
Разновидности вентиляции
Конструкция и производительность вытяжного устройства зависят от габаритов соединяемых деталей и интенсивности выполнения работ. При сварке широких и протяженных швов возрастает количество газов, попадающих в атмосферу.
Располагать зонт над рабочим столом (по аналогии с кухонными вытяжками) не рекомендуется, поскольку оператор будет вдыхать вредные вещества, затягиваемые потоком воздуха.
Местная вытяжка
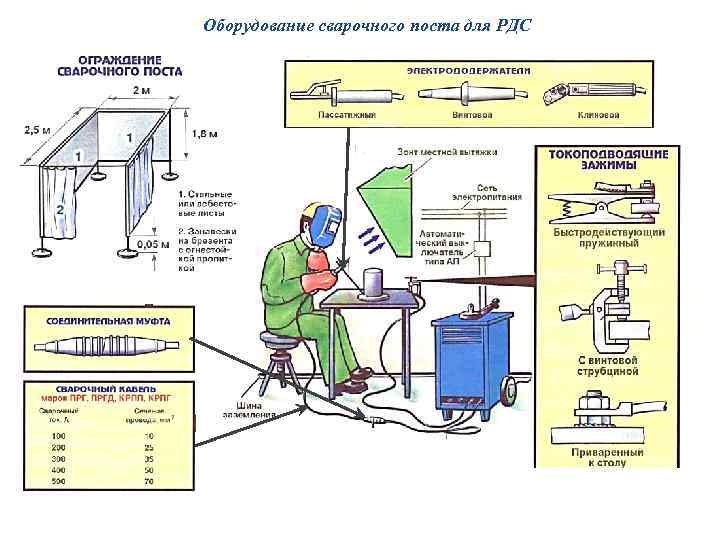
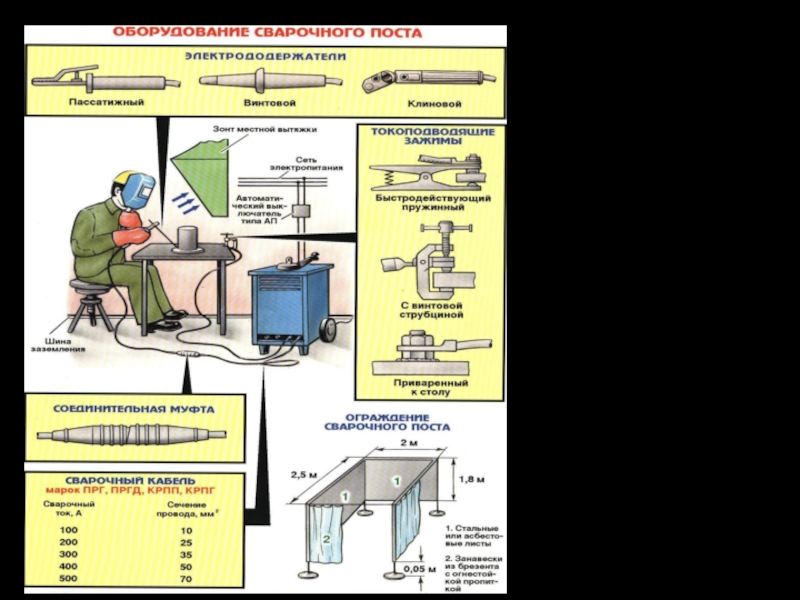
Для отвода газов из рабочей зоны необходимо установить колосниковую решетку с расположенным снизу каналом. В системе вентиляции предусматривают фильтр с сеткой для гашения искр и улавливания капель расплавленного металла и флюса. Производительность вентилятора с электрическим приводом достигает 5,5 тыс. м³/час (зависит от объема цеха и количества газов). Если на столе невозможно установить решетку, то применяют передвижные фильтровентиляционные установки с гибкими рукавами, подводимыми к рабочей зоне.
![]()
Местная вытяжка на сварочном столе.
Сварщик вручную подводит вентиляционный раструб к рабочей зоне и фиксирует в заданном положении. Свежий воздух подается в нижнюю часть цеха. Допускается организация его притока вверх с принудительным отводом к рабочему месту сварщика.
Общеобменная вентиляция
В состав системы входят раздельные вентиляционные установки, обеспечивающие обмен воздушных масс в помещении. Предусмотрено фильтрационное оборудование для отделения посторонних частиц. Такое оснащение должно обеспечивать цех свежим воздухом с учетом максимальной производительности установленной аппаратуры. Нормативами предусмотрена организация общеобменной системы при использовании от 200 г материала электродов за 1 час рабочего времени на 1 м³ объема помещения. Если эти параметры ниже, воздухообмен обеспечивается естественным путем.
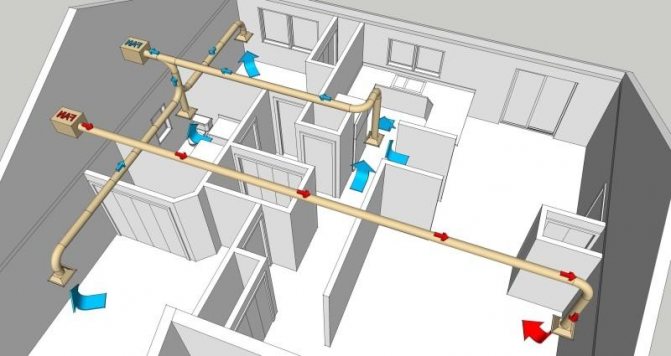
Схема общеобменной вентиляции.
Стандарты предусматривают поддержание 10-кратного воздухообмена в помещениях с обеспечением скорости циркуляции потоков в вертикальном направлении от 0,1 м/сек (для отвода пыли и газов из зон, расположенных вне сварочных постов).
Варианты для замкнутых пространств
Для организации воздухообмена в таких помещениях применяют:
- Систему принудительной подачи очищенной атмосферы с одновременным удалением загрязнений во всем объеме.
- Отвод вредных веществ из рабочей зоны с обеспечением воздухообмена естественным путем через вентиляционные прорези.
- Вентилирование зоны около органов дыхания сварщика (например, путем принудительной подачи очищенной атмосферы под маску или щиток).
Рекомендуем к прочтению Особенности настройки сварочной маски Хамелеон
При проведении работ в закрытых помещениях необходимо использовать вентиляторы высокого давления с увеличенной производительностью и эластичные шланги. Рукава подсоединяют герметичными муфтами, выдерживающими заданный напор потока. В зимнее время предусматривают подогрев. Скорость движения потока для ручной сварки должна находиться в пределах 0,7-2,0 м/сек. Направление циркуляции обеспечивает отвод вредных газов от органов дыхания. Если предполагается работа 2 сварщиков, то необходимо обеспечить рассеивание примесей до значений ПДК.
Циркуляция в замкнутых условиях улучшается при использовании системы отвода загрязнений. Для предотвращения попадания частиц металла и дыма в помещение необходимо откачивать на 10-15% больше воздуха, чем подается по нагнетательному каналу.
Помимо стационарных установок допускается использование передвижных агрегатов (например, при сварке цистерн или иных резервуаров на открытом пространстве).
Норма расхода инструментов.
В процессе сварки происходит не только расходование вспомогательных и основных материалов, но и износ самих инструментов, применяемых при сварке. Вид расходуемых материалов и инструментов зависит от способа сварки. Например, если речь идет о стыковой сварке, то износу подвергаются контактные губки, если производится точечная сварка, то изнашиваются электроды, при шовной сварке стоит говорить об износе роликов, а при рельефной сварке, в данном случае, говорят о контактных плитах. Скорость, с которой изнашиваются эти части оборудования, зависит от нескольких факторов:
- от материала, из которого они произведены;
- от поверхности свариваемых деталей (например, от того, насколько эта поверхность чистая);
- от выбранного режима сварки.
Учитывая все эти факторы, определяется норма расхода материалов и износа инструментов, которая также имеет очень большое значение для определения себестоимости готового сварного изделия.
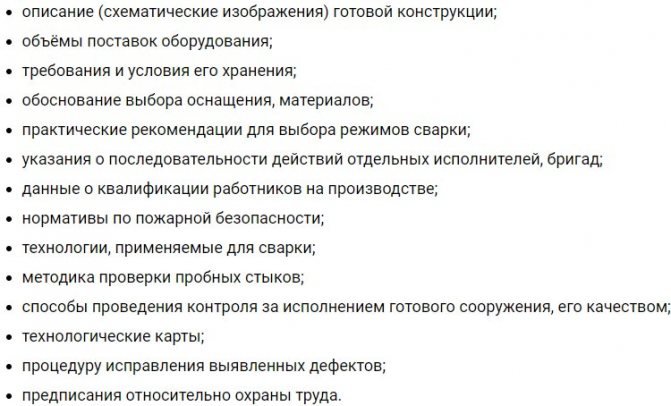
Какая документация оформляется до и при проведении сварочных работ
В ФНП есть четко сформулированные определения, какая именно документация оформляется при проведении сварочных работ.
Сварной процесс на ОПО требует тщательнейшего контроля. Регулировать этапы могут:
- заместители;
- узкоспециализированные специалисты;
- руководители;
- квалифицированные сварщики.
При реализации мер по отслеживанию всех рабочих процессов по сварке, соблюдаются основные пункты ФНП, норм, Госты и СНИПы. Важным моментом является специфичность выполняемых действий и квалификационные данные самого исполнителя сварных манипуляций. Как до начала, так и в конце проведенной сварки требуется составлять пакет соответствующей документации.
Первое-составить технологическую карту, в которой указать последовательность и количество требующихся работ, виды применяемой сварки, кто ОЛ (ответственные лица) и т.д. Кроме того, необходим сварной журнал с указанием детальной информации (ФИО участников рабочего процесса).
Кроме того, требуется еще ряд актов, включающих в себя:
- заключение по КК (контролю качества выполненной сварки);
- заверенные подписью ОЛ протоколы по проведенным испытаниях прочности сварных соединений;
- ЛН (личный номер) присваивается чтобы в последствии разыскать эту информацию в архивных складах или реестрах компьютерных программ. Каждой детали соответствует подробный паспорт.
До начала работ. ППР на сварные работы.
ППР-проект производства работ по сварке (или ППСР) составляется для каждого вида объектов индивидуально. Помимо общих данных вносится ряд таких:
В ППР учитывается:
- Объём предполагаемых работ.
- Данные благодаря которым возможно проконтролировать своевременность и правильность исполнения сварных процессов (с указанием всех задействованных в предварительной подготовке лиц).
- Графики поставок.
- Какой вид сварок используется.
Полезно посмотреть это тематическое видео:
Техкарты на сварку и контроль
Основным для сварщика до начала работ является ознакомление с технологической картой
Крайне важно соблюдать этот момент особенно когда предстоит сварка ответственных соединений. А перед предстоящими сложными монтажными работами огромных конструкций необходимо тщательно изучить технологическую карту сборочно-сварных работ
Изучение специализированных карт позволит сварщику разобраться в деталях работы, изучить специфику предстоящих соединений, заранее подготовить необходимое оборудование. Благодаря этому работа облегчается и улучшаются итоговые показатели.
Пример: технологическая карта по сварке трубопровода — РД-1-22СОО С17ГОСТ16037
Должностные инструкции (сварщика, мастера и инженера)
Каждому виду сварной деятельности соответствуют индивидуальные должностные инструкции, с которыми специалисты должны быть ознакомлены в самом начале.
Наряд-допуск.
Перед началом сварки сварщик обязан получить наряд (допуск).
Он включает в себя:
- состав бригады;
- сведения о подготовке;
- указание длительности проводимых действий;
- информацию о вынужденных действиях по обеспечению безопасности, в случае возникновения непредвиденной опасности;
- четко приписанные этапы всех рабочих этапов;
- список руководящего состава.
Составляется ПТД (производственно-технологический документ) в котором: инструкции, чертежи, прописанные ТУ, рекомендации по техно-картам и оборудованию, информация о методологии процесса сваривания.
Немаловажно знать, какую документацию требуется оформлять в процессе выполнения сварочных работ
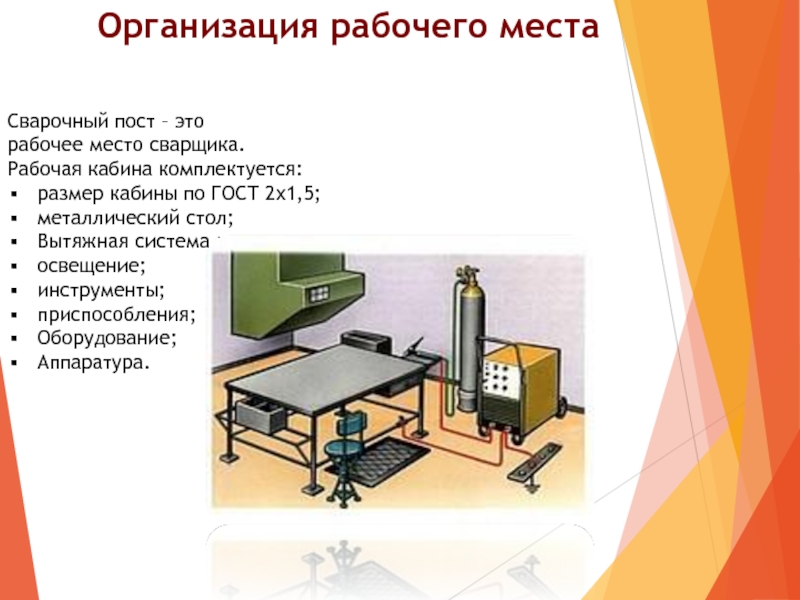
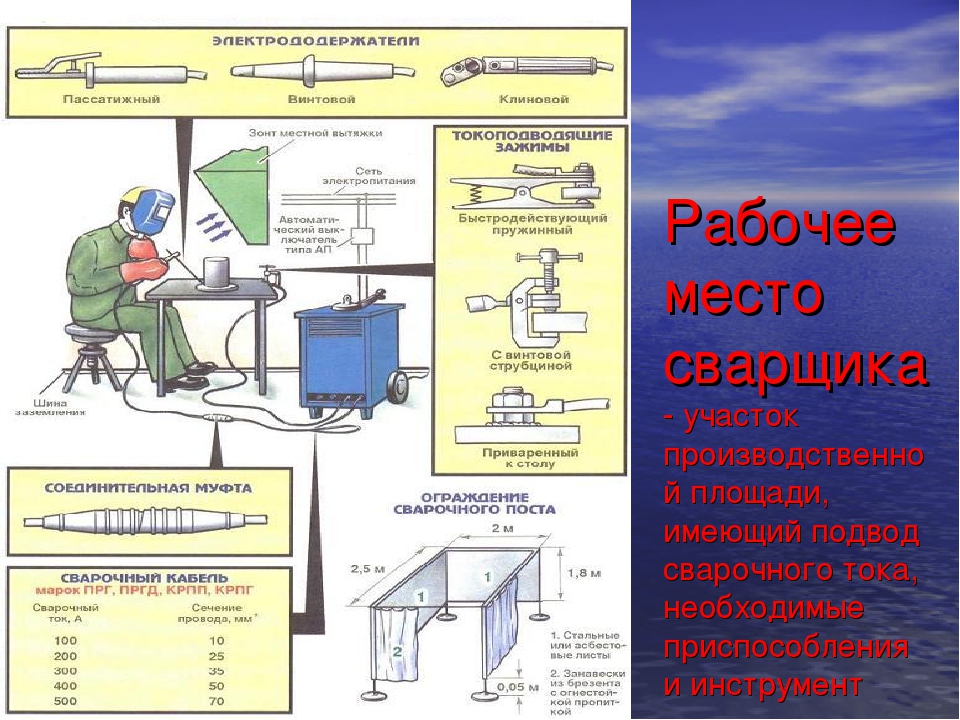
Порядок размещения и использования оборудования

Размещение любого сварочного устройства должно позволять свободно подходить к нему с любой из сторон. Для этого проходы в рабочем помещении, в котором предполагается варить заготовки, должны иметь ширину не менее 0,8 метра.
Все сварочные агрегаты, а также вспомогательное оборудование, с которыми предполагается работать вне помещений, должны оснащаться надёжной защитой от дождя и брызг. В отсутствии такой защиты во время атмосферных осадков работы необходимо будет прекратить.
Решение о продолжении или прекращении работ (с учётом осадков) принимает руководитель, ответственный за их проведение.
Отдельные сварочные установки, работать с которыми предстоит на метровой высоте, должны оборудоваться рабочими площадками с настилом, лестницами и перилами. Помимо этого, необходимо принять специальные меры по их качественному освещению.
Согласно своду правил по сварке (СП) подключение источников питания (инверторов или трансформаторов) осуществляется согласно имеющейся на зажимах маркировке. В случае одновременной работы с размещаемыми поблизости агрегатами они устанавливаются на удалении не менее 0,35 метра друг от друга.
При наличии на стройплощадке ацетиленового генератора используемое для сварки оборудование устанавливается на безопасном удалении от него, составляющем не менее 3-х метров.
Идущие от агрегата сварные провода при наличии в зоне сварки баллоновс горючими газами должны прокладываться на удалении не менее 10-ти метров от них.
Длина соединительных кабелей между источником переменного или постоянного тока и передвижным (мобильным) агрегатом также не может превышать 10-ти метров.
Помимо всего прочего, в мобильных установках желательно наличие отдельного рубильника, не позволяющего проводить операции присоединения и отключения проводов, если последние находятся под нагрузкой.
Сборка и сварка трубопроводов
Трубопроводы относятся к категории особо важных объектов. При некачественном соединении их частей методом сварки возможно возникновение серьезной аварии
Поэтому сварке трубопроводов СНиП уделяет особое внимание. При этом учитываются требования ГОСТа 16037
СНиП по сварке трубопроводов дает, в частности, следующие рекомендации:
- К сварке этих изделий допускаются сварщики, имеющие соответствующий этому виду деятельности разряд.
- Перед сваркой трубопроводы должны быть очищены от разного рода загрязнений.
- Сварку металлических труб можно производить при температуре не менее минус 50°С.
- Не допускается сварка трубопроводов при неблагоприятных погодных условиях.
Поскольку сварка осуществляется на высоте, большое внимание уделяется мерам безопасности. Для правильной сварки трубопроводов применяются и другие основные требования СНиП по сварке металлоконструкций
Особые требования СНиП предъявляет для сварки оцинкованных труб.
Норма расхода инструментов.
В процессе сварки происходит не только расходование вспомогательных и основных материалов, но и износ самих инструментов, применяемых при сварке. Вид расходуемых материалов и инструментов зависит от способа сварки. Например, если речь идет о стыковой сварке, то износу подвергаются контактные губки, если производится точечная сварка, то изнашиваются электроды, при шовной сварке стоит говорить об износе роликов, а при рельефной сварке, в данном случае, говорят о контактных плитах. Скорость, с которой изнашиваются эти части оборудования, зависит от нескольких факторов:





- от материала, из которого они произведены;
- от поверхности свариваемых деталей (например, от того, насколько эта поверхность чистая);
- от выбранного режима сварки.
Учитывая все эти факторы, определяется норма расхода материалов и износа инструментов, которая также имеет очень большое значение для определения себестоимости готового сварного изделия.
СК (Строительные конструкции)
- ГОСТ 23118-99 «Конструкции стальные строительные»,
- РД 34 15.132-96 «Сварка и контроль качества сварных соединений металлоконструкций зданий при сооружении промышленных объектов»,
- СП 70.13330.2012. Свод правил. Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87
- ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций»,
- ГОСТ 10922-90 «Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций»,
- ГОСТ 23858-79 «Соединения сварные стыковые и тавровые арматуры и железобетонных конструкций»,
- РТМ 393-94 «Руководящие технические материалы по сварке и контролю качества Соединений арматуры и закладных изделий железобетонных конструкций»,
Как определить нормы времени на сварку
Оценка результативности производственной деятельности сварщика, расчет оплаты его труда проводится с учетом норм времени на сварочные работы.
Временной показатель зависит от нескольких факторов: квалификации исполнителя, группы свариваемого материала, вида шовного соединения, рабочих условий, оборудования.
Основы расчета
Оценивая норму временные затраты, следует учитывать все виды деятельности сварщика. Можно условно разделить работу на несколько этапов:
Нормы времени на проведение основного комплекса сварочных работ учитывают временные затраты на подготовку всех необходимых материалов, деталей; приведение оборудования и вспомогательных средств в рабочее состояние.
Важный фактор для расчета норм времени – промежуток, в течение которого инициирована рабочая зона. Примером может служить время горения дуги.
Основные виды сварочных работ сопровождаются обязательной вспомогательной деятельностью. Нужно сменить электрод, осмотреть внимательно шов, при необходимости подготовить кромку.
Все основные и вспомогательные процедуры составляют оперативное время сварки. Откладывать их без ущерба для результата невозможно.
Оптимальная скорость
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
Важность для расчета качества материала
Сварщику в соответствии с квалификационными возможностями приходится работать с разнохарактерными материалами. Это существенно сказывается на норме времени сварочных работ.
Принято выделять несколько основных групп, отличающихся содержанием химических компонентов и назначением. Например, к группе М01 относят конструкционные стальные сплавы с углеродистым и низколегированным составом. Предел текучести этих материалов не превышает 360 МП.
По мере увеличения значения цифры в маркировке улучшаются характеристики сплавов. Так в класс М07 внесены арматурные стали, предназначенные для изготовления железобетонных конструкций. При расчете норм времени на проведение сварочных работ качество материалов имеет принципиальное значение.
Пример расчетных действий
При проведении подсчета пользуются рядом нормативных показателей, учитывающих специфику сварки, квалификацию исполнителя, особенности химического состава и формы деталей. В упрощенном виде формула представляет собой дробь.
Числитель содержит длину шовного соединения, знаменатель – нормированную скорость для данной производственной ситуации. Полученное значение нужно умножить на коэффициент 0,35, получив, таким образом, норму времени для визуальной оценки качества шва.
Для учета продолжительности зачистки шва нужно его длину умножить на коэффициент 0,6. Суммарный показатель отображает общее количество времени на основную часть сварочных работ.
На проведение подготовки требуется 5% времени от полученного значения. Рассчитываем этот показатель и прибавляем к предыдущему числу. После чего следует учесть необходимость отдыха работника, которая должна быть не меньше 10% от затраченного на сварку времени.
Суммарный показатель – это и есть норма временных затрат на проведение конкретной сварочной работы с рассматриваемым объектом.
Следует принимать во внимание, что на нормативный показатель скорости проведения сварочных работ существенно влияет размер площади сечения детали, сила тока, количественные характеристики электродов и расплава в рабочей зоне. Расчет норм времени на сварочные работы может быть проведен только опытными специалистами в области нормирования труда, имеющие знания в данной отрасли
Расчет норм времени на сварочные работы может быть проведен только опытными специалистами в области нормирования труда, имеющие знания в данной отрасли.
Опасные факторы
Вне зависимости от того, где эксплуатируется сварочное оборудование – в помещении или под открытым небом – всегда есть опасные факторы, которые воздействуют и на сварщика, и на стоящих рядом людей. Средства защиты нужны не только специалистам, но и помощникам. Стоит учитывать, к примеру, что искры от электродов могут рассыпаться в радиусе до пяти метров. Поймать отблеск сварки (так называемый «зайчик») можно с расстояния в три метра.
Существует множество причин, вызывающих несчастные случаи и травмы:
- искры легко прожигают все виды ткани, кроме специальной, и могут стать причиной ожога;
- расплав легко прожигает современную обувь, изготовленную из искусственных материалов;
- в зоне разлета искр могут воспламеняться горючие материалы;
- от раскаленного металла подымаются горячие пары, которые могут травмировать кожу лица или глаза;
- искры могут попадать на открытые участки кожи и вызывать легкие ожоги;
- плохая изоляция кабеля может привести к поражению электрическим током;
- при взрыве оборудования или дополнительной оснастки возможно возникновения пожаров;
- плохо закрепленные элементы конструкций падают на землю, травмирую людей;
- при выполнении сварочных работ на высоте не исключается падение сварщика.
Химические и физические факторы:
- работающее сварочное оборудование генерирует шумы высокого уровня;
- инфракрасное и ультрафиолетовое излучение;
- при работе электродуговой сварки излучается слепящий глаза свет;
- при работе с металлическими сплавами в воздух испаряются свинец, цинк, хром, кадмий и прочие опасные для дыхательных путей вещества;
- над ванночкой присутствует взвесь высокой температуры с микровключениями;
- высока вероятность теплового воздействия горелки или электрической дуги.
Сварка на высоте

Особого рассмотрения требуют так называемые «работы на высоте», под которыми понимается расположение сварщика и оборудования на удалении не менее 1,5 метра от уровня земли.
При таких сварочных работах использование специальных поясов для страховки считается обязательным.
Согласно действующим нормативам (ГОСТ), касающихся проведения сварочных операций, высотные работы могут выполняться лишь при наличии подмостей (приставных лестниц), оборудованных лесов или навесных люлек.
Неприставные высотные конструкции обязаны иметь надёжные защитные ограждения и настил из невоспламеняющихся (негорючих) материалов.
В случае невозможности использования временных приспособлений допускается применять для этих целей уже готовые конструкции, располагающие подходящими зацепами для фиксации предохранительных поясов.
При одновременной сварке на отличающихся по высоте отметках должны использоваться ограждающие перекрытия (щиты или настилы), обеспечивающие защищённость оператора, находящегося на более низком уровне от разбрызгивания металла.
При этом виде работ электросварщик обязан пользоваться холщовой сумкой для хранения инструмента, а также специальным электродным пеналом, исключающим их случайное падение.
Помимо этого к работе со сварочным аппаратом в высотных условиях запрещается привлекать лиц, не имеющих соответствующего уровня квалификации и не прошедших предварительно специального инструктажа.
НОРМИРОВАНИЕ РАБОТ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
Техническое нормирование предусматривает установление технически обоснованных норм времени на выполнение различных сварочных работ. Технически обоснованные нормы времени позволяют сварщику производительно Использовать рабочее время, полностью загружать сварочное оборудование, а при рациональных приемах сварки перевыполнять установленные нормы.
В норму времени на выполнение сварочных работ входят:
основное, или машинное, время сварки, включающее время горения дуги или время плавления электрода при сварке 1 м шва. Основное время определяют и подсчитывают с учетом технологии сварки, производительности сварочного оборудования и режимов сварки;
а 14
РУЧНОЙ ДУГОВОЙ СВАРКЕ
подготовительно-заключительное время, которое складывается из затрат времени на получение задания и производственный инструктаж, на настройку и наладку аппаратуры, на сдачу работ. Обычно это время составляет 4—8 % основного времени;
вспомогательное время, необходимое на установку детали на рабочее место, поворот ее в процессе сварки, зачистку швов, установление режима сварки и на другие аналогичные операции;
время, затрачиваемое на обслуживание рабочего места, на отдых и личные надобности.
Для расчета основного времени сварки необходимо знать массу наплавленного металла, сварочный ток и коэффициент наплавки электрода.
| Таблица 36. Зависимость коэффициента наплавки от марки электрода
Марка |
Коэффициент наплавки ан, г/ (А-ч) | Коэффициент перехода металла в шов |
| МР-3 | 9,0 | 0,80 |
| УОНИ-13/45 | 9,0 | 0,95 |
| УКР | 10,7 | 1,04 |
| АНО-11 | 10,5 | 1,03 |
Массу наплавленного металла определяют по заданным чертежом размерам шва. Объем наплавленного металла V„ (см3) определяют по формуле VK = Fl, где F — площадь поперечного сечения шва, см2; / — длина шва, см. Масса наплавленного металла (г) Qh = ^hY. где у — плотность металла, г/см3 (для стали у=7,8 г/см3).



Сварочный ток определяется условиями сварки, диаметром электрода, положением шва в пространстве н другими данными, устанавливаемыми технологическим процессом.
При ручной сварке коэффициент наплавки ан зависит от марки электрода (табл. 36, см. гл. 2).
Основное время сварки
Qh/7свССн»
где Q„ — масса наплавленного металла, г.
Вспомогательное время по ручной дуговой сварке складывается из времени, затрачиваемого на установку детали на рабочее место, снятие детали, поворот или перемещение ее в процессе сварки, включение и выключение рубильника сварочной машины, смену электродов, зачистку свариваемых кромок перед сваркой, зачистку швов от шлака, осмотр, клеймение швов, переход от одного участка шва к другому при сварке прерывистых швов и другие операции, необходимые для выполнения основной работы.
Затраты вспомогательного, подготовительно-заключительного времени на обслуживание рабочего места, отдых и естественные надобности составляют в среднем 30—50 % и определяются путем хронометражных наблюдений.
Норма расхода Я, (кг) покрытых электродов и сварочной проволоки на изделие H3=G, lw, где G5—удельная норма расхода электродов на 1 м шва данного типоразмера, кг/м.
В общем виде удельную норму расхода рассчитывают по формуле
Сэ = УСр /тїн,
где Кр — коэффициент расхода, учитывающий неизбежные потери электродов и проволоки; m„=p ГнЮ-3, тн — расчетная масса наплавленного металла, кг/м; р — плотность наплавленного металла, г/см3; FH — площадь поперечного сечения наплавленного металла шва, мм2.
При сварке электродами с тонкими покрытиями р=’7,5 г/см3, Кр = 1,2-f — 1,3; с толстыми покрытиями р = 7,8 г/см3, Кр= 1,41,6.
Площадь F„ подсчитывают как сумму площадей элементарных геометрических фигур, на которые она может быть разбита. Расход- электроэнергии (кВт-ч), определяемый обычно на 1 кг наплавленного металла, зависит от рода тока (табл. 37). Норма времени при ручной дуговой сварке обычно дается на 1 м шва заданного сечения нли изготовление определенной детали или изделия. Во всех случаях она называется штучным временем.
| Таблица 37. Удельный расход электроэнергии при сварке
Род тока |
КПД сварочного поста | Расход электроэнергии на I кг наплавленного металла, кВт*ч | Мощность холостого хода. кВт |
| Переменный | 0
1 о СО |
3—4 | 0,2—0,35 |
| Постоянный: | |||
| однопостовая установка | 0,3—0,6 | 4—6 | 2,5—4,0 |
| многопостовая установка | 0,24—0,5 | 5—8 | — |
Пожарная безопасность
Техника безопасности при производстве сварочных работ включает в себя пожарную безопасность. Такое явление, как пожар, может возникнуть, как при промышленном производстве, так и при индивидуальных работах. Для исключения возникновения пожара необходимо принять все меры. Это предусматривает не только порядок проведения сварочных работ, но и подготовительные операции.
В этом смысле особую опасность представляет собой сварка ручная дуговая. Искры при этом виде сварочного процесса разлетаются на значительное расстояние, доходящее до пяти метров. В месте, куда они долетели, может произойти возгорание. ТБ при выполнении сварочных работ настоятельно рекомендует перед началом процесса сварки проводить тщательный осмотр и производить уборку находящихся вблизи горючих материалов, промасленных тряпок и сухого мусора, находящихся на означенном расстоянии.
Если сварка осуществляется в углекислой среде, то становится возможным разбрызгивание металла, находящегося в раскаленном жидком состоянии. При применении газового варианта источником повышенной опасности станет горелка. При электросварке раскаленные кусочки металла могут улетать на значительное расстояние и создавать там пожароопасную обстановку. Если они попадут на легковоспламеняющиеся вещества, то возникнет возможность возникновения так называемого «тихого пожара». Со временем он начнет набирать силу.
К потенциальным причинам возгорания относится неисправная электропроводка. Если нарушена техника безопасности по сварке с газовыми баллонами, то возникает опасность их взрыва, и, как следствие, возникновение пожара. Он также может возникнуть от вылетающих искр.
Нельзя отвергать и наличие человеческого фактора, например, если будет нарушен запрет курения на рабочем месте. К нарушениям относится неправильное транспортирование газовых баллонов. Их доставка к месту работ должна проводиться с использованием специальной тележки. При переноске на руках они могут упасть, что приведет к возникновению взрыва. Располагать баллоны следует подальше от отопления, а при работе на открытом воздухе — в тени. Попадание солнечных лучей на газовые емкости является недопустимым.
Необходимые мероприятия для того, чтобы была обеспечена техника безопасности сварочных работ в части возможности возникновения пожара, можно разделить на:
- Организационные. К ним относятся проведение инструктажа и ознакомление с технологической картой на конкретный сварочный процесс.
- Технические. Заключаются в подготовке оборудования и расходных материалов.
- Эксплуатационные. Состоят в правильном выборе рабочих режимов.
К важным противопожарным мероприятиям относится подготовительные операции. Они заключаются в грамотном оборудовании рабочего места и очистке его от нежелательных элементов.
При работе в закрытом помещении следует убедиться в нормальной работе вытяжной вентиляции. На рабочем месте сварщика необходимо наличие огнетушителя. Место сварки должно быть огорожено. Высота перегородки должна быть такой, чтобы через нее не могли перелетать искры и брызги. При работе на открытом воздухе место сварки следует огородить и поместить на ограждении предупредительные знаки.
При возникновении пожара, например, в случае загорания электропроводки, это место надо не заливать водой, а прибегнуть к помощи огнетушителя. Имеются их разные виды. К универсальным огнетушителям можно отнести порошковые, имеющие маркировку «D». Помимо огнетушителей на месте сварки желательно нахождение ящика с песком, лопаты и бугра.
Для быстрой эвакуации людей при возникновении пожара необходимо освободить проходы. Если не выполнены все имеющие противопожарные правила, то приступать к процессу сварки запрещено. К пожарной безопасности относятся требования к индивидуальной защите производителя работ.
Норма кирпичной кладки на одного каменщика
В современном строительстве существуют 6 разрядов каменщиков — начиная со 2-го, заканчивая 6-м.
Все они отличаются по обязанностям, заработной плате, уровню профессионализма, качеству, скорости и сложности выполняемых работ.
Каменщик второго разряда, чаще всего, он же подсобник, как правило, подносит кирпичи и подает раствор более мастеровитому каменщику.
Каменщику второго разряда могут доверить лишь простейшие каменные работы, где не требуется большой точности выполнения. Обычно такой кладкой является цоколь здания.
Для того, чтобы получить 2-й разряд по каменным работам не нужно заканчивать курсы, колледж или училище. Достаточно лишь появиться на стройке в составе бригады каменщиков.
https://stroi-kompas.ru/brigada-kamenshhikov/ присутствует практически на любой стройке.
Каменщик третьего разряда обладает несколько большими возможностями на рабочем месте, но чаще всего, как и каменщик второго разряда, подает кирпичи и раствор старшим рабочим по разряду. Из каменных работ, доверяемых каменщику третьего разряда, следует выделить помимо цоколя несложные простенки или перегородки, где, опять же, не требуется очень высокая точность выполнения. В редких случаях каменщик третьего разряда может выкладывать внутренние стены. Чтобы получить этот разряд, достаточно пройти краткосрочные курсы или практику в колледже/училище.
Помимо высокой точности, он выполняет кладку и с достаточно большой скоростью. Норма выработка каменщика четвертого разряда — 2 кубометра кладки в день.
Несмотря, на довольно строгие требования к каменщикам этого разряда, они зарабатывают очень неплохие деньги и практически всегда обеспечены работой.
Получить четвертый разряд каменщика можно на специальных курсах после достаточного опыта работы.
Каменщики пятого разряда помимо кладки внутренних и внешних стен также могут выполнять сложные перегородки, простенки, и углы, а также мосты и эркеры.
Равно, как и каменщики четвертого разряда, они должны выполнять свою работу с большой скоростью.
Пятый разряд вручается за достаточно большой опыт работы и после сдачи специального экзамена.
Каменщиков шестого разряда на сегодняшний день достаточно мало. Во многом, причиной этого является то, что для получения этого разряда необходим очень серьезный опыт работы (минимум 5 лет).
Однако, каменщики этого разряда могут выполнять любые каменные работы с очень большой точностью и скоростью. Каменщики 6-го разряда нередко выкладывают свыше 5 кубометров кладки за день и получают более 120 тысяч рублей.
Зарплата стоит таких трудностей
| Вид каркасных стен | Толщина стен в камнях |
| Без подкосов | |
| С подкосами |
Примечания:1.
При кладке стен из пустотелых камнейбез засыпки пустот Н.вр. и Расц.



умножать на 0,85 (ПР-1).
2.Нормами предусмотрена облицовка стенодинарным или утолщенным кирпичом.
Спецодежда
Даже при полном соблюдении техники безопасности к рабочему месту сварщика нельзя оградить от негативных факторов без использования спецодежды. В комплекте должны быть куртка, рукавицы, брюки, спецобувь и пр. Большинство спецодежды для сварщиков шьют из брезента с вкраплениями асбеста, который может обезопасить от расплавленного металла. Одежда должна закрывать все тело, чтобы не оставалось открытых мест.
Среди индивидуальных средств защиты важное значение принадлежит щиткам и шлемам. Они должны соответствовать ГОСТ 12.4.035-78
Маска не может быть тяжелее 0,5 кг.
 Примерная стоимость шлема для сварки на Яндекс.маркет
Примерная стоимость шлема для сварки на Яндекс.маркет
При выборе маски обращают внимание на ее материал. В идеале это пластмасса, устойчивая к повышенным температурам и влажности
Такая маска не портится под воздействием брызг металла и исключает поражение работника электрическим током.
Если работы выполняются в тесных и закрытых помещениях, где невозможно использовать вытяжку, то нужно использовать специальные маски, предполагающие подачу воздуха.
В шлем вставляется светофильтр, который удерживается рамкой с размерами 120*60. Средства защиты включают 13 классов светофильтров с разной плотностью, которые используются для разных режимов мощности.
Современные маски сконструированы по типу «хамелеона». Они позволяют автоматически отрегулировать затемнение стекол в зависимости от яркости дуги.
В числе требований к материалу костюма можно выделить следующие:
- Материал костюма сварщика – жаростойкий (это, например, замша или брезент).
- Карманы – только внутренние.
- Куртка не должна заправляться.
- Ботинки производятся из негорючего материала, они должны быть достаточно высокими и не должны содержать гвозди.
- Головной убор должен надежно защищать шею.
- Краги или рукавицы производятся из негорючего материала, она должны быть достаточно длинные и исключать попадания материала внутрь при потолочной сварке.
Вопросы организации
При решении организационных вопросов необходимо обратить внимание на следующие пункты:
- техническое сопровождение с обязательным учётом особенностей технологии сварочных работ;
- грамотное руководство процессом на всех его этапах;
- техническое и материальное обеспечение;
- повышение квалификации персонала с обязательной аттестацией (особенно это касается случая, когда предполагаются работы на высоте);
- грамотное и своевременное перераспределение имеющихся ресурсов, позволяющее повысить эффективность трудовых затрат и создать резервный фонд (для таких мероприятий как модернизация производства, например).
Многие считаются опасными и требуют оформления для исполнителя допуска. Также сварочные работы относятся к строительным, поэтому, при оказании такого рода услуг предприятием, требуется ряд разрешительных документов.
С учётом всех перечисленных требований сварочные мероприятия должны проводиться по заранее составленному плану, включённому в общую хозяйственную деятельность предприятия.