
Введение
После выполнения сварки в верхней части стыков, происходит сваривание боковых частей. Уже здесь встречаются сложности. После боковой части работы идет потолочный шов, расположенный в нижнем отрезке трубы, и здесь появляются проблемы.
Для легкого выполнения такого шва потребуется достаточный опыт. В случае, когда сваривание труб выполнить необходимо, но мастеров с опытом и квалификацией нет, в дело включается оборудование для орбитальной сварки.
В этой статье дана информация о том:
- основная суть орбитальной сварки;
- каковы ее преимущества;
- как выглядит и работает оборудование для этого типа сварки.
Описание технологии
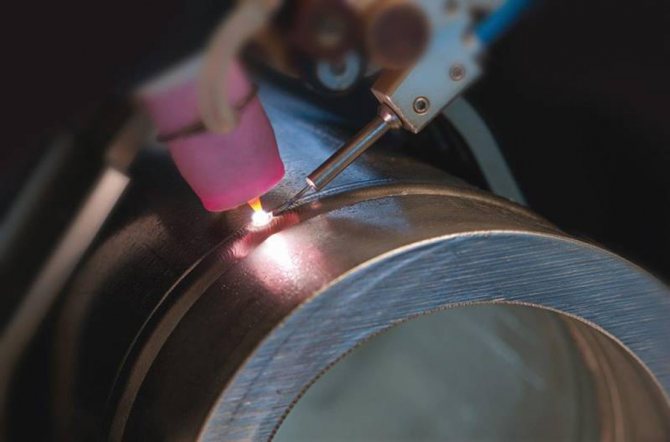
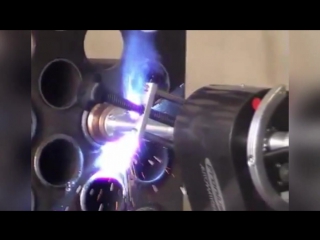
При орбитальном способе обычно используется сварочный процесс, осуществляемый в среде аргона неплавящимся вольфрамовым электродом. Одновременно с этим происходит подача присадочной проволоки. Главный принцип данной технологии, благодаря которому она и получила своё название, заключается в следующем.
Сварочная головка аппарата с закреплённым в ней вольфрамовым неплавящимся электродом перемещается вдоль неподвижного шва по выставленным направляющим, совершая при этом оборот в 360°, двигаясь по орбите.
Орбитальное перемещение сварочной головки полностью автоматизировано, так же как и все остальные технологические операции, сопутствующие ему. Длина сварочной дуги предустанавливается путём жёсткой фиксации головки на нужной высоте над поверхностью трубы.
Процесс орбитальной сварки проходит под контролем процессора, управляемого специальной программой, в которой прописаны все параметры. Настройки программы учитывают изменяющиеся условия сварки при движении электрода по орбитальной траектории.
Сварочный шов по периметру свариваемой трубы делится на секторы, внутри которых параметры процесса имеют постоянное значение. Таким образом, круговой «орбитальный» шов делится на участки горизонтальные (половые и потолочные), вертикальные (с движением вниз и вверх), и участки, находящиеся под некоторым углом.
Что такое орбитальная сварка?
Орбитальная сварка труб – это автоматическая процедура, выполняемая на специализированном оборудовании квалифицированным оператором. При сварке данным методом дуга между электродами проворачивается на 360 градусов, позволяя равномерно проварить трубу со всех сторон.
Наиболее распространенные работы, для которых оправдано использование орбитальной сварки, представлены:
- стыковочной сваркой;
- соединением фланцев;
- соединением тройников;
- созданием сварных швов между отводами.
Кроме этого орбитальная методика применяется при соединении трубы и трубной доски.
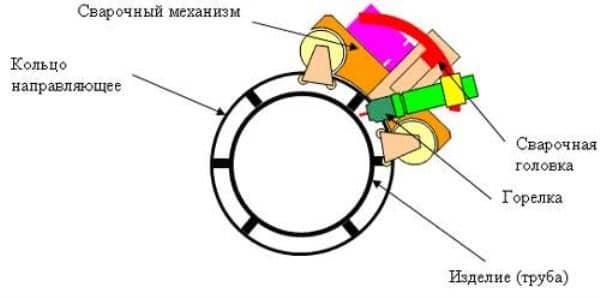
Схема орбитальной сварки.
Ключевые преимущества орбитального метода:
- Низкое количество брака и дефективных швов.
- Соединение в любом положении.
- Возможность сваривания почти всех металлов.
- Возможность соединения различных типов стали. Кроме этого, метод позволяет соединить такие сложные для сваривания металлы, как: алюминий, тантал, титан и цирконий.
- Контроль всех параметров аппаратуры.
- Отсутствие дыма и шлака в процессе работ по свариванию металлов.
- Возможность соединения металлов как с использованием присадочной проволокой, так и без нее.
Конечно не обошлось и без недостатков, среди которых можно выделить:
- сравнительно низкая скорость сварки трубопроводов по орбите малого диаметра;
- дороговизна и сложность оборудования;
- используемые виды соединений требует существенных материальных вложений и трудовых ресурсов.
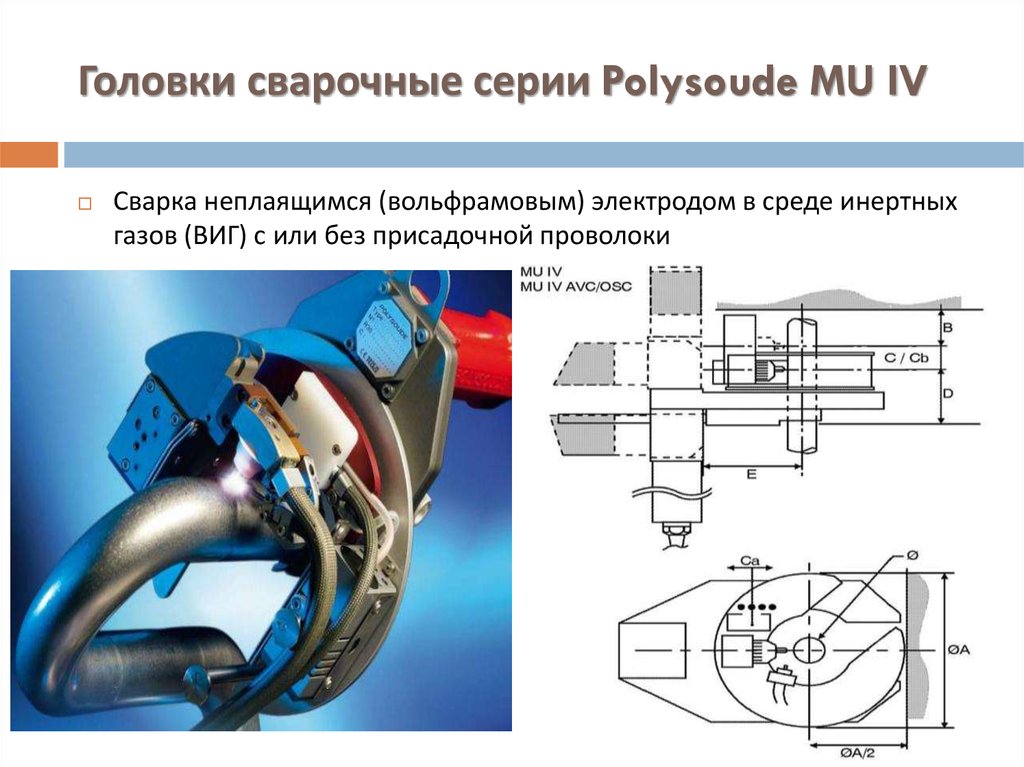
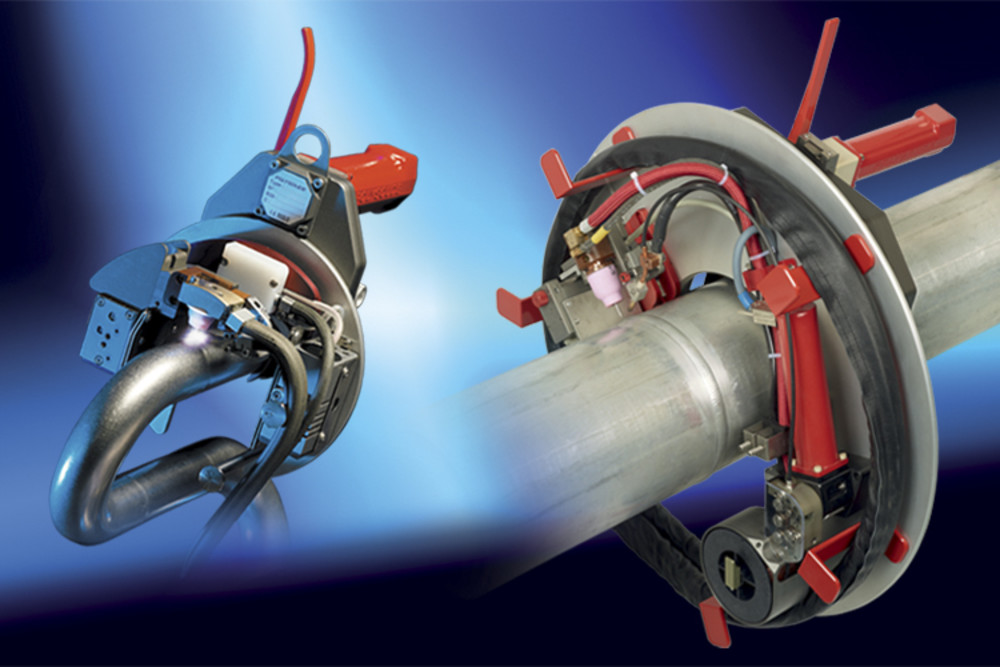
Типы орбитальных сварочных головок
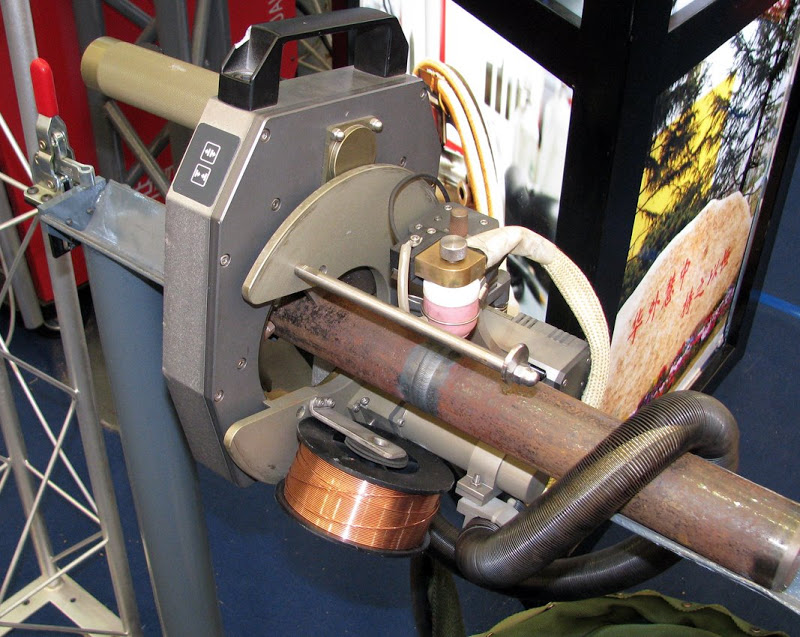
Для тонкостенных труб диаметром до 170 мм и толщиной стенки от 0,3 до 3,5 мм, изготовленных из нержавеющей стали или титана, используются закрытые головки с вращающимся вольфрамовым электродом в среде инертного газа (TIG).
Процесс сварки здесь осуществляется в одинаковых условиях в орбитальной сварочной головке, которая полностью окружает трубу. В постоянной атмосфере защитного газа электрод проходит вокруг трубы с помощью вращающегося ротора сварочной головки. Трубы свариваются без зазора и смещения. Для этого требуется хорошая подготовка шва: трубы нарезаются под прямым углом, равномерная плоская фаска и чистая поверхность без заусенцев могут быть достигнуты с использованием современных машин для резки труб и снятия фаски.

Размеры сварочных головок с течением времени становились все более компактными и уменьшились до такой степени, что сегодня сварка может выполняться даже в ограниченных условиях сборки. Закрытые сварочные головки в настоящее время доступны для труб диаметром от 2 до 170 мм.
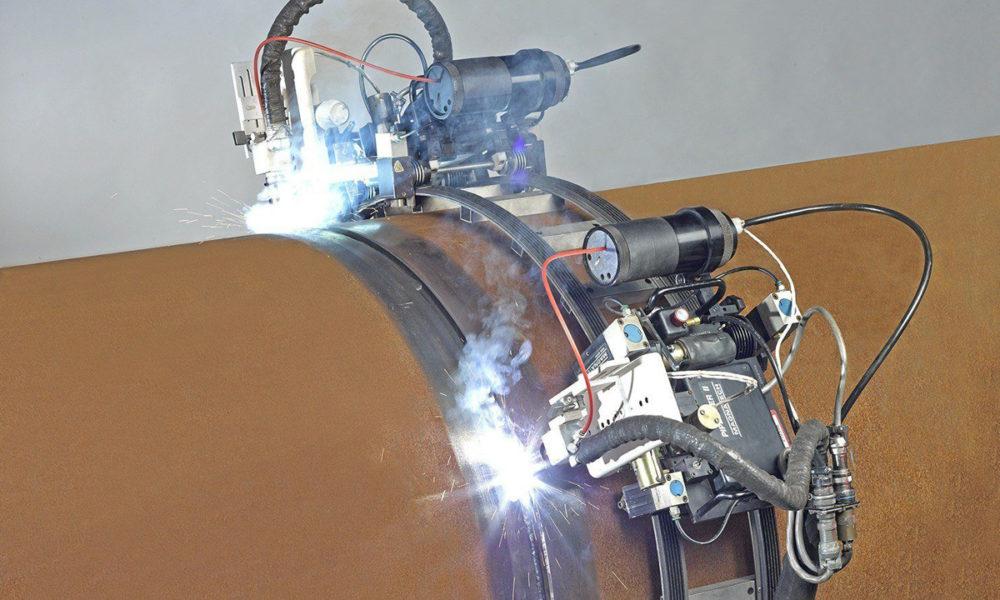
Для более толстых стенок и труб диаметром до 270 мм часто используются открытые орбитальные сварочные головки. Благодаря открытой дуге в сварочную ванну можно подавать расходные материалы в виде проволоки, чего нельзя сказать о закрытых системах. Возможна также многопроходная сварка толстостенных труб.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Орбитальная сварка — что это такое и зачем нужна?

Орбитальная ВИГ сварка помогает изготовить оборудование, поддерживающее энергетическую жизнедеятельность промышленных предприятий и жилых домов. Учитывая популярность этого способа соединений и широкого применения в фармацевтике, аэрокосмической, пищевой, авиационной и энергетической промышленности, далеко не все специалисты имеют полную информацию о данной технологии.
Для полного понимания сварочного процесса орбитальным способом, нужно понимать, что он собой представляет, какие его преимущества и технологии применения. Статья будет полезна как для опытного сварщика, так и для человека который только начинает свое знакомство с такой технологией.
Правила заполнения заделки труб
Начинать заполнение заделки нужно с низа кромки, которая является площадкой. Это необходимо для выбора оптимального способа сварки. Валик горизонтального расположения следует выполнять в повышенном режиме. Также метод сварки определяется расположением шлака, «угол назад» или « под прямой угол».





Для получения валика необходимо усиление или «горбинка», образующаяся при сварке в положении снизу для создания полки, благодаря которой выполняется сварка следующего валика при повышенном режиме. Вторая обработка должна проводиться аккуратными движениями, придерживаясь нижнего края.
Перед началом сварки третьего валика определяют уровень его полноты
При этом важно, чтобы разделка, незаполненная между соединительным швом и верхней кромкой, была не очень большой для четвертого валика и не очень узкой для двух валиков. Третий валик по верхнему краю должен иметь наименьшее значение ширины до верхней кромки
Оптимальный размер может совпадать с диаметром электрода.
Заполнение разделки проводится при формировании еще 3 валиков, которые позволяют заполнить основу сварного шва и укрепить стык
При проведении работ важно держать прямой угол, а разделку заполнять при высокой скорости сварки. Только так можно добиться прочного скрепления слоев между собой
Орбитальная сварка труб малого диаметра и нержавеющих труб: оборудование своими руками

Соединение бесповоротных трубных стыков всегда было серьезным испытанием даже для опытных сварщиков. Одним из наиболее актуальных инструментов для выполнения данных работ является орбитальная сварка. Обычные виды сварки хорошо обрабатывают лишь потолочный шов.
В то же время, остальные участки соединения получаются неравномерными и плохо обрабатываемыми. В таких случаях на помощь приходит орбитальная сварка, позволяющая качественно соединить трубы, оставить эстетичные швы и гарантировать долговечность полученной конструкции.
Процесс сварки
Орбитальная методика сваривания может обеспечить качественное соединение лишь при однородных параметрах труб.
Например, соединяемые элементы:
- Должны быть прямолинейными.
- Должны иметь одинаковую толщину по всей длине. При несоответствии данного параметра полученный при сварке шов может быть неравномерным.
Эти свойства соединяемых труб должны тщательно контролироваться с помощью специализированного оборудования и подготовленных инженеров.
Подготовка перед сварочными работами включает:
- Обеспечение необходимого зазора между соединяемыми трубами. Для разрешения этой задачи используют отрезные станки.
- Центрирование труб и сваривание в нескольких местах. После проверки качества центрирования можно переходить к выполнению работ.
Схема процесса орбитальной сварки.
Помимо этого, перед непосредственным началом сварочных работ окружность труб необходимо разбить на сектора. После этого, оператор аппарата должен выставить индивидуальные параметры для каждого сектора, чтобы в процессе сварки металл не провисал внутрь труба, а лишь немного плавился.
Особенности процесса работ по свариванию металлов зависят, в первую очередь, от вида соединяемых материалов и формы изделия.
Для соединения нержавеющих труб орбитальной сваркой оператору необходимо:
- настроить орбитальную систему;
- выбрать и установить подходящую под текущие условия головку;
- закрепить аппарат вдоль линии, по которой планируется выполнить сварочный шов;
- включить сварку.
При правильной настройке сварочный агрегат самостоятельно выполнит следующие процедуры:
- выход на режим, путем прогрева электродов;
- создание сварочного шва в первом секторе соединяемого изделия;
- соединение нержавеющих труб в остальных секторах.
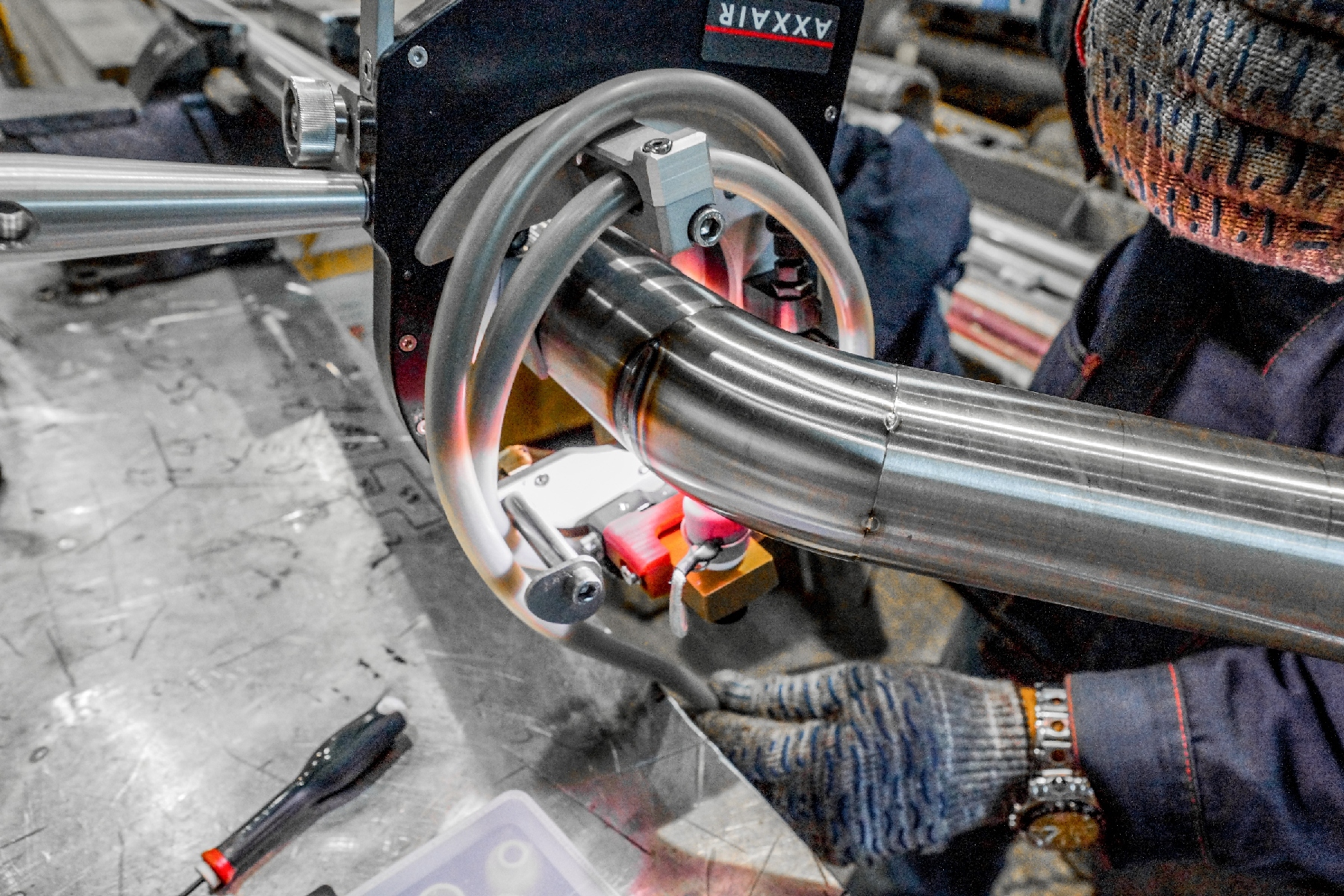
Во время работы орбитального сварочного аппарата квалифицированному оператору, облаченному в маску и другие средства защиты, остается лишь следить за параметрами и наблюдать за качеством шва. После завершения цикла сварки, аппарат самостоятельно выключится и позволит оценить качество выполненных работ.
Заключение
Орбитальный сварочный аппарат позволяет выполнять максимально качественное соединение труб. Благодаря данной методике опытные сварщики могут без труда соединять алюминий, медь, латунь, нержавеющую сталь и даже бронзу. Высокая автоматизация и стабильность параметров во время работы позволяют получить однородный шов.
Несмотря на все преимущества, данный метод совершенно не подходит для более простых работ, поскольку требует существенных материальных затрат на покупку баллонов с инертным газом и приобретение сварочной проволоки.
Что такое орбитальная сварка
Соединение между двумя трубами проваривается сварочной головкой, которая закреплена на станине. Кстати, основание не является статическим и вращается. В рабочей области аппарат надежно фиксируется зажимом. Для выполнения работ нужен квалифицированный оператор, обладающий навыками управления подобным оборудованием. Рабочие параметры установки выбираются, исходя из диаметра труб, состава металла и толщины стенок. Протекание производственного процесса должно тщательно контролироваться
Важно сохранить оптимальными рабочие параметры оборудования
Дуга постепенно проворачивается сразу после завершения рабочего цикла. Благодаря этому стык проваривается по всему периметру равномерно без пропусков. Орбитальная сварка является оптимальным выходом в случаях, когда нужно соединить металлы в труднодоступных местах, оставив при этом заготовки неподвижными.
Автоматизированный процесс выполнения сварочных работ основан на использовании ручной или аргоновой сварки. В качестве расходных материалов используется тугоплавкий вольфрамовый электрод и присадочная проволока. Высокая температура электрического разряда оплавляет кромки, благодаря чему создается ванночка расплава. Посредством плавления присадочной проволоки в месте стыка образуется валик. Сварочная головка перемещается и постепенно проходит по всему периметры соединения. Заготовки остаются неподвижными.
Основные принципы работы
Оборудование для сварки дорогостоящее, и представляет собой полностью автоматизированную систему, которая практически не требует человеческого вмешательства, следовательно, обеспечивает высокое качество соединения любых металлов.
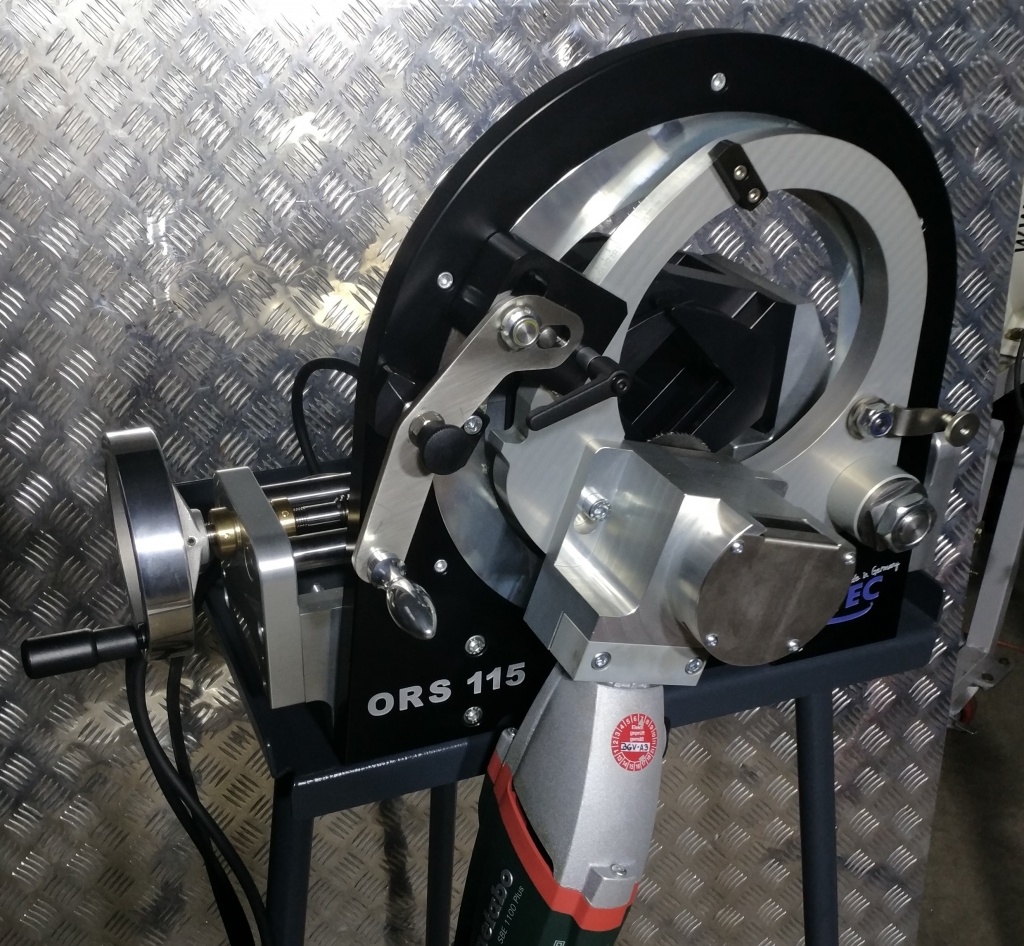
Оборудование
Качественное оборудование играет ключевую роль в процессе. Несмотря на высокую цену, его можно встретить на всех современных крупных производствах. У аппаратов имеются:
- инвертор (источник питания), выдающий до 400 А;
- вольфрамовый электрод;
- голова;
- система крепления головы непосредственно на трубе;
- система подачи газа;
- блок управления.
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Основными узлами оборудования для орбитальной сварки являются источник тока и орбитальная голова.
Источник тока
Чаще всего это инвертор, задачей которого является подача электрического тока к месту контакта и контроль за всеми параметрами процесса соединения метала, такими, как:
- напряжение;
- сила тока;
- скорость ведения электрода и подача проволоки;
- частота вращения головки;
- количество подачи газа и его расход;
- диаметр и толщина стенок трубы.
Её прикладывают к документам о выполненных работах, как доказательство соблюдения стандартов.
Примерная стоимость инверторов на Яндекс.маркет
Орбитальная голова (сварочная)
Существует три основных типа сварочных голов, их использование позволяет соединять металл толщиной до 170 мм:
- Закрытая. Применяется в закрытых камерах, наполненных инертным газом для полной защиты всех элементов. Основное достоинство – надежность. При частичном нарушении герметизации стыка качество шва все равно останется высоким, так как кислород не сможет попасть внутрь.
- Открытая. Тип сварочных голов применим к толстым трубам, когда есть необходимость в многократном повторении цикла. К достоинствам можно отнести то, что во время всего процесса у оператора есть возможность контролировать длину дуги.
- Для трубных досок. Используется для починки теплообменников, которые состоят из большого количества элементов. При этом процесс соединения значительно упрощается, а влияние человеческого фактора снижается.
Процесс сварки
Получить качественные и надежные швы можно только в том случае, если соединяемые элементы прямолинейны и имеют равную толщину. На этапе подготовки концы свариваемых деталей очищают и при необходимости шлифуют. Центруют и укладывают на заранее установленном расстоянии друг от друга. Орбитальный аппарат крепится в месте будущего шва на стыке, разделенным на секторы.





Параметры задает оператор для каждого участка отдельно с учетом формы заготовки и марки стали. Сварка происходит в автоматическом режиме, и по ее окончании оборудование отключается самостоятельно.
Это интересно: Что такое подводная гипербарическая сварка?
Технология сварки
Перед началом сварочного процесса трубу нужно подготовить. Концы выравниваются при помощи отрезных станков, делающих кромку строго вертикальной и ровной. Трубы с толстыми стенками к сварке готовят в заводских условиях. Кромки выравниваются и разделываются под углом 30 градусов. Тонкостенные магистрали сваривают без присадок.
Для орбитальной сварки трубы предварительно следует подготовить. Торцы очищаются от загрязнений, убираются заусеницы. Свариваемые участки магистрали центрируют и устанавливают напротив на некотором удалении. Для работы с трубами малого диаметра достаточно купить специальную головку. Она фиксируется при помощи зажимных систем.
Периметр стыка трубопровода большого диаметра делится на несколько участков. Для каждого из них задается свой режим сварки. Он выбирается с учетом давления, которое создает заготовка под силой собственной тяжести именно на этот отрезок. Расплав не должен провисать. Рабочие параметры установки – скорость подачи прутка, объем потребляемого инертного газа, силу тока и т.п. оператор подбирает самостоятельно, основываясь на форме заготовки и марке стали.
Крепится орбитальный аппарат возле стыка. Сварочные работы выполняются в автоматическом режиме, без участия сварщика. По завершению процесса установка отключается.
Орбитальные сварочные аппараты имеют узкую специализацию. Покупают их для строительства трубопроводных магистралей большой протяженности. Востребовано оборудование так в ремонте котлов и теплообменников. Технология является одной из наиболее перспективных для монтажа труб. В быту такие установки не применяются из-за высокой стоимости и длительного срока окупаемости вложений.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем.
Способы сварки труб из нержавеющей стали
В заводских условиях заготовки из нержавеющей стали соединяют лазерной, плазменной и высокочастотной сваркой. Домашним мастерам доступны следующие методы:
- Ручную дуговую сварку выполняют короткой дугой, не двигая электрод поперек шва. Чтобы повысить коррозионную стойкость шва и избежать горячего растрескивания в составе его обмазки должен содержаться феррит. Работа с такими электродами проводится постоянным током обратной полярности. Иначе дуга будет неустойчива. При наложении швов по вертикали и на потолке величина тока снижается на 30%. Электроды перед работой прокаливают, чтобы исключить образование пор водородом.
- Сваркой под флюсом соединяют трубы из нержавеющей стали со стенками толщиной 3 — 50 мм. За счет плавного перехода между основным металлом и швом достигается высокая коррозионная стойкость. Этот способ менее трудоемкий, чем предыдущий, так как кромки обрабатываются при толщине стенок больше 12мм, а не от 4 как при ручном дуговом способе. Работа производится электродом с вылетом в 2 раза меньшим стандартного значения. Флюс предварительно прокаливается.
- При сварке в среде углекислого газа образуется много брызг и оксидная пленка поверх шва. Поэтому коррозийная стойкость соединения невысока. Для ее повышения применяются специальные эмульсии.
- Для сварки в среде инертного газа характерна стабильность дуги и меньшее выгорание легирующих добавок. Работа выполняется постоянным током прямой полярности плавящимися и вольфрамовыми электродами.
Виды сварки нержавеющих труб
Необходимо следовать конкретной технологии при работе с тонкостенными нержавеющими трубами. В этом случае вы сможете получить сварочный шов высокого качества, который будет надежно и долго служить вам. Конструкция, сваренная подобным образом, будет высококачественной и привлекательной внешне.
Сварка нержавеющих труб электродом.
Часто неопытные сварщики задаются вопросом о том, можно ли варить нержавеющую сталь, используя обычные электроды. Стоит заметить, что проводить сварочные работы со сталью, стойкой к коррозии, обычными электродами можно. Если у вас нет под рукой специальных материалов для сварки, можно использовать обычные расходники. Такую технику обработки сварщики используют лишь в домашних условиях, поскольку к промышленной сварке предъявляются более серьезные требования к качеству и надежности работ.
Если говорить о технологической стороне работ, то лучше использовать электроды со специальным покрытием. Простые электроды негативно влияют на качество, поскольку нержавеющая сталь может покрыться микротрещинами.
Подводя итоги, можно сказать, что сваривать детали из нержавеющей стали обычными электродами можно. Но лучше оставить этот вариант на крайний случай.
Оборудование для сварки труб большого и малого диаметра
Уровень сборки оборудования имеет большое значение в формировании высококачественных швов. Установки орбитального типа встречаются на всех крупных предприятиях. Основные компоненты оборудования:
- источник питания. Таковым является инвертор, выдающий ток в диапазоне 30-400 ампер. Он может подключаться к бытовой сети или к трехфазной. Инвертор упрощает контроль над силой рабочего тока;
- соединительная головка, формирующая сварной шов;
- электрод из вольфрама;
- система крепления клещевого типа, обеспечивающая фиксацию сварочной головки в районе стыка;
- блок управления;
- системы подачи газа и присадочной проволоки.
Оператору доступны регулировки:
- скорость подачи металлического прутка;
- скорость перемещения головки;
- наклон электрода;
- расход защитного газа.
Опционально установки комплектуются печатным устройством, позволяющим вывести на бумагу текущие рабочие параметры оборудования.
Орбитальные сварочные агрегаты применяются при монтаже трубопроводных магистралей диаметром от 17 до 170 мм. Производители поставляют на потребительский рынок такое оборудование для аргонодуговой или ручной сварки в трех типоразмерах – 17-50мм, 33-90мм, 60-170мм. При необходимости по предварительному согласованию с заказчиком могут быть изготовлены установки с другим размером захвата. Верхний потолок может быть поднят до 275 мм включительно. В настоящее время освоены модели для монтажа тонкого трубного проката, минимальный размер диаметры которого может составлять 1.6 мм.
На оборудовании устанавливаются орбитальные головки, которые удерживают горелку на оптимальном удалении от рабочей поверхности. Они бывают двух видов:
- Закрытые. Предназначены для стыковки труб небольшого диаметра. Соединение двух частей выполняется в защитной среде инертного газа. Это самый надежный тип головок. С их помощью создает герметичный шов, лишенный окислов.
- Открытые. Защитный инертный газ в рабочую зону подается под давлением. Головки открытого типа предназначены для использования на магистралях из толстостенных труб. Они дают возможность завершить стык в несколько циклов. Для удобства горелка наклоняется под углом в 45 градусов.
Оборудование имеет вспомогательные системы прогрева электрода и поверхности свариваемого металла. Есть система охлаждения с замкнутым водяным контуром.
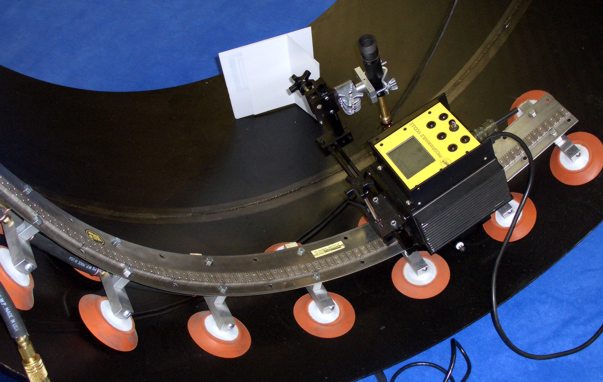
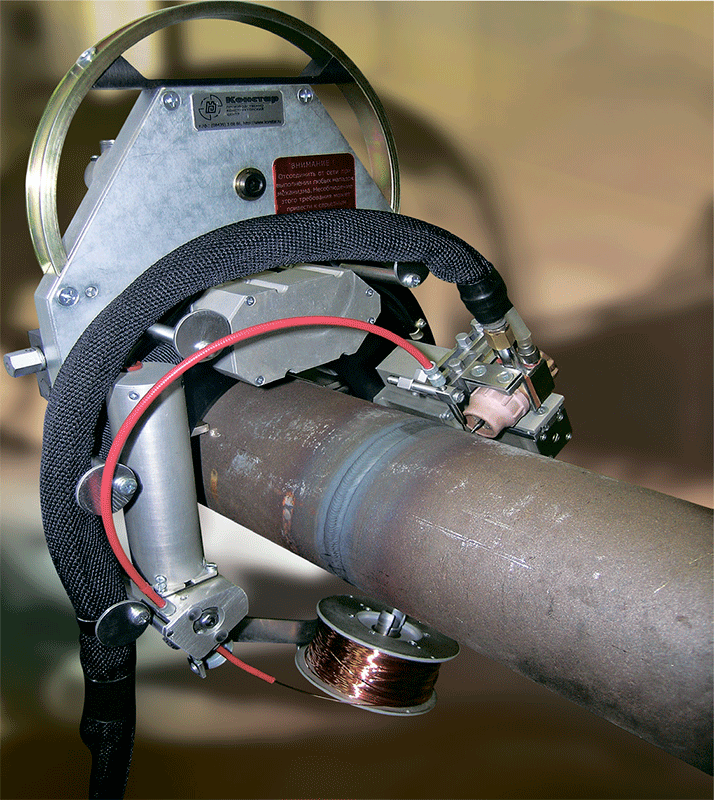
Оборудование для орбитальной сварки. Неповоротные и поворотные стыки.
При выполнении сварки трубопроводов термин “орбитальная сварка” стал общепринятым и популярным не так давно. Давайте разберемся, что это за ним скрывается……
В общем случае, при сварке кольцевых стыков трубопроводов, свариваемое изделие может являться частью какого-либо узла или агрегата и не иметь возможности к изменению своего пространственного положения. Более того, свариваемый стык может находиться в непосредственной близости от других элементов конструкции, затрудняющих проведение сварочных работ. Данный тип стыкового соединения принято называть неповоротным.
Из-за ограничений доступа, сварка такого стыка может быть невозможной даже для опытного сварщика ручной дуговой сварки. А если таких стыков десятки или сотни, задача является почти невыполнимой….Для решения данного вопроса применяют сварочные головки, и после установки на трубе, сварка проходит в автоматическом режиме.
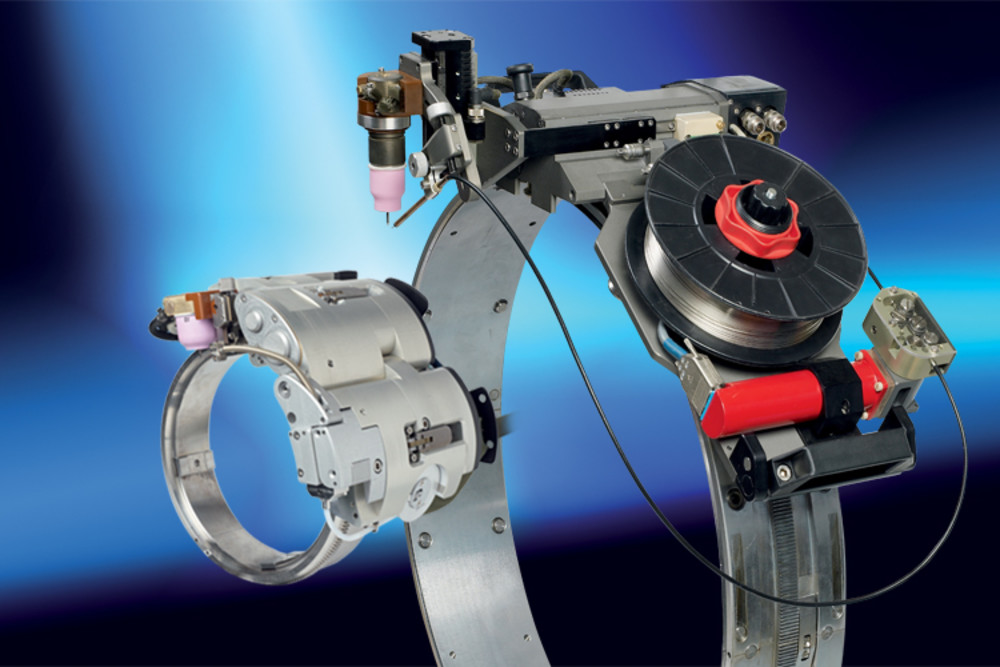
Однако, часто проблемы ограниченного доступа не возникает в силу того, что сварка может быть проведена не в условиях стесненного доступа на монтаже, а стендовых цеховых условиях. В данном случае, как правило, имеется возможность вращать свариваемое изделие, и соответственно данный стык принято называть поворотным. Для сварки поворотных стыков, наиболее часто используют сварочные установки.
При автоматической сварке неподвижного свариваемого изделия, сварочная горелка выполняет один или несколько оборотов вокруг свариваемого неповоротного стыка, двигаясь по орбите трубы и формируя сварочный шов. Таким образом, по аналогии орбитального движения, появился и закрепился термин – “орбитальная сварка”.
Итак, с точки зрения понимания данного термина, следует знать, что “орбитальная сварка” – это автоматическая сварка неповоротных стыков поверхностей вращения.
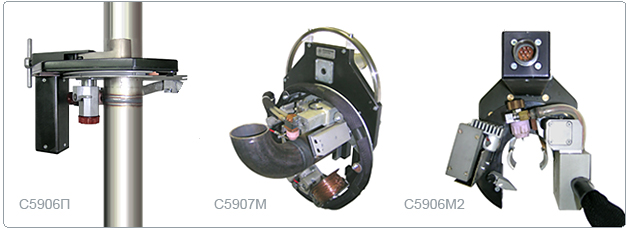
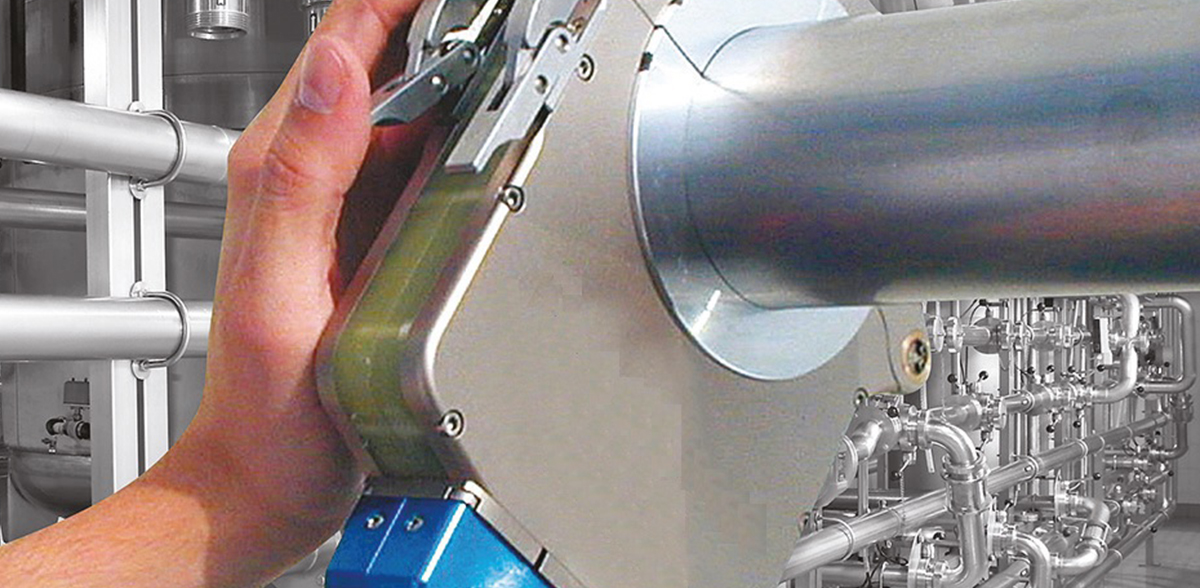
Компания “ВелдПрофи” разрабатывает и изготавливает оборудование для выполнения орбитальной сварки. В настоящее время, каталог сварочного оборудования содержит как малогабаритные головки для автоматической сварки в стесненных монтажных условиях, так и сварочные головки для выполнения неразъёмных сварных соединений в цеховых условиях.
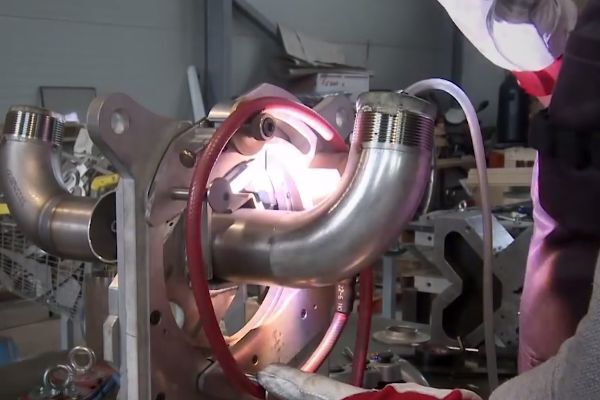
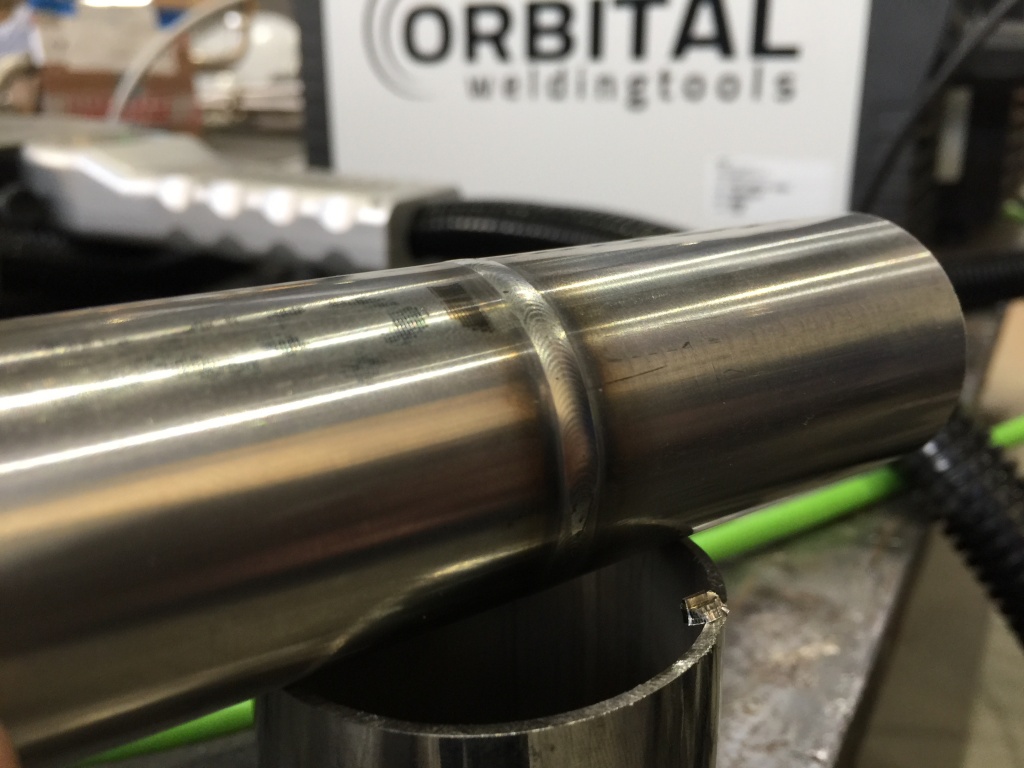
На приведенных фото, Вы можете ознакомиться с образцами трубопроводов различных диаметров из стали 12Х18Н10Т, сваренных на сварочном оборудовании нашего производства.
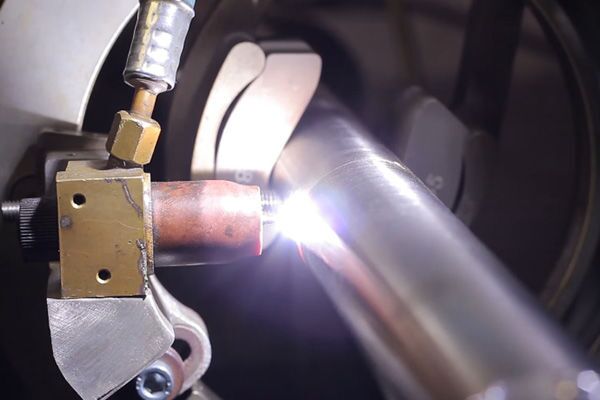
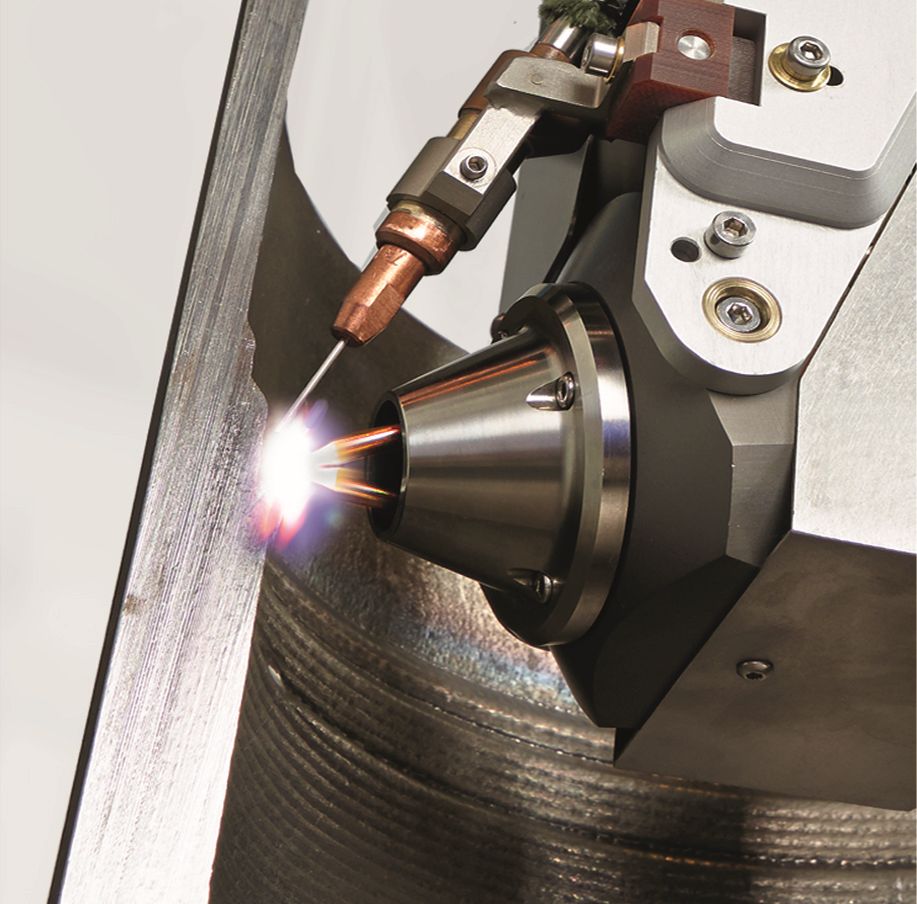
Сварочная головка WPH-45
Сталь Ø45 х 1,0; сварено головкой WPH-45
Сварочная головка WPH-45 на монтаже
Сталь Ø25 х 1,5; сварено головкой WPH-45
Сталь Ø6 х 0,5; подбор режимов сварки
Основные характеристики материала
Прежде, чем рассматривать вопрос о том, каким образом происходит сварка нержавеющей стали, необходимо узнать какими характеристиками обладает данный материал. В состав металла входит углерод, легированный хром и железо. Благодаря хрому, металл стойко переносит воздействия окружающей среды и противостоит образованию коррозии. Оксид хрома придает материалу стойкости, поскольку покрывает его специальной защитной пленкой. Также легирование может происходить при помощи других металлов: кобальта, никеля, титана.
Сварка нержавейки инвертором также возможно, поскольку сталь хорошо поддается обработке, стойко переносит воздействия окружающих факторов и служит на протяжении длительного срока. Также ее широко используют, благодаря эстетичному виду.

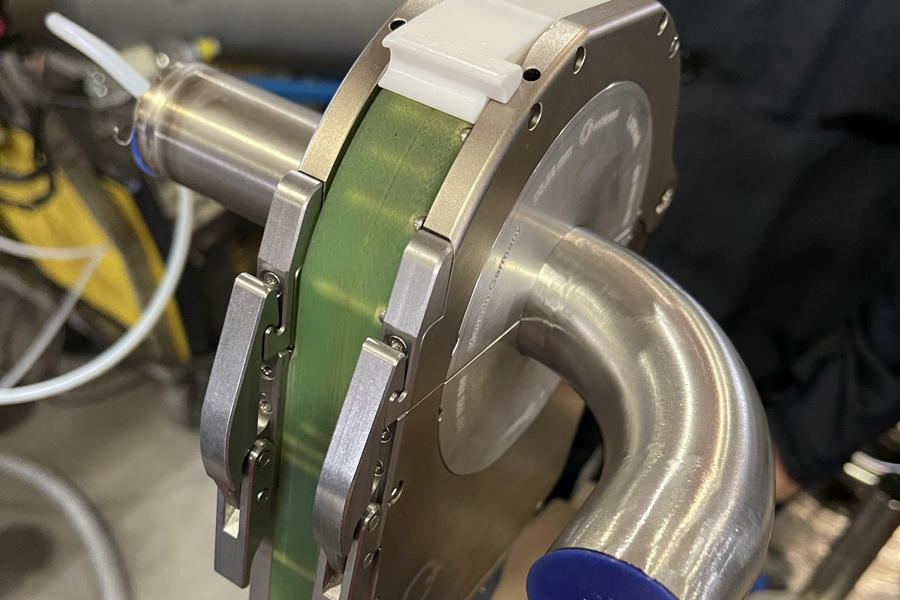
Комплекс для орбитальной сварки труб малого диаметра из титана и нержавеющей стали
Главная / О компании / Выполненные проекты / Орбитальная сварка / Комплекс для орбитальной сварки труб малого диаметра из титана и нержавеющей стали
Орбитальная сварка
Основной задачей заказчика являлось снижение трудоемкости и ускорение процесса сварки труб диаметрами от 6 до 36 мм с толщиной стенки от 0,5 до 1,5 мм.
Специалисты «ДельтаСвар» предложили для этих целей использовать в производстве закрытые сварочные головки, имеющие минимальные габариты, – OW 38S и OW 12. В результате применения этих головок небольших размеров уменьшается время их переустановки на изделие, а благодаря жидкостному охлаждению достигается высокая продолжительность включения.

Известно, что при орбитальной сварке важнейшую роль играет подготовка труб.
Идеальным решением для торцевания труб малого диаметра является машина RPG 1.5, которая была предложена заказчику в аккумуляторной версии для обеспечения еще большего удобства в обращении.
Для отрезки и торцевания труб большего диаметра был предложен станок GFX 3.0.
Для выполнения поставленной задачи клиента специалисты ООО «ДельтаСвар» произвели расчет себестоимости изделия при ручной работе и расчет трудоемкости процесса на основании количества операций и их продолжительности.
Комплект поставки оборудования включает:
- Новейший источник тока ORBIMAT 180 SW
- Тележка ORBICAR W с встроенным жидкостным охлаждением
- Закрытая головка OW 38S
- Микроголовка OW 12
- Торцеватель RPG 1.5, аккумуляторная версия
- Станок для резки труб GFX 3.0
- Устройство регулирования давления BUP Control BOX
- Пакет программного обеспечения Connectivity IOT/4.0
- Устройство смещения электродов для сварки отводов
Пакет программного обеспечения Connectivity IOT/4.0 позволяет интеллектуальному источнику тока объединить орбитальный сварочный процесс с современнейшей информационной и коммуникационной технологией, обеспечивая наилучшие результаты сварки, высокую рентабельность и стабильное управления качеством.
С помощью уникальной технологии подачи газа «FLOW-FORCE» мы сократили продолжительность циклов сварки и соответственно повысили производительность.
В результате проделанной работы клиент получил полностью автоматизированный процесс орбитальной сварки и подготовки труб малого диаметра с минимальными затратами.
Данный проект может быть реализован в таких отраслях промышленности, как авиационно-космическая отрасль, пищевая, молочная промышленность и производство напитков, фармацевтическая и химическая промышленность, производство трубопроводов.
Специалисты «ДельтаСвар» всегда рады помочь с выбором сварочного оборудования, оказать консультации по вопросам дальнейшего обслуживания и пр. Появились вопросы? Позвоните нам по номеру +7 (343) 384-71-72 или напишите нам.
Материал: подготовка для орбитальной сварки
Выбор материала зависит от сферы применения и должен отвечать условиям, в которых станет использоваться готовое изделие
Важно при выборе материала, для которого будет применяться орбитальная сварка, учитывать его механические и термические свойства, а также стойкость к влиянию коррозии. Более всего таким параметрам отвечают нержавеющие стальные материалы
Использование нержавеющих материалов позволяет в результате получить хорошую свариваемость и качественный продукт производства.
Подготовка труб под сварку зависит от некоторых важных параметров. Они должны быть:
- прямолинейными;
- иметь одинаковую толщину стенок, а также вогнутость или усиленный шов и соответствующую глубину проплавления.
Точная прокладка труб напрямую зависит от жестких стандартов сферы применения, для которой она предназначена. Толщина стенок должна повторяться от шва ко шву. Если труба будет иметь хоть небольшие отклонения в диаметре или форме окружности, то это может привести к несовпадению сварочного шва и колебанию дуги сварочных циклов. Для орбитальной сварки материал подготавливают с помощью специального оборудования. Благодаря этому оборудованию материал имеет торец прямоугольной формы, нет заусениц на наружной и внутренней поверхности труб.