
Как выбрать?
Если вы хотите приобрести медно-фосфорный присадочный материал для пайки, то в первую очередь нужно определиться с его конкретным химическим составом. В основном выбор осуществляется между двумя обширными группами, которые отличаются друг от друга наличием серебра в составе.

Варианты с серебром позволяют добиться более высокой прочность для итогового результата соединения, нежели модели без него. Также модели с серебром нужно использовать, если рабочая деятельность изделия осуществляется при отрицательной температуре воздуха. Для этого требуется приобретать припой с содержанием серебра не менее пятнадцати процентов. Однако существует одна особенность. При повышении процентного содержание серебра в составе вещества, снижается пластичность соединения. Следовательно, если деталь требует постоянных изгибов в работе, то паять ее нужно с применением припоя с процентным содержанием серебра меньше двух.
Существует закономерность, которая гласит, что чем меньше толщина металла, тем меньше должна быть температура плавления присадочного материала. Помимо этого низкая температура плавления значительно увеличивает способность материала ровно растекаться по рабочей поверхности. Стоит отметить, что некоторые модели имеют одноименные флюсы, при их совместном применении удается достичь высокого качества соединения.
Последовательность подготовки и проведения операций пайки
Как выполняются соединения медных труб пайкой припоем? Ниже по тексту представлена инструкция пайки медных труб, учитывающая все детали процесса. Однако для получения удовлетворительных, непрерывных соединений пайкой, необходимо соблюдать последовательность подготовки и проведения операций.
Технологическая последовательность основана на стандартной практике ASTM B 828 и выстраивается следующими функциями подготовки и операциями:
- измерение и резка,
- развертывание,
- очистка,
- применение флюса,
- сборка и поддержка,
- нагрев,
- применение припоя,
- охлаждение и чистка,
- тестирование.
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно
Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни. Он относится к разряду высокотемпературных смесей, активизирующихся при достижении 700 – 900 градусов Цельсия. Несмотря на солидный возраст, свою работу он выполняет качественно.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста). Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Классификация припоев
Припои подразделяются ровно на две категории по следующим параметрам:
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
Припой для пайки меди. Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% – олово и 5% – серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Одно из главных правил эффективного применения медного припоя – это его максимальное соответствие металлу, с которым он будет соединяться в процессе пайки. При этом должно выполняться еще одно требование, чтобы температура плавления сплава была ниже, чем у основного металла.
Это необходимо из-за риска повредить структуру детали из-за основного металла в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.
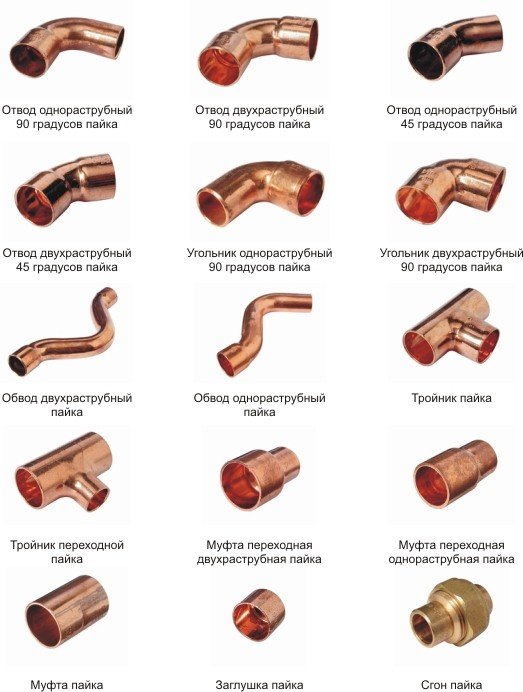
Разновидности медных фитингов.
Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» – слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.









Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% – медь, 2% – серебро, 6% – фосфор.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Флюсы для работы твердыми припоями
Во многих случаях высокотемпературную пайку медных изделий без флюсов провести невозможно. Для очистки рабочей зоны, предотвращения окисления используют несколько соединений бора: метаборную кислоту, оксид бора (ангидрид кислоты), тетраборат натрия.

К флюсам, предназначенным для пайки стальных сплавов, производители добавляют фториды кальция и калия. Композиции из борной и плавиковой кислот с добавкой гидроксида калия можно применять как для пайки меди, так и различных стальных сплавов.
Самый простой флюс для пайки меди при высоких температурах – это бура. Она универсальна по действию, доступна, имеет небольшую цену.
Флюсы поступают в продажу в виде растворов, сыпучих порошков, твердых кусочков. Часто для удобства флюс соединяют с припоем. Пруток припоя можно обмазать сверху, положить кусочек во внутреннюю полость стержня.
В тех редких случаях, когда припой для работы с медью имеет форму порошка, его соединяют (при необходимости перетирают) с сухим флюсом.
Пайка труб из меди – технология процесса
Прежде чем приступать к пайке медных труб, необходимо приготовить фитинги, инструменты, расходные материалы. Вторым этапом будет подготовка деталей к соединению. После этого начинают сам процесс пайки.

Инструменты и материалы
Для подготовки трубы и проведения пайки соединения могут понадобиться:
Труборез – для нарезания необходимых фрагментов трубных материалов
Для качественного соединения медных деталей использование профессионального трубореза крайне важно – он позволяет отрезать материал без его деформации.
Газовая горелка с узконаправленным пламенем – то, при помощи чего осуществляется нагрев места соединения, непосредственно пайка. Принципиально важно чтобы горелка была оснащена функцией автоподжига
Лучше купить недорогую горелку с пьезозажигалкой, чем брендовую модель без этой системы.
Если монтаж будет проводиться в помещении, где запрещено использование открытого пламени, то приобретите электрический паяльник для пайки медных труб. Его можно использовать при любом виде пайки.
Труборасширитель (экспандер), если вы собираетесь обойтись без фитингов. Этот инструмент позволяет расширить диаметр трубы для соединения в раструб. Кроме этого расширитель используют для поднятия и загиба наружу кромки просверлённого отверстия. Такой приём применяют при необходимости сделать отвод на патрубок меньшего диаметра.
Трубогиб или иное приспособление для безопасного изменения конфигурации трубы. Актуально для отожжённых материалов.
Железный ёршик для шлифовки внутренней части трубы (отрезанного фрагмента) от заусениц.
Наждачную бумагу для зачистки внешней стороны соединения от заусенец
Для разметки будущих коммуникаций дополнительно будут нужны: маркер, линейка, уровень.
Рекомендуем ознакомиться: 5 способов соединения металлопластиковых труб
Пайка предполагает использование припоя и флюса – расходных материалов. Полный список необходимого выглядит так:
- припой, в зависимости от выбранного метода;
- флюс для обезжиривания и подготовки места соединения к качественному монтажу;
Припой для меди представляет собой сплав олова с небольшим количеством более благородных , твёрдых металлов.
Флюс – это химически агрессивное соединение, которое очищает «зону деятельности» паяльника от окислов, следов жира. Купить его можно в удобной упаковке, где кисточка вделана в крышку. Производители предлагают пастообразный и жидкий флюс.

При выборе флюса руководствуйтесь тем соображением, что использовать его следует крайне аккуратно, в минимальных количествах. Излишки флюса удаляйте как можно более полно – оставшееся в зоне соединения агрессивное вещество, способно быстро привести в негодность соединение.
Подготовка
Подготовительный этап включает в себя:
- нарезание трубных сегментов согласно проекту;
- зачистку внешней и внутренней стороны среза от неровностей, заусенец, возможного налёта;
- расширение внутреннего диаметра принимающего отрезка;
- обработка флюсом контактирующих объектов.
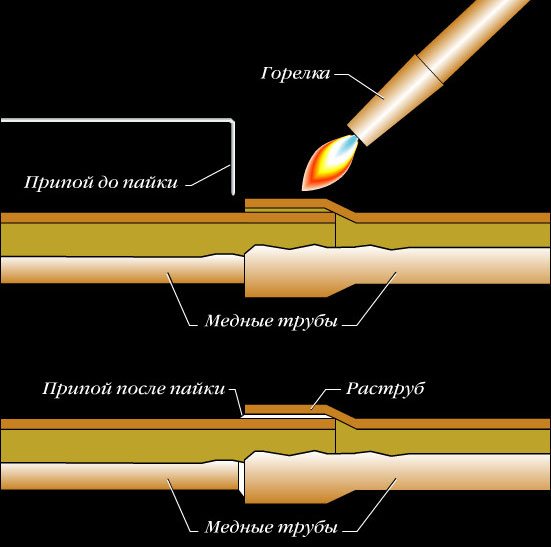
Пайка
Соединение медных деталей происходит всегда внахлёст. Рекомендуемая глубина раструба должна быть не менее 5 мм. Идеальная должна один в один совпадать с диаметром соединяемых частей.
Уникальность пайки медных труб заключается в том, что он основан на капиллярном эффекте, который возникает в узких щелях. Говоря простым языком, расплавленный припой автоматически втягивается в зазор между стенками и равномерно распределяется по всему объёму.
Алгоритм пайки:
- Части соединения вставляют одно в другое.
- Включают горелку на полминуты и подносят припой. Горелку держат одной рукой, припой – другой.
- Припой растекается и автоматически (благодаря капиллярному эффекту) заполняет собой объем между стенками. Пайка завершена.
- Изделие оставляют остывать при комнатной температуре.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Как паять медную проволоку
В домашних условиях часто приходится паять медную бижутерию. При кажущейся простоте процесса, он на самом деле не прост. Во-первых, надфилем надо обработать медную проволоку так, чтобы соединение двух ее частей проходило по большей плоскости. Обязательно надо соединяемые части закрепить относительно друг друга, чтобы в процессе пайки не происходило смешение.









В место стыка добавляется жидкий флюс, после чего проводится нагрев места соединения горелкой. Далее в зону нагрева подается припой. Лучше, если это будут небольшие кусочки, которые устанавливаются встык пинцетом. Можно их уложить до начала нагрева медной проволоки.
Пайка пищевой и непищевой меди – стандартизированный процесс, основанный на двух документах – это ГОСТ 1922249-73 и ГОСТ 16038-80. То есть, нормами и правилами оговорено конкретно, как проводить работу, чем и в каких условиях.
Разновидности припоев для меди
Для обработки труб из этого материала подойдут следующие материалы:
- 102. В этом трехкомпонентном припое из меди и фосфора содержится не более 2% серебра. Благодаря пониженной пластичности состав медленно растекается. Подходит для пайки элементов, не испытывающих сильных ударных или вибрационных нагрузок.
- 105. Припой медно-фосфорный с серебром (5%) тоже довольно медленно растекается, но отличается более высокой пластичностью. Полученный с его помощью шов сможет выдержать незначительные нагрузки от вибраций.
- 115. Еще один трехкомпонентный припой, в котором помимо меди и фосфора содержится 15-процентное серебро. Это довольно пластичный материал, с помощью которого можно создавать швы на магистралях, испытывающих довольно сильные нагрузки.

Выбрав все необходимые компоненты, остается приступить к работе.
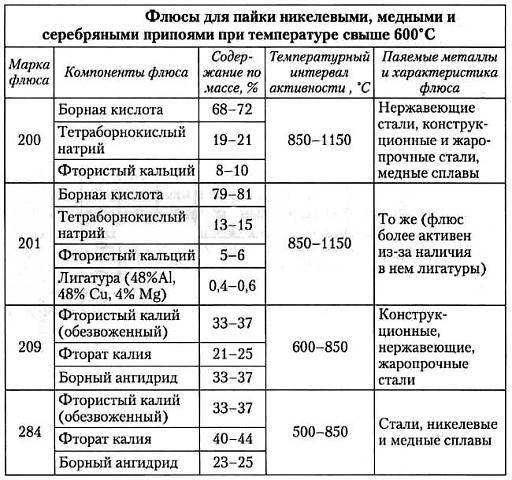
3.3. Классификация флюсов и система их обозначений
Паяльные флюсы — вещества и соединения, применяемые для предотвращения образования оксидной пленки на поверхности припоя и паяемого материала, а также удаления продуктов окисления из зоны пайки. Температура плавления флюсов ниже, чем температура плавления припоя. Флюсы применяют в твердом, пастообразном и порошкообразном состоянии, а также в виде водных, спиртовых или глицериновых растворов.
Флюсы, применяемые при пайке, классифицируются по: температурному интервалу активности; природе растворителя; природе активатора определяющего действия; механизму действия; агрегатному состоянию. В зависимости от температурного интервала активности паяльные флюсы подразделяются на: низкотемпературные (≤ 450 °С); высокотемпературные (> 450 °С).
По природе растворителя паяльные флюсы подразделяются на: водные; неводные.
По природе активаторов определяющего действия низкотемпературные паяльные флюсы подразделяются на: канифольные; кислотные; галогенидные; гидразиновые; фторборатные; анилиновые; стеариновые.
По природе активаторов определяющего действия высокотемпературные паяльные флюсы подразделяются на: галогенидные; фторборатные; боридно-углекислые.
Если флюс содержит несколько активаторов, необходимо называть все активаторы. Например, канифольно-галогенидный, фторборатногалогенидный флюс.
По механизму действия паяльные флюсы подразделяются на: защитные; химического действия; электрохимического действия; реактивные. По агрегатному состоянию паяльные флюсы подразделяют на: твердые; жидкие; пастообразные.
Обзор видов
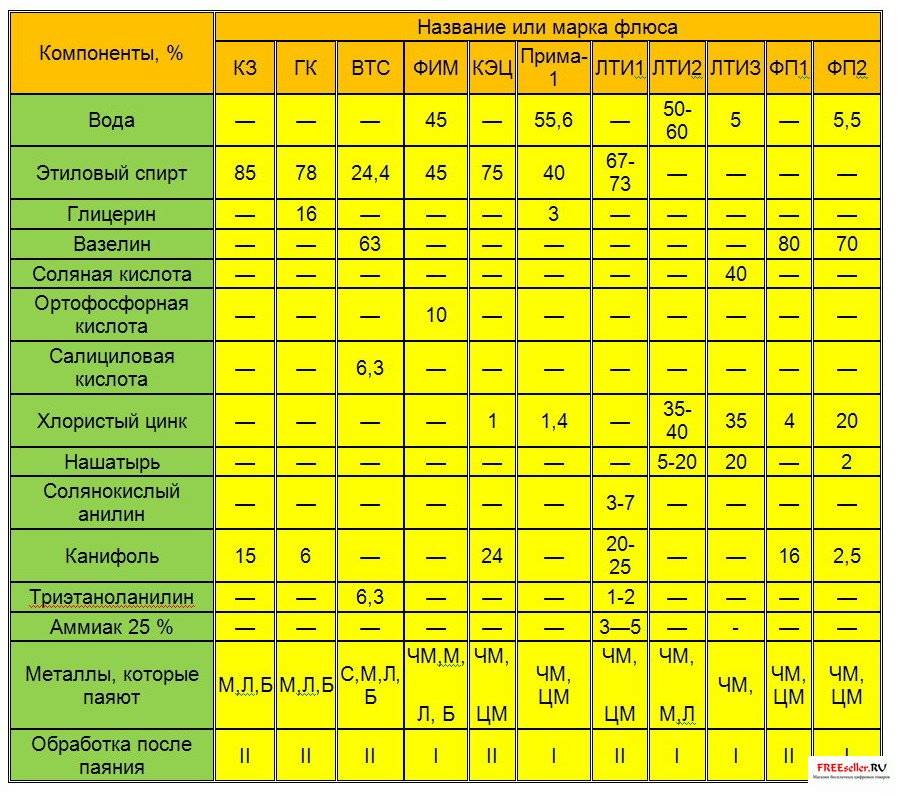
Все типы выпускаемых флюсов для меди делятся на 2 группы, их классифицируют по составу и консистенции.
По составу
Химический состав рассматриваемого материала разнится. Исходя из характера работ все разновидности делят на 3 вида: с фосфором, на основе салициловой и борной кислот. Данные кислоты и хлорид цинка отвечают за удаление окислов. Канифоль, смолы добавляют надежности и прочности адгезии. Каждый вид флюсов имеет свои особенности.
Например, в состав флюсов первого типа, помимо фосфора, входят растворители. Данные разновидности устойчивы к образованию и распространению ржавчины. Их ключевым преимуществом считается отсутствие потребности в удалении после паяния. Их относят к кислотным разновидностям.
В состав флюсов на основе салициловой кислоты входит технический вазелин. Данные разновидности именуют ВТС. При использовании данных расходников удается добиться максимального качества и эстетичности швов. Эту пайку часто используют при электромонтажных работах. Она получается чистой, поскольку в ходе ее выполнения не нужно очищать обработанные металлические поверхности.
Как паять трубы
Для соединения труб, выполненных из меди и ее сплавов, необходимо использовать определенные материалы и инструменты.
Так, для выполнения работ, потребуется:
- устройство для резки труб из меди;
- газовую горелку;
- состав для пайки медных труб;
- флюс.
Процесс пайки выглядит следующим образом:
- Зачищают обрабатываемый участок.
- Вручную устанавливают фитинг, для этой операции может потребоваться специальный инструмент.
- Используя газовый нагревательный инструмент осуществить нагрев обрабатываемое место до того момента пока не произойдет изменение цвета поверхности.
- На разогретое место укладывают состав для пайки медных труб.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


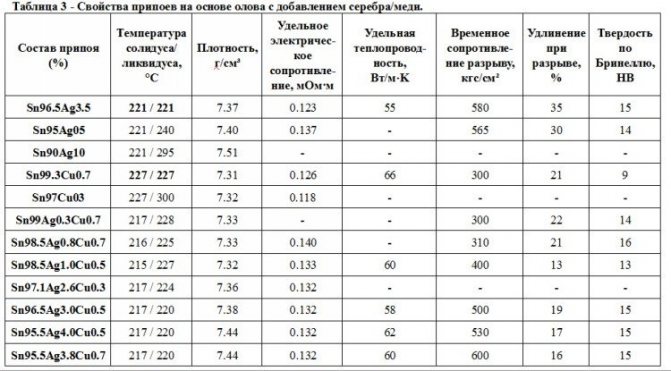
Всем известно, что медь достаточно легко поддается процессу пайки. Это утверждение верное только в том случае, если в работе с данным материалом подбирается правильный расходный материал и технология всего процесса. Наиболее популярным присадочным материалом для сварки меди на промышленном уровне является медно-фосфорный припой. Его основное назначение заключается в использовании в процессе пайки медных, латунных, бронзовых деталей. Также его без проблем можно использовать практически со всеми сплавами вышеописанных металлов.

Как ни странно не смотря на то, что в наименовании присадочного материала упоминаются два химических элемента, его состав состоит их трех. Последним является серебро. Благодаря его присутствию в составе, данную модификацию присадочного материала можно применять в холодильной отрасли промышленности, также из-за невысокой температурной отметки, при достижении которой вещество начинает подвергаться процессу плавления, его можно использовать в процессе пайки медных труб.







Данный материал обладает повышенным свойством текучести, это позволяет значительно поднять качество итогового результата соединения. Благодаря данному свойству материал способен проникать даже в мельчайшие трещинки, соответственно, полностью заполнять рабочее пространство. Высокий уровень текучести вещества позволяет значительно повысить уровень прочности готового соединения, также у изделия появляется способность к сопротивлению процессам коррозии и эрозии.
Из-за присутствия в химическом составе расходного материала фосфора, работа с ним не требует использование дополнительного флюса. Этот химический элемент обладает свойствами, которые без проблем могут играть роль флюса в процессе пайки.
Чаще всего припой данного типа используют в холодильной промышленности во время ремонта и монтажа оборудования. Помимо этого его можно использовать в работе с изделиями, чья рабочая деятельность напрямую связана с небольшими вибрациями и механическими воздействиями. Если в химическом составе материала доля серебра понижается, то итоговый результата значительно повышает уровень свойства пластичности материала.
В случае если предстоит работать с деталями обделенными свойством термостойкости, то перед началом паяльных манипуляций их нужно предварительно охладить. Выполнения данной процедуры позволяет минимизировать шанс критического перегрева материала, который может негативно сказаться на его целостности.
Не смотря на наличие фосфора в составе, особенно при работе с бронзовыми и латунными изделиями, нужно использовать дополнительный флюс. Он не позволит образовываться окислительной пленке на рабочей поверхности изделия. Если же работать предстоит исключительно с медными деталями, то в применении флюса нет нужды.
Медно-фосфорный припой не рекомендуется применять для паяльных работ со сталью. Из-за наличия фосфора в составе по краям соединения будут образовываться фосфориты, которые нарушат герметичность соединения. Также стоит отметить, что не стоит использовать припой данной модели во время работы со сплавами, содержание никеля в химическом составе которых превышает десять процентов. Процесс пайки выполняется с помощью классической газовой горелки. В нашем государстве данный припой производится в строгом соответствии с государственными стандартами.
Как выбрать флюс

Чтобы купить качественный флюс для пайки, использование которого гарантирует надёжное соединение медных труб, рекомендуется придерживаться следующих критериев:
- Показатель вязкости припоя должен быть больше, чем показатель вязкости самого флюса.
- Консистенция смеси (паста, порошок или жидкость) не влияет на качество сварки. Можно выбирать состав в любой форме, главное, чтобы при нанесении на поверхность металла он распределялся без комочков, равномерно покрывая всю доступную площадь.
- Качественный материал растворяет оксидную плёнку при её образовании во время сварки. Кроме того, он защищает изделие от повторного окисления. Для того, чтобы определить качество флюса, можно использовать его непосредственно перед сварочными работами на ненужных деталях из меди.
- Состав плохого качества может разрушаться в процессе работы. Это свидетельствует о том, что такой материал необходимо заменить, ведь качественный флюс не теряет своих свойств даже при высокотемпературной сварке.
- Сварочный шов с использованием качественного состава чаще всего выходит ровным и аккуратным.
- При использовании качественного флюса вся грязь, оставшаяся после пайки меди, беспрепятственно счищается с изделия.
- С использованием качественного материала получаются и вертикальные, и горизонтальные швы.
В случае соответствия выбранного Вами вещества всем указанным пунктам, оно подходит для проведения пайки и гарантирует хороший результат.
Кроме того, после проведения пайки можно не волноваться насчёт чистоты сварочных поверхностей, ведь качественный состав можно бесследно удалить обычным растворителем.