
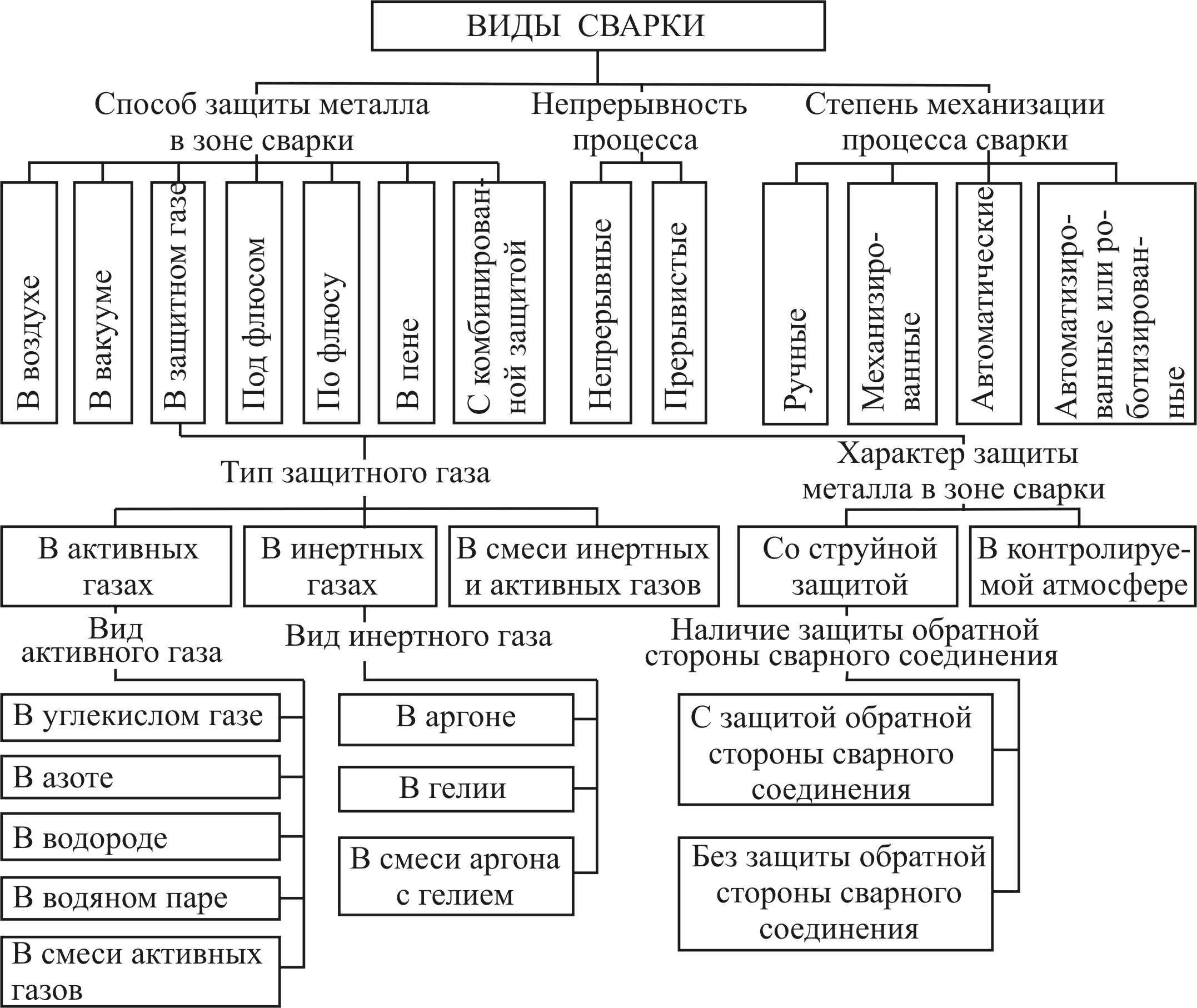
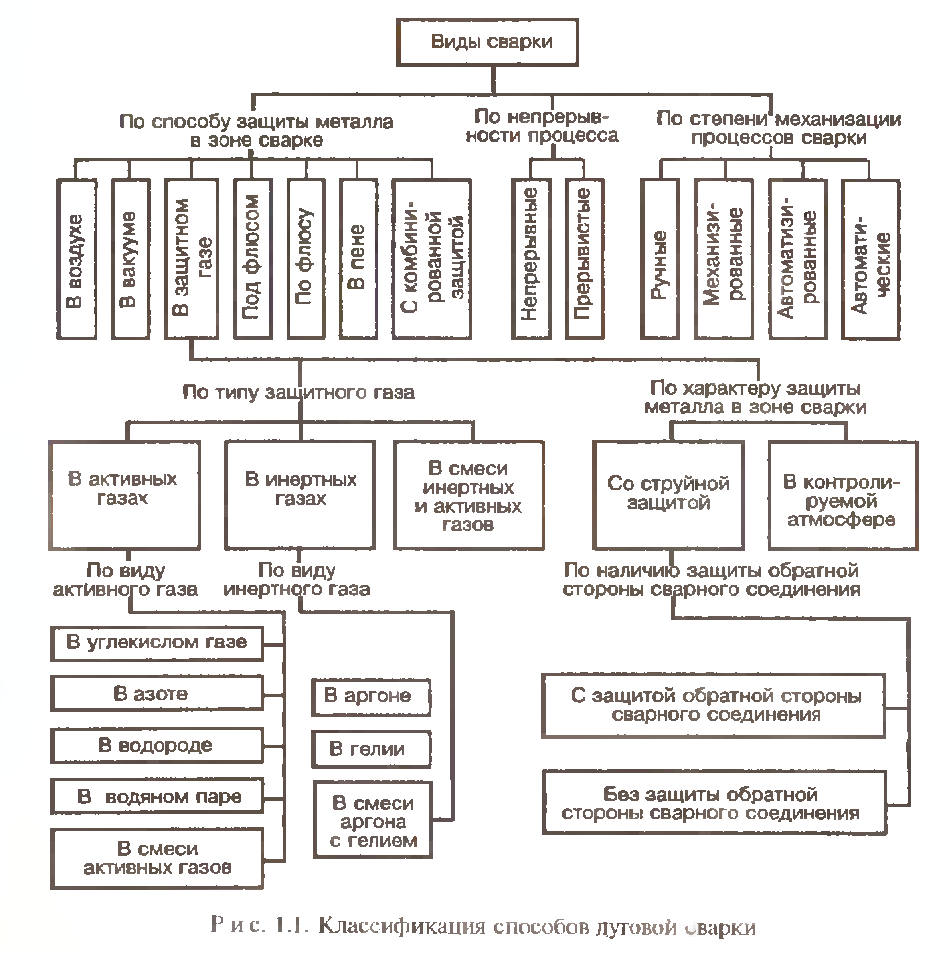
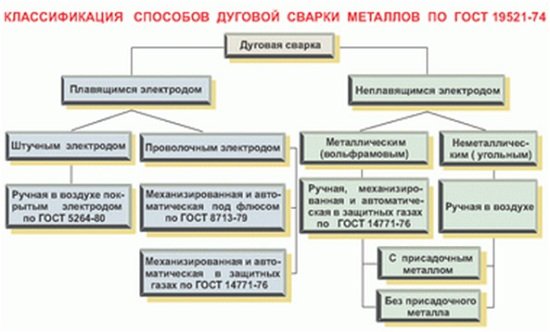
Основные виды сварки
Имеются различные способы сварки. Способы сварки и виды сварных соединений необходимо знать, чтобы выбирать правильное оборудование, расходные материалы и устанавливать нужные режимы. Виды сварки и их краткая характеристика должны быть тем знанием, которое позволит в результате получить качественный, красивый и прочный шов. Каждый способ обладает своими нюансами, преимуществами и недостатками.
В сварке могут использоваться нагревание или давление, а также их сочетание. В соответствии с этим виды сварки и их характеристики разделяются на две большие группы — плавлением и давлением.
Технология сварки заключается в образовании межатомной связи между металлическими изделиями и получению в результате прочного неразъемного соединения. Первая стадия процесса заключается в максимально близком приближении свариваемых элементов друг к другу.
Однако на этом этапе достаточного взаимного проникновения атомов невозможно. Это объясняется тем, что при обычной температуре не помогут даже значительные прилагаемые усилия. Этому помешает твердость материала, а также то, что даже при самой хорошей обработке контакт между деталями будет происходить не по всей поверхности, а только по нескольким точкам. К тому же прочному соединению будут препятствовать остатки на поверхностях грязи, окисел, жировых пленок.
Прочный физический контакт будет возможен только в результате применения сильного давления или расплавлением краев соединяемых металлических деталей. При этом исчезает зазор между соединяемыми деталями, и они начинают представлять собой единое целое.
Виды классификации способов сварки предполагают сварку плавлением без применения давления, термомеханическую с использованием тепловой энергии и давления и сварку давлением. Распространенный способ — это плавление соединяемых элементов.
Способы сварки металлов:
- Ручная электродуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- ТИГ сварка.
- Электронно-лучевая.
- Электрошлаковая.
- Плазменная.
- Диффузионная.
- Контактная электрическая.
- Стыковая контактная.
- Шовная контактная.
- Точечная контактная.
- Точечная конденсатная.
- Индукционная.
Применяемые при этом электроды бывают плавящиеся и неплавящиеся. Краткая характеристика основных видов сварки поможет выбрать наиболее подходящий способ для конкретного процесса. Все виды сварочных работ предполагают использование подходящего для них оборудования.
Также имеет свои особенности сварка разных металлов. Так, например, трудность при сваривании углеродистых сталей заключается в закалке зоны около шва, и образовании многочисленных трещин. Поэтому при сваривании изделий из таких материалов рекомендуется предварительно подогревать детали до температуры 100-300 градусов, применять многослойный шов, использовать электроды с покрытием, после окончания процесса проводит отпуск получившегося изделия до температуры 300 градусов.
Трудность при сваривании ферритовых сталей с большим содержанием хрома заключается в том, что при охлаждении существует опасность выпадения зерен карбидов хрома, что понижает стойкость по отношению к образованию коррозии. Для предотвращения этого явления следует устанавливать ток небольшого значения, чтобы можно было обеспечить более значительную скорость охлаждения. Также для выравнивания количества хрома в зернах и на границах можно после окончания сварки осуществлять отжиг.
Сварка чугунных изделий производится чугунными электродами с предварительным подогревом деталей. Диаметр чугунных электродов выбирают в диапазоне 8-25 миллиметров.
Свариваемость меди понижают примеси кислорода, водорода и свинца. Результативным является использование газовой сварки. Если применяется дуговая сварка, то электроды выбирают угольные или металлические. Сварке алюминиевых деталей препятствует наличие оксидов. Их помогает растворять использование флюсов.
Общие требования к сварочным материалам
Независимо от того, какой используется тип сварки, следует применять материалы согласно существующим стандартам, где прописаны все требования к ним. Все заводские изделия должны иметь сертификат с указанием технических характеристик:
- товарный знак производителя;
- буквенно-цифровые условные обозначения, указывающие на тип и марку изделия;
- заводской номер смены и партии плавки;
- показатель поверхностного состояния проволоки или электрода;
- химический состав материала и процентное соотношение его компонентов;
- механические особенности направленного шва;
- вес нетто.
Для всех электродов важным требованием является хорошо сформированный шов и дуга со стабильным горением. Металл полученной направки обязан соответствовать заранее заданному химическому составу, во время работы должно происходить равномерное расплавление стержня, без брызг и выделения токсичных компонентов. Проволока позволяет осуществить качественную работу. Электроды могут очень долго сохранять свои технические параметры.
Чтобы произвести качественную работу, важно учитывать каждую деталь. Чтобы соединение было прочным и стойким, используйте только качественные материалы и делайте все согласно требованиям
Сущность метода ручной дуговой сварки
Сварка деталей покрытым металлическим электродом возможна благодаря высокой тепловой мощности сварочной дуги, под воздействием которой металлы расплавляются. При сварке покрытым электродом сварная дуга расплавляет основной металл и, в то же время, металлический электрод. Участок расплавленного металла называют сварной ванной. Капли электродного металла расплавляются и переносятся в сварную ванну, увеличивая ее объем, поэтому покрытый электрод является еще присадочным материалом.
Под воздействием сварочной дуги расплавляется покрытие нанесенное на поверхность электрода. В состав покрытия входят измельченные компоненты разного назначения — шлакообразующие, газообразующие, связывающие, раскислители и другие. Шлак, полученный плавлением покрытия, обволакивает сварную ванну и защищает жидкий металл от взаимодействия из атмосферными газами. Считается, что при ручной сварке наблюдение за формированием шва ограниченное из-за наличия на поверхности сварной ванны шлака. Также покрытие выделяет газы при расплавлении его компонентов, защищающие дугу и зону сварки от воздуха. Это способствует стабильному и стойкому горению дуги.
По мере того как сварщик формирует шов, перемещая электрод и дугу вдоль оси сварного соединения, сварная ванна с жидким металлом постепенно кристаллизуется. На поверхности кристаллизованного шва застывает шлак и превращается в шлаковую корку.
После обрыва сварочной дуги необходимо очистить шов от шлаковой корки при помощи специального молотка, кирки и/или щетки. Если были выбраны правильные режимы сварки без ошибок в техники выполнения шва, под шлаковой коркой получим сварной шов необходимой формы, качества и геометрических размеров. Качество сварного шва в значительной степени будет зависеть от профессионализма сварщика.
Аргонодуговой сварочный аппарат
Оборудование относят к специальному классу. Разрабатывалось оно для качественной сварки цветных металлов, хотя и для сплавов на основе железа оно тоже используется.
Узкая специализация техники ограничивает использования ее в частном хозяйстве, но аппаратов бытового класса в продаже много. По конфигурации они не отличаются от профессиональных аналогов и состоят из следующих элементов:
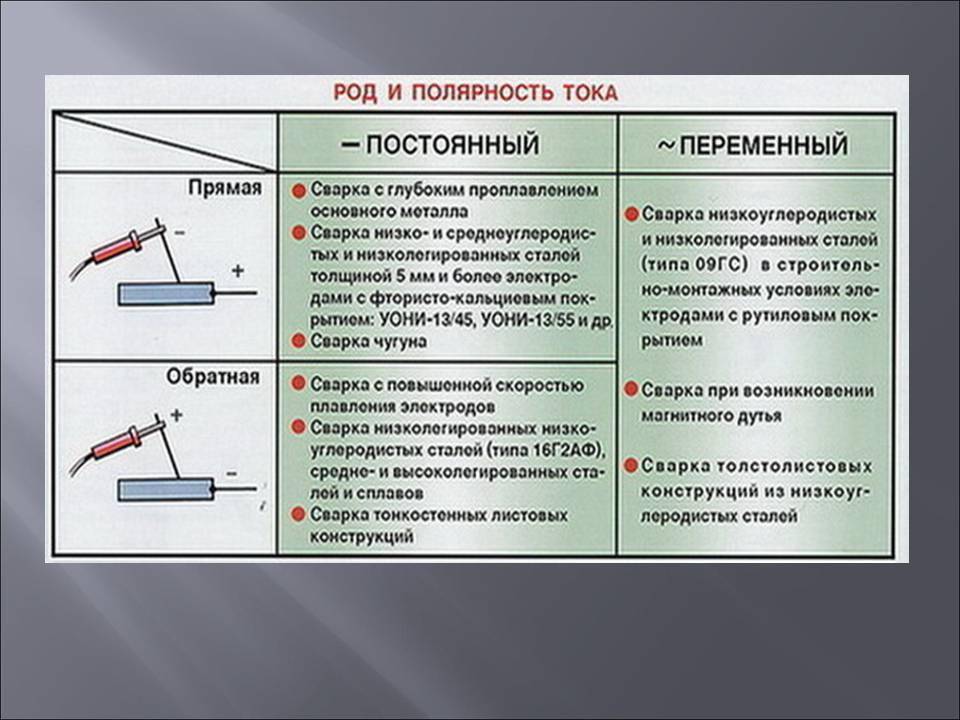
источник постоянного (предпочтительнее) или постоянного тока;
газовый редуктор;
специальная горелка;
осциллятор, который преобразует ток в импульсы высокой частоты для возникновения бесконтактной дуги.

Характерной особенностью аргонодугового аппарата является неплавящийся электрод. В большинстве случаев об сделан из вольфрама, который имеет значительный ресурс и при длительном пользовании может быть заменен на новый.



Устойчивая дуга в среде аргона, реже гелия, дает возможность работать со сплавами, сварка которых в иных условиях невозможна, поскольку содержащийся в воздухе кислород создает окислительную пленку, амальгаму.
Классификация

Единой системы дифференциации сварочных стержней не существует, ввиду их большого разнообразия. Это обусловливается тем, что только типов стали выплавляется несколько десятков.
Исходя из этого, прутки классифицируют по типу работы. Одни предназначены для пайки нержавеющих деталей, другие — полимерных.
Корозионностойкие

Используются во время работы со сталями, устойчивыми к формированию коррозии. Одним из таких типов представлена нержавеющая сталь.
Полученный шов будет характеризоваться повышенной сопротивляемости коррозии различного типа — точечной и межкристаллической. Подобный вид стержня можно использовать при наплавке некорродируемых рабочих элементов.
Алюминиевые
Формируют качественный шов при работе с аналогичным материалом, его сплавами. Прут включает в себя добавки кремния, циркония либо магния. Во время действия высоких температур, присадка не дает валику растрескаться.
Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.
Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.
Как работает автомобильный кондиционер и многое что другое.
Вам иногда кажется, что за окном температура воздуха под миллиард градусов и плавится даже асфальт. В этот момент Вы начинаете вспоминать и мечтать о зимнем холоде и о снеге. Вам хочется подышать и насладиться прохладным воздухом… К счастью автомобилистов большинство современных автомобилей сегодня оборудованы кондиционерами. Это позволяет водителям передвигаться на машине с комфортом даже в самую невыносимую жару. Но знаете ли Вы о том, как надо использовать кондиционер эффективно?
Включение кондиционера в автомашине в опцию стало в наши дни таким как-бы незаметным и соответствующим действием. Мы порой с вами не замечаем, когда его включили. Это как-бы обычный и привычный рефлекс. Большинство из нас даже и не задумываются да и не знают, как работает система кондиционирования воздуха в автомобилях. Из-за этого мы с вами часто используем его не совсем эффективно и не знаем о том, как им правильно пользоваться.
Сами производители автомобилей постарались сделать управление кондиционером максимально простым и не сложным. Все что Вам необходимо, так это включить его и выставить необходимую температуру. Остальное все за Вас сделает сама система охлаждения воздуха. Но, чтобы использовать автомобильный кондиционер более эффективно (к примеру, для экономии топлива, которое при включенном кондиционере потребляется значительно больше) вам необходимо придерживаться определенных правил.
Друзья, наше интернет-издание предлагает Вам изучить несколько советов, как можно эффективно использовать кондиционер в автомобиле. Но для начала давайте с вами узнаем, как же работает данная система кондиционирования воздуха в современных автомашинах.
Автомобильная система охлаждения воздуха представляет собой вполне замкнутый контур, в котором есть область высокого и низкого давления. В участке того контура, где находится высокое давление хладагент (охлаждающие химическое вещество в этой области находится в газообразном состоянии) движется по системе через специальный компрессор, который непосредственно соединен ременным приводом с двигателем
Это включается компрессор, который и подает газообразный хладагент в конденсатор (радиатор), который в свою очередь охлаждает нагретый газ превращая его в жидкообразное состояние.
Затем жидкость, которая находится под высоким давлением на стороне низкого давления, попадает через специальный клапан в испаритель. Вот где друзья и происходит волшебство. Хладагент находящийся в области низкого давления имеет очень низкую температуру кипения и когда он достигает испарителя (на самом деле это простой радиатор, который находится за центральной консолью), то сразу превращается в газ. Этот процесс называется испарением.
Если мы вспомним с вами среднюю школу, то станет понятным, что такое испарение является эндотермическим процессом и означает, что при таком испарении поглощается тепло. Поэтому многим из нас должно быть понятным, что сам испаритель, находящийся за приборной панелью начинает охлаждать воздух, который поступает через систему вентиляции в салон машины с улицы.
Затем этот цикл повторяется снова и снова.
Теперь, когда мы с вами вспомнили и узнали (для тех кто не знал), как работает кондиционер в автомобиле давайте ознакомимся с несколькими советами, чтобы узнать для себя, как можно использовать кондиционер более эффективно.
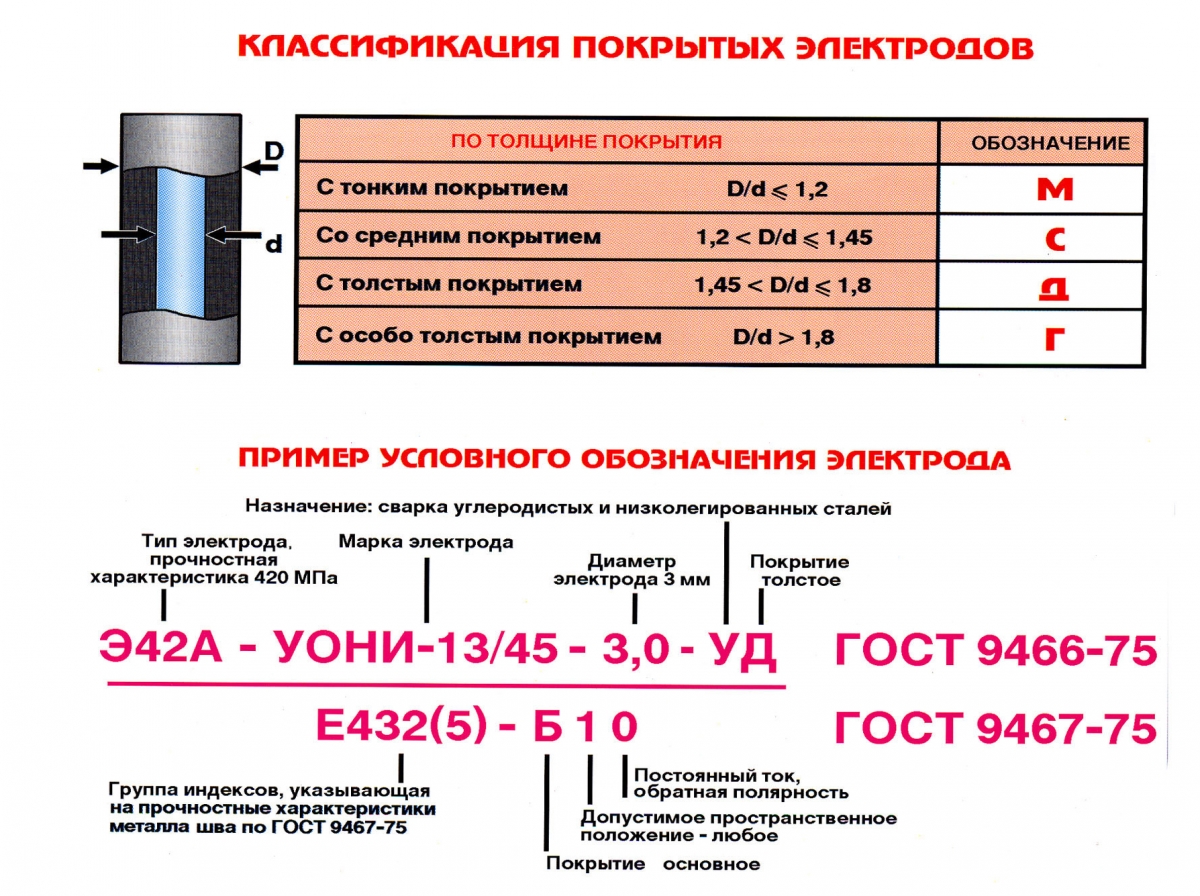
Правила маркировки
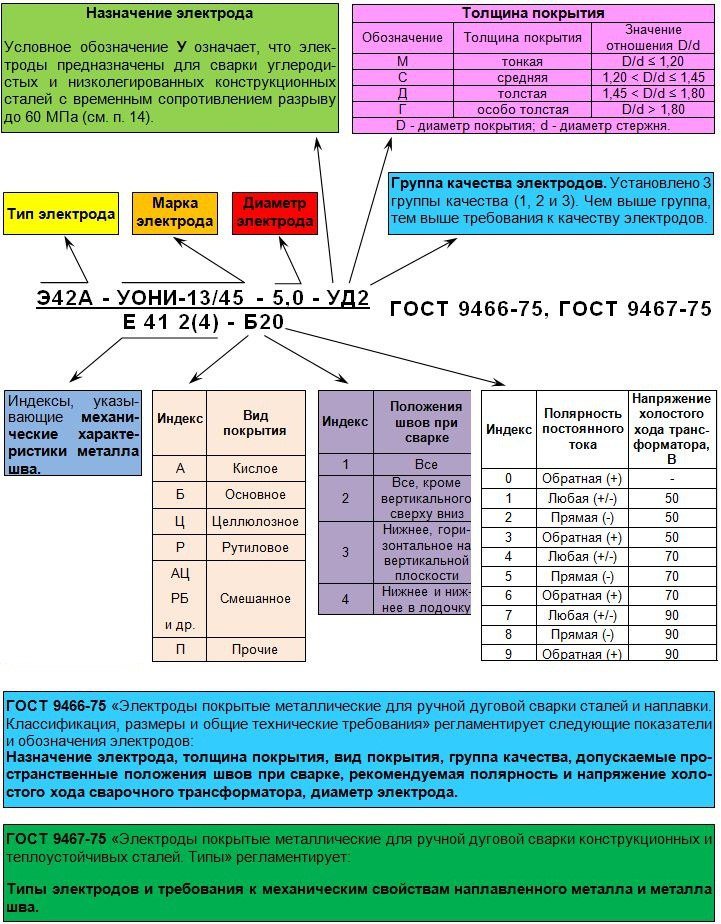
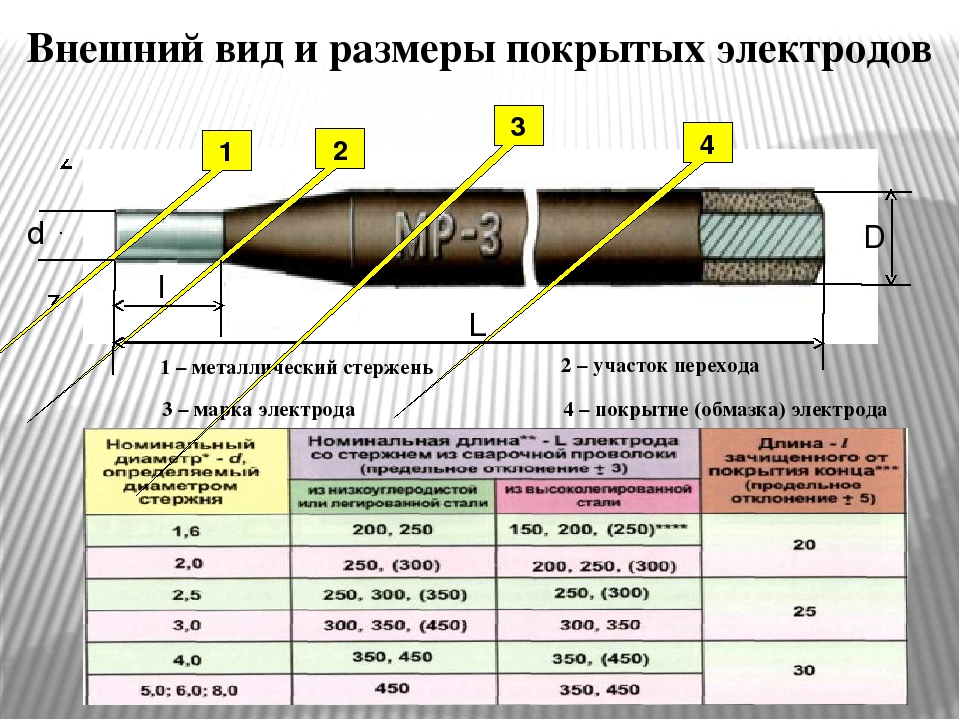
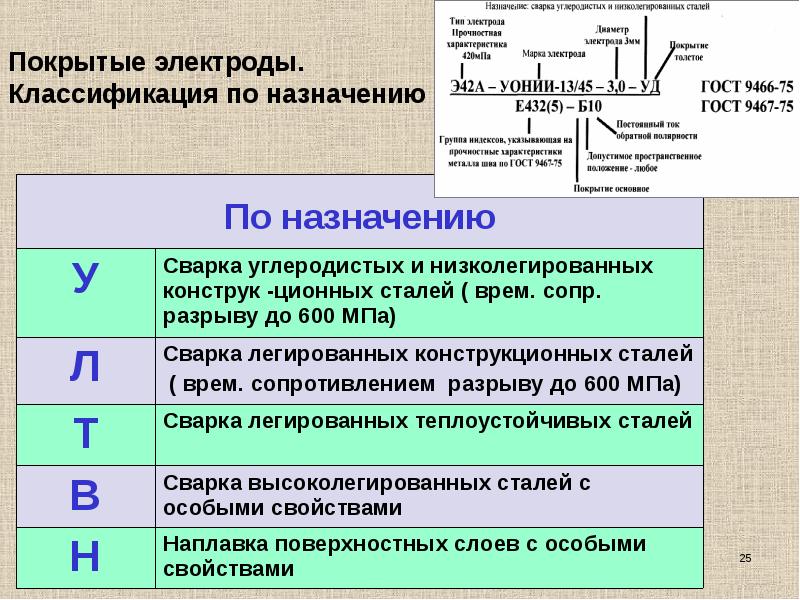
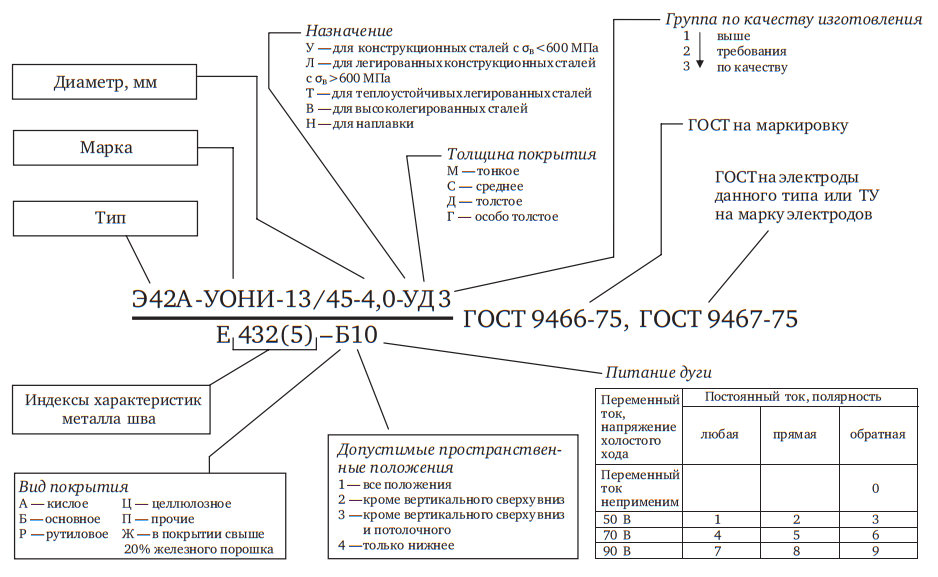
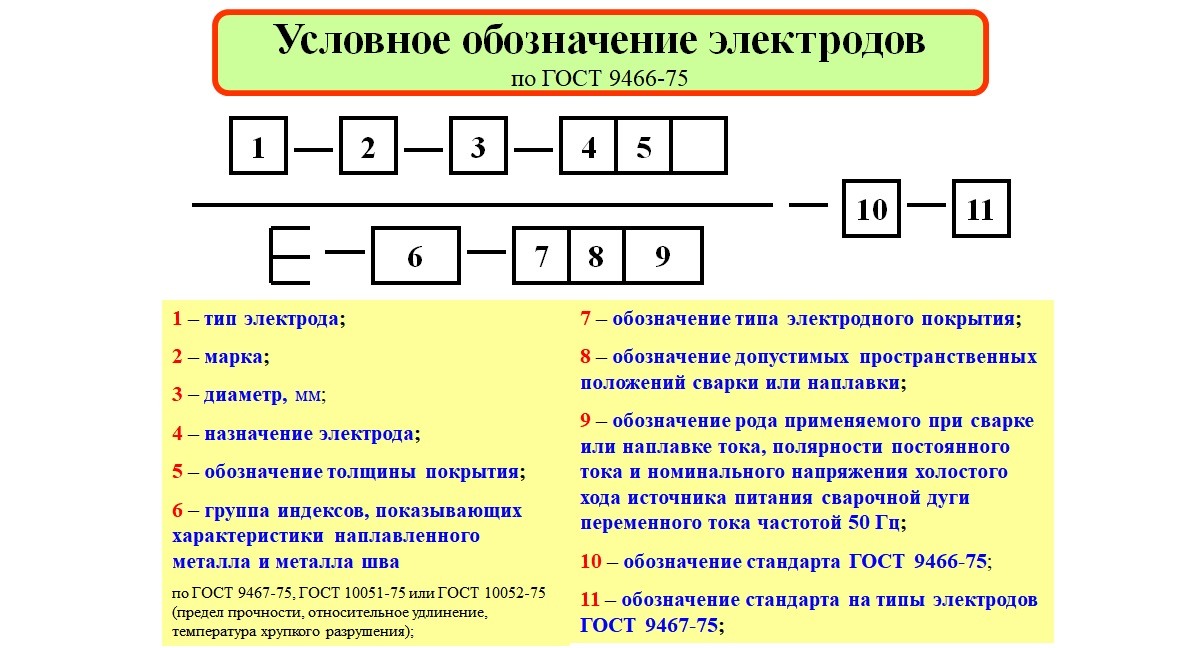
Маркировка всех известных видов рабочих электродов для сварки осуществляется по определенной схеме, приведенной на картинке.
В этой системе обозначения первая позиция соответствует типу электрода, следующая за ней цифра означает марку электрода, а на третьем месте располагается такой важный показатель, как его диаметр.
Четвёртое место в маркировке занимает обозначение, характеризующее назначение электрода, а на пятом указывается толщина его покрытия. На шестой позиции расположен информационный индекс, характеризующий образуемый при сварке шов или наплавляемый металл, в то время как на седьмом месте указывается вид используемого покрытия.
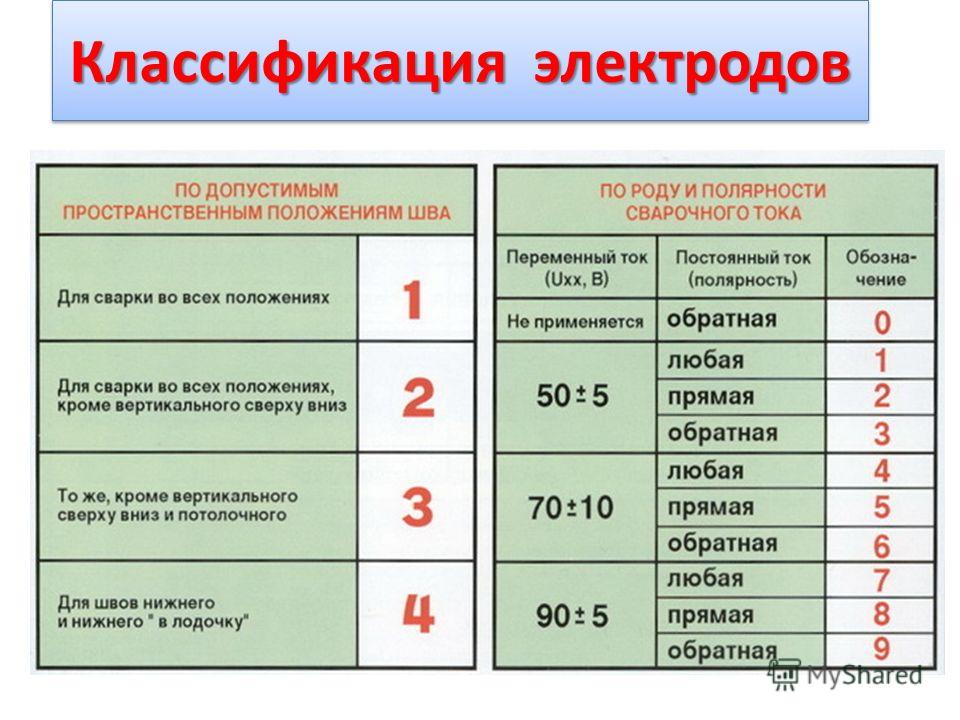
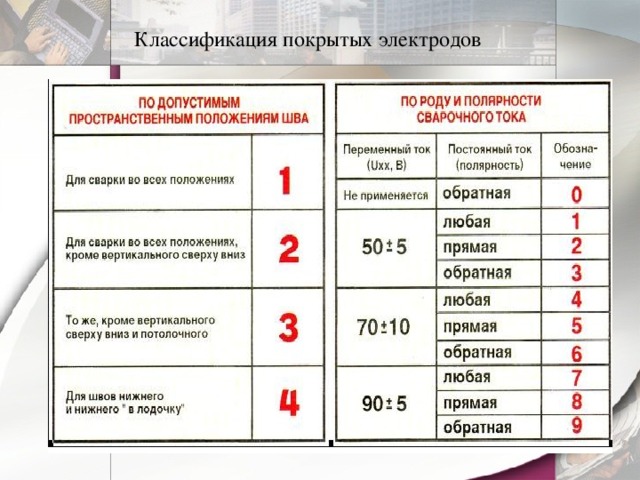
8-е и 9-е места занимают соответственно вид пространственного расположения, допустимый при работе с этим электродом и питающие характеристики, на которые он рассчитан (виды тока и напряжения).
Чтобы стало понятно, надо рассмотреть конкретный пример.
В данном примере в состав обозначения включена маркировка типа электродного стержня (Э46А), которую следует рассмотреть более подробно. «Э» означает, что этот электрод, предназначается только для электродуговой сварки, а 46 – это показатель сопротивления разрыву (согласно ГОСТ 9467-75).
Индекс «А» указывает на то, что этот электрод усовершенствованного класса, а следующий за обозначением типа изделия знак «У» говорит о том, что он может применяться для работы с углеродистыми и низколегированными сталями. Д2 – это рабочая толщина покрытия, соответствующая второй группе.
Цифры в знаменателе означают следующее. 432 (5) являются параметрами типового шовного (наплавленного) металлического соединения, получаемого после расплавления электрода. «Б» говорит о типе покрытия, в данном случае – основное. 1 – это обозначение , а 0 – показатель токового режима (постоянный, обратной полярности).
Предусмотрена отдельная буквенная маркировка для односоставного и комбинированного покрытия.
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | А | Р (руднокислое) |
| основное | Б | В | Ф (фтористокальциевое) |
| рутиловое | P | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | С | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR |
Марки нержавеющей сварочной проволоки
1. Св-08Х20Н9Г7Т (аналог проволок: Св.-08Х21Н10Г6, Св.-08Х20Н9Г7Т) ER-307Si Коррозионностойкая хромоникелевая сварочная проволока для сварки полуавтоматом разнородных аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п. Св-08Х20Н9Г7Т можно использовать как буферный слой перед наплавкой твердосплава. Устойчива к высоким температурам (850°C). Наплавленный металл 307Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли, для изготовления трубопроводов, емкостей, бойлеров, при сварке пружинных сталей, конструкционных сталей, проведении судостроительных и судоремонтных работ, при производстве инструментов, рельсов, ремонте дробильных машин, трубопроводов, емкостей, бойлеров и т.п. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.


2. Св-04Х19Н9 (аналог проволок: Св.-06Х19Н9Т, Св.-01Х18Н10, Св.-01Х19Н9) ER-308LSI Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п., в среде защитных газов. Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли. Для изготовления трубопроводов, емкостей, бойлеров и т.п. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
3. Св-07Х25Н13 ER-309LSi Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr – 24%, Ni – 13% и незначительный % С в среде защитных газов (Ar). На постоянном токе DC. Применяется в машиностроении, нефтяной, химической и пищевой отрасли. УПАКОВКА: пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
4. Св-04Х19Н11М3 ER-316LSi Хромоникелевая коррозионностойкая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni – 8% и Mo – 3% таких, как: 10Х17Н13М3Т, 03Х17Н14М2, 316 и др. в среде защитных газов (Ar). На постоянном токе DC. Наплавленный металл типа 316LSi обладает высочайшей стойкостью к коррозии в кислотной и хлорсодержащей среде. Легирование кремнием и молибденом обеспечивает высокую стойкость против межкристаллической коррозии и высочайшее качество шва. Применяется в нефтяной, химической и пищевой отрасли, а также в машиностроении и многих других отраслях. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
5. Св-07Х19Н10Б ER-347 Проволока 07Х19Н10Б изготавливается из низкоуглеродистых и легированных марок стали и обеспечивает хорошее качество сварного шва. СВ-07Х19Н10Б предназначена для сварки хромоникелевых сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии. Также проволока СВ-07х19н10б используется для наплавки и для изготовления электродов. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
6. Св-06Х19Н9Т ER-321 Сварочная хромоникелевая проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных, в среде защитных газов, на постоянном токе. Проволока, легированная титаном, обеспечивает высокую антикоррозийность межкристаллической решетки и высочайшее качество сварного шва. Находит широкое применение в машиностроении, нефтехимии и пищевой промышленности, в энергетике и т. п. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
Производство электродов
Токопроводящие стержни, прутки — электроды, выпускаются промышленными предприятиями в достаточно большом ассортименте. Однако их объединяет одно условие — они должны быть высокого качества, изготовленными их чистых материалов.
Это свойство позволяет добиться устойчивого горения дуги во время сварочных операций. Мастер может формировать качественный шов дешевыми расходными элементами, но начинающим сварщикам потребуется помощь в выборе производителя стержней.
Краткая типология электродов

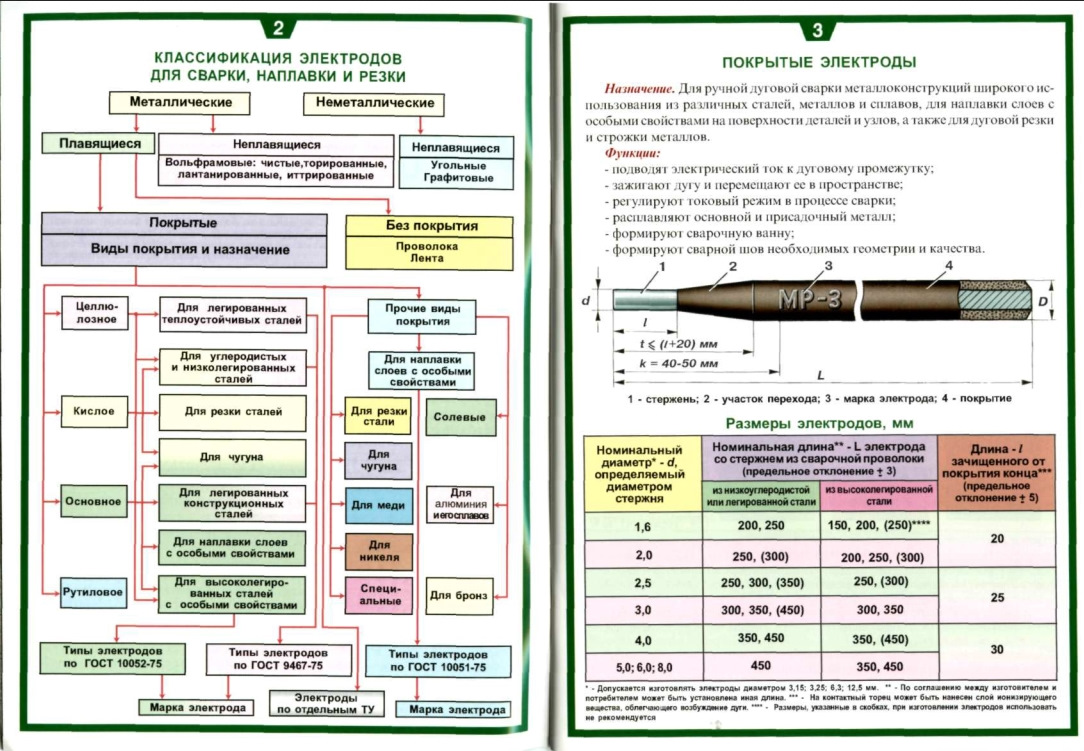
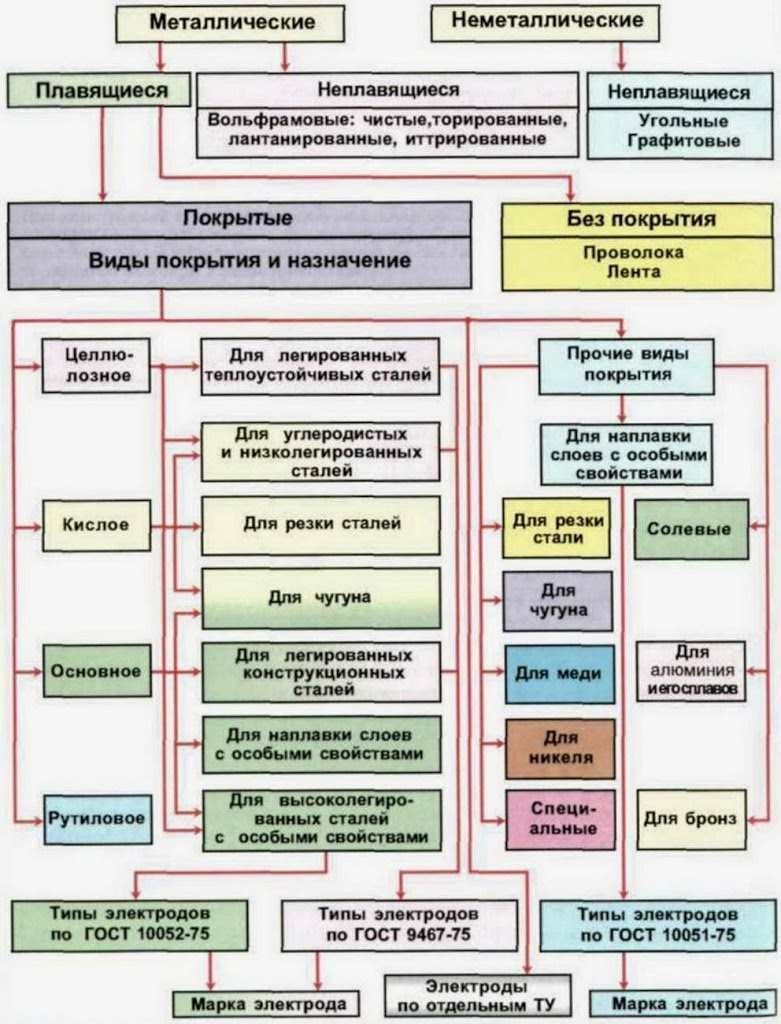
Токопроводящие прутки невозможно классифицировать только по какому-либо параметру. Стержни делятся по категории изготовленного материала, его покрытия.
Краткая типология электродов следующая:
- Плавящиеся металлические электроды — выполнены из чугуна, стали, меди либо алюминия. Каждый из них предназначен для сварки деталей аналогичной химической структуры. Плавящий электрод представляется одновременно анодом и катодом.
- Неплавящиеся — материалом является уголь, графит либо вольфрам. Они используются совместно со сварочной присадочной проволокой, потому что неспособны самостоятельно создать сварочный валик. Работа угольных электродов обусловливается только прямой полярностью вместо обратной. Вольфрамовые же используются во время аргонодуговой сварки, обеспечивающей высокую температуру плавления, что часто не допускается при ручном методе.
- Стержни без покрытия предназначены для сварки с добавлением флюса, непрерывно подающегося весь процесс. Ручной дуговой метод их так же не использует.
- Наиболее распространенными электродами являются стержни с покрытием. Они обеспечивают устойчивый электрический разряд между электродом и рабочей деталью, защищают ванну от нежелательного влияния кислорода, улучшают качество валика.
Последние используются всеми видами дуговой сварки.
Тип покрытия

Вместе с видом электропроводящего прутка выбирается тип его обмазки — покрытия. Последнее напрямую зависит от химического состава соединяемых конструкций, и выполняет упреждающую функцию.
Она заключается в выделении защитного вещества со шлаком, что отражается улучшением сварочного валика. Обмазка электродов классифицируется следующим способом:
- Буква A — кислое покрытие, на основе железных, марганцевых окислов, основная обмазка включает мрамор, плавиковый шпат. Способствует проведению работ с малоуглеродистыми, низколегированными сталями, где не требуется высшее качество соединения. Предназначена для операций с переменным и постоянным током.
- P — рутиловое, с включением титана либо рутила. Обмазка не имеет токсических испарений, обеспечивает формирование ровного шва. Композитный шлак обладает достаточными защитными свойствами.
- Ц — целлюлозная обмазка из горючих органических материалов, подходит для большинства операций, формируя хороший сварной валик, но не ограничивает сильное разбрызгивание металла. Преимущественно используется при сварке трубопроводов большого диаметра, где последний недостаток не является критичным.
- Б — основное, фтористо-кальциевое покрытие. Низкое содержание газов, неметаллических, вредных примесей позволяет придать высокую пластичность и ударную вязкость при пониженных температурных режимах работы соединений. Обладает повышенной устойчивостью к формированию горячих трещин. Сочетается только с постоянным током, обратной полярностью. Нарушение правила грозит ухудшением качества шва.
- П — прочие. Состав содержит концентрацию легирующих веществ для улучшения качества валика. Однако широкого применения не нашел.
- C — специальные. Такой вид обмазки способствует сварке под водой, в результате содержания жидкого стекла, смолы.
Из перечисленных видов для ручного способа наиболее универсальным является рутиловое покрытие.
Обозначение, расшифровка, характеристики
Сварочные проволоки обозначаются на основании нормативных документов. Такими документами являются ГОСТы и ТУ.
- Позиционирование стальной сварочной (наплавочной) проволоки выполняется как указывает ГОСТ 2246-70. Пример маркировки сплошной диаметром 1,6 мм, из материала 01Х19Н9, из которой можно получить электроды, электрошлаковый переплав применяется в технологии изготовления, поверхность покрыта медью — проволока 1,6 Св-01Х19Н9-Ш-Э-О ГОСТ 2246-70.
- Маркировка порошковых проволок выполняется по ГОСТ 26271-84. Пример наименования порошковой, марки ПП-АН1, диаметром 2,5 мм, газозащитной, предел текучести шва 54, по химическому содержанию категории В, 3 – с ударной вязкостью не ниже 35 Дж/см2, сваривается в самых разнообразных пространственных положениях — проволока ПП-АН1 2,5 ПГ 54-В3У ГОСТ 26271-84.
- Наплавка выполняется порошковыми проволоками, которые отвечают требованиям ГОСТ 26101-84. Пример обозначения такой проволоки марки ПП-Нп-18Х1Г1М, конструктивно выполненной в виде двухслойной трубки, самозащитной, диаметром 2,0 мм, 1 класса — ПП-Нп-18Х1Г1М-Д-С-2,0-1 ГОСТ 26101-84.
Сварочная проволока СВ-01Х19Н9
- Расходный материал для алюминиевых сплавов должен отвечать ГОСТ 7871-75. Пример названия проволоки прессованной из алюминиевого сплава СвАМц, с нагартованной поверхностью, диаметром 3,0 мм, поставляемой в бухтах — проволока П.СвАМц.Н 3,00хБТ ГОСТ 7871-75.
- Чугунная присадка: сплошная марок ПАНЧ-11, ПАНЧ-12, МН-25 или порошковая ППСВ-7, ПП-АН4-5 должна вписываться в требования конструкторско-технических документов на изделие. Другой нормативной документацией могут быть технические условия, например, на проволоку ПАНЧ-11 ТУ 48-21-593-85.
- Проволока на основе титановых материалов изготавливается по ГОСТ 27265-87. Пример для проволоки диаметра 2,0 мм из титанового сплава марки ОТ4-1св — проволока ОТ4-1св ГОСТ 27265-87. Популярной маркой является титановая проволока ВТ1-00Cв.
- Присадка на медной основе производится по ГОСТ 16130-90. Пример медной проволоки, твердой, диаметром 1,0 мм, в мотках, из сплава МНЖ5-1 — проволока сварочная ДКРХТ 1,0 БТ МНЖ5-1 ГОСТ 16130-90.
Выбор по назначению

Работа с токопроводящими прутками подразумевает выбор режима работы сварочного агрегата и электрода. Различные типы металлов предпочтительно сваривать разными видами электродов — по назначению.
Последний термин обозначается одним символом, как на упаковке, так и прутке. Электрод со значением У используется для работ с низколегированными, углеродистыми сталями. Буква Л говорит о сварке легированных конструкционных материалов.
Операции с высоколегированной сталью обозначаются значком B. Начертание T указывает на соединение теплостойких элементов, H — наплавочные электроды.
Ключевые преимущества
К положительным качествам стальных конструкций относятся:
- Увеличенная несущая способность. При небольших размерах конструкция выдерживает высокие нагрузки. Это объясняется увеличенной прочностью металла.
- Повышенная надежность. На предварительных этапах производятся точные расчеты, что помогает получить требуемые рабочие характеристики.
- Легкость установки и перевозки. Металлические элементы намного легче бетонных или каменных.
- Целостность металла или швов, позволяющая формировать герметичные трубопроводы и резервуары.
- Возможность сборки конструкций как в промышленных условиях, так и в быту.
- Удобство использования. При повышении нагрузок изделия можно усиливать. Они легко подвергаются реконструкции и ремонту.
Трансформаторы
Принцип работы основан на понижении входящего напряжения до уровня, необходимого для создания устойчивой дуги. Трансформатор, основная деталь оборудования, имеет две обмотки: первичную и вторичную. Какие бывают сварочные аппараты этого типа?
Напряжение регулируется двумя способами. Первый — это амплитудный метод, когда обмотки смещаются относительно друг друга физически. Делается это с помощью специального механизма.
Самое простое решение заключается в разделении обмотки на несколько частей, подключая/отключая которые добиваются нужного напряжения. Второй — фазное регулирование, которое обеспечивают тиристоры. Более производительный способ, дающий возможность регулировать ток по многим характеристикам.
Аппарат для газовой резки и сварки
Класс оборудования, использующих не электричество в качестве плавления металла, а газ. Привычная модификация ацетиленового аппарата с использованием карбида кальция сегодня уступает место более совершенному оборудованию со сжиженным газом в баллонах, хотя и продолжает успешно эксплуатироваться в частных хозяйствах и организациях ЖКХ.
Не зависимо от способа подачи носителя энергии, оборудование делится на три категории:
Сварочное. Используется специальная горелка. Редуктор ограничивает подачу газа, оптимальную для сварки. Резку делать таким аппаратом не резонно, слишком долго.
Универсальное. Возможность регулировки подачи газа, форма горелки позволяют успешно варить и резать металл.
Резаки. Предназначены для разделки крупных конструкций на отдельные части. Горелка особой формы, длиной до метра и более. Мощная подача кислорода и газа выдувает расплавленный метал.
Видео: Как правильно выбрать сварочный аппарат

Газовое оборудование имеет свои плюсы и минусы. К преимуществам относят: дешевизну, медленный нагрев и остывание металла, иногда эта особенность нужна, возможность полностью контролировать время обработки с помощи мощности пламени.
Шов отличается высоким качеством при соответствующей квалификации мастера. К тому же газовой горелкой можно не только варить металл, но и закалять, отпускать его. К недостаткам относят длительность процесса, достаточно большую площадь нагрева, взрывоопасность.
Выбор качественного электрода
Электропроводящие стержни обязаны соответствовать определенному Государственному стандарту, что обусловливает их качественное изготовление.
Покрытие электрода не должно крошиться или осыпаться, плохо плавиться, разбрызгиваться. К работе допускаются прочные и устойчивые к деформации стержни, которые формируют ровный шов без присутствия трещин, углублений.
Используя качественные сварочные материалы, можно добиться ровного валика на состыкованных деталях. Это зависит не только от умения сварщика, но и правильно используемого припоя, электрода, элемента присадки.
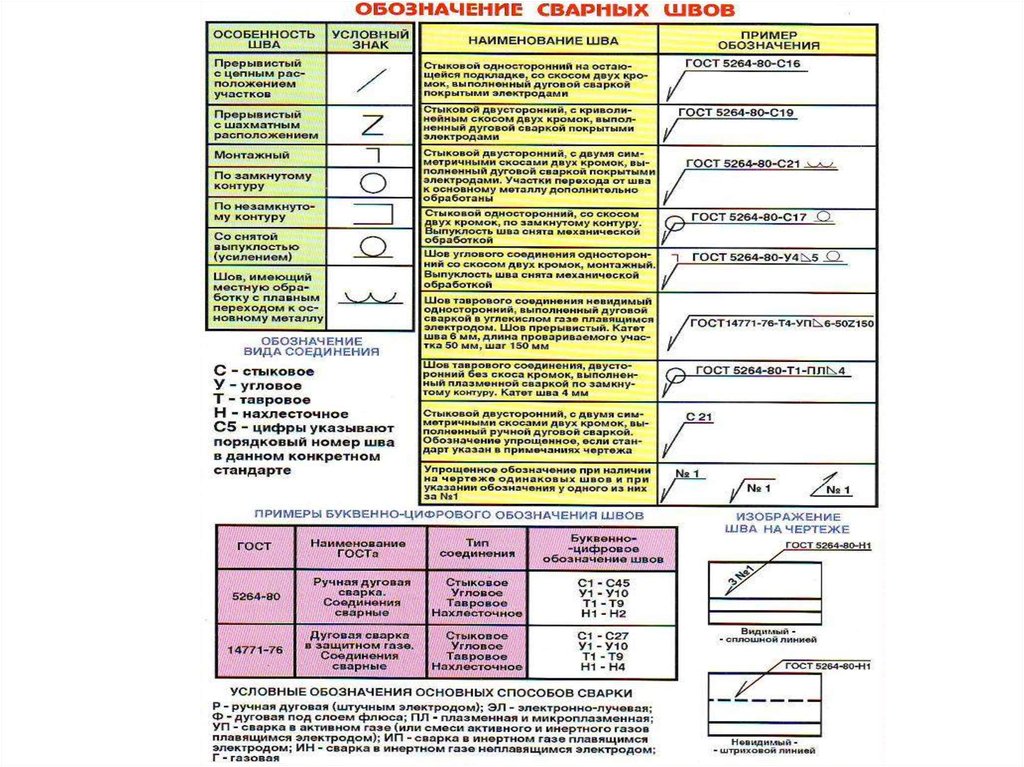
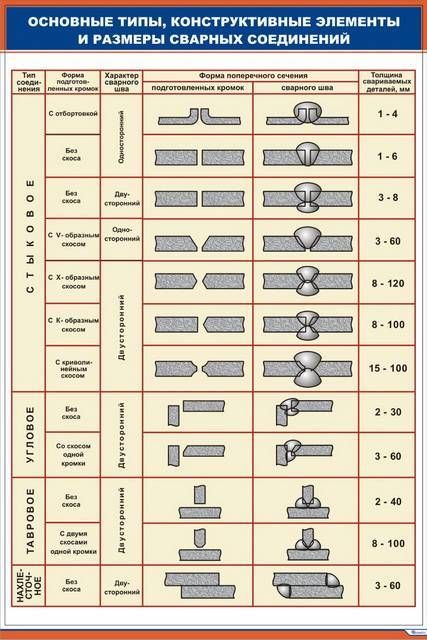
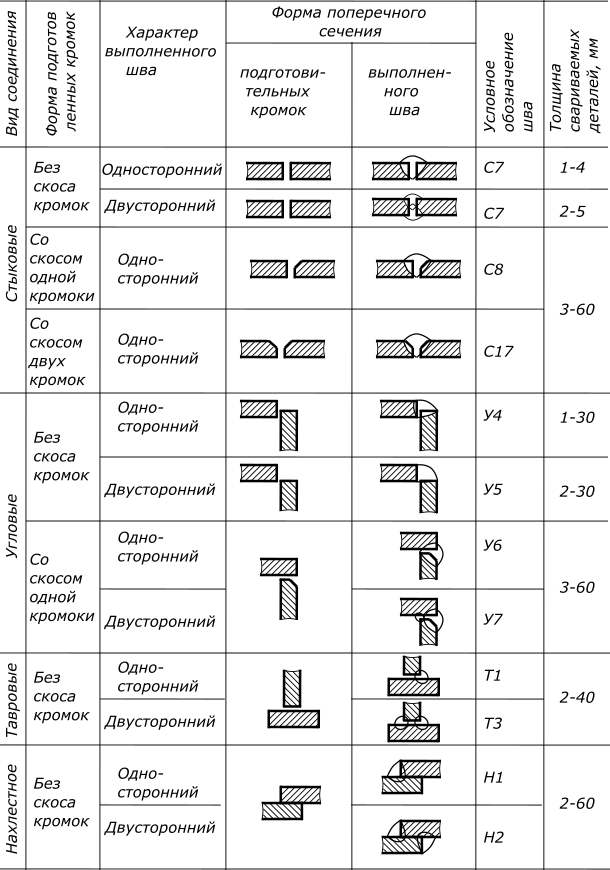
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
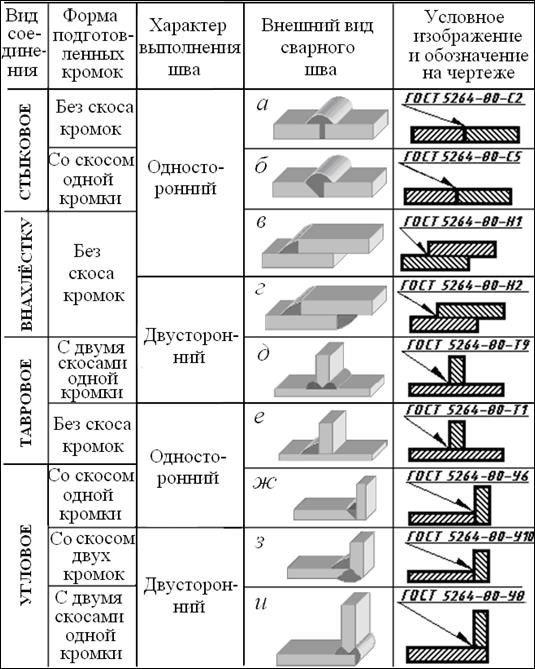
В связи с важностью правильной подготовки свариваемых кромок с точки зрения качества, экономичности, прочности и работоспособности сварного соединения созданы государственные стандарты на подготовку кромок под сварку. Стандарты регламентируют форму и конструктивные элементы разделки и сборки кромок под сварку и размеры готовых сварных швов
ГОСТ 5264-80 «Швы сварных соединений. Ручная электродуговая сварка. Основные типы, конструктивные элементы и размеры» и ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» регламентируют конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях.
Необходимо отметить некоторые особенности применения стандартов. Различные способы электрической сварки плавлением в силу их технологических особенностей позволяют получить различную максимальную глубину проплавления. Варьируя основными параметрами режима сварки, конструктивными типами разделки кромок, можно увеличивать или уменьшать глубину проплавления и другие размеры шва.
По указанной причине упомянутые стандарты, регламентирующие конструктивные элементы разделки кромок, учитывают возможность варьирования силой сварочного тока, напряжением, диаметром электродной проволоки (плотностью тока) и скоростью сварки. В тех случаях, когда процесс сварки обеспечивает использование больших токов, высокой плотности тока и концентрации теплоты, возможны повышенная величина притупления, меньшие углы разделки и величина зазора.
При ручной дуговой сварке такие факторы, как величина сварочного тока, скорость сварки и напряжение дуги, изменяются в небольших пределах.
Чтобы обеспечить сквозное проплавление кромок изделия при сварке односторонних стыковых или угловых швов при толщине листов свыше 4 мм, сварку приходится вести по заранее разделанным кромкам. При ручной сварке сварщики не могут существенно изменить глубину проплавления основного металла, но, меняя размах поперечных колебаний электрода, они могут значительно изменять ширину шва.
При толщине листов 9 — 100 мм ГОСТ 5264-80 для стыковых соединений предусматривает обязательную разделку кромок и зазор, которые имеют различную величину в зависимости от толщины металла и типа соединения.
Во всех случаях, используя стандарты на подготовку кромок, следует выбирать такие типы разделок, при которых обеспечиваются наименьшие объем и стоимость работ по разделке кромок, объем и масса наплавленного металла, полный провар по толщине, плавная форма сопряжения внешней части шва и минимальные угловые деформации.
Большое влияние на качество сварных соединений и экономичность процесса сварки оказывают чистота кромок и прилегающей к ним поверхности основного металла, точность подготовки кромок и сборки под сварку. Заготовки для свариваемых деталей следует изготовлять из предварительно выправленного и зачищенного металла. Вырезку деталей и подготовку кромок осуществляют механической обработкой (на пресс-ножницах, кромкострогальных и фрезерных станках), газокислородной и плазменной резкой и др. После применения тепловых способов резки кромки зачищают от грата, окалины и т. п. (шлифовальными кругами, металлическими щетками и др.).
В некоторых случаях при сварке высоколегированных сталей основной металл в зоне термического влияния после резки также удаляют механическим путем. Перед сборкой кромки прилегающие участки основного металла (на 40 мм от кромки) должны быть очищены от масла, ржавчины и других загрязнений металлическими щетками, дробеструйной обработкой или химическим травлением. Детали собирают на прихватках (коротких швах) длиной 20 — 30 мм или в специальных сборочных приспособлениях.