
Преимущества стальных труб
К ним можно отнести такие:
- стойкость к механическим повреждениям и высокому давлению;
- повышенная теплопроводность;
- пониженный коэффициент линейного расширения;
- не нуждается в дополнительном креплении к стенам;
- возможность подсоединения к чугунным радиаторам;
- температура теплоносителя может быть выше 100 градусов;
- довольно продолжительный срок службы;
- небольшая цена;
- широта диапазона эксплуатационных температур. Сталь лишается своих прочностных характеристик при огромнейших температурах (500-700 градусов), поэтому 100 — 200 она без проблем выдержит. В таком режиме трубопровод может функционировать годами;
- обрабатываемость. Их можно соединять друг с другом сваркой, обеспечивая надежность соединения. Это позволяет делать трубопровод нужной длины.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.

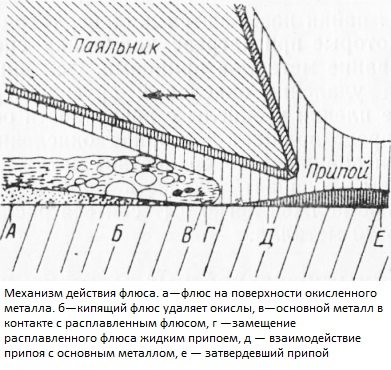
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
Для понимания процесса рассмотрим виды листогибов:
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм

Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.

Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб

Правильнее будет назвать – листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Сборка изделий
Сборка изделий из древесины и древесных материалов – это соединение деталей в сборочные единицы и изделия с помощью клея, крепежной фурнитуры и метизов. Она в общем случае разделяется на три стадии: предварительная, общая и окончательная сборка.
Сборочные операции в производстве изделий из древесины являются достаточно сложными, степень их механизации низкая и выполняют их высококвалифицированные рабочие. Трудоемкость сборочных операций велика и в определенных случаях может достигать 50 % от общей трудоемкости изделия.
Сборка изделий мебели в общем случае разделяется на 3 стадии:
- предварительная,
- общая,
- окончательная сборка.
Количество стадий, содержание сборочных операций, порядок выполнения и степень механизации зависят от вида и конструкции мебели, от условий поставки в торговую сеть.
В зависимости от вида мебели технология сборки делится на следующие процессы:
- сборка корпусной мебели;
- сборка мягкой мебели;
- сборка стульев;
- сборка столов.
Изделие в процессе сборки может формироваться на одном рабочем месте или на нескольких (поточная сборка). В последнее время расширяется производство мебели в разобранном виде, что позволяет значительно удешевить производство изделий и их транспортировку к потребителю
Просмотров: 2 680
Изготовление
Для изготовления трубы из листа оцинкованной стали потребуется резиновая или деревянная киянка достаточного веса, чтобы гнуть металл. В процессе работы используются ножницы для резки металла, длинная линейка, чертилка для разметки, уголок и «пушка» для гибки. Процесс сгибания происходит следующим образом:
- Первым делом лист металла размечают, с помощью чертилки нанося линии. С одной стороны деталь делают шириной 340 мм, а другой 330 мм, чтобы при сборке они без труда входили друг в друга. При правильном раскрое должно получится 7 полос длинной 1250 мм.
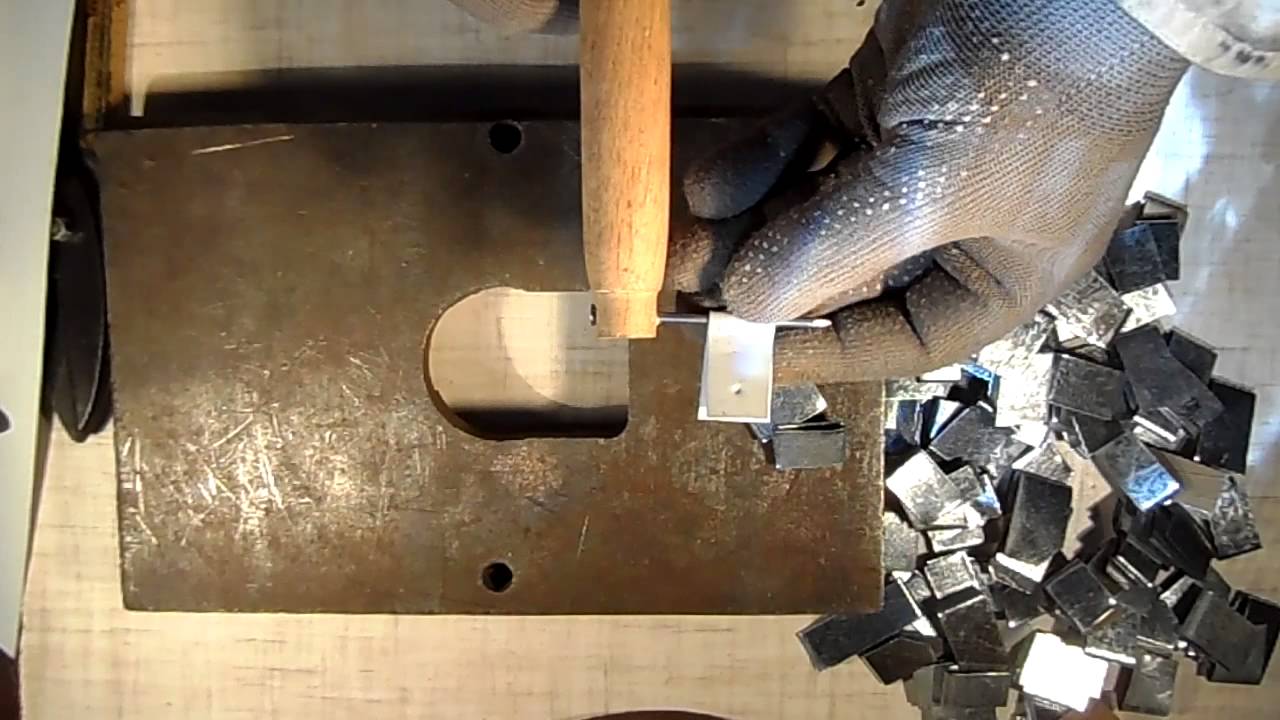
- С помощью металлического уголка и киянки оба края загибаются под углом 90 градусов в противоположных направлениях на ширину 0,7 мм. Затем заготовки переворачивают и доводят угол на кромках до угла 135-145 градусов, аккуратно простукивая киянкой.
Какую жесть выбрать
Перед тем сделать трубу из жести подбирается подходящий отрезок стали. Для дымоходов рекомендуется тонкая жесть, покрытая специальным составом.
Жесть бывает черная и белая. Черный тип материала представляет собой тонколистовую и холоднокатаную сталь. Продукция изготавливается из сталей различных марок. Материал предлагается производителями в листах или рулонах.
Белая жесть — это материал покрытый оловом с обеих сторон, который обрабатывается методами электролитического и горячего лужения. Данный материал представляет собой низкоуглеродистый и тонкий лист.
Производство сопровождается контролем состава веществ. Способ обработки и содержание влияет на получение материала разных марок.
Белый тип жести проходит обработку для улучшения поверхности к адгезии с лаковыми покрытиями.
Применяется лакированная жесть. Процесс лакировки используется для защиты поверхностей от внешних факторов.
Черный и белый тип материала бывает следующих видов:
- лист однократной прокатки является изделием малоуглеродистой стали, которая обрабатывается методом холодной прокатки до нужной толщины;
- металл двукратной прокатки после первой процедуры прокатки подергается второй прокатке и специальной смазке, что уменьшает толщину изделия.
Труба из жести обладает технически универсальными качествами.
Особенности паяния
Особенности технологического процесса зависят от характеристик соединяемых элементов. Рассмотрим некоторые типы металлов.
Сталь
Пайку стали выполняют припоями на оловянной основе, без каких-либо исключений. Перед выполнением работ следует предварительно подготовить поверхность, с помощью механической обработки. Очищенные детали обезжиривают. После этого элементы стыкуются с зазором не более 3 мм. Отличительной особенностью работы со сталью – способ нагрева припоя. Он должен получать тепло не от горелки, а от самих заготовок. По окончанию работ с поверхности необходимо удалить остатки расходных материалов.
Чугун
Обработке поддается любой тип чугуна, за исключением белого. Данный металл содержит графит, который снижает адгезию. Поэтому в качестве флюса необходимо использовать борную кислоту.
При работе с чугуном запрещено превышать температурный порог 750 Сº. В противном случае начнется необратимый процесс изменения структуры металла.
Титан
Пайку титана считают одной из самых сложных работ. Это связано с его поверхностным слоем, который насыщен различными газами. В качестве предварительной подготовки используют травление или пескоструйную обработку.
Специалисты рекомендуют проводить спайку в вакуумной среде, для повышения качества соединения. Для работы без защиты используйте серебряный флюс.
Работы проводятся при температуре 900 Сº.
Нихром
Данный металл не доставляет проблем. Нихром — это сплав никеля и хрома. Он отличается пластичностью и высокой жаростойкостью. Его температура плавления находится в диапазоне 1100-1400 Сº, что позволяет выбрать любой подходящий припой.
Серебро
Пайку серебра под силу выполнить не только профессиональному ювелиру, но и обычному человеку, который не сталкивался с ремонтом украшений. Для спайки используют тугоплавкий серебряный припой и буру, в качестве флюса.










По завершению работы можно обработать изделие лимонной кислотой или йодом. В первом случае украшение посветлеет, а во втором – приобретет темный оттенок.
Золото
Ремонт дорогостоящих украшений – тонкий процесс. В случае порчи золотых изделий рекомендуем обратиться к квалифицированному специалисту. Для выполнения соединения необходимы специальные приспособления и особый припой.
Ради разовых работ покупать дорогостоящее оборудование нецелесообразно.
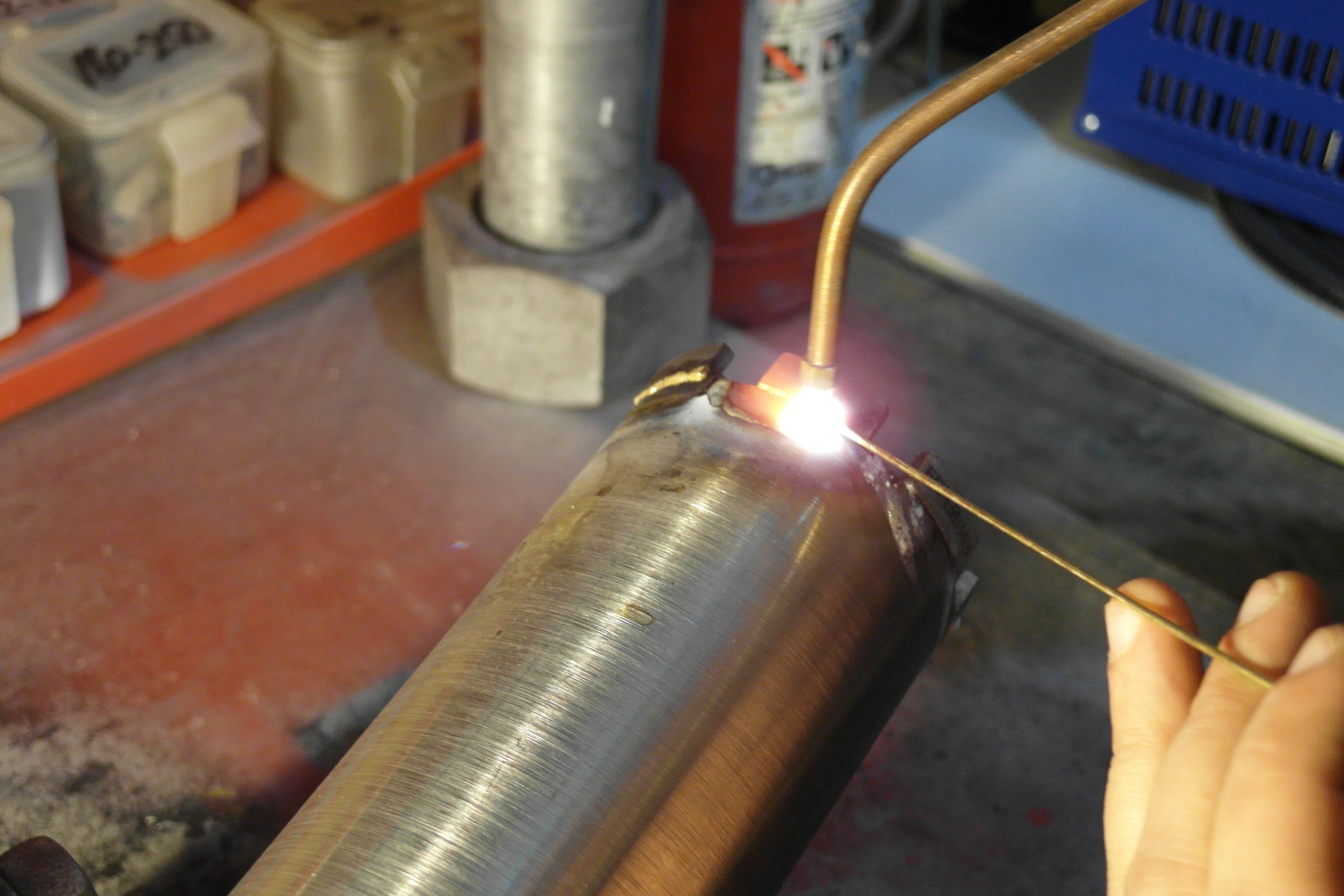
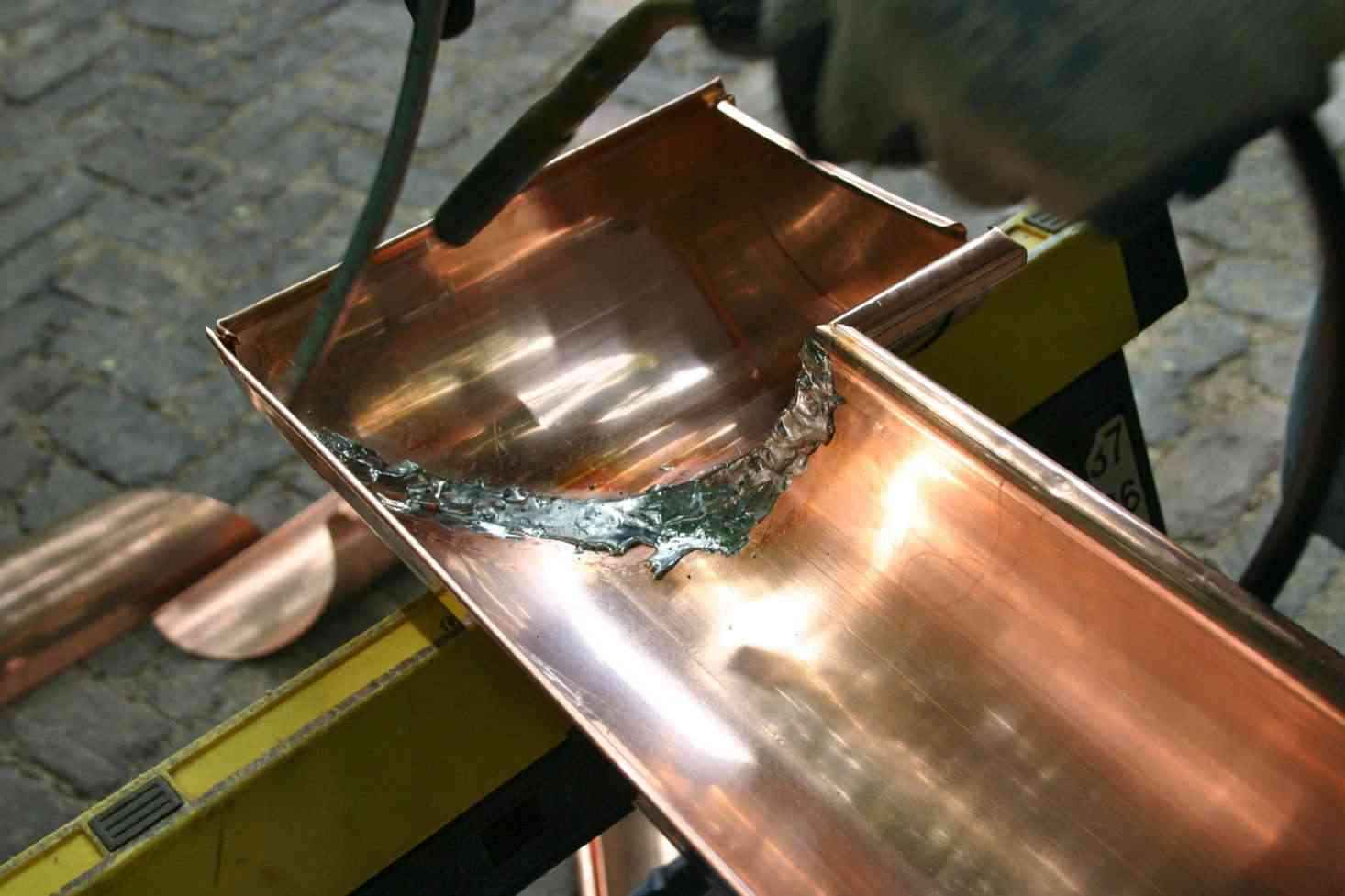
Медь
Данный металл абсолютно не требователен к флюсам. Лучше всего подойдет хлорид цинка или спиртовой раствор канифоли. А вот с припоем нужно быть аккуратнее: олово повышает хрупкость соединения, свинец придает вязкость, поэтому рекомендуем использовать составы на серебряной основе.
Рабочая температура не должна превышать 900 Сº.
Приёмы решений по ТРИЗ
Всего по Альтшуллеру выделяется 40 приёмов. Расскажем о нескольких из них:
Принцип дробления
- Разделить объект на независимые части.
- Выполнить объект разборным.
- Увеличить степень дробления объекта.
Принцип объединения
- Соединить однородные или смежные объекты.
- Объединить во времени однородные или смежные операции.
- Один объект разместить внутри другого.
Принцип посредника
- Использовать промежуточный объект, передающий или переносящий действие.
- На время присоединить к объекту другой (легкоудаляемый) объект.
Принцип проскока: вести процесс или отдельные его этапы (например, вредные или опасные) на большой скорости.
На основе меди и фосфора
Высокотемпературные составы на основе меди и фосфора обозначаются буквосочетанием ПМФ и числами, указывающими на концентрацию фосфора в общей массе.
Средство переходит в жидкое состояние при температуре 850 ℃, позволяет получать швы хорошей коррозионной стойкости. Припой применим не только для медных, но и ювелирных изделий из благородных металлов.
Только стали нельзя паять таким методом. В результате на стальных швах образуются фосфиты, которые уменьшаю механическую прочность шва, приводят к образованию хрупкого соединения. Достоинство медьсодержащих припоев с фосфором заключается в возможности проведения пайки без флюсов.
Для работы с медными, некоторыми стальными, чугунными деталями также рекомендуются высокотемпературные припои на основе латуни. Это может быть чистый латунный сплав или композит с оловом и кремнием. Средства обладают текучестью, достаточной для образования прочного, стойкого шва.
Стоячий фальц
Одинарный
Такой вид фальца отличается самой простой конструкцией. Его применяют на кровлях с большим уклоном (не менее 10°).
Рис. 4 (1 — скребок; 2 — брусок)
Порядок монтажа одинарного стоячего фальца:
1) со стороны меньшей кромки плотно прижать скребок к высокой кромке. Подстроить высоту скребка до совпадения с меньшей кромкой. Загнуть высокую кромку к поверхности скребка киянкой. Убрать гребнегиб.
2) закрыть низкий отгиб фальца высоким.
3) поджать фальц с помошью молотка и бруска гребнегиба, который плотно прижимается к тыльной стороне фальцевого соединения (рис. 4).
Двойной
По сравнению с одинарным фальцем, двойной шов более надежен. Его изготовление вручную может вызвать трудности, но, если вы используете специальные инструменты, например, закаточные машины (рис. 5), то вполне справитесь с этой работой.
Также значительно облегчают работу гибочные станки, с помощью которых можно быстро и легко загнуть кромку для придания ей необходимого профиля. Двойной стоячий фальц — это самый применяемый метод для стыковки двух соседних полотен кровли. А фальцевая кровля — один из самых распространенных видов кровельного покрытия.
Изготовление этого фальцевого соединения начинают с создания углового стоячего фальца, после чего его загибают вниз на 90°. Для компенсации температурных деформаций в основании фальцевой конструкции оставляют зазор шириной от 3 до 5 мм.
Рис. 5
Так как для получения двойного профиля приходится увеличить число рабочих операций, то, соответственно, увеличивается и время монтажа кровельного покрытия. Но эти неудобства сполна компенсируются надежностью основательно закрытого фальца — ведь он обеспечивает герметичную целостность вашей кровли во время выпадения осадков.
Реечный
Этот тип соединения кровельных листов более характерен для европейского домостроения, хотя, в последнее время, реечный фальц (рис. 6) набирает популярность и у российских кровельщиков.
Рис. 6
Реечный фальц по своей сути напоминает двойной вертикальный, но, в отличие от него, имеет более широкую стыковочную кромку за счет использования деревянного бруска.
Подогнутые части кровельных листов поднимаются по бокам бруска и крепятся либо здесь же (бельгийский вариант), либо на поверхности бруска (немецкий вариант). Особенность применения такого фальцевого соединения заключается в том, что его можно использовать только на крышах с уклоном более 3°, иначе накопившаяся на поверхности вода проникнет в подкровельные конструкции.
Угловой
Благодаря объему и отбрасываемой им тени, это фальцевое соединение выглядит вполне нарядно, из-за чего традиционно используется для отделки больших и хорошо обозреваемых поверхностей. Он типичен для монтажа крыш с большим уклоном. Фиксация фальца происходит всего за одно действие. Особенность конструкции углового фальца не дает возникать напряжению в металле, а значит, деформации поверхности кровли сведены к минимуму.
Самозащелкивающийся фальц
Российскими специалистами разработана уникальная схема крепления шва — самозащелкивающийся фальц (рис. 7). Это изобретение превосходит по технологичности все зарубежные аналоги. Применение «защелки» экономит время монтажа кровли и не нуждается в специальном фальцующем оборудовании.
Рис. 7
На кровельном полотне имеются два фигурных профиля, выполненные таким образом, что один из них выступает в качестве основания защелки, а второй играет роль ее крышки. Профиль с крышкой защелки одного полотна защелкивается на профиле основания другого полотна простым нажатием сверху. Таким образом формируется прочный и надежный фальцевый замок. На защелкивание системы замков вы потратите всего несколько секунд. А это означает заметное сокращение времени, необходимого на монтаж всей кровли.
К достоинствам фальца–«защелки» относятся:
- водонепроницаемость замкового соединения: не нужна дополнительная герметизация;
- простота сборки и разборки кровельных листов: не нужны профессиональные навыки, и можно обойтись без специального инструмента;
- единая панель на весь скат кровли, без дополнительных стыков;
- нечувствительность к термическим расширениям металла, что исключает деформацию кровельных полотен;
- доступная цена кровельного материала и монтажных работ;
- скорость в установке кровли;
- особая прочность соединения.
Фальцевая кровля невероятно популярна в малоэтажном строительстве. Ее признают одновременно простой, надежной и качественной конструкцией. Немаловажную роль играет и доступная цена. Если вы владелец частного дома, — возможно, это был и ваш выбор. Мы будем признательны за ваш рассказ о том, каким способом вы крыли крышу, и какой вид фланцевого соединения использовали при ее монтаже.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Способы нагревания
Существует несколько способов нагрева расходных материалов. В домашних условиях наиболее часто применяют следующие приспособления:
- Паяльник. Применяют для выполнения работ, характеризующихся относительно низкой температурой. Максимальное воздействие не превышает 400 Сº. Современные модели оснащены механизмом для регулировки температуры. Выпускают паяльники аккумуляторного типа питания. Идеально подходит для работы с золотом и прочими мягкими металлами.
- Горелка. Различают газовые и плазменные модели. Они используют один вид топлива – природный газ, а отличаются лишь величиной пламени. Они работают в высокотемпературном режиме, что позволяет спаивать тугоплавкие металлы. Недостаток горелок заключается в сложности регулировки температуры пламени.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.






Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
Как правильно гнуть металл
Кровельные элементы, как правило, скрыты от глаз прохожих и какие-либо претензии по декоративной части к ним не предъявляются. Это делает возможным ручное изготовление деталей с использованием шаблонов, но приходится постоянно оправлять изделие киянкой.

Это не самый лучший подход: линии сгиба и всё изделие в целом получаются волнистыми, а работа над одной деталью может растянуться на долгое время. Для штучных изделий это вполне терпимо, но если приходится обносить водостоком весь дом — следует получить в своё распоряжение необходимое оборудование и приспособления.
Сегодня листогибы занимают собственный сегмент на рынке профессионального инструмента и доступны повсеместно. Цена их довольно высока, но ведь только на собственном, проверенном оборудовании можно изготовить детали отличного качества. Арендовать листогиб — тоже вариант, но станок, переходящий из рук в руки, не будет обладать необходимой точностью и безотказностью.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.

Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Изготовление припоя своими руками
Чтобы сделать припой для пайки в домашних условиях, вам потребуется наличие следующих ингредиентов:
- Свинца.
- Олова.
Еще нужны такие инструменты:
Материалы и инструменты для пайки латуни.
- Керамические формы (можно из гипса или жести).
- Стальная ложка.
- Стальная палочка.
- Емкость (желательно сталь).
Не забывайте о том, что работаете со свинцом – одним из опасных металлов. Надевайте очки и респиратор, помещение проветривайте. Для удобства наденьте перчатки, чтобы не получить ожог. Над газовой горелкой в емкости расплавьте свинец и олово, заранее взвесив их на весах и добившись нужной пропорции. При помощи ложки из стали снимите «навар» – шлак на поверхности. И, размешав стальной палочкой, чтобы металлы соединились равномерно, вылейте расплав в формы. Все, припой для пайки медных проводов и радиоэлементов готов, можно приступать к проведению монтажных работ. Не забудьте проветрить помещение.
Особенности пайки-сварки
У пайки как таковой немало схожих черт с традиционными технологиями сварки. Также используется нагрев заготовок и сторонний материал, оказывающий влияние на формирование шва. Но, по сравнению с техниками сварки, пайка не предусматривает внутреннего расплава структуры заготовки. Края деталей, как правило, остаются твердыми, хоть и подвергаются нагреву. И все же полный расплав заготовки дает более крепкое соединение. Другое дело, что для достижения такого результата может требоваться более мощное оборудование. При использовании жидкого припоя для меди вполне реализуема некапилярная пайка с плотным заполнением шва. Данный способ соединения частично относится к сварке, так как при нем повышается сцепляемость структур двух и более заготовок. Производить некапиллярную пайку рекомендуется электродуговыми аппаратами или кислородно-ацетиленовой горелкой.
Реакционно-флюсовой
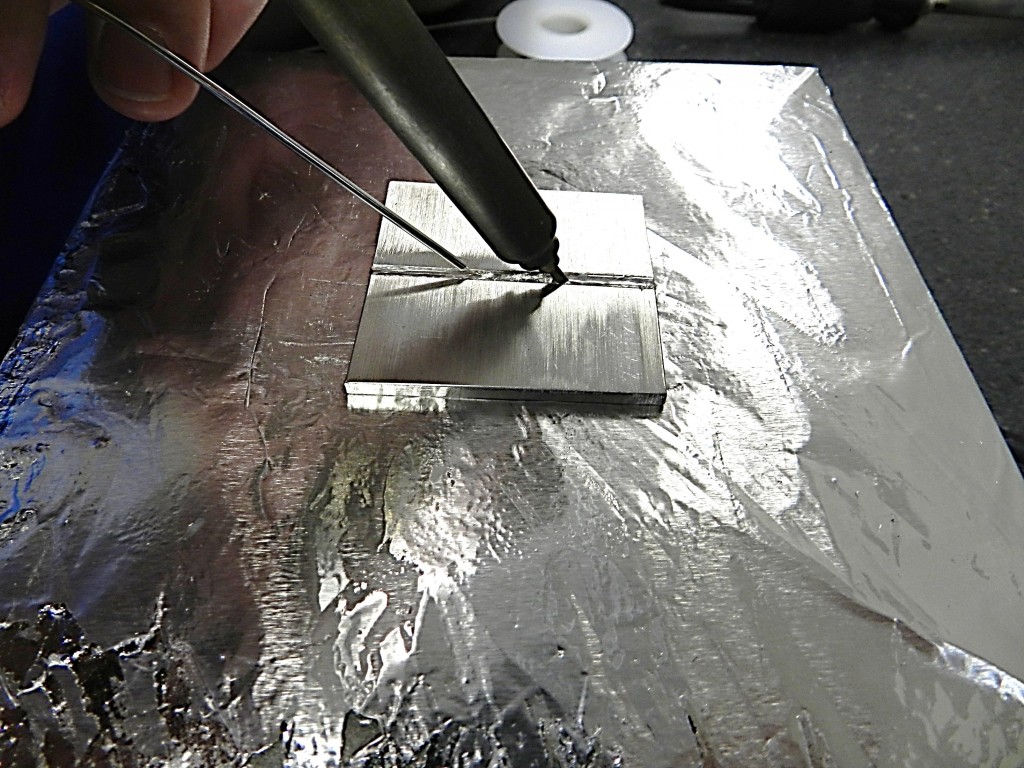
В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
Для их стыковки применяется флюс на основе хлористого цинка. При нагреве цинк начинает взаимодействовать с алюминием, превращаясь в металлический припой.
Он заполняет собой все пространство зазора, делая место зоны пайки прочным соединением
При этом очень важно точно соблюсти пропорции наносимого флюса. Его должно быть много, чтобы чистый цинк в необходимом количестве мог выделиться из флюсового порошка
Пошаговая инструкция по изготовлению оцинкованной трубы своими руками
Расчет размеров
Стандартный лист из оцинкованной жести имеет размеры 1000×2000мм, либо 1250×2500мм, хотя можно найти и другие раскрои.
Ширина заготовки рассчитывается по формуле:
Таким образом, для изготовления трубы диаметром 100мм понадобиться заготовка шириной
2×3.14×50мм = 314мм.
К полученной чистовой длине прибавляем загиб 15мм и получаем необходимую величину для раскроя -300мм.
Рис. 1. Выкройка листа для трубы диаметром 100мм.
Схема формирования фальца выглядит следующим образом:
Выкраивание заготовки
После вычисления необходимых размеров выкраивается заготовка будущего изделия. Для этого:
Лист жести раскладывается на горизонтальной поверхности, наносится разметка ровными линиями, строго по размерам полуфабриката.
Для трубы диаметром 100мм по одному краю листа отмеряются друг за другом отрезки 340 и 330мм (см.рис.1). Такие же отрезки, но в противоположной последовательности размечаются на противоположной стороне. Все перпендикулярные линии следует проводить с помощью угольника.
Не забывайте прибавлять 15-20мм к ширине изделия на загиб!
Жесть режется на прямоугольники согласно чертежу.
Формирование профиля
Полученные прямоугольные заготовки необходимо «превратить» в трубу. Для этого сформируем ее профиль.
Этапы формирования профиля:
По всей длине заготовки, с отступом 5мм с одного края и 10мм – с другого, проводятся две линии. Эти линии – границы загиба фальцев.
Под фальцем или фальцевым замком в нашем случае подразумевается вид соединения краев трубы;
- Загибаем края по отмеченной линии, строго под углом 90 0 . Используем для этого металлический уголок, совмещая линию сгиба с ребром уголка. Начинаем плоскогубцами, продолжаем киянкой;
- Проходим молотком по всей длине, постепенно формируя будущий шов;
- На сгибе шириной 10мм делаем еще один загиб в форме буквы Г. Ширина верхней планки 5мм, расположение – строго параллельно заготовке;
- После формирования фальцев переходим к корпусу трубы. Заготовку укладываем на пушку и с помощью молотка придаем листу круглую форму.
Обработка стыковочного шва
Финальный этап — обработка (обжим) стыковочного шва. Для этого следует верхнюю часть Г образного фальца загнуть вниз, оборачивая ей противоположный край. В результате получается складка из нескольких слоев металла, которую необходимо прижать к трубе по всей длине.
В заводских условиях дополнительную прочность шву придают специальными металлическими заклепками.
Этапы решения проблем в бизнесе с помощью теории Альтшуллера
В бизнесе используют адаптированный классический алгоритм решения по ТРИЗ. Он состоит из четырёх этапов: постановка задачи, ОИП (описание инновационной проблемы), выявление противоречий и поиск решения. Работу обычно ведут в группах из нескольких специалистов.
Постановка задачи происходит от проблемы. Чтобы решить её, нужно найти причины, по которым она возникла.
Для этого используют карту восприятия проблемы. Каждый человек из рабочей группы записывает проблему, задаёт себе вопросы, почему она появилась, и находит таким образом первопричину. Потом карты восприятия совмещают и выбирают самую весомую причину, из которой формулируют задачу.
Например, есть проблема — низкая конверсия в продажи. Предполагаемая первопричина — небольшой штат менеджеров: они не успевают обрабатывать заявки, клиенты уходят. Задача — повысить скорость обработки заявок.






Описание инновационной проблемы (ОИП) показывает, почему мы не можем прийти к желаемому результату.
В нём уточняют, к чему относится проблема — к маркетингу, бизнес-процессам, продукту. Чтобы понять, в каком направлении искать решения, также описывают:
- Предыдущие методы решения. Если проблему пытались решить раньше, описывают, какие методы пробовали и почему они не подошли. Например, пытались отдать работу на аутсорс, но это тоже съедало бюджет, а эффект был незначительным.
- Перспективные идеи, которые по каким-то причинам не реализовывали. Иногда бывает достаточно оттолкнуться от них, чтобы найти решение.
В ОИП могут внести ИКР — чёткую формулировку того, что должно получиться в итоге. В нашем примере идеальный конечный результат — система, в которой менеджеры сами ускоряют обработку заявок до 10–15 минут. В этом случае конверсия в продажи вырастет.
Выявление причин противоречий называют причинно-конфликтным анализом (другое название — RCA+). Он помогает найти сами противоречия и выгоды, из-за которых они не устраняются.
Для поиска противоречий прописывают требования к системе и то, какими ресурсами располагает компания, какие есть ограничения. Например, у нас ограниченный бюджет на отдел продаж — мы не можем нанять больше менеджеров. Это создаёт противоречие: денег не хватает, но сотрудников нужно больше.
Чаще всего ключевая выгода бизнеса — экономия. Менеджмент не хочет тратить дополнительные деньги, поэтому проблема не решается. Но, бывает, что причина противоречий в другом. Например, директор считает, что менеджеры могут работать лучше, и не одобряет расширение штата. Тогда возникает ещё одно противоречие, техническое: нужно больше менеджеров, но директор против — по его мнению, это приведёт к снижению производительности.
Поиск решения начинается ещё на этапе выявления противоречий и их причин. Иногда достаточно чётко сформулировать их, чтобы найти выход из ситуации.
До 80% задач решают, когда находят противоречия. Обычно у специалистов возникает несколько идей, как разрешить противоречия. В работу берут самую перспективную или самую бюджетную идею.
В нашем примере сформировано два противоречия:
- нужно больше менеджеров, но нет денег на это;
- нужно больше менеджеров, но директор против.
Напомним: идеальный конечный результат — система, при которой сами менеджеры устраняют проблему.
Чтобы получить ИКР, можно собрать чат-бота с искусственным интеллектом в конструкторе. Разработка обойдётся не так дорого, как расширение штата, но скорость обработки обращений повысится. Чат-бот будет работать с типовыми обращениями, а менеджеры — с теми, где ИИ не справляется.
Бывает, что даже после описания противоречий решения нет. Тогда рабочая группа использует 40 инновационных приёмов. Они созданы по подобию 40 приёмов Альтшуллера, но адаптированы для бизнеса.
Как сделать дворец своими руками — мастер-класс и фото
Девочки с детства мечтают быть принцессами, и подобный красивый домик им наверняка понравится.

Чтобы его смастерить, понадобится:
- большая картонная коробка;
- ножницы;
- канцелярский нож;
- самоклеющаяся плёнка.
Вы можете использовать вот такую коробку, сделав сбоку прорезь для входа, а с другого — окошко. Чтобы окно было открывающимся, порежьте его только с трех сторон.

Теперь нужно обклеить самоклеющейся плёнкой. Если у вас нет самоклеющейся пленки, тогда используйте моющиеся или обычные обои с рисунком под кирпич, декорированные цветами.
Приклейте пленку или обои, оформите полосками бумаги места окна и входа.

Вот как сделать дворец, чтобы он был ещё более шикарным, вы можете вырезать из картона корону, обклеить ее и прикрепить наверх в качестве крыши и элемента декора.

А окна вы можете декорировать таким способом, чтобы нарисовать в них персонажей любимых книг и мультфильмов детей.
