
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.
Очень важно, чтобы подготовка кромок под сварку и процесс конечной обработки соединения выполнялись в соответствии с установленными стандартами. Допускать нарушения в технологии обработки не рекомендуется, так как это может привести к снижению качества сварного соединения
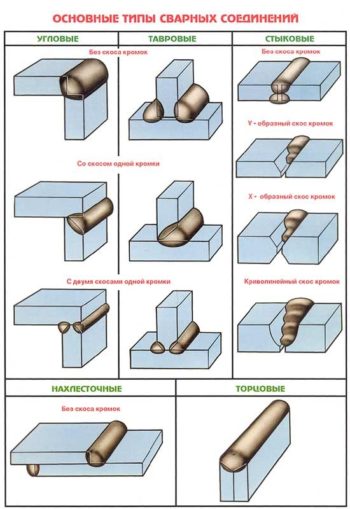 Основные разновидности сварных соединений.
Основные разновидности сварных соединений.
Существует три основных метода, позволяющих обработать сварочный шов:
- термический;
- механический;
- химический.
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
-
Индукционные агрегаты используются для трубопроводов.
Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву. - Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
-
Муфельные печи.
Данный тип устройств требует особого внимания к контролю равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки. -
Обработка с применением газопламенного оборудования.
В таком методе используются газопламенные горелки.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.
 Дефекты сварных швов.
Дефекты сварных швов.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
https://www.youtube.com/watch?v=zrMvuPkVF20
Методы сварки
Способ сварки выбирают в зависимости от назначения создаваемой конструкции. При этом учитывают, что в зоне шва прочность уменьшается до 10%.
Электродуговая сварка
Эта техника сваривания применяется чаще других, так как позволяет проводить монтаж в труднодоступных и неудобных местах. Соединять небольшие перемычки можно обычными электродами, но для сборки узловых элементов применяют марку УОНИ. Однако из-за их специфики для работы нужен опыт. Поэтому новичкам предварительно полезно попрактиковаться на ненужных обрезках.
Приступая к работе, поверхности, примыкающие к стыку, очищают от грязи и ржавчины. Электроды подсушивают, так как качество шва зависит от влажности покрытия. Работа проводится постоянным током обратной полярности короткой дугой. Выполнение электродуговой сварки запрещено при температуре ниже -40°C.
Газовая сварка
Этот способ практически не применяется для сваривания швеллеров, так как сопровождается нагревом большой площади возле стыка. В результате увеличивается зона с пониженной прочностью на свариваемых балках. Помимо этого в металле возникают внутренние напряжения, приводящие к деформации конструкции. Газовую горелку применяют для устранения дефектов, нарезки заготовок и подготовки кромок.
До разделки
Первое правило – эффективно, полномерно подготовить изделие к самой отделке. Прежде следует выпрямить стальной лист, устранить искривления. Выравнивание поверхности заготовки называют правкой металла.
Для этого используют пресс, или прокатывают материал в правильных вальцах. Сделать выправку, устранить местные неровности и деформации можно и ручным способом- молотком, но это слишком трудоемко.
Следующий этап – очищение от масел, оксидных пленок, окалины. Без тщательной зачистки загрязнения попадут в сварной шов и приведут к дефекту. Лучше всего это сделать с помощью уайт-спирита или другого растворителя.
Для удаления сильной грязи, ржавчины используют металлическую щетку, болгарку или абразивный круг. Листы из нержавейки должны блестеть.
Второе правило намеченной работы по разделке — точно сделать сами скосы кромок, придать им соответствующую форму. Иначе не добиться качественного и прочного шва.
Дефекты макроструктуры
Эти виды дефектов сварных соединений можно выявить, если увеличить структуру сварного шва в 10 раз. К этому типу изъянов относятся трещины, непровары, газовые поры, шлаковые вкрапления.
Поры образуются, когда шов быстро остывает. При этом находящиеся в его теле газообразующие элементы не успевают выйти наружу. Так происходит, когда кромки заготовок покрыты ржавчиной, пятнами масла или краски, используется флюс с повышенной влажностью, был неправильно настроен сварочный аппарат по току или газу, большое содержание углерода в свариваемых металлах и так далее.
Поры могут быть большими и маленькими, располагаться могут кучно или равномерно вдоль шва, есть поры сквозные, называемые свищами. В общем, их количество и размеры зависят от времени, за которое ванна находится в жидком состоянии. Чем дольше сварочная ванна жидкая, тем меньше пор, потому что газы успевают покинуть жидкий металл.
Шлаковые включения – это, по сути, небрежность со стороны сварщика при сварке. Значит, он плохо подготовил два соединяемых металла к сварке. На них осталась грязь, ржавчина. Если данный вид дефектов появился при многослойной сварке, то значит, сварщик плохо провел удаление шлака с предыдущих слоев.
Эти дефекты могут иметь размеры в несколько микрон или d несколько миллиметров, форма разная: от сферы до тонкой линии. Расположение – по всему телу шва.
Непровар – дефект серьезный. Получается так, что металл заготовки несплавился с металлом электрода (электросварка) или присадочной проволоки (газовая сварка). Могут несплавится между собой и слой наплавляемого металла. Причин непровара немало:
- слишком большой ток при сварке был использован;
- загрязнение кромок;
- неправильно был поднесен электрод к оси шва;
- очень маленький зазор между двумя заготовками;
- кромки имеют слишком заостренные концы;
- вынужденный перерыв, в процессе которого металлы остывают;
- увеличенная скорость сварки.
Что касается трещин, то их можно разделить в зависимости от температуры их появления. То есть, холодные или горячие. Горячие появляются, когда происходит затвердевание металла, а кристаллизация начинается при температуре 1100-1300С. При этом внутри шовного металла появляются усадочные напряжения, начинают образовываться прослойки полужидкого вида. Они и становятся впоследствии трещинами. Если в наплавляемом металле содержится много водорода, углерода или кремния, то это также причина возникновения горячих трещин.
Холодные трещины образуются при температуре 100-300С. Причинами являются все те же напряжения, возникающие в теле наплавляемого металла, когда он начинает остывать. К тому же внутри сварочного шва остается водород (газ), который стремится выйти наружу. И это дополнительные напряжения. Кстати, горячие трещины на лицевой части шва не видны, они считаются внутренними. А вот холодные тут же появляются на внешней стороне шва, их хорошо видно невооруженным глазом. Это наружные дефекты сварных швов и соединений.
Есть еще два вида трещин: отпускные и ламелярные. Первые образуются уже тогда, когда сварка закончена и производятся операции по следующей обработке металлом. Вторые имеют очень интересную технологию появления. Они образуются еще при высоких температурах, но свое дальнейшее развитие получают уже в остывшем металле. Кстати, чаще всего этот вид дефекта образуется из микроскопических трещин. Оба варианта относятся к категории – внешний дефект.
Методы обработки
Существует три методики, с помощью которых защищаются сварные соединения:
- Термическая обработка. Благодаря этому способу можно убрать остаточные напряжения в материале, возникающие вследствие сварочных работ. Термообработка проводится по одной из двух технологий: местной, когда прогревается или охлаждается только само соединение, или общей — температурной обработке подлежит вся деталь.
- Механическая обработка. В данном случае задача состоит в удалении остатков шлака и проверке надежности соединения. Типичный пример механической обработки — простукивание шва молотком или выполнение его зачистки. Если шлак не удалить, возможно развитие коррозии.
- Химическая обработка. Нанесение защитных покрытий на соединение — один из способов борьбы с коррозийными процессами. Наиболее доступный вариант химической защиты — обработка шва грунтовочным лакокрасочным материалом.

Ниже остановимся на технологиях защиты сварных швов более подробно.
Как выбрать обезжириватель металла
При подготовке металлической поверхности к обезжириванию необходимо учесть несколько факторов:
- Как совмещается обезжириватель с определенным видом металла. На банках краски часто указывают подходящий вид обезжиривателя.
- В каком помещении проводятся лакокрасочные работы. Испарения средств обезжиривания бывают опасными для здоровья человека, пожароопасными и взрывоопасными.
- Решение, чем обезжирить металл, напрямую связано со стоимостью средства, особенно, если площадь обработки большая.
Рекомендуем
Профессиональное обезжиривающее средство на нейтральной водной основе DOCKER FORTEN. Особенно эффективно для обезжиривания с одновременным фосфатированием деталей перед покраской. Не требует промывки изделия после обработки. Отлично подходит для порошковых производств. Идеальное средство для обезжиривания перед покраской. Без запаха.Без растворителей. Не содержит хлора, щелочей и кислот. Пожаро-взрывобезопасен. Цена. фасовка
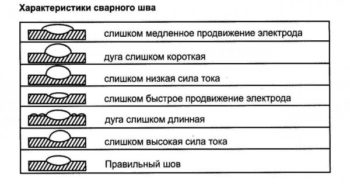
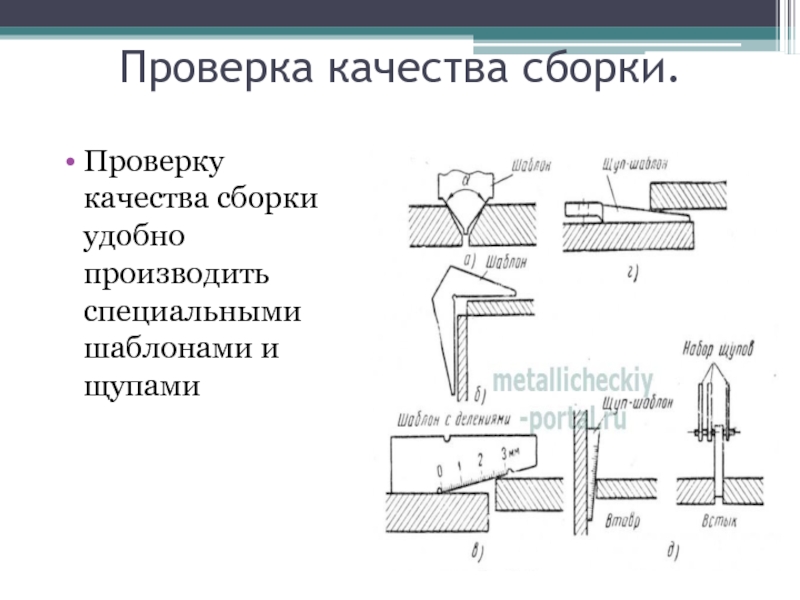
Визуальный контроль сварных швов
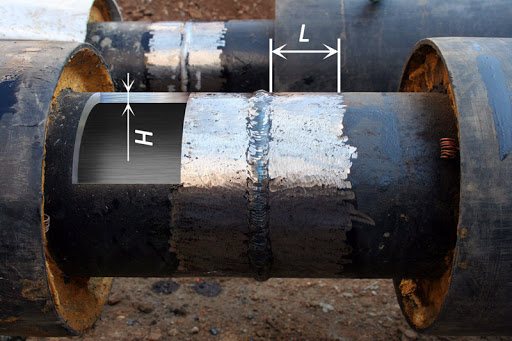
Самый простой, быстрый и недорогой способ осмотра шва это визуальный осмотр. Контроль качества сварных швов проводят на наличие видимых трещин, сколов или других дефектов. Также внимательно изучают шов. Он по всей длине должен иметь одинаковую ширину и высоту. Недопустимо наличие непроваренных участков, наплывов или складок. Перед осмотром с поверхности шва удаляют окалины, шлак и другие загрязнения.
При обнаружении дефекта проводится работа по его изучению, делаются замеры, которые позволяют определить качество сварного соединения. Если это возможно, дефекты устраняются, а изделие отправляется на дополнительную проверку с использованием других методов контроля. Для более глубокой проверки применяются другие виды контроля сварного шва.
Механическая обработка
Механическое устранение недостатков сварочных работ осуществляется при помощи проволочной щетки. Можно значительно упростить задачу и сделать зачистку качественнее, если использовать портативное шлифовальное устройство или болгарку с лепестковой насадкой. Вместо насадки также можно применить абразивный круг.
Механическая очистка позволяет убрать следующие дефекты сварного соединения:
- окалины;
- заусенцы;
- окислы;
- последствия побежалостей.
Несмотря на простоту и дешевизну технологии, существует ряд нюансов, касающихся выбора насадки, знание которых позволит выполнить работу качественнее:
- Прежде всего, нужно выбрать шлифовальный круг из подходящего материала. Лучше всего для механической очистки подойдет круг из цирконата алюминия. Преимущество этого материала в том, что он, во-первых, провоцирует коррозийные процессы, а во-вторых, цирконат алюминия прочнее оксида алюминия, из которого также изготавливаются некоторые виды насадок.
- Лепестки шлифовального круга должны быть на тканевой составляющей. Ткань надежнее и устойчивее к большим нагрузкам в сравнении с бумагой, которая иногда применяется на лепестках в качестве основы. Однако стоят такие насадки намного больше аналогов на бумажной основе. Более высокая стоимость тканевых насадок вполне оправдана и окупится при такой агрессивной по отношению к материалу работе, как шлифование швов.
- Размер абразивного зерна зависит от типа выполняемой работы. Очень часто в ходе очистки соединений могут понадобиться насадки с разным размером зерна. Поэтому рекомендуется приобретать сразу несколько видов насадок.
- Если нужно качественно зачистить шов, то разные размеры зерен просто необходимы, так как шлифовка осуществляется с постепенной сменой насадок на зерна меньшего размера. К примеру, крупные окалины убираются крупнозернистыми насадками, а вот тонкая шлифовка производится мелкозернистыми насадками. Финишная проходка осуществляется наиболее мелким зерном. Насадки следует менять последовательно — допускается пропуск не более одного размера. Однако если речь идет о создании зеркального блеска сварного соединения, нельзя пропускать ни одного размера.
- Для обработки швов, расположенных в труднодоступных местах (полостях, кромках, отверстиях), используются особые устройства — борфрезы, устанавливаемые в шлифовальную машину. Существуют борфрезы самых разнообразных размеров и форм, поэтому подобрать нужную конфигурацию несложно.
Резка металла
Для придания заготовке нужного размера используют механическую и термическую резку.
Механическая резка осуществляется при помощи ручных или механических инструментов. Часто используются ленточная пила, болгарка, стационарная циркулярная пила.
Термическая резка представляет собой процесс плавления металла, согласно нанесённым отметкам. Для проведения таких работ используются плазматрон, кислородный резак, или применяется дуговая сварка. Данный тип резки является универсальным, так как позволяет резать заготовки не только прямыми линиями, но и криволинейно.
Таблица для деталей разной толщины
Выбор отделки торцов и характера соединения в зависимости от толщины и стыка деталей
| Тип сварного шва | Толщина элементов, мм | Характер соединения | Рекомендуемая форма кромок |
| Стыковой | 1-4 1-6 | Односторонний | С отбортовкой (тонкие детали) Без скоса |
| 3-60 | V-образная | ||
| 3-8 | Двухсторонний | Без разделки | |
| 8-100 | К-образная | ||
| 15-100 | U-образная (криволинейная) | ||
| 8-120 | Х-образная | ||
| Под углом | 2-30 | Двухсторонний | Возможна обработка без разделки |
| 3-60 | Со срезом 1 кромки, для соединений более 20 мм – 2 кромок | ||
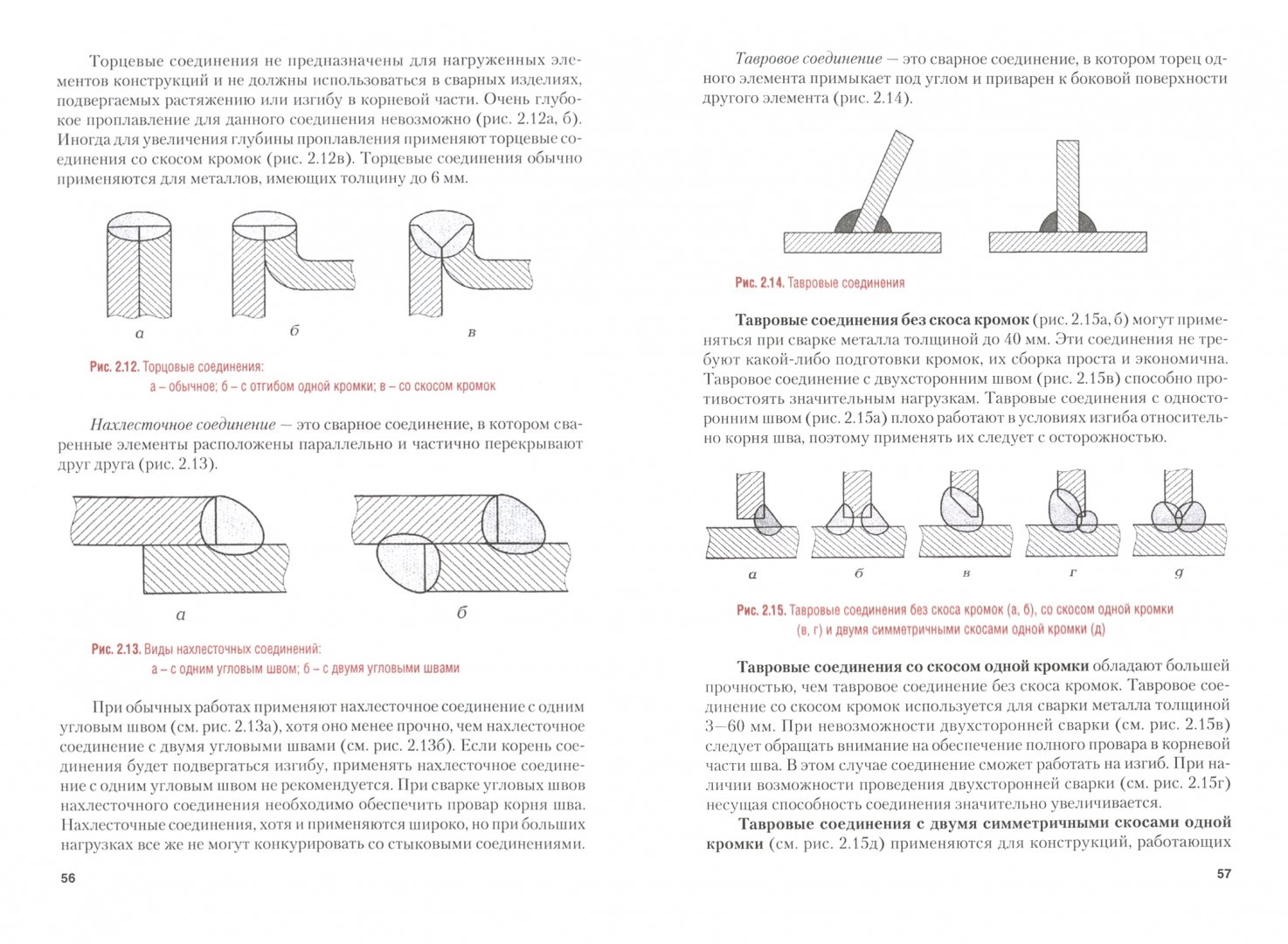
| Нахлесточный | 2-60 | Двухсторонний | Выполняется без резки торцов |
| Тавровый (под прямым углом к поверхности) | До 40 | Двухсторонний | Для деталей, испытывающих малую механическую нагрузку, возможна сварка без скоса краев |
| 8-100 | К-образная |
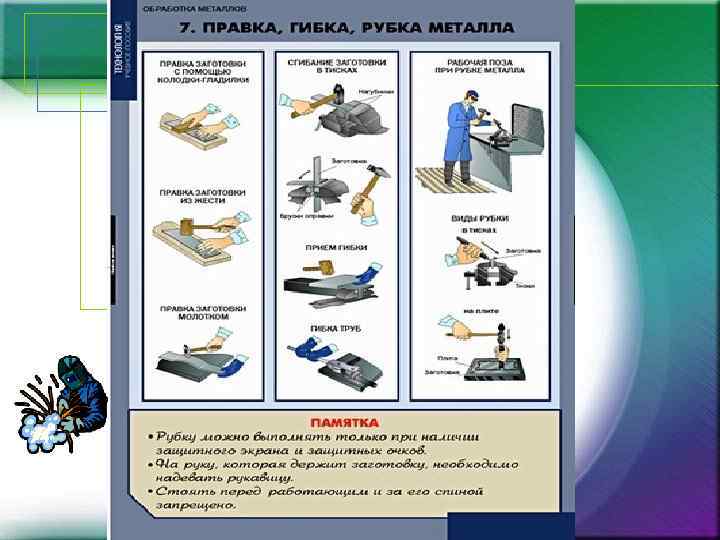
Правка металлического полотна
Существует два способа выполнения правки: ручной – с использованием кувалды или молотка на наковальне и машинный – с использованием специальных машинных приспособлений.
Ручная правка предполагает использование молотка с круглым бойком. Тонкие листовые заготовки и детали из цветных металлов необходимо выравнивать, используя молотки, имеющие вставки из мягких металлов. Существуют металлические и деревянные гладилки, которые используются при правке тонкого листового металла.
Машинную обработку обычно проводят с помощью правильных валиков и прессов. При использовании правильных валиков заготовка проходит между цилиндрическими валиками, которые вращаются в различном направлении, таким образом происходит выравнивание детали. При использовании пресса заготовка располагается на две опоры, после чего на выпуклую часть детали давят ползуном пресса. В результате такого воздействия неровная заготовка выправляется.
Подготовка труб под сварку
Подготовка фрагментов проводится так, чтобы исключить осевое смещение. Для подготовки нержавеющих и толстостенных труб нужны заводские условия. Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Трубы из углеродистой и низколегированной стали обрабатывают вручную холодным способом. Последовательность операций такая же, как при работе с плоскими деталями. Для резки используют несколько вариантов:
- делают раскрой ножницами по металлу;
- используют циркулярную пилу, насадку-фрезу или болгарку;
- применяют газовый резак.
Процесс подготовки металла к сварке заключается в обработке торцов, сглаживании кромок, снятии фасок, если стенка толще 3 мм.
Для любого вида сварки металл предварительно зачищают по всей окружности. Только для специальных электродов по ржавчине допускается варить металл без зачистки.
Способы обработки кромок
Обработку кромок под сварку проводят разными способами:
- вручную, используют зубило, напильник или наждачку;
- с использованием механизации: а) вращающиеся вокруг оси заготовки обтачивают на карусельном, расточном или токарном станке; б) для остальных деталей используют фрезерование, шлифовальный инструмент, строгальные станки, дробеструйное и пескоструйное оборудование; в) криволинейные края под сварку делают на специальных фрезеровальных станках или универсальных центрах;
- термическим способами: а) газовым резаком (газовая завершается ручной доводкой); б) плазмотроном, (плазменная обрезка кромок самая точная).
Механическая чистка сварного шва
Наиболее простой вариант механической чистки является ручная зачистка проволочной щеткой. Однако намного проще и эффективнее такая обработка выполняется портативным шлифовальным станком или обыкновенной болгаркой, оснащенной лепестковой шлифовальной насадкой или абразивным кругом. С помощью этого метода можно избавиться от многих дефектов сварного шва:
- окалины;
- окислов и заусенцев;
- следов побежалости.
Данная технология любима многими мастерами сварочных работ также за то, что по соотношению «цена – качество» она едва ли не самая выгодная.
Однако очень важно правильно выбрать шлифовальный круг, иначе рассчитывать на отличный результат не приходится. Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов
Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее. Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы
Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов. Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее
Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы.
В зависимости от масштабов и тонкости выполняемой работы следует использовать насадки с разным размером абразивного зерна – в продуктовой линейке основных производителей представлены разнообразные размеры зерна, поэтому нужно иметь в арсенале несколько размеров. Тем более, что для выполнения работы высокого качества потребуется последовательная обработка разными насадками с уменьшением размера зерна.


При этом размер нужно менять последовательно, пропускать можно не более одного размера. А если же нужно добиться зеркальной ровности и блеска сварного шва, то запрещается пропускать даже 1 размер. Иначе может проявиться необработанная риска, и всю работу придется начинать с самого начала.
Сложным и в то же время ответственным является шлифование сварных швов в труднодоступных местах – полостях, отверстиях, на тонких кромках, здесь применяются специальные инструменты – борфрезы, которые монтируются в прямую шлифмашину. Борфрезы имеют множество различных форм и размеров, поэтому выбрать подходящий инструмент для работы не составляет никакого труда.
Виды
Все кромки разделываются разным способом. На способ разделки влияют одновременно несколько факторов. Среди них толщина листа, тип формируемого шва, материал заготовки, способ сварки. Основные виды кромок были определены по их профилю. Каждый вид уникален в своем применении, поэтому сварщик должен определиться с предстоящей работой. Использовать только один вид разделки, как единственный освоенный или наименее затратный, нельзя, поэтому следует изучить теорию, касающуюся области применения того или иного способа разделки.
Скос двух кромок, выполненный под углом друг к другу при рассмотрении на срезе напоминает букву «V», поэтому называется V-образным.
 V-образный скос
V-образный скос
Данный метод разделки считается наиболее популярным.
- Во-первых, он обладает универсальностью, так как подходит для большинства заготовок.
- Во-вторых, его реализация не требует особых навыков.
Скос можно делать на одной заготовке, но чаще всего разделываются обе кромки. Суммарный угол между плоскостями должен составлять 60° градусов. При выполнении разделки только одной кромки рекомендованный угол равен 50° градусам.
При достаточно большой толщине металла выполняется X-образный скос.
 X-образный скос
X-образный скос
По своей сути, подобная разделка представляет собой два V-образных скоса, выполненных с наружной и внутренней стороны заготовки. К методу X-образной разделки прибегают при необходимости формирования двустороннего шва. Угол раскрытия плоскостей составляет 60° градусов. Обработанные поверхности лицевой и изнаночной стороны могут друг с другом не соприкасаться, однако расстояние между ними следует оставлять такое, чтобы обеспечивалось проплавление металла по всей толщине.
Еще один вид скоса имеет наиболее сложную форму. Она напоминает букву «U», поэтому скос называется U-образным.
 U-образный скос
U-образный скос
Для новичков подобная работа считается трудновыполнимой. Обработка кромок ведется на каждой заготовке. Эти предварительные работы позволяют качественно проварить металл, толщина которого превышает 20 мм. Чаще всего U-образные скосы выполняют перед выполнением работ в режиме ручной дуговой сварки. Существуют способы разделки кромок, которые нельзя назвать стандартными. Они определяются, исходя из начальных условий.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой
Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.
Способы производства скоса кромок.
Скос кромок металлических заготовок может производиться различными способами:
Срубание кромок с помощью ручного или пневматического зубила. Это самый грубый и самый неточный способ подготовки кромок к сварке. Его недостатком является то, что при применении зубила края кромок получаются очень неровными.
Подготовка кромок на специальном оборудовании – кромкострогательных станках или фрезерных машинах. При применении этого способа подготовки кромок к сварке скос получается более ровным, а края кромок более чистыми.
Применение для выполнения скоса кромок кислородной резки. Этот способ считается самым экономичным и производительным. Кислородный резак может быть как ручным, так и механическим
Здесь важно помнить, что после его применения на поверхности металла могут остаться шлаки и окалина – их следует удалить с помощью зубила или металлической щетки.
Требования к сборке магистральных трубопроводов
Смещение кромок. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
- если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
- если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали.
Подварка изнутри корня шва разнотолщинных труб диаметром 1000 мм и более по всему периметру стыка обязательна. (п.4.5)
Требования к прихваткам. При сборке стыков на наружных центраторах количество прихваток, равномерно распределенных по периметру стыка, и их длина зависят от диаметра трубы и должны соответствовать:
| Диаметр стыка, мм | Ориентировочное количество прихваток | Длина прихваток |
| До 400 | 2 | 30 — 50 |
| 400 -1000 | 3 | 60 — 100 |
| 1000 — 1400 | 4 | 100 — 200 |
Особенности сборки изделий под сварку
Завершающим этапом подготовки является правильная сборка деталей. Необходимо зафиксировать детали должным образом, чтобы после проведения работы они остались в нужном положении.
Часто используют точечную приварку деталей, так как простой фиксации бывает недостаточно. Такая приварка гарантирует сохранность формы конструкции и её надёжность. Также это позволяет удобно расположить заготовку для проведения горизонтального шва.
Правила сборки изделий под сварку:
- необходим свободный доступ к месту сварки деталей, даже при использовании специальных изделий для фиксации;
- детали должны быть зафиксированы очень прочно и с высокой точностью во избежание деформации при проведении работ;
- необходимо соблюдать установленную последовательность сборки конструкции;
- нужно, чтобы конструкция не изменяла своё положение в пространстве.
Ультразвуковая дефектоскопия сварных швов
Данный вид неразрушающего контроля выполняется с использованием специализированного дефектоскопа с применением датчиков различных номиналов (в зависимости от задачи). В ходе УЗИ ультразвук легко проходит через металл и отражается от нижнего края обследуемой конструкции. Все искажения, появляющиеся в ходе обследования, отслеживаются датчиком и записываются. В зависимости от типа искажения специалист определяет дефект.
УЗК сварных швов («просвечивание» стыков) позволяет с высоким уровнем качества выявить непровары, трещины, газовые поры, зазоры, шлаковые включения в шве. По точности показаний УЗК не уступает, в ряде случаев заметно превосходит большинство используемых технологий — радиографический контроль, иные.
Ультразвуковая дефектоскопия сварных швов (УЗД) — один из универсальных методов обследования, позволяющий быстро и эффективно выявить большинство серьезных недостатков. УЗД широко применяется, когда требуется проверить качество соединения труб, герметичность трубопровода.

К преимуществам может быть отнесена и доступная стоимость «просветки» сварных швов в Москве, Нижнем Новгороде, Казани, Тюмени и в других регионах РФ, где мы выполняем работы.
Исследование металлоконструкций с помощью ультразвука может быть выполнено разными методами УЗИ:
- Эхо-импульсный.
- Зеркально-теневой.
- Эхо-теневой.
Эти методы УЗИ отличаются друг от друга по углу вхождения волн в металл, схемой расположения и включения преобразователей и другими характеристиками. Независимо от используемого неразрушающего метода исследования, можно получить точные данные о дефектах (расположение, геометрия), имеющихся на разной глубине.
Параметры ультразвукового контроля качества сварки зависят от нескольких условий. Поэтому перед началом выполнения исследования методом дефектоскопии сварных соединений нам необходимо знать:
- Вид и марка изучаемого материала.
- Толщина и геометрия конструкции.
- Назначение конструкции (для определения норм браковки — какие дефекты считаются допустимыми, какие – нет).
В силу большого количества факторов, влияющих на стоимость работ по ультразвуковой дефектоскопии (УЗД) сварных швов как в Москве, так и в регионах, ультразвуковой толщинометрии трубопроводов по нашей практике точные цены могут существенно отличаться для различных объектов! Поэтому итоговые цены уточните у наших менеджеров, а здесь приведем примеры стоимости на данный вид дефектоскопии сварных соединений:
Проведение работ по ультразвуковому контролю качества (далее — УЗК) сварных швов трубопроводов
| Диаметр, мм, до 36 | 1 стык | 400 — 700 руб. |
| Диаметр, мм, до 65 | 1 стык | |
| Диаметр, мм, до 114 | 1 стык | |
| Диаметр, мм, до 159 | 1 стык | 500 — 1 300 руб. |
| Диаметр, мм, до 219 | 1 стык | |
| Диаметр, мм, до 273 | 1 стык | |
| Диаметр, мм, до 377 | 1 стык | 700 — 1 700 руб. |
| Диаметр, мм, до 465 | 1 стык | |
| Диаметр, мм, до 550 | 1 стык | От 1 600 руб. |
| Диаметр, мм, до 720 | 1 стык | От 1 800 руб. |
| Диаметр, мм, до 920 | 1 стык | От 2 000 руб. |
| Диаметр, мм, до 1220 | 1 стык | От 2 300 руб. |
| УЗК сварных швов конструкций и оборудования | 1 п. метр | От 700 руб. |
| УЗК основного металла оборудования, толщина стенки до 14 мм | 1 м2 | От 2 200 руб. |
| УЗК основного металла оборудования, толщина стенки до 30 мм | 1 м2 | От 2 700 руб. |
| УЗК основного металла оборудования, толщина стенки до 60 мм | 1 м2 | От 3 000 руб. |
| Ультразвуковая толщинометрия сварных швов оборудования и основного металла | 1 точка | От 50 руб. |
Зачем нужна?
Сильное внутреннее напряжение в металлической конструкции, которое образуется в процессе сварочных работ, может привести не только к деформации детали, но и к ее дальнейшему быстрому разрушению. Кроме того, в местах, где был неравномерный нагрев, может измениться структура кристаллической решетки. Это приводит к ухудшению различных химических и физико-механических свойств материала. Специальная термическая обработка дает возможность восстановить внутреннее строение металлических деталей, а также улучшить их свойства. Процедура позволяет сделать металл достаточно прочным и устойчивым к образованию коррозии.
Особенности подготовки труб
Поскольку такая операция часто требуется для организации инженерных коммуникаций, на ней надо остановиться отдельно. Максимального внимания требуют трубопроводы, работающие под давлением. Главная задача мастера — исключение смещения по оси. В этом случае нужно знать особенности сварки разных изделий.

- Элементы, изготовленные из низколегированной либо углеродистой стали, и предназначенные для аргонодуговой сварки, обрабатывают исключительно холодным, механическим способом.
- Количество прихваток на стыках труб зависит от диаметра последних: их может быть 2, 4 или более. Высота их не должна превышать трети толщины стенок изделий.
- Для резки можно использовать несколько инструментов. Например, ножницы по металлу, болгарку, циркулярную пилу, насадку-фрезу, газовый резак.
- После термической резки фасок обязательно следует их механическая доработка. Глубина, на которую снимают фаску, всегда зависит от марки стали.
- Кромка обязана быть практически идеальной. На ней не должно оставаться вырывов, острых углов, заусенцев, даже небольших перепадов.
- Торец перед операцией проверяют на перпендикулярность. Точно так же тестируют толщину стенок соединяемых торцов труб.
- Снятие фасок — операция, которая обязательна для труб, толщина стенок которых превышает 3 мм.
Для любого вида сварочных работ обязательна предварительная зачистка металла по всей окружности. Исключение может составить использование электродов по ржавчине. В этом случае данный этап пропускается.
Подготовка металла к сварке — совокупность операций, которые, в общем, занимают достаточно большое количество времени, требуют значительных усилий и предполагают дополнительные расходы. Однако от точности выполнения каждого этапа зависит качество, долговечность металлоконструкции, поэтому небрежное отношение к ним недопустимо.
Как происходит подготовка металла к сварке, расскажет и покажет следующее видео:
Сборка изделия
Когда все описанные выше этапы выполнены, можно преступать к сборке изделия. Для того, чтобы сборочно-сварочные работы были произведены правильно нужно учесть ряд моментов:
- Сварщик должен иметь свободный доступ к рабочему месту.
- Отдельные детали изделия нужно хорошо закрепить, выдерживая заданную форму и размеры. При необходимости можно прибегнуть к точечному прихвату. Выполняется в том случае, если надежно зафиксировать деталь в нужном положении не представляется возможным. Прихватывают детали только в начале и в конце сварочного шва.
- Чтобы исключить возможные смещения и перекосы, любые перемещения в пространстве во время сварочных работ должны свестись к минимуму.
- Для того, чтобы получить изделие высокого качества, соответствующее установленным стандартам и ГОСТам необходимо на каждом этапе производить контроль сборки.
- Собранное изделие не должно затруднять последующую работу. Поэтому перед началом работ нужно продумать габариты и размещение готового изделия.