этап
Сварочные операции, приходящиеся на основное время работы, также разграничены по задачам:
- подготовка деталей, проверка и наладка инструментов сварщика,
- время горения дуги,
- вспомогательные траты времени (замена электрода, оценка шва, работа со швом).
Основные и вспомогательные операции укладываются в оперативное время.
Норма времени
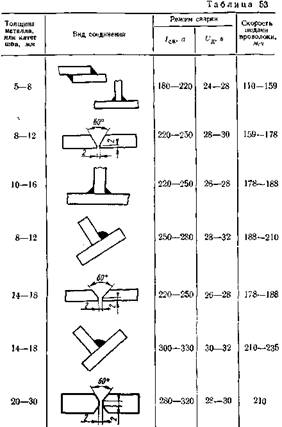
Для расчёта нормы времени обычно используется формула
Время сварки одного шва получается, если разделить длину шва на скорость сварки. Это постоянная общепринятая величина – 6 м/час. Часто делаются поправки на материал, подлежащий сварке. Скорость сварки отличается для разных металлов.
Сборник нормативов позволит обойтись без самостоятельного подбора формул и долгих расчётов индивидуальной норм времени каждого сварщика или общей нормы для коллектива предприятия.
Институт труда – работодателю
Работодатель и нормировщик вправе установить оптимальные нормы времени для сварщика или коллектива сварщиков. За основу берутся нормативы, которые присутствуют сейчас в базе Института труда. Сборники ориентированы:
- на полуавтоматическую сварку проволокой d 1,6 мм в смеси газов с разделением по показателю серийности,
- на полуавтоматическую сварку в тех же условиях для опытного производства.
Готовые утверждённые нормативы позволят вычеркнуть из материальных затрат и расхода рабочего времени персонала самостоятельный расчёт времени на сварочные работы. Предприятие, в технологический процесс которого входит сварка труб, стыков и трубопроводов, может воспользоваться нормативами Института труда для быстрого и точного определения норм времени для работы сварщиков.
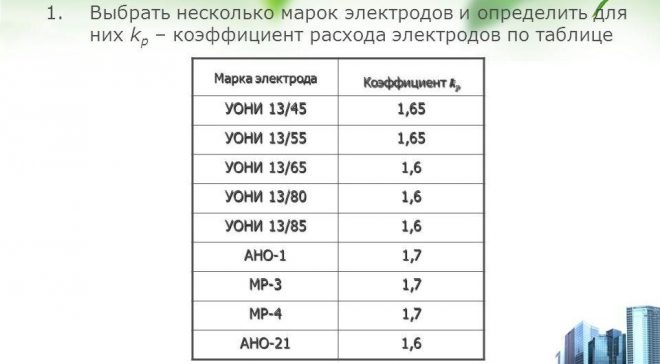
Расчет расхода электродов по коэффициенту
Чтобы выполнить вычисление, нужно знать точный коэффициент электрода (K) который, как и другие параметры, указан в приложении РДС 82-201-96 «правил разработки норм расхода материалов в строительстве».
Значение коэффициента варьируется от 1,5 и до 1,9. Меньший показатель соответствует второй группе электродов, а наивысшей шестой. Если при работе используется марка ЦТ-28 из второй группы, показатель K равен 1,5.
Используя математический расчет для определения необходимого количества электродов для наплавки тонны металла, получаем значение 1500 кг, то есть H = 1000 * 1,5. Соответственно, расход возрастает, если применяется марка более возрастной группы, к примеру, НЖ-13, имеющая коэффициент, который равен 1,8.
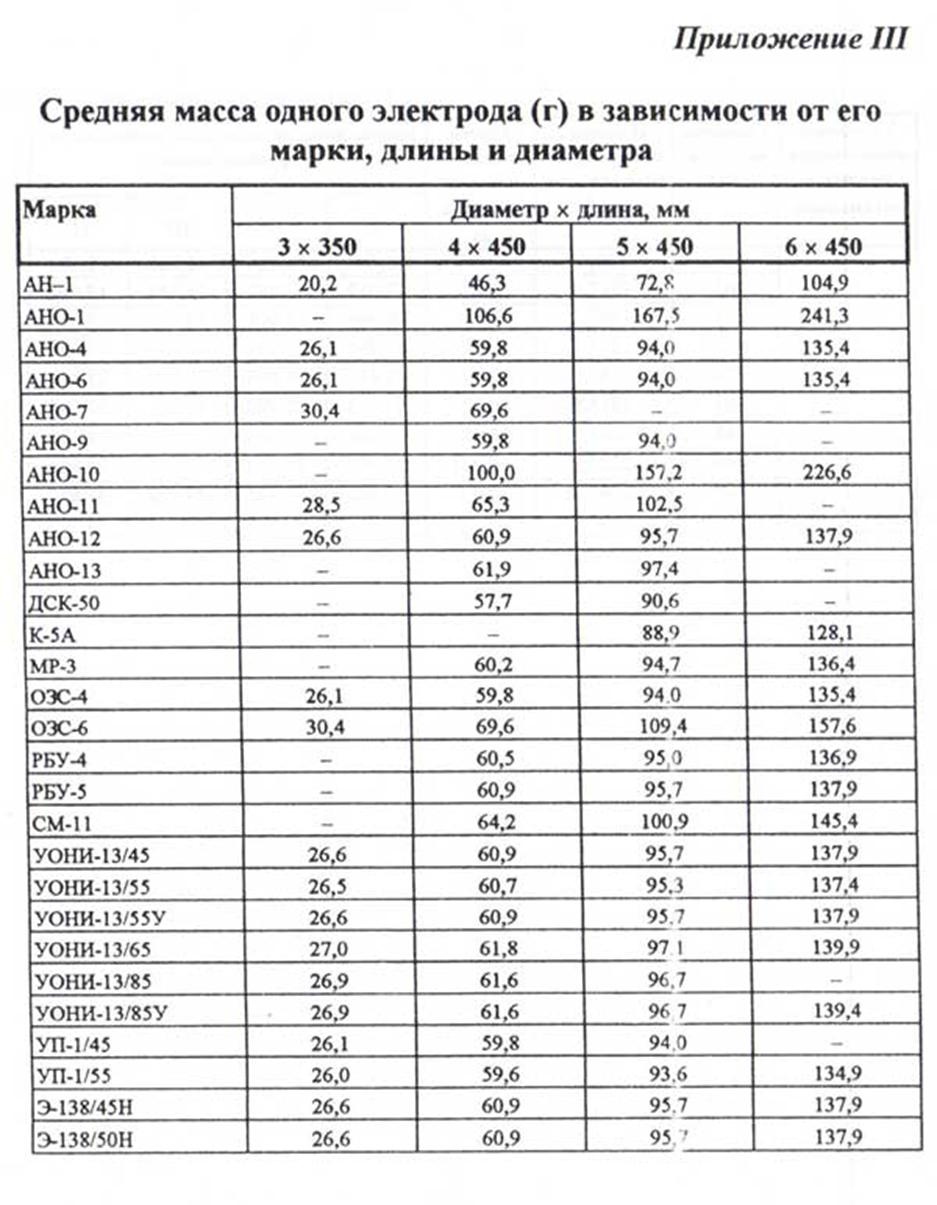
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.

Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Методы вычисления
Показатель расхода зависит от вводных параметров:
- массы наплавки;
- длины сварочного шва;
- нормы расхода.
Массой наплавки называют вес металла, который заполняет собой стыковочный шов. Точные данные этого параметра приводятся в технологической карте сварки. Его показатель по грубым подсчетам равен от 1 до 1,5% от массы металлоконструкции.
Пять мл экстракционного раствора добавляли к каждому 5 мг образца, и пробирки обрабатывали ультразвуком в ванне в течение 30 минут. Процесс повторяли с 3 мл, затем 4 мл, в результате чего общее количество в 10 мл в пробирках для пищеварения. Агенство по Защите Окружающей Среды.
Генерация дыма и содержание общего хрома и шестивалентного хрома при дуговой сварке флюсом. Профилирование процессов сварки мягкой стали для снижения выбросов дыма и затрат на рабочем месте. Для предоставления количественной информации для выбора наилучших сварочных процессов для минимизации выбросов на рабочем месте были оценены девять процессов газовой сварки металлической дугой для мягкой стали с учетом скоростей генерации дыма, нормализованных скоростей генерации дыма и нормализованных скоростей генерации для элементарного марганца, никеля и железа.
Габариты шва измеряют рулеткой по стыку. Получаемый результат умножают на общее число швов, присутствующих в разделе. Это обусловлено тем, что глубокие стыки заваривают параллельным либо последовательным накладыванием двух-трех швов.
Нормой расхода является масса наплавки на один метр шва. Она вычисляется как для отдельного узла либо детали, так и в зависимости от типа выполняемой сварочной операции.
Также были профилированы экранированная дуговая сварка металлов и процессы дуговой сварки флюсом. Пары собирали количественно в камере дымового типа Американского сварочного общества, взвешивали, восстанавливали, гомогенизировали и анализировали с помощью индуктивно связанной атомной эмиссионной спектроскопии для суммарного металла. Результаты показывают широкий диапазон коэффициентов выбросов дыма для изученных вариаций процесса. Коэффициенты выбросов марганца на грамм потребляемого электрода варьировались от 45 мг г -1 до 08 мг г -1.
Учитывая эти нюансы, расчет расхода присадочных изделий должен проводиться и теоретически, и практически.
При сварке поворотных стыков
Коэффициенты выбросов никеля обычно были низкими и варьировались от ~ 09 до 004 мг г -1. Скорости выбросов железа варьировались от 7 до 49 мг г -1. Изученные процессы имеют существенно разные затраты, а факторы затрат представлены на основе тематического исследования, позволяющего сравнивать процессы в конкретных категориях затрат. Хотя ни один процесс не является лучшим для минимизации выбросов дыма и затрат при соблюдении требований к сварке, существует несколько процессов, которые могут минимизировать выбросы. В этом исследовании представлена информация, помогающая в выборе. Также обсуждаются предложения по преодолению барьеров для использования новых и менее опасных сварочных процессов. Ключевые слова: флюсовая дуговая сварка, снижение выбросов дыма, скорости образования дымовых газов, газовая дуговая сварка, производство марганца, производство никеля, затраты на сварку, сварочные пары.
Диаметр электрода стандартной длины, мм
Около двух третей этих работников были в обрабатывающих отраслях. Сварка приводит к многочисленным опасностям во время эксплуатации, включая пары, газы и физические вещества, такие как высокая температура и ультрафиолетовое излучение. Обзор, подробно проанализировав ряд связанных с профессиональным воздействием неблагоприятных последствий для здоровья у сварщиков, таких как болезнь легких и возможные неврологические заболевания.