
Положительные стороны
Плавность хода благодаря новой технологии изменилась к лучшему, этот показатель зависит от своеобразного наклона зубьев. Удалось уменьшить габариты узлов, поскольку для слаженной работы устройства, чем-то похожего на шевроны солдат, уже не нужна была предельно допустимая масса. Соблюдая нормы безопасности и поддерживая изделия в порядке, срок эксплуатации агрегата приятно удивит каждого владельца. Нужно производить такие манипуляции как:
- Регулярно смазывать узел.
- Проводить выбраковку.
- Не допускать перегрева.
- Избегать механических повреждений.
КПД у шевронной передачи достигает 98%, что на сегодня является одним из лучших показателей, по сравнению с похожими механизмами.
Какие червячные передачи и возможности нашего производства ?
Взяв во внимание, что мы обладаем всем необходимым оборудованием, инструментом и знаниями для производства надежных червячных передач мы готовы изготовить червяки различного типа:
- Глобоидальные червяки;
- Эвольвентные червяки;
- Архимедовы червяки;
- Червяки для тихоходных передач;
- И многие другие виды.
Наши специалисты нарезают червяки различного вида и типа на токарно-винторезных станках, что обеспечивает высокую точность изделий. Но при использовании токарно-винторезных станков увеличивается срок производства деталей. При необходимости изготовить червяки в короткие сроки, мы можем предложить изготовить их на фрезерном станке с помощью фрезы. Но при этом все допуска изделия будут немного свободнее.
Изготовление возможно из нашего материала или материала заказчика. На нашем складе имеется весь необходимый запас металла для производства червячных передач любого размера. Червячные колеса производятся из бронзы, и так как она является дорогостоящим металлом, мы изготовим венец, на котором будут располагаться сами зубья, а сердечник предлагаем изготовить из простой стали.
Также стоит принять во внимание, что после изготовления червяка необходимо убрать его шероховатость. Для этого необходимо провести его термическую обработку и далее произвести шлифовку
От этих двух важнейших операций зависит эффективность работы червяка и соответственно всей червячной передачи. Закалку и шлифовку можно произвести так же у нас в компании. Мы обеспечиваем полный цикл работ от начала и до конца с высоким качеством изделий на выходе.
Виды и форма шеверов
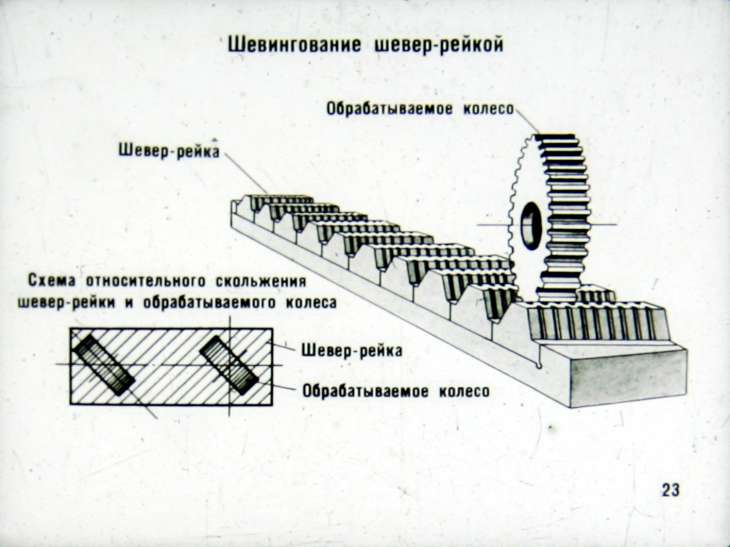
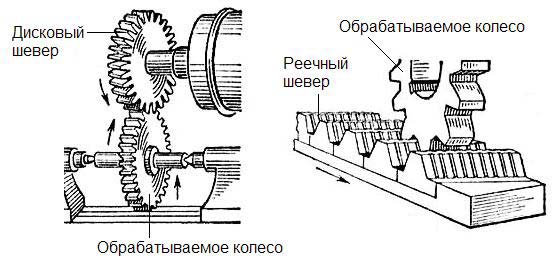
- Реечный. Предназначение – шевингование зубчатых колес с прямыми и винтовыми зубьями. Имеет вид продолговатой планки со съемными зубчатыми насечками. Данный тип не отличается высокой точностью обработки и поэтому не пользуется особой популярностью.
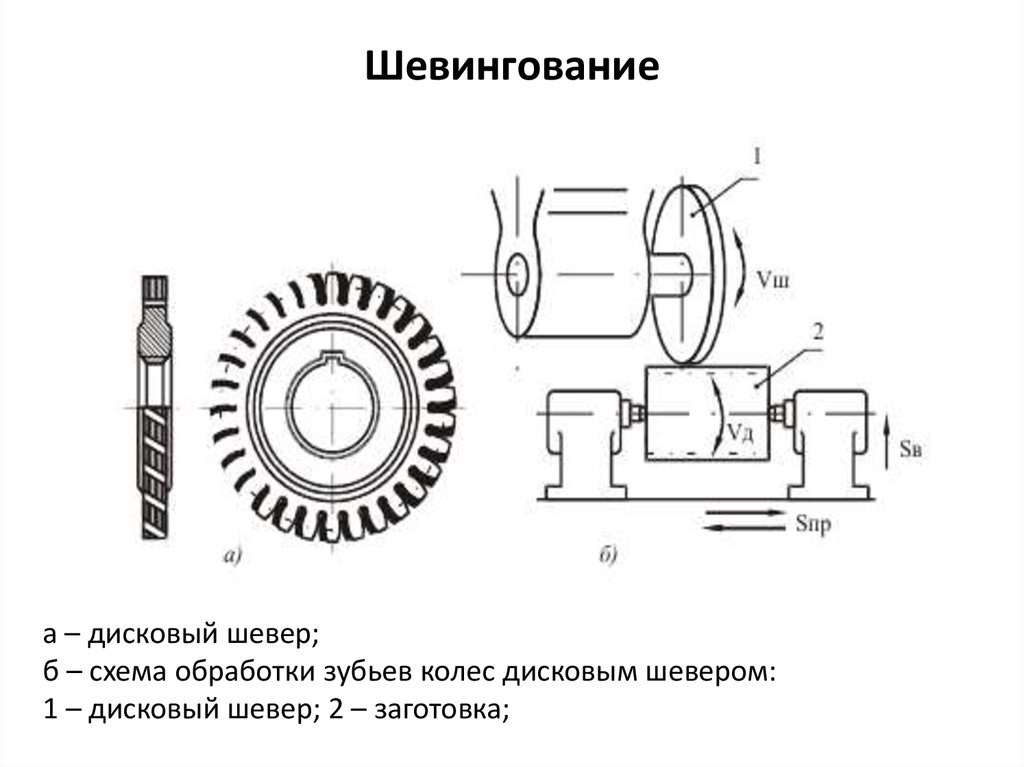
- Шевер дисковый. Представляет собой дисковое колесо из быстрорежущей стали. Каждый зуб имеет поперечные канавки, которые образуют режущие грани. Кроме того, они выполняют функцию отвода побочных продуктов металлообработки.
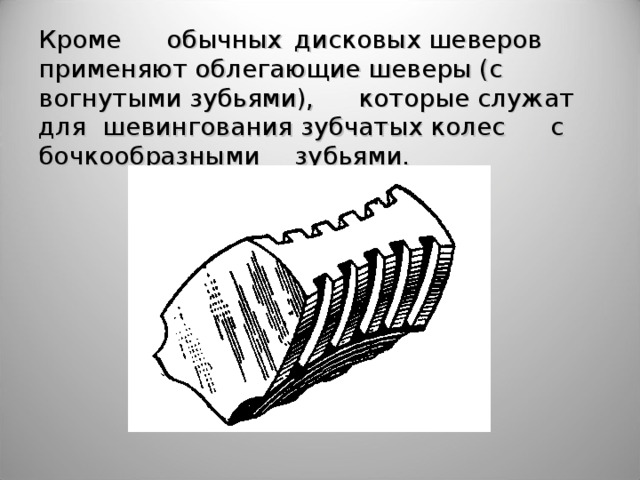
- Облегающий. Для шевингования зубьев бочкообразной формы.
- Червячный. Инструмент для обработки соответствующих передач.
Рассмотрим последние два вида подробнее.
Облегающие шеверы
Использование данных шеверов позволяет сократить время обработки. По сравнению с приспособлениями дискового типа точность облегающих шеверов несколько ниже. В результате воздействия можно получить зуб в форме бочки.
Основное отличие от стандартного инструмента заключается в воздействии на контактную плоскость. Направление движения имеет форму вогнутой линии, а не прямой. За счет этого и получают зубья специфической формы.
Червячные шеверы
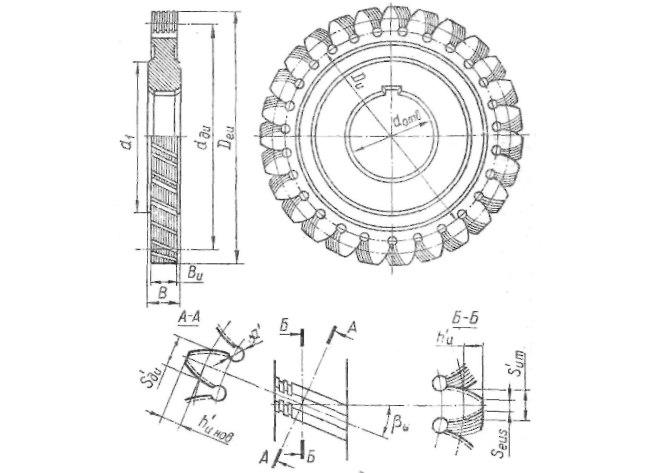
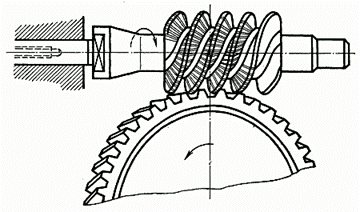
Применяются для финишной отделки колес червяного типа. Это наложило отпечаток на конструкцию инструмента: он имеет форму червяка с мелкими режущими насечками.
Существует несколько типов червячных шеверов. Наиболее популярными являются:
- эвольвентный;
- Архимедов;
- глобоидный.
Шевингование может выполняться двумя способами:
- Сокращением расстояния между осями шевера и червяка.
- Регулировкой скорости вращения режущего инструмента при неизменном положении шевера и детали относительно друг друга.
Технология шевингования по сей день является востребованной процедурой. Это единственный способ чистовой обработки зубчатых колес с целью повышения качества поверхности и увеличения класса точности изделия. А вам приходилось наблюдать за работой современных зубошевинговальных станков с ЧПУ? Некоторые специалисты полагают, что по сравнению с современным оборудованием точность отечественных станков, применяемых в серийном производстве, крайне мала. Согласны ли вы с этим утверждением? Напишите ваше мнение в комментарии.
1 Шевингование зубчатых колес – суть и особенности операции
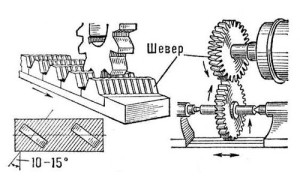
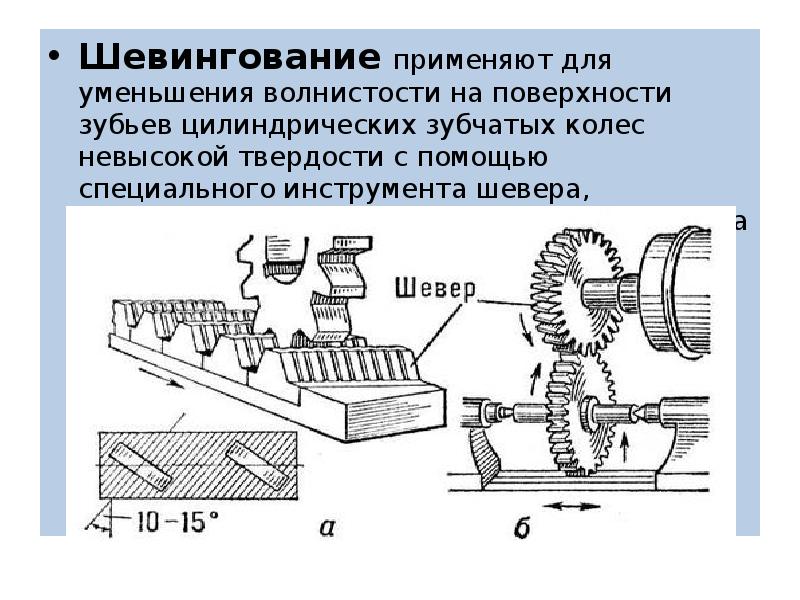
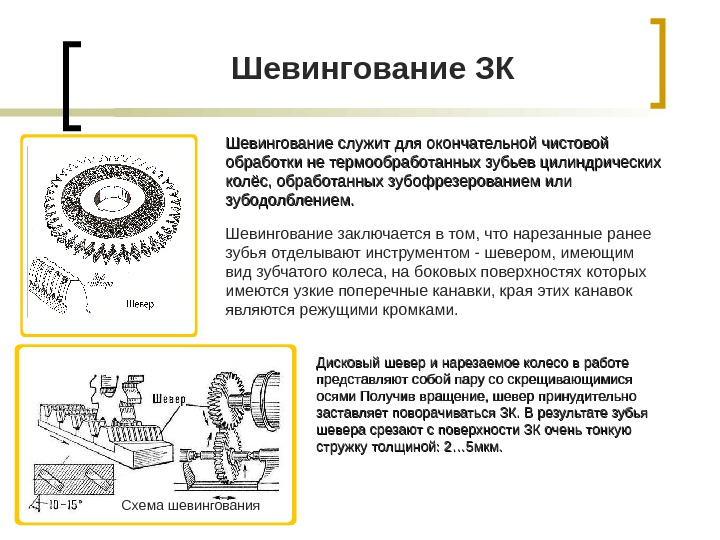
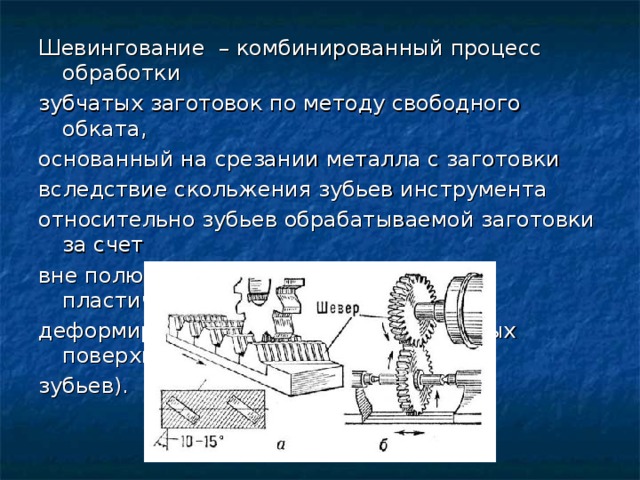
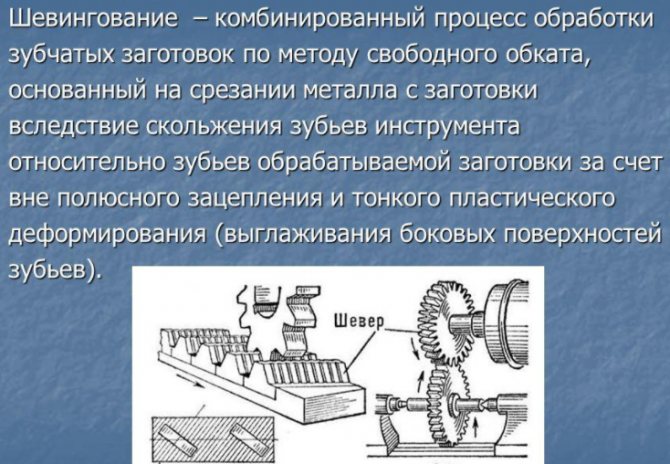
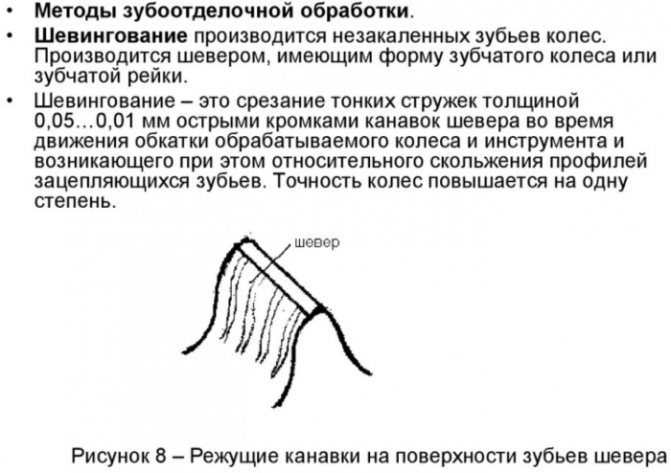
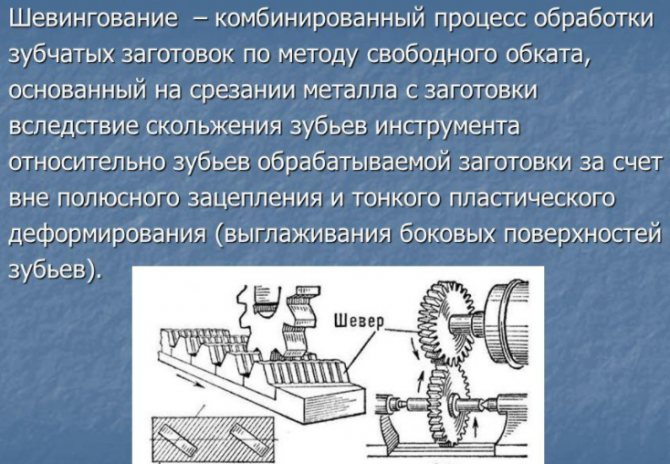
Описываемый процесс базируется на операции соскабливания «лишней» стружки с обрабатываемой детали (колес из легированной и высоколегированной стали) кромками режущего приспособления из быстрорежущей стали. Причем выполняется такая операция при скольжении по отношению друг к другу шевера и профилей зубьев колеса, которое подвергается обработке. Под шевером понимают зубчатую рейку либо зубчатое колесо, характеризуемое наличием режущих кромок на поверхностях (боковых) зубьев.
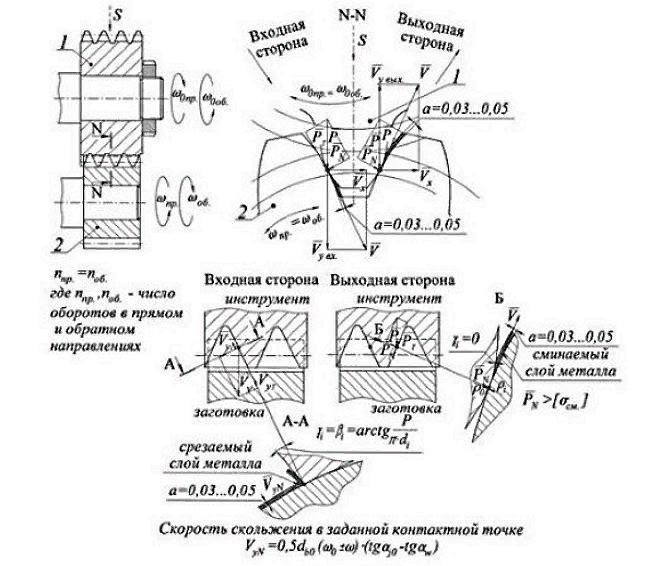
Последние формируются канавками поперечного вида. Относительное проскальзывание достигается за счет монтажа детали и шевера на агрегат для выполнения рассматриваемой нами операции под определенным углом наклона. Данный угол равняется алгебраической разности или сумме углов наклона рабочего инструмента и заготовки. Если указанные элементы направлены в разноименные стороны, перед значением угла ставят знак «минус», если они имеют одноименный наклон – «плюс».
По сути, профили зубьев монтируются таким способом, чтобы со скрещивающимися под заданным углом осями они создавали зубчатую винтовую передачу. На практике пытаются добиться показателя угла от 10 до 15 градусов. Шевер вращает зажатую в центрах устройства деталь. Калибрование профиля осуществляется на линии самой короткой дистанции между осями колеса и режущего инструмента.

По этой причине снятие стружки по всей ширине заготовки будет эффективным в том случае, если колесо перемещается вдоль данной линии. Осуществляется указанное перемещение несколькими разными методами при помощи подач следующего вида:
- поперечной;
- продольной;
- тангенциальной;
- диагональной.
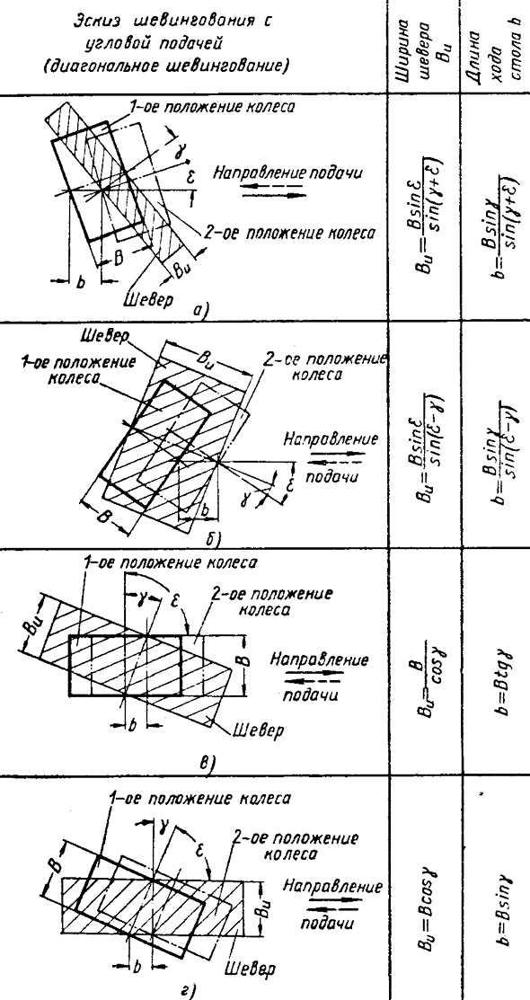
При использовании продольной подачи длина зуба колеса идентична длине хода. Интересующая нас линия в такой ситуации относительно режущего инструмента является неподвижной, а значит, обкатка выполняется одинаковыми кромками шевера, которые пролегают через пятно контакта (именно оно представляет собой кратчайшую линию). Понятно, что подобная процедура приводит к тому, что кромки инструмента изнашиваются неравномерно.
При перемещении стола в перпендикулярном к оси заготовки направлении (подача поперечного типа) кромки зубьев изнашиваются равномерно. Кроме того, необходимое перемещение шевера получается более коротким. Примерно таким же, как и при диагональной подаче, которая характеризуется тем, что режущее приспособление функционирует большей шириной. Минимальное же перемещение отмечается при тангенциальной подаче. При ней стол подается под углом (прямым) не к обрабатываемому колесу, а непосредственно к оси шевера.
Практическим путем доказано – осциллирующее движение, сообщенное в плоскости обработки шеверу и колесу, обеспечивает множество преимуществ при осуществлении тангенциальной и поперечной подачи. В частности, следующих:
- интенсификация сил трения, а также их стабилизация при выполнении операции снятия стружки с детали;
- снижение до 0,32–0,63 мкм показателя шероховатости;
- снижение времени процедуры за счет облегчения условий обработки зубчатого колеса и возможности проведения ее за один проход (при этом шероховатость заготовки не ухудшается).
Применение червячных передач
Применение червячных передач наиболее распространено в подъемно-транспортной технике с небольшими мощностями ( например подъемник лифтов, коробка переключения транспортных машин, спецтехнике, редукторов промышленного производства), еще для получения небольших и наиболее точных плавных перемещений (например в различных станках, устройств настройки и регулировки чего либо).
Но считается что использование червячных передач при мощности сверх 200 кВт –нецелесообразным, из-за низкого коэффициента полезного действия и потребности в большом количестве охлаждающей жидкости. Поэтому применение червячных передач наиболее разумно в механизмах, где мощность не превышает более 30 кВт.


3 Зубошевинговальный станок 5702А – характеристики и описание
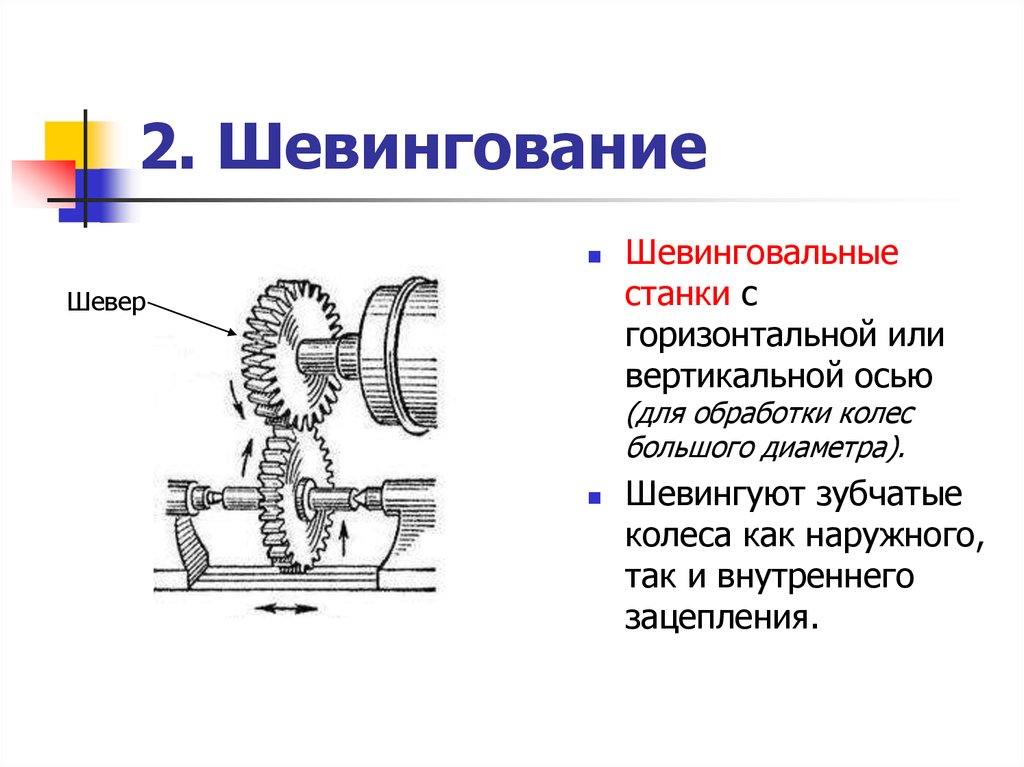
Чистовую обработку цилиндрических незакаленных зубчатых колес (спиральные и прямые зубья) выполняют на специальных станках – 5701, 5708, 5702, 5717 и других. Они имеют примерно одинаковые технические характеристики, отличаясь между собой:
- возможностями по обработке наибольшего диаметра колес;
- скоростью движения;
- используемым видам подач;
- мощностью привода;
- модулем колес для обработки.
Кратко рассмотрим подробнее один из таких агрегатов – зубошевинговальный станок 5702А, который активно применяется в условиях массового и серийного производства. Далее приведены его основные параметры:
- 6 мм – максимальный модуль обрабатываемого изделия;
- 2,8 кВт – мощность двигателя;
- 200 мм – максимальное сечение зубчатого колеса, с которым может работать установка;
- 78–395 об/мин – наибольшая и наименьшая скорость движения.
Станок оснащается гидравлическим приводом подач радиального типа, электромеханическим – продольного типа. Его можно использовать и для диагональной подачи колеса. Вращение шевера, который располагает 10-ью ступенями, обеспечивает главный электродвигатель. Настроить ступени можно при помощи зубчатых сменных колес.
Правая бабка агрегата дает возможность зажимать пинолью заготовку в рабочих центрах. Головка рабочего инструмента позволяет осуществлять настройку угла зацепления благодаря тому, что она способна поворачиваться в обе стороны на угол от 0 до 35 градусов.
Продольные подачи выполняются посредством двигателя мощностью 0,6 кВт. Подачи радиального вида происходят за счет передвижения консоли рабочего стола вертикально (через зубчато-реечную передачу и гидравлический цилиндр). На станке также можно работать с бочкообразными зубьями. Подобная универсальность агрегата и предопределила его востребованность.
§ 140. Шевинговальщик 3-го разряда
Характеристика работ. Шевингование прямых зубьев шестерен различных диаметров по 5 — 7 степеням точности и с модулем свыше 5 по 8 степени точности на однотипных шевинговальных станках. Установление режимов обработки под руководством шевинговальщика более высокой квалификации. Установка и выверка обрабатываемых шестерен на универсальных приспособлениях. Шевингование сложных зубчатых колес с прямым и винтовым зубом по 7 степени точности на шевинговальных станках, налаженных для обработки определенных шестерен.
Должен знать: устройство и правила подналадки однотипных шевинговальных станков; виды шеверов, их назначение и правила установки; устройство и правила применения наиболее распространенных универсальных приспособлений; назначение и правила применения контрольно-измерительных инструментов; способы определения качества обработки и степени готовности обрабатываемых шестерен; припуски на обработку шевингованием; понятие о шаге и модуле шестерен; систему допусков и посадок; квалитеты и параметры шероховатости; основные свойства обрабатываемых материалов.
Червячные и облегающие шеверы
Стандартный шевер при выполнении с его помощью шевингования контактирует с поверхностью зуба заготовки в точке, которая является местом пересечения наклонных осей инструмента и детали. Обработка будет возможной в принципе, если такая точка станет перемещаться по всей ширине зуба заготовки. Необходимость в соблюдении данного требования и, как следствие, в обеспечении продольной подачи инструмента отпадает, если для шевингования используются шеверы, относящиеся к категории облегающих. Такие инструменты за счет особенности своей конструкции обеспечивают линейный контакт режущей части с поверхностью обработки.
Инструменты данного типа, использование которых позволяет наиболее эффективно обрабатывать зубья бочкообразной формы, дают возможность значительно сократить время выполнения шевингования. Но если сравнивать такие шеверы со стандартными, то можно выявить, что они обеспечивают меньшую точность обработки, которую определяют достаточно приближенно.
Конструкция дискового шевера
К особенностям инструмента облегающего типа, следует отнести следующие.
- Поверхность режущих зубьев сформирована не эвольвентными (выпуклыми), а вогнутыми линиями. Если взглянуть на профиль зубьев такого шевера, то можно заметить их выраженную седлообразность.
- Зацепление обрабатываемого колеса и инструмента, как уже говорилось выше, происходит по линейной поверхности, а не по отдельной линии, как в случае использования стандартного шевера.
Для выполнения чистовой обработки рабочих элементов червячных колес лучше всего использовать специальные шеверы, которые также относятся к червячному типу. Такой инструмент представляет собой червяк, на боковой поверхности винтовых элементов которого сделана насечка, формирующая небольшие режущие зубья. Подача такого инструмента, выполняемая в процессе шевингования, может осуществляться в круговом и радиальном направлении. В первом случае между винтовой поверхностью шевера и зубьями обрабатываемого колеса имеется боковой зазор, во втором такого зазора нет.
Область применения шевингования
Шевингование как эффективная технология широко используется современной промышленностью.
Шевингование колёс востребовано в автомобильном производстве, на основе калиброванных деталей выполнены редукторы и червячные передачи. Доработанные колёса используют при создании точных зубчатых передач в изготовлении надёжных машин и механизмов, измерительных приборов, востребованных в различных областях науки и техники.
Обточенная поверхность приобретает необходимую механическую прочность, упругость. Форма зубьев становится геометрически правильной, приобретает высокие эксплуатационные качества. Точность хода передачи повышается, снижается шумовой эффект зубчатых пар в работе.
Шевингование проходят заготовки из сплавов, не подлежащих к доработке шлифованием.
В частных случаях шевингование заменяет химическую обработку.
Окончательная обработка металла соскабливанием лишней стружки:
Чистовая обработка зубьев незакаленных цилиндрических зубчатых колес
- исправляет ошибки боковых граней прямозубых и косозубых зубчатых колёс;
- повышает класс точности деталей на 2–3 значения;
- придаёт краям необходимые эксплуатационные характеристики.
Помимо обработки колёс, шевингование применяется для окончательной отделки проволоки. Соскабливание стружки с поверхности проволоки повышает упругость стали, подавляет лишние поверхностные примеси, улучшая качественный состав изделия.
Технология изобретена в 30 годах прошлого века в Англии, с тех пор нашла широкое применение в массовом автомобилестроении. В СССР, впоследствии в России, способ отделки широко используют с 1936 года.
Шевингование поверхности проходят следующие сплавы:
- низкоуглеродистая, высокоуглеродистая, пружинная сталь;
- алюминий, алюминиевые сплавы;
- цинк, медь;
- латунь, бронза.
Шевингование – менее опасный, трудоёмкий и сложный процесс, чем химическое очищение металла.
Info
- Publication number
- RU2483845C1
RU2483845C1
RU2011140296/02A
RU2011140296A
RU2483845C1
RU 2483845 C1
RU2483845 C1
RU 2483845C1
RU 2011140296/02 A
RU2011140296/02 A
RU 2011140296/02A
RU 2011140296 A
RU2011140296 A
RU 2011140296A
RU 2483845 C1
RU2483845 C1
RU 2483845C1
Authority
RU
Russia
Prior art keywords
tool
teeth
cycles
machined
wheel
Prior art date
2011-10-04
Application number
RU2011140296/02A
Other languages
English (en)
Other versions
RU2011140296A
(ru
Inventor
Андрей Андреевич Маликов
Андрей Викторович Сидоркин
Александр Сергеевич Ямников
Original Assignee
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Тульский государственный университет» (ТулГУ)
Priority date (The priority date is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the date listed.)
2011-10-04
Filing date
2011-10-04
Publication date
2013-06-10
2011-10-04Application filed by Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Тульский государственный университет» (ТулГУ)
filed
Critical
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Тульский государственный университет» (ТулГУ)
2011-10-04Priority to RU2011140296/02A
priority
Critical
patent/RU2483845C1/ru
2013-04-10Publication of RU2011140296A
publication
Critical
patent/RU2011140296A/ru
2013-06-10Application granted
granted
Critical
2013-06-10Publication of RU2483845C1
publication
Critical
patent/RU2483845C1/ru
Инструменты и оборудование
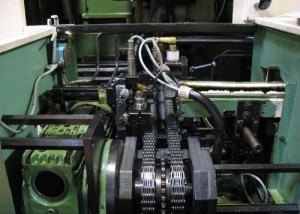
Работы выполняются на специальных зубошевинговальных станках, тип которых зависит от производственных задач. Основными параметрами оборудования являются:
- Тип приводного механизма. Может быть электромеханическим или гидравлическим.
- Направление подачи: продольная, поперечная, тангенциальная или диагональная.
- Скорость шевингования заготовки за единицу времени определяет производительность станка.
- Максимальный размер заготовки. Для самых маленьких моделей показатель не превышает 125 мм. Массивные агрегаты способны обрабатывать детали шириной до 4000 мм.
- Мощность главного привода станка.
- Максимально допустимый модуль шестерни.
- Регулируемый диапазон скорости вращения маховика.
- Габариты и масса.
В качестве примера приведем основные технические параметры популярной модели 5Д702В – полуавтоматического зубошевинговального станка с горизонтальной осью:

- Диаметр шестерни от 20 до 320 мм.
- Модуль от 1,5 до 8 мм.
- Посадочный диаметр шпинделя 63,5 мм.
- Величина припуска при обычном шевинговании до 0,46 мм.
- Мощность главного электродвигателя 3,2 кВт.
- Габариты (Д*Ш*В, мм) 1950*1600*2130.
- Масса 4700 кг.
Необходимое оборудование
Параметры оборудования
Подбор необходимого оборудования осуществляется согласно задачам производства, заданным параметрам мощности и производительности зубошевинговального станка. Основной привод двигателя полуавтоматического станка может быть гидравлическим, электромеханическим.




Промышленное заводское оборудование характеризуется следующими параметрами:
 Зубошевинговальный станок — характеристика
Зубошевинговальный станок — характеристика
- Скорость цикла обтачивания заготовки, производительность станка в заданную единицу времени.
- Максимальный размер диаметра детали, подлежащей обработке, разбег значения 125–4000 мм.
- Мощность главного привода двигателя, потребляемая мощность варьируется в пределах 1,0–14 кВт.
- Модуль зубчатого колеса. Величину модуля зубчатого колеса определяет толщина стенки зуба.
- Способ подачи рабочего инструмента относительно оси детали, проходящей доработку.
Например, распространённый промышленный станок модели 5702 предназначен для обтачивания зубцов колёс диаметром до 200 мм, модулем до 6 мм.
Скорость вращения маховика регулируется в диапазоне от 78 до 395 оборотов в минуту, мощность основного привода станка 2,8 кВт.
 Зубошевинговальный станок модели 5702
Зубошевинговальный станок модели 5702
Классификация формы шевера
В операции шевингования зубчатых колёс на станках используется следующий инструмент резки:
- зубчатая рейка с насечками, инструмент называется реечным;
- зубчатый диск с режущими кромками, или дисковый шевер;
- облегающий шевер, применяется в основном для шевингования бочкообразных зубьев;
- червячный шевер.



Цилиндрические заготовки обтачивают реечным и дисковым инструментом, червячный вид резца применяют для шевингования металла червячных зубчатых колёс.
https://youtube.com/watch?v=PE-4d7qSFI8
Виды подачи инструмента
Двигатель станка придаёт рабочее движение резцу, который после зацепления передаёт движение обрабатываемой детали. От вида подачи зависит рабочий ход шевера, скорость и количество проходов обтачивания.
Виды подачи режущего инструмента:
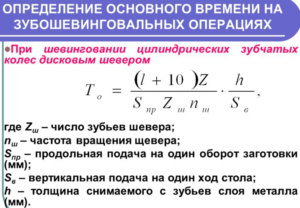 Определение основного времени на зубошевинговальных операциях
Определение основного времени на зубошевинговальных операциях
- поперечная подача — режущие кромки движутся перпендикулярно к оси заготовки;
- продольная подача резца — совпадает с направлением оси детали;
- тангенциальная подача — заготовка расположена перпендикулярно к оси шевера;
- диагональная подача инструмента — под углом к оси обрабатываемой детали.
При использовании продольной подачи величина шага хода шевера совпадает с размером зубьев обрабатываемой заготовки. В операции задействованы одни и те же режущие кромки, что приводит к неравномерному износу резца, увеличивает расходы на ремонт оборудования.
Поперечное направление, тангенциальные и диагональные подачи увеличивают ресурс резца, обеспечивают равномерный износ, сокращают ход движения. Время цикла обработки уменьшается, повышается производительность оборудования и общий экономический эффект. Минимальный ход движения инструмент производит при тангенциальной подаче.
Процесс — шевингование
|
Допускаемые отклонения профиля эвольвенты в мм. |
Процесс шевингования дает некоторые отклонения по профилю зуба заготовки, которые более сильно проявляются у прямозубых, чем у косозубых заготовок ( фиг.
Процесс шевингования представляет собой способ чистовой обработки не формирующий, а исправляющий рабочую поверхнссть зубьев венца.
Процесс шевингования ведется на специальных станках.
Процесс шевингования является наиболее производительным по сравнению с другими отделочными операциями. Точность и производительность шевингования колес зависят от точности предварительной операции ( зубообработки), состояния станка и шевера, способа установки и крепления колеса и шевера с минимальным биением, величины припуска, предварительного удаления заусенцев и наличия фасок, правильного выбора и достаточной подачи охлаждающей жидкости ( 10 — 15 л / мин сульфофрезола) для вымывания стружки из канавок шевера, причем применение неочищенной от стружечной пыли жидкости может привести к надирам и царапинам на шевингуемой поверхности.
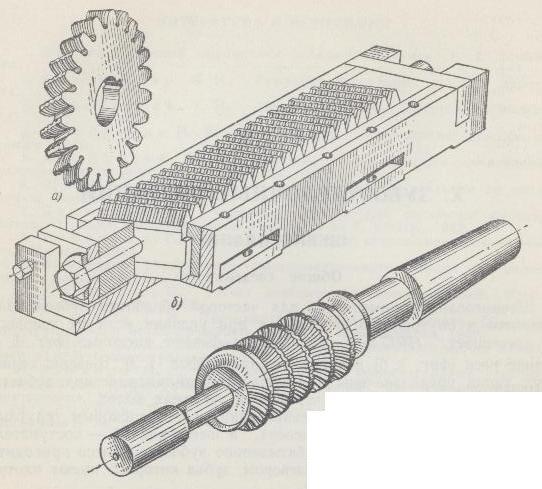
Процесс шевингования дисковым шевером заключается в том, что шевер, выполненный в виде винтового зубчатого колеса со специальными прорезями для образования режущих кромок, приводит во вращение свободно посаженную в центрах заготовку.
Процесс шевингования заключается в соскабливании с поверхности зубьев обрабатываемого колеса тонких волосообразных стружек режущим инструментом — шевером. Соскабливание стружки происходит вследствие осевого скольжения зуба шевера относительно зуба обрабатываемого колеса, которое обеспечивается скрещиванием осей шевера и колеса и осевым возвратно-поступательным движением обрабатываемого колеса относительно шевера.
Процесс шевингования широко применяется в приборостроении для окончательной обработки прямозубых и косозубых колес. Процесс пригоден для стальных пезакалснных колес, а также для колес из цветных металлов и сплавов. Кроме того1, шевингование применяется для чистовой обработки цементируемых зубчатых колес. Применение их связано с трудностью процесса шлифования. Шевингование производится после цементации, но до закалки. При этом коробление в процессе закалки весьма незначительно.
Весь процесс шевингования повторяется вновь с соблюдением всех указанных условий. В результате получается червячное колесо, имеющее по обеим сторонам зубьев накопленную погрешность согласно кривой А ( фиг.
Сущность процесса шевингования состоит в снятии с поверхности зубьев колеса весьма тонких волосообразных стружек режущим инструментом — шевером, находящимся в плотном зацеплении с обрабатываемым колесом.
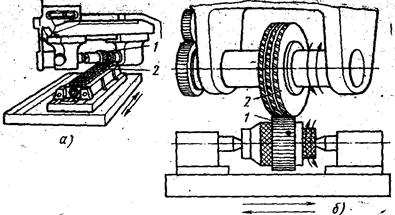
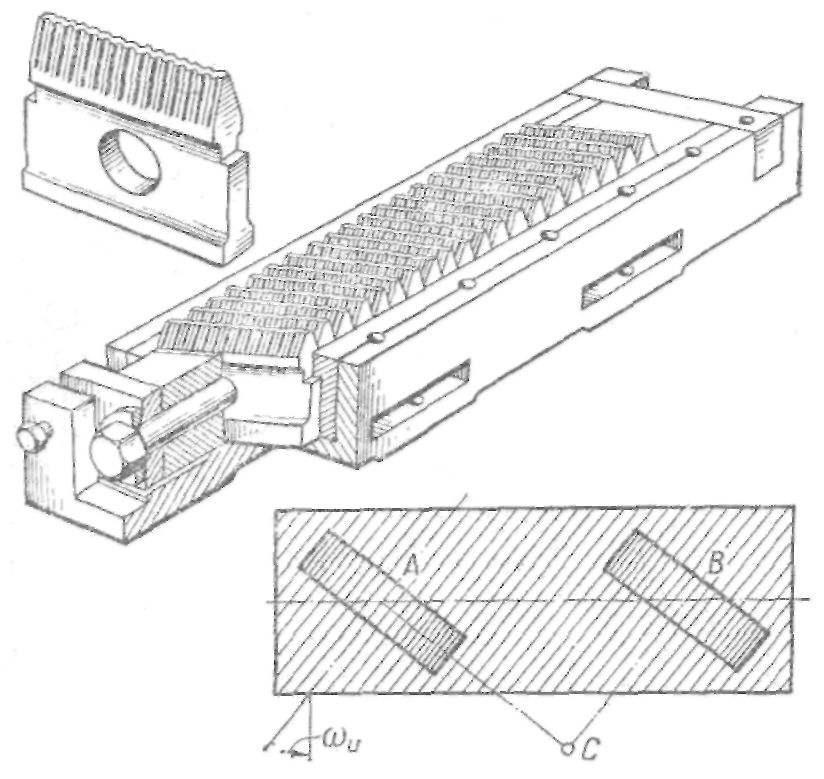
В процессе шевингования стол шевинговального станка вместе с ше-вер-рейкой получает возвратно-поступательное перемещение, а обрабатываемое колесо ( заготовка) приводится во вращение шевером.
В процессе шевингования рабочим движением является вращение шевера. При этом зацепление может быть беззазорным, когда в процессе шевингования имеет место радиальная подача ( сближение осей шевера и колеса), или с боковым зазором, когда снятие припуска осуществляется при торможении вращения колеса. Однако во всех случаях в момент завершения обработки межосевое расстояние шевера и колеса должно точно совпадать с межосевым расстоянием в червячной передаче, элементом которой является обрабатываемое червячное колесо.
|
Схемы зубошлифования. |
В процессе шевингования шевер 2 получает вращение от электродвигателя, колесо / — — от шевера. Стол с обрабатываемым колесом осуществляет возвратно-поступательное движение S, в результате чего происходит скольжение зубьев шевера ио зубьям обрабатываемого колеса, при этом режущие кромки шевера срезают тонкие стружки с поверхностей зубьев обрабатываемого колеса.
В процессе шевингования происходит зацепление двух винтовых колес с перекрещивающимися осями — обрабатываемого колеса и шевера. Большое скольжение в процессе зацепления профилей их зуэьев используется при шевинговании для создания движения резания.
Обработка зубьев колес. Шлифование и шевингование
-> Редукторы — основа машиностроения
| Конструкции зубчатых мелкомодульных колес > |
Операция притирки несколько повышает точность колеса по шагу, но также мало исправляет профиль. Данный метод получил распространение главным образом для термически обработанных зубчатых колес.


Операция обкатки и притирки не получили широкого применения для отделки мелкомодульных зубчатых колес, так как изготовление обкатников и притиров высокой точности чрезвычайно затруднено.
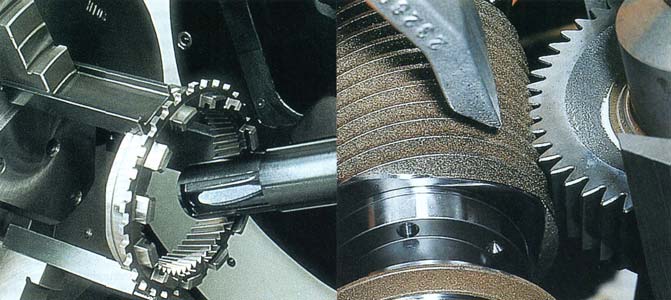
Операция шлифования мелкомодульных колес дает хорошие результаты по точности профиля порядка 0,005 мм, точности окружного шага порядка 0,005 и величине биения зубчатого венца порядка 0,02 мм. Операция шлифования зубьев применяется для термически обработанных зубчатых колес, где деформация зубьев в результате термообработки другими методами исправлена быть не может. Шлифование зубьев эвольвентного профиля производится на зубошлифовальных станках, которые делятся на три группы.
1. Станки, работающие по методу обката дисковыми шлифовальными кругами, профиль которых повторяет зубчатую рейку. 2. Станки, работающие по методу обката червячным абразивом, аналогичным червячной фрезе. 3. Станки, работающие по методу копирования абразивным кругом, профиль которого повторяет с высокой точностью профиль зуба шлифуемого колеса.
Процесс шевингования является наиболее совершенным способом отделки зубчатых колес, не подвергающихся термообработке. Точность шевингованных колес не уступает шлифованным, но производительность процесса выше. Наибольшее распространение для шевингования мелкомодульных колес получили станки с круглым шевером.
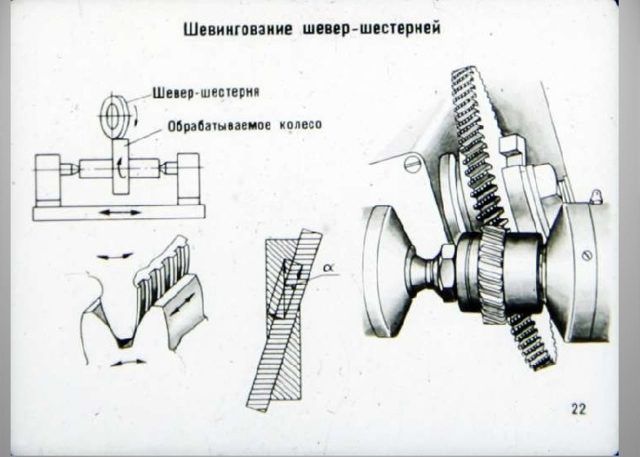
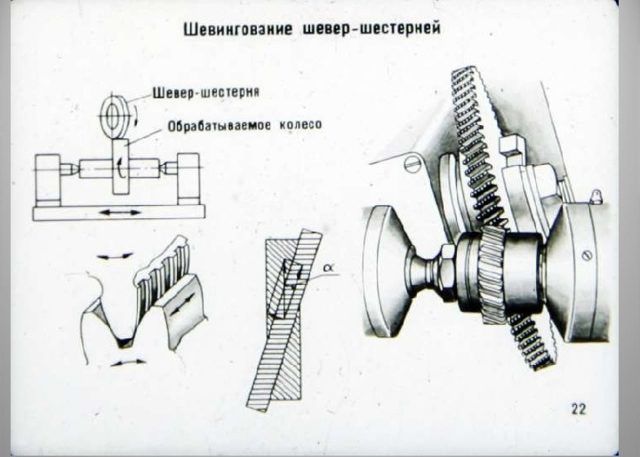
Шевер и шевингуемое колесо при работе шевинг-станка представляют собой цилиндрическую зубчатую пару с перекрещивающимися осями, причем обрабатываемое колесо является как бы ведомым, закрепленным на оправке в центрах, и может свободно вращаться.
Процесс щевингования ведется при следующих движениях:
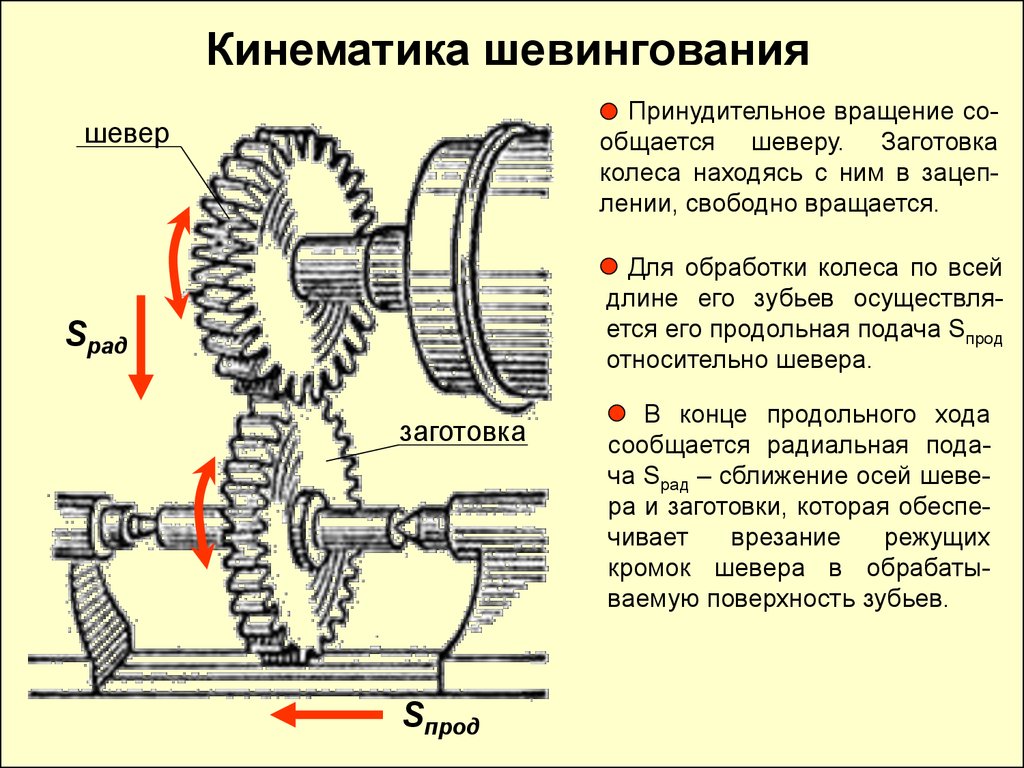
1. Реверсивное вращательное движение центра и заготовки. 2. Возвратно-поступательное продольное перемещение стола станка с заготовкой. 3. Радиальное перемещение шеверной головки на шевингуемое колесо (на глубину подачи) в конце каждого рабочего хода.
Операция шевингования заключается в срезании шевером за счет имеющихся на нем продольных канавок тонких волосообразных стружек с обрабатываемых колес; следовательно, колеса, обрабатываемые на зуборезных станках под шевингование, должны иметь соответствующий припуск. Операция шлифования и шевингования применимы для колес с модулем m >=1.
Это интересно:
Оборудование, нормализующее уровень кислорода в организме — генератор кислорода. Генераторы и концентраторы кислорода полезны для детей, беременных. Рекомендуется использовать в больницах и дома.
. Вы можете ПОДПИСАТЬСЯ НА RSS
| Конструкции зубчатых мелкомодульных колес > |
Еще полезно почитать по теме Редукторы — основа машиностроения следующее:
1. Установка подшипников качения в червячных редукторах 2. Вертикальные редукторы 3. Платы и корпуса редукторов. Метод сверления по установочным шаблонам 4. Посадки подшипников. Нагружение подшипников 5. Установка подшипников качения на валах передач с шевронными колесами