
Ультразвуковая дефектоскопия сварных швов
Данный вид неразрушающего контроля выполняется с использованием специализированного дефектоскопа с применением датчиков различных номиналов (в зависимости от задачи). В ходе УЗИ ультразвук легко проходит через металл и отражается от нижнего края обследуемой конструкции. Все искажения, появляющиеся в ходе обследования, отслеживаются датчиком и записываются. В зависимости от типа искажения специалист определяет дефект.
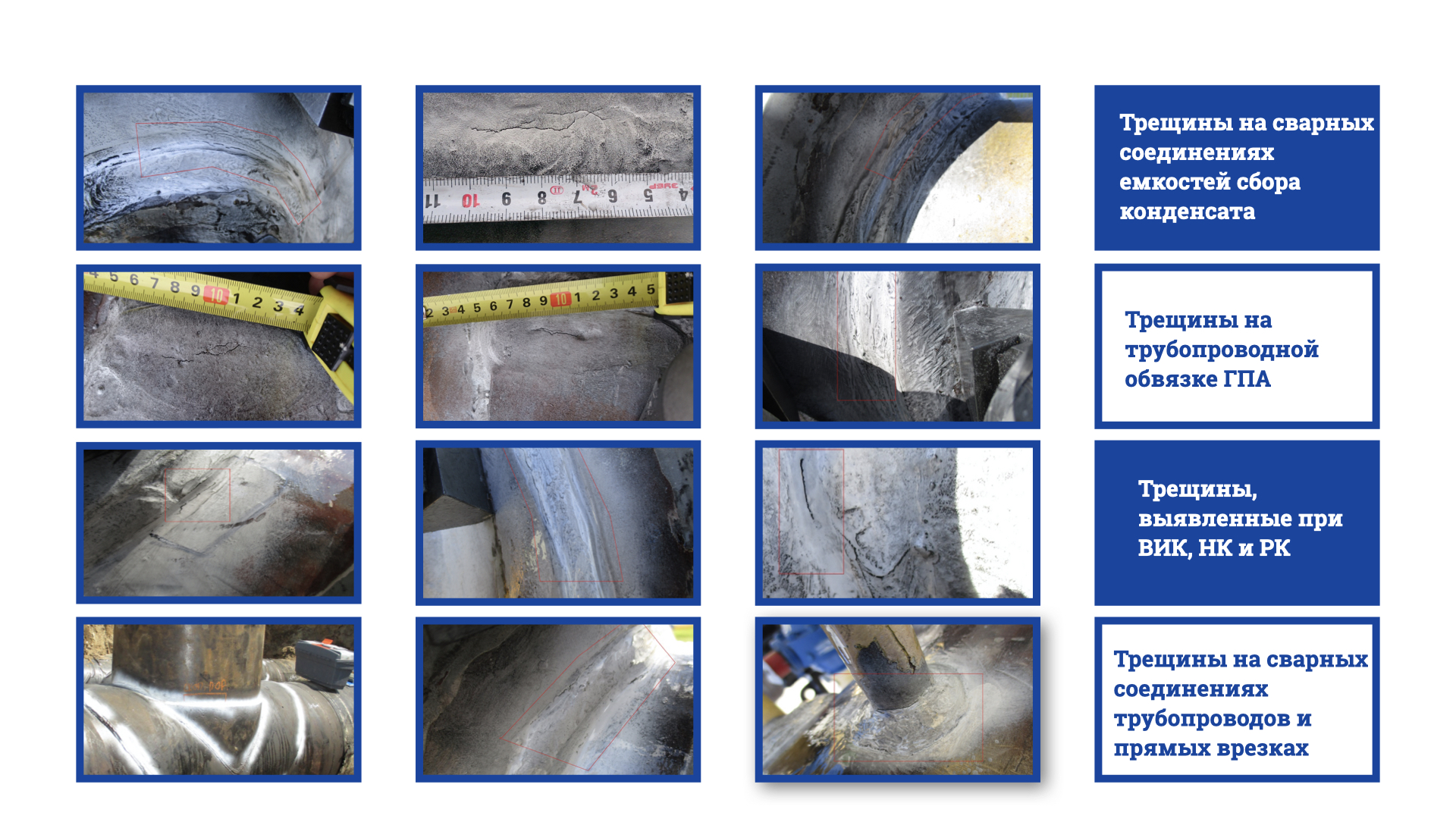
УЗК сварных швов («просвечивание» стыков) позволяет с высоким уровнем качества выявить непровары, трещины, газовые поры, зазоры, шлаковые включения в шве. По точности показаний УЗК не уступает, в ряде случаев заметно превосходит большинство используемых технологий — радиографический контроль, иные.
Ультразвуковая дефектоскопия сварных швов (УЗД) — один из универсальных методов обследования, позволяющий быстро и эффективно выявить большинство серьезных недостатков. УЗД широко применяется, когда требуется проверить качество соединения труб, герметичность трубопровода.
К преимуществам может быть отнесена и доступная стоимость «просветки» сварных швов в Москве, Нижнем Новгороде, Казани, Тюмени и в других регионах РФ, где мы выполняем работы.
Исследование металлоконструкций с помощью ультразвука может быть выполнено разными методами УЗИ:
- Эхо-импульсный.
- Зеркально-теневой.
- Эхо-теневой.
Эти методы УЗИ отличаются друг от друга по углу вхождения волн в металл, схемой расположения и включения преобразователей и другими характеристиками. Независимо от используемого неразрушающего метода исследования, можно получить точные данные о дефектах (расположение, геометрия), имеющихся на разной глубине.
Параметры ультразвукового контроля качества сварки зависят от нескольких условий. Поэтому перед началом выполнения исследования методом дефектоскопии сварных соединений нам необходимо знать:
- Вид и марка изучаемого материала.
- Толщина и геометрия конструкции.
- Назначение конструкции (для определения норм браковки — какие дефекты считаются допустимыми, какие – нет).
В силу большого количества факторов, влияющих на стоимость работ по ультразвуковой дефектоскопии (УЗД) сварных швов как в Москве, так и в регионах, ультразвуковой толщинометрии трубопроводов по нашей практике точные цены могут существенно отличаться для различных объектов! Поэтому итоговые цены уточните у наших менеджеров, а здесь приведем примеры стоимости на данный вид дефектоскопии сварных соединений:
Проведение работ по ультразвуковому контролю качества (далее — УЗК) сварных швов трубопроводов
| Диаметр, мм, до 36 | 1 стык | 400 — 700 руб. |
| Диаметр, мм, до 65 | 1 стык | |
| Диаметр, мм, до 114 | 1 стык | |
| Диаметр, мм, до 159 | 1 стык | 500 — 1 300 руб. |
| Диаметр, мм, до 219 | 1 стык | |
| Диаметр, мм, до 273 | 1 стык | |
| Диаметр, мм, до 377 | 1 стык | 700 — 1 700 руб. |
| Диаметр, мм, до 465 | 1 стык | |
| Диаметр, мм, до 550 | 1 стык | От 1 600 руб. |
| Диаметр, мм, до 720 | 1 стык | От 1 800 руб. |
| Диаметр, мм, до 920 | 1 стык | От 2 000 руб. |
| Диаметр, мм, до 1220 | 1 стык | От 2 300 руб. |
| УЗК сварных швов конструкций и оборудования | 1 п. метр | От 700 руб. |
| УЗК основного металла оборудования, толщина стенки до 14 мм | 1 м2 | От 2 200 руб. |
| УЗК основного металла оборудования, толщина стенки до 30 мм | 1 м2 | От 2 700 руб. |
| УЗК основного металла оборудования, толщина стенки до 60 мм | 1 м2 | От 3 000 руб. |
| Ультразвуковая толщинометрия сварных швов оборудования и основного металла | 1 точка | От 50 руб. |
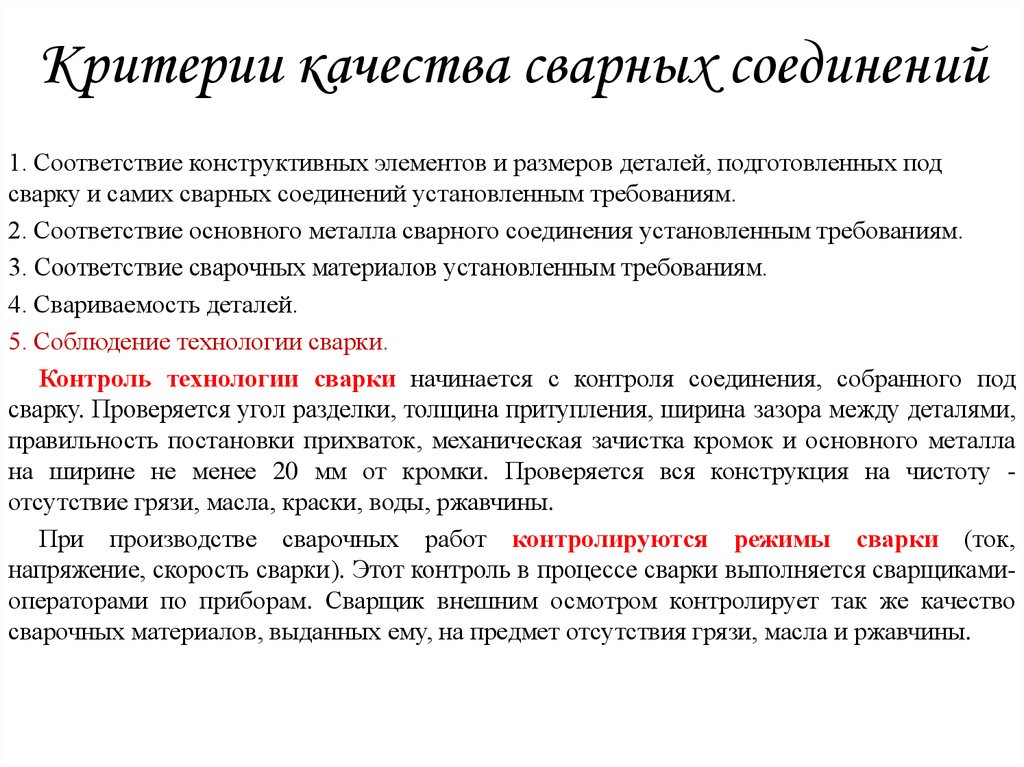
Методы контроля качества сварных соединений
Контроль сварных швов является важнымключевым компонентом для обеспечения надёжного и качественного соединения деталей и работоспособности конструкции. После окончания сварочных работ проводится обязательная проверка качества сварных швов. Контрольная процедура дает возможность выявить дефекты, влияющие на прочность соединения и эксплуатационные характеристики готового изделия. Своевременное обнаружение дефектов позволяет избежать аварийных ситуаций и повысить безопасность эксплуатации конструкции.
На крупных производственных предприятиях контроль сварочных швов проводит отдельный специалист-контролер. Но на небольших производствах в штате часто такая единица отсутствует и проверку проводит сам сварщик.
1. Предварительный контроль – здесь происходит проверка поверхности металла, качества электродов, флюсов, присадочной проволоки и газовых смесей. Затем, непосредственно перед тем как приступить к сварке, происходит контроль качества сборки, подготовки рабочего места и осмотр состояния сварочной аппаратуры.
2. Контроль сварки – это проверка правильности выбранного режима и соблюдения технологии в процессе сваривания деталей.
3. Контроль качества – он происходит по окончании процесса сваривания, который осуществляется различные способами, приведенные ниже.
4. Внешний осмотр – здесь происходит визуальный осмотр деталей на наличие видимых дефекты.
Процедура проверки качества сварных соединений проводится в соответствии с ГОСТ и другими нормативными документами. В них указаны допустимые погрешности. По завершению измерений составляется акт и протокол испытаний, в котором указываются результаты. Зачастую, визуального осмотра сварного шва недостаточно, так как дефекты могут быть скрытыми. Поэтому на практике применяют различные способы контроля качества сварных швов, которые подробно описаны ниже.
Теория технологии
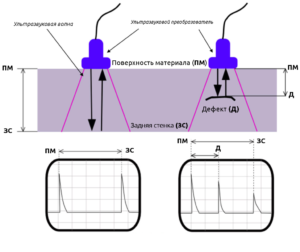 Технология ультразвуковой дефектоскопии. (Слева отсутствие дефекта, справа дефет)
Технология ультразвуковой дефектоскопии. (Слева отсутствие дефекта, справа дефет)
В основе ультразвуковых колебания лежат обычные акустические волны, которые имеют частоту колебания выше 20 кГц. Человек их не слышит. Проникая внутрь металла, волны попадают между его частицами, которые находятся в равновесии, то есть, колеблются в одной фазе. Расстояние между ними равно длине ультразвуковой волны. Этот показатель зависит от скорости прохождения через металлический шов и частоты самих колебаний. Зависимость определяется по формуле:
L=c/f, где
- L – это длина волны;
- с – скорость ее перемещения;
- f – частота колебаний.
Скорость же зависит от плотности материала. К примеру, в продольном направлении ультразвуковые волны двигаются быстрее, чем в поперечном. То есть, если на пути волны попадаются пустоты (другая среда), то изменяется и ее скорость. При этом, встречая на своем пути различные дефекты, происходит отражение волн от стенок раковин, трещин и пустот. А соответственно и отклонение от направленного потока. Изменение движения оператор видит на мониторе УЗК прибора, и по определенным характеристикам определяет, какой дефект встал на пути движения акустических волн.
К примеру, обращается внимание на амплитуду отраженной волны, тем самым определяется размер дефекта в сварочном шве. Или по времени распространения ультразвуковой волны в металле, что определяет расстояние до дефекта.
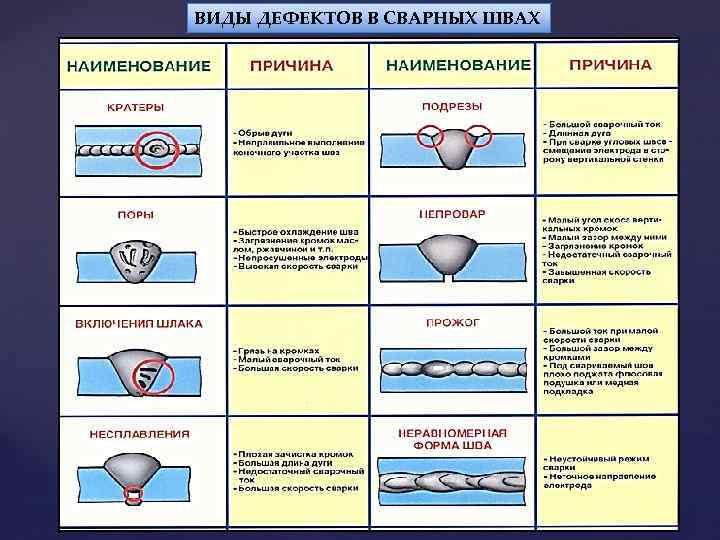
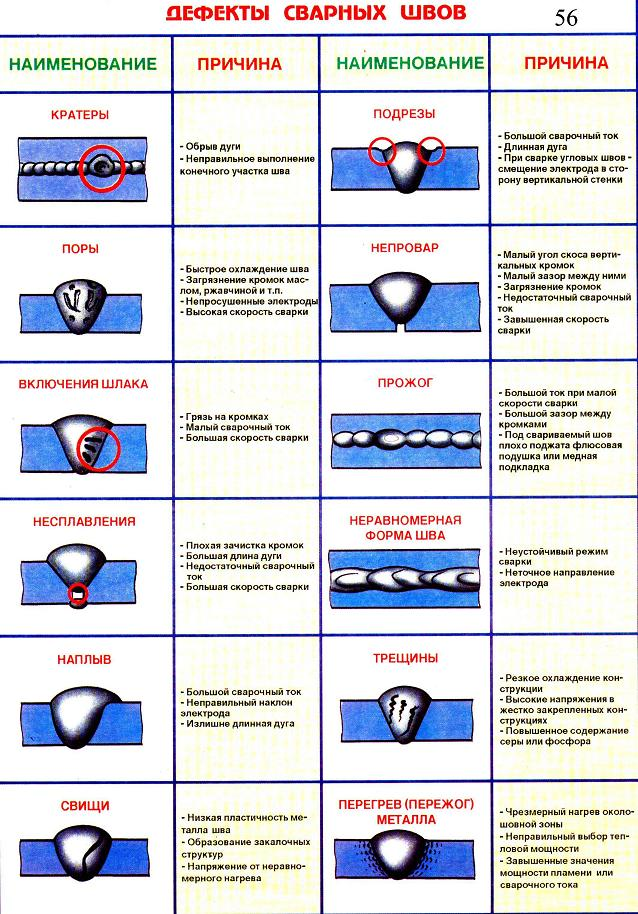
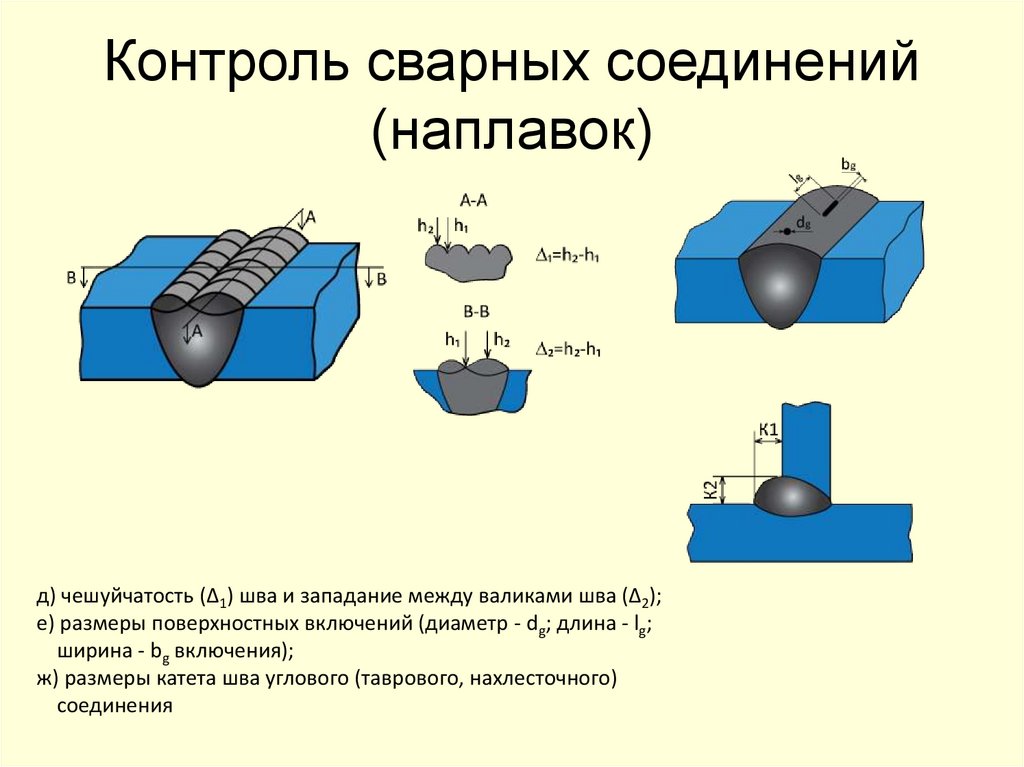
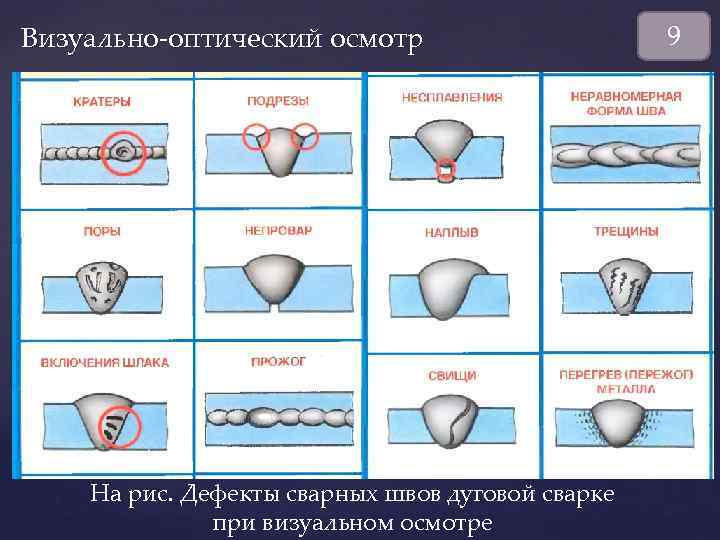
Контроль качества стыков: визуальный, физическими и механическими испытаниями.
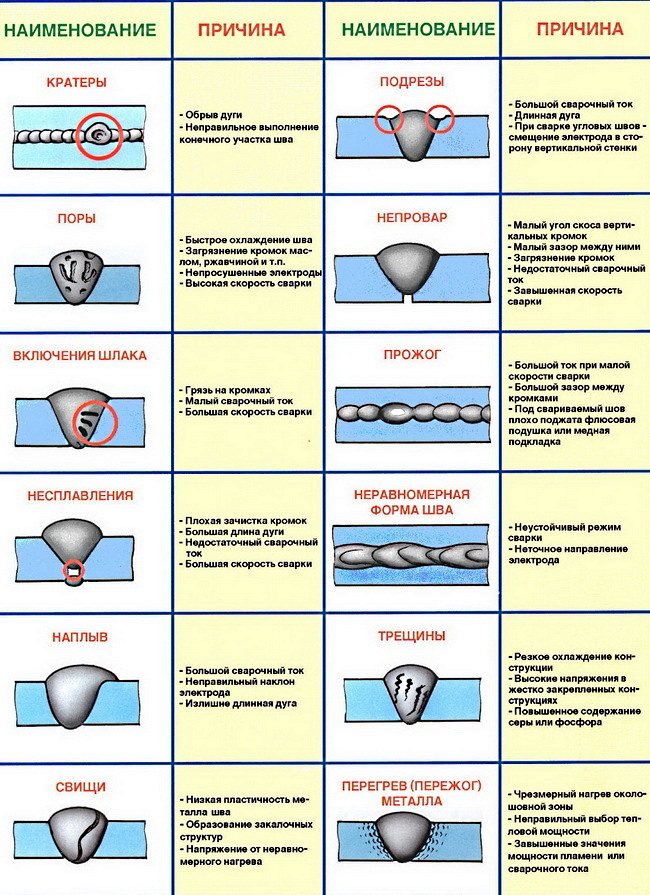
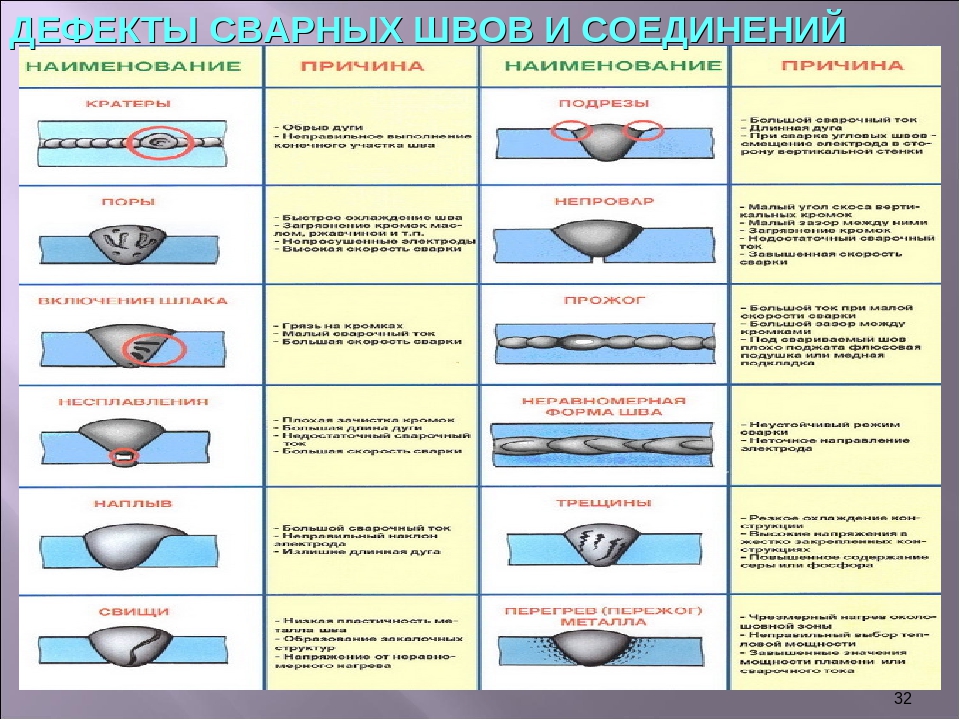
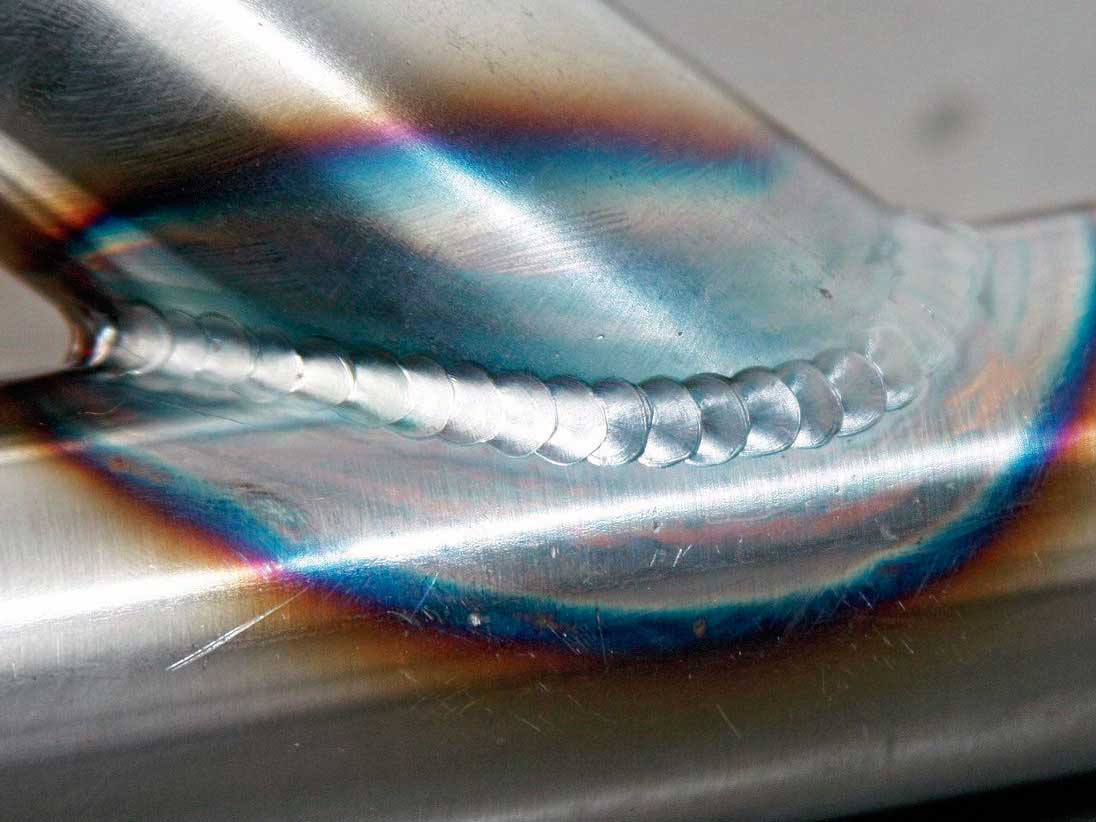
Визуальный осмотр проводится после очистки сваренного изделия от брызг и шлака. Критерием качества визуального осмотра является то, чтобы швы имели мелкочешуйчатую текстуру с выпуклой поверхностью и плавным переходом к свариваемым частям металла. Высота выпуклости сварного шва должна быть не выше 1-3 мм. При несоблюдении технологии сварки или не качественных сварочных материалах возникают дефекты сварного шва.
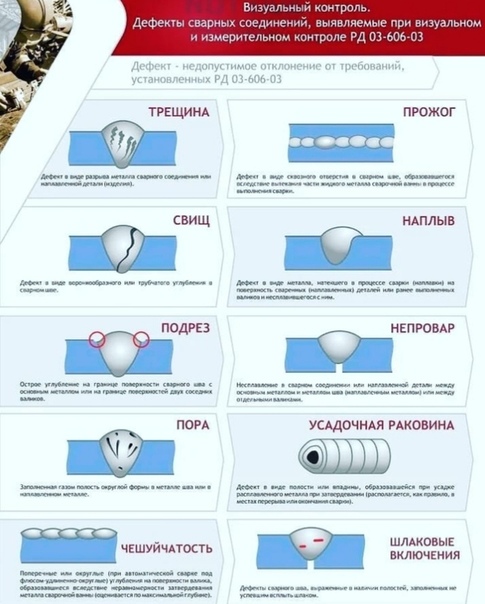
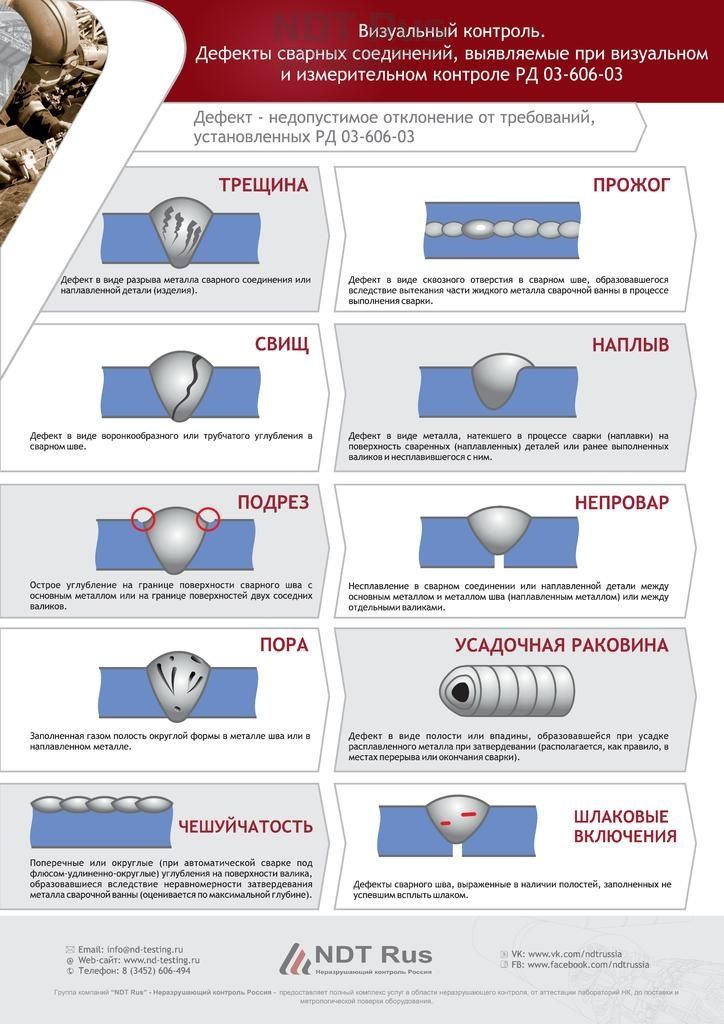
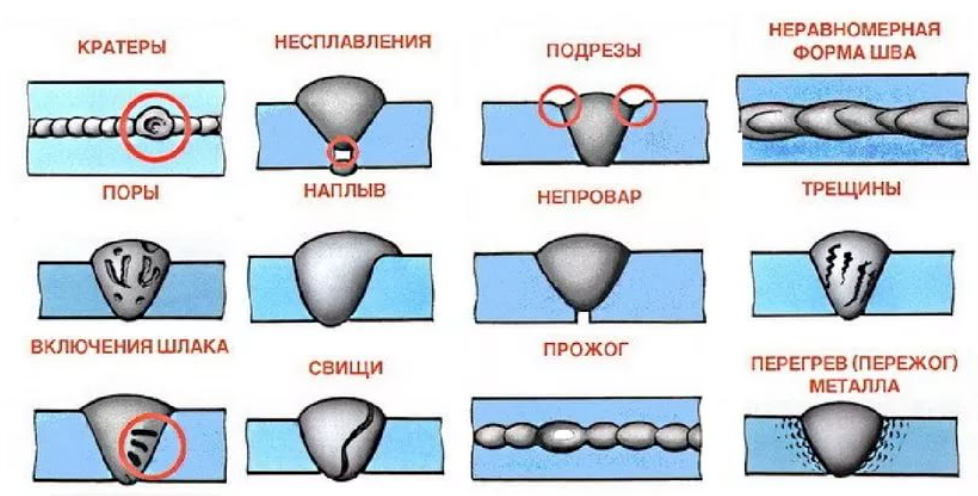
Визуальным контролем выявляются следующие дефекты:
- наружные трещины;
- пористость шва;
- зашлакованность шва;
- чрезмерное усилие шва;
- малое усилие шва.
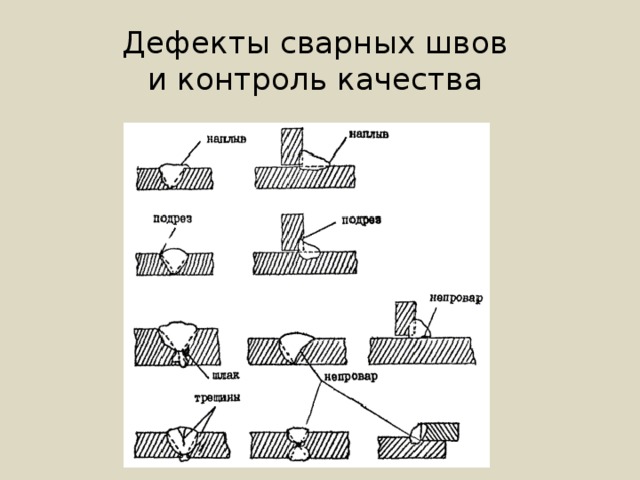
Физическими испытаниями выявляются следующие дефекты:
- непровар корня, глубиной более 10%;
- непровар по сечению шва;
- боковой непровар;
- прожог;
- внутренние трещины любых размеров и направлений.
Стык с выявленным дефектом подлежит вырезке или вырубке небольшой части (непроваренной, шлаковой), если сварочный шов достаточно длинный.
Механическими испытаниями подтверждается предел прочности сварного соединения и угол загиба не менее 120 градусов – при электродуговой сварки и не менее 100 градусов – при газовой сварке. При выявлении недостатков по какому-либо испытанию проводится повторная проверка на удвоенном количестве стыков. При получении неудовлетворительных результатов сварщик отстраняется от работы и направляется на курсы повышения квалификации.



Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Контроль материалов для дефектоскопии
Каждая партия материалов для дефектоскопии (реактивы, рентгеновская пленка, усиливающие экраны, ферромагнитная лента) при поступлении в лабораторию и перед использованием контролируется ОТК или персоналом лаборатории. На упаковочных листах (пачке, емкости, коробке) необходимо проверить наличие этикетки с характеристикой материалов согласно требованиям соответствующих ГОСТ, ТУ (технических условий) и инструкций.
Материалы и упаковка не должны иметь повреждений.
При любом отступлении от норм данная партия материалов проходит проверку в соответствии с ГОСТ или ТУ. При неудовлетворительных результатах контроля партия материалов бракуется и для дефектоскопии не допускается.
Виды сварочных материалов
Функции, которые выполняют сварочные материалы, следующие:
- Защита металла с помощью газа или шлака от вредоносного воздействия воздуха.
- Повышение стабильности пламени и всего процесса сварки.
- Измерение размеров формируемого сварочного шва.
- Формирование необходимой металлического состава сварочного шва по заданным свойствам.
- Чистка от примесей шва после сварки.
По функциям сварочные материалы делятся следующим образом:
Электроды и прутки
Электроды бывают плавящимися и неплавящимися. Плавящиеся, в свою очередь, различаются по типу покрытия: смешанному, кислому, основному, рутиловому и т.д. Присадочные прутки помещаются внутри сварного шва. Электроды предназначены для эффективной подачи электрического тока в зону плавления.
Флюсовые смеси
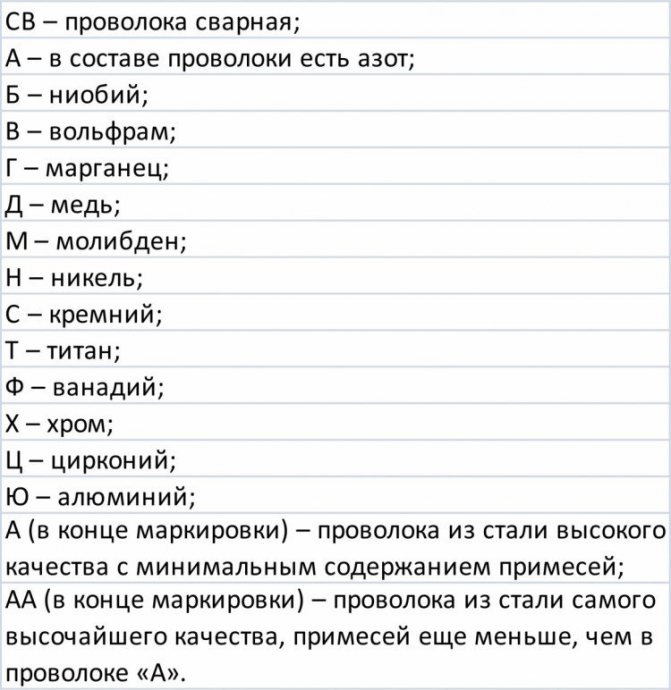
Маркировка сварочной проволоки. Подразделяются на теплопроводные и защитные. Предназначены для защиты процесса дуговой сварки. Содержат химические компоненты, которые защищают свариваемый металл от воздействия воздуха.
Инертные защитные и горючие газы
Используются для защиты дуги и для поддержки пламени. К инертным газам относятся аргон, гелий и их смеси в различных концентрациях. Углекислый газ и его смеси относятся в к активным видам газов, которые взаимодействуют с металлом или растворяются в нем.
Горючие газы используются в газовой резке и газовой сварке, это ацетилен, водород, кислород и различные смеси.
Подкладки, треугольники и пр.
Керамические подкладки бывают разной формы: округлыми, всепозиционными, для конкретных видов швов и т.д. Они облегчают рабочий процесс и способствуют формированию обратного валика в качественном шве.
Виды контроля сварных соединений
Предварительный контроль
Предварительный контроль включает в себя проверку качества свариваемого металла
и материалов для сварки. Кроме этого, контролируют подготовку сварных кромок
и сборку свариваемых деталей, исправность оснастки для сварки, сварочного оборудования
и приборов. Кроме этого, необходимо провести испытания стали на свариваемость,
которые включают в себя механические испытания, металлографический анализ и
испытания на вероятность образования
холодных трещин и горячих
трещин при сварке.
Текущий контроль сварки
Текущий контроль ведут непосредственно во время сварочных работ. При этом проверяют
соблюдение технологии сварки (соблюдение режимов сварки, качество зачистки промежуточных
сварных швов, заварку сварочных кратеров, выполнение предварительного и сопутствующего
подогрева, при необходимости и другие моменты).
Окончательный контроль сварки
При окончательном контроле проверяют уже готовые сварные соединения. Готовое
сварное изделие должно полностью удовлетворять требованиям, предъявляемым к
нему.
Суммарная трудоёмкость всех контрольных операций может достигать до 30% от
общей трудоёмкости изготовления сварной металлоконструкции. Объём контроля зависит
от того, насколько высоки требования, предъявляемые к металлоконструкции, от
сложности технологии сварки и от квалификации контролирующего персонала.
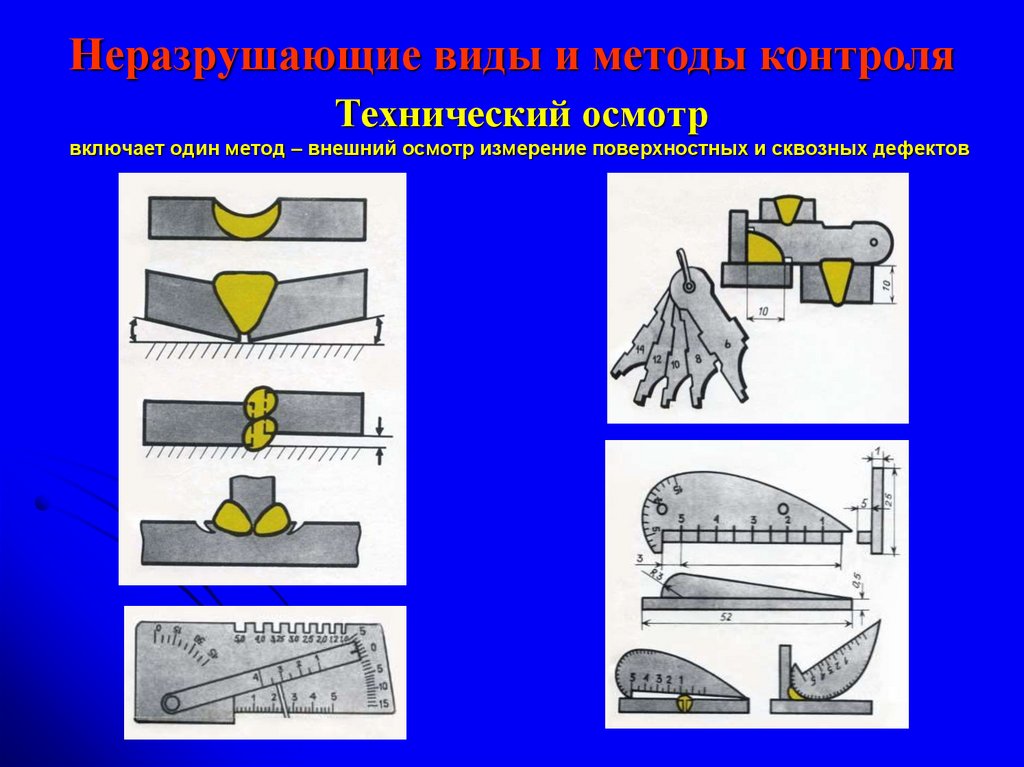
Визуальный осмотр
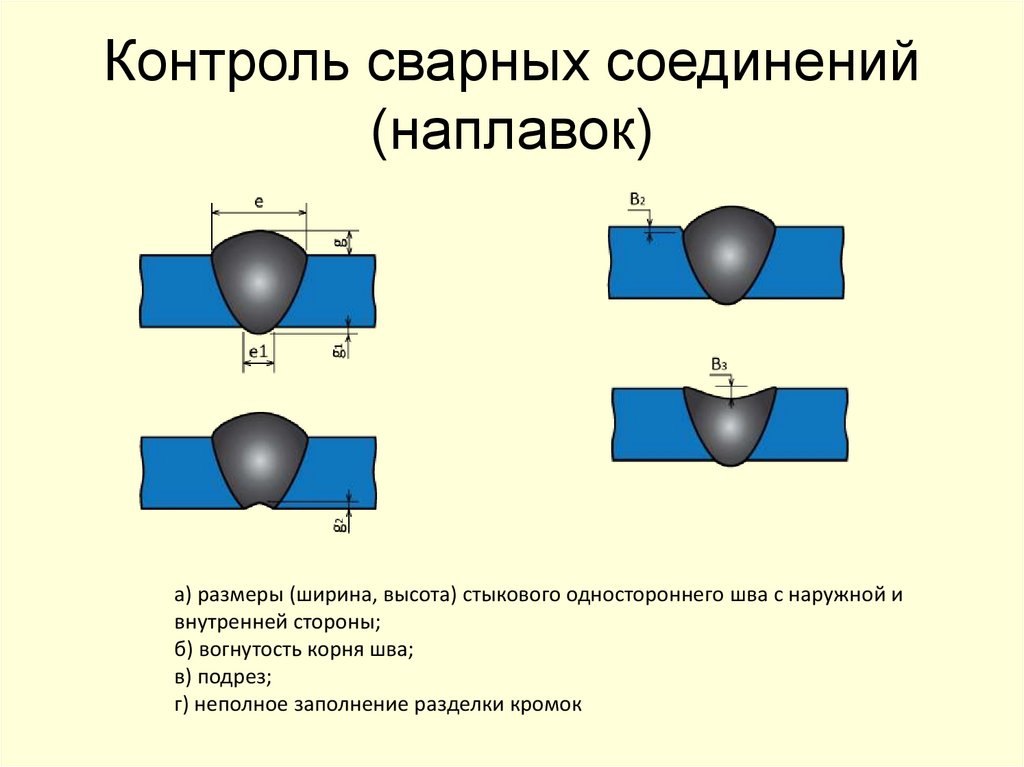
Это самый простой и примитивный метод контроля, с которого необходимо начинать контроль качества сварных швов. Не все дефекты являются глубоко запрятанными. Значительная их часть находится снаружи. Визуальный осмотр позволит их увидеть и при необходимости сразу отбраковать, что приводит к экономии времени и сил. Понятно, что этот вид контроля является неразрушающим. При визуальном осмотре легко увидеть основные геометрические параметры сварного шва и дать им оценку.
Визуальный осмотр не является выборочным. Ему подлежат все выполненные сварные соединения. Для более точной оценки можно использовать лупу с большим увеличением. Больше никаких приспособлений не понадобится, кроме штангенциркуля и шаблонов для производства измерений найденных отклонений.
Хотя визуальный осмотр определяет в основном геометрические параметры сварного шва и внешние недостатки, частично внешний осмотр может сигнализировать и о наличии внутренних изъянов. Так, например, неравномерность поверхности валиков может быть следствием непроваров, находящихся внутри. Такие подсказки следует учитывать при более тщательных способах исследования.
Чтобы дефекты были лучше видны, перед началом осмотра с поверхности удаляют все загрязнения и остатки шлака. Швы можно обработать азотной кислотой, после чего быстро убрать ее остатки с помощью спирта.
Как производится проверка сварных швов
На самом деле для исследования сварных швов могут применяться самые разные методы, например, ультразвуковой, магнитный, химический, капиллярный и другие высокотехнологичные способы. Однако классический, по сей день актуальный и востребованный – обычный визуальный осмотр. Его цель: убедиться в том, что шов качественный, хорошо проварен, не имеет подрезов, наплывов, прожогов, чрезмерной чешуйчатости и других изъянов. Преимущества этого вида исследования вполне очевидны: он не требует больших затрат, при этом доступен и достаточно информативен, но наряду с этим существуют и свои минусы: субъективность обследования, невысокая достоверность, возможность исследовать только видимую часть шва.
Визуальный осмотр может проводиться как невооруженным глазом (обычно, если речь идет о крупных, хорошо просматриваемых швах), так и при помощи различных приспособлений, таких как линзы, микроскопы, эндоскопы, дефектоскопы и т.д.
Они используются для выявления мельчайших скрытых дефектов, которые сложно обнаружить при простом осмотре внешней стороны сварного шва (например, микроскопических трещин, забоин, расслоения, изломов и т.д.). При этом существуют приборы, которые предназначены только лишь для использования в лабораториях и те, которые можно применять «в полях». Последние способны выдержать любые температурные и погодные условия (в том числе такие, которые имеют повышенный коэффициент радиационной, химической, бактериологической и т.п. опасности для человека).
Используемые инструменты
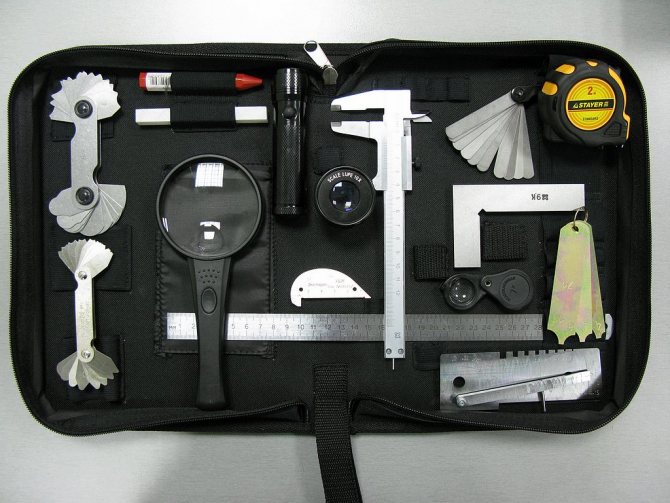
Набор инструментов для ВИК. Специалист-контролер, проводя визуальный осмотр сварного соединения металла, использует определенный инструментарий:
- обзорная, телескопическая, напольная лупы;
- микроскоп;
- эндоскоп и иные;
При действии определенных условий работы применяются:
- Прибор цехового значения — в условиях покоя, нормального атмосферного давления и умеренной влажности (от +5 до +20 градусов Цельсия).
- Аппаратура для полевых исследований — в условиях умеренного содрогания, вибраций и осадков (от -55 до +60 градусов Цельсия).
Интересное: Описание прямой и обратной полярности при сварке
Измерительный контроль содержит следующий список инструментов, который может являться как обязательным набором, так и дополнительным:
- измерительная лупа;
- угольник поверочный 900, лекальный;
- угломер с шкалой Нониуса;
- штангенциркуль, штангенрейсмас, штангенглубиномер;
- щуп;
- микрометр;
- измеритель стенки трубопровода и толщиномер индикаторный;
- микрометр;
- калибр;
- металлические измерители длины (рулетка, стальная измерительная линейка);
- нутромер микрометрический и индикаторный;
- шаблон: специальный, радиусный, резьбовой;
- УШС-2, УШС-3;
- поверочная плита;
- набор специального инструмента.
Проверка непроницаемости соединений
Способы контроля герметичности швов классифицируются в зависимости от методов создания перепадов давления, типу рабочих компонентов.
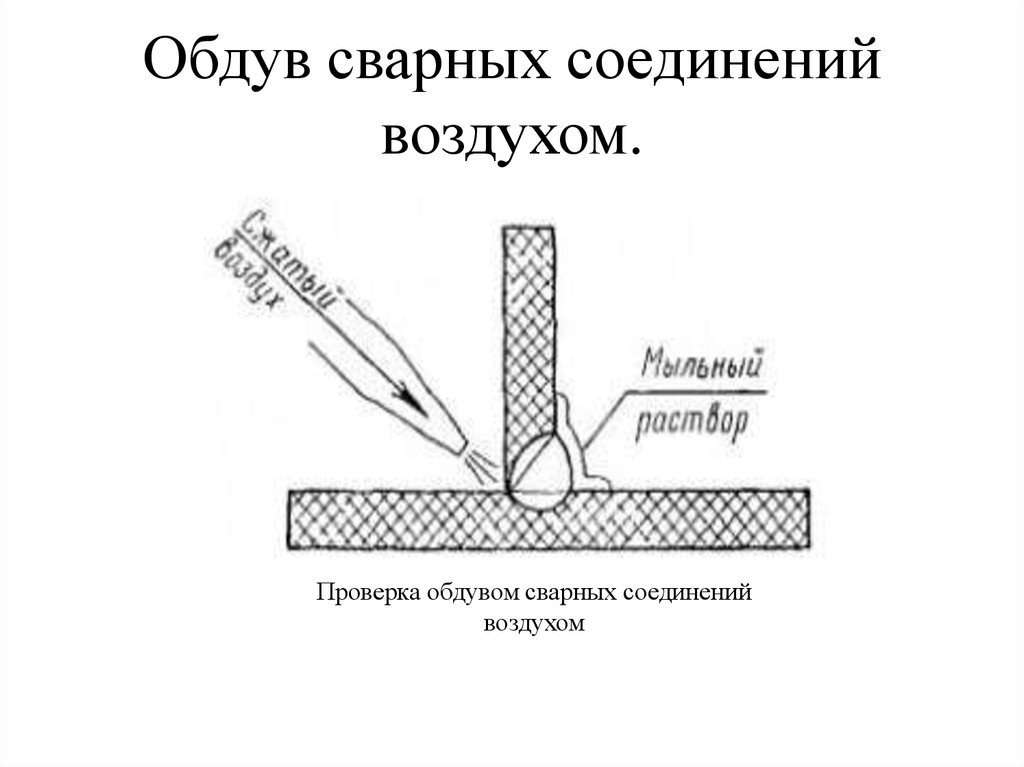
Использование пневматики
Проверяемую емкость наполняют воздухом или инертным газом, создавая давление, в 1,5 раза превышающее рабочий показатель. Наружные соединения обрабатывают мыльным раствором (100 г моющего средства на 1 л воды). Если процедура выполняется в условиях отрицательных температур, часть жидкости заменяют спиртом. О наличии сквозных изъянов свидетельствует появление пузырьков.



К резервуару подключают предохранительный клапан и манометр. Первый предотвращает аварийные ситуации, возникающие при резком повышении давления, второй помогает отслеживать изменение параметров во время испытаний.
Гидравлический способ
Для создания нужного давления используют воду или другую жидкость. После заполнения контролируемой емкости по сварным соединениям постукивают молотком. При наличии сквозных дефектов жидкость начинает подтекать. Емкости, которые будут эксплуатироваться под нормальным давлением, держат заполненными не менее 3 часов.
Необходимые приборы
Для осуществления контроля в различных условиях работы необходимые следующие приборы:
- Приборы цехового назначения. Такие инструменты могут работать при температуре +5 °С до +20 °С при нормальном атмосферном давлении и умеренной влажности.
- Приборы полевого использования. Такие приборы могут работать в диапазоне температур от -55 °С до +60 °С, выдерживают умеренную тряску и осадки.
При осуществлении измерительного контроля применяют следующие инструменты:
- измерительные лупы;
- угольники поверочные;
- угломеры;
- штангенциркули и штангенглубиномеры;
- щупы;
- измерители стенок труб и толщиномеры;
- микрометры;
- калибры;
- рулетки, линейки;
- специальные шаблоны и т. д.
Нормы времени
![]()
Во многих странах постсоветского пространства есть четко установленное количество времени на сварку одного метра материала. Они есть в нормативных актах, в СНиПах и контроле качества сварных швов.
Но даже если вы их прочли, каждому нужно самому уметь рассчитать необходимое ему время, ведь таким образом в основном и оценивается ваш труд.
Весь процесс сваривания разбивается на этапы, и на каждый из них выделяется определенное фиксированное количество времени. Сварка состоит из предварительной подготовки и непосредственно сварки, а точнее:
- Главный этап производства, который заключается в подготовке металла, обработка и конечно сама сварка материала.
- Дополнительный этап, заключается в проверке результата работы и перемещение этой конструкции на следующий этап производства.
- Свободное время, которое выделяется сварщику для обработки детали между предыдущими двумя этапами работы, с возможностью отложить деталь на время если потребуется.
Точность подсчетов должна быть достаточно велика, каждая секунда дополнительного времени должна быть учтена.
Примером могут быть этапы — подготовка оборудования, зажигание аппарата перед началом сварки, замена деталей и очистку места сварки, и подобные процессы.
Конечно нельзя забывать про отдых для мастера, который составляет примерно 20% времени, уборка и подготовка рабочего места.
Кроме всех этих подробностей, при расчетах используется индивидуальный коэффициент сварщика, который определяется его продуктивностью и опытом.
Каждому работнику соответствует индивидуальная цифра, которая заносится в расчеты. Это и есть ваш коэффициент продуктивности.
Это можно просчитать по-разному, однако популярный и простой метод – присваивание единицы работы. Одна условная единица это одно полностью сделанное задание. Чем выше ваша квалификация и опыт, тем выше это число соответственно.
Но при большем количестве заданий данный способ будет неудобным, тогда просчет ведется по времени необходимому на один метр сварки.
Вам может показаться что расчеты произвести сложно, но это совсем не так. Доказать это мы сможем после того, как обговорим остальные нормы и СНиПы для контроля качества сварных швов.
Требования к механическим свойствам сварного шва.
Прочность и надежность сварного шва определяется целым рядом его механических свойств. Только в том случае, если соблюдается требование к сварным швам, регламентирующее их механические характеристики, можно гарантировать, что металлоконструкция прослужит настолько долго и эффективно, насколько это требуется.
Основными механическими характеристиками сварного шва являются следующие параметры:
- относительное удлинение металла сварного шва – этот показатель не должен быть меньше 16%;
- ударная вязкость металла сварного шва. Для того чтобы установить, насколько этот параметр шва соответствует норме, требуется узнать, какую ударную вязкость металл показывает в самых сложных условиях – при среднесуточной температуре, наблюдаемой в течение 5 самых холодных дней в зоне использования металлоконструкции. Минимальный показатель в данном случае должен равняться 29 Дж/кв.см.;
- временное сопротивление металла сварного шва разрыву – этот показатель не должен быть ниже аналогичного показателя основного металла конструкции;
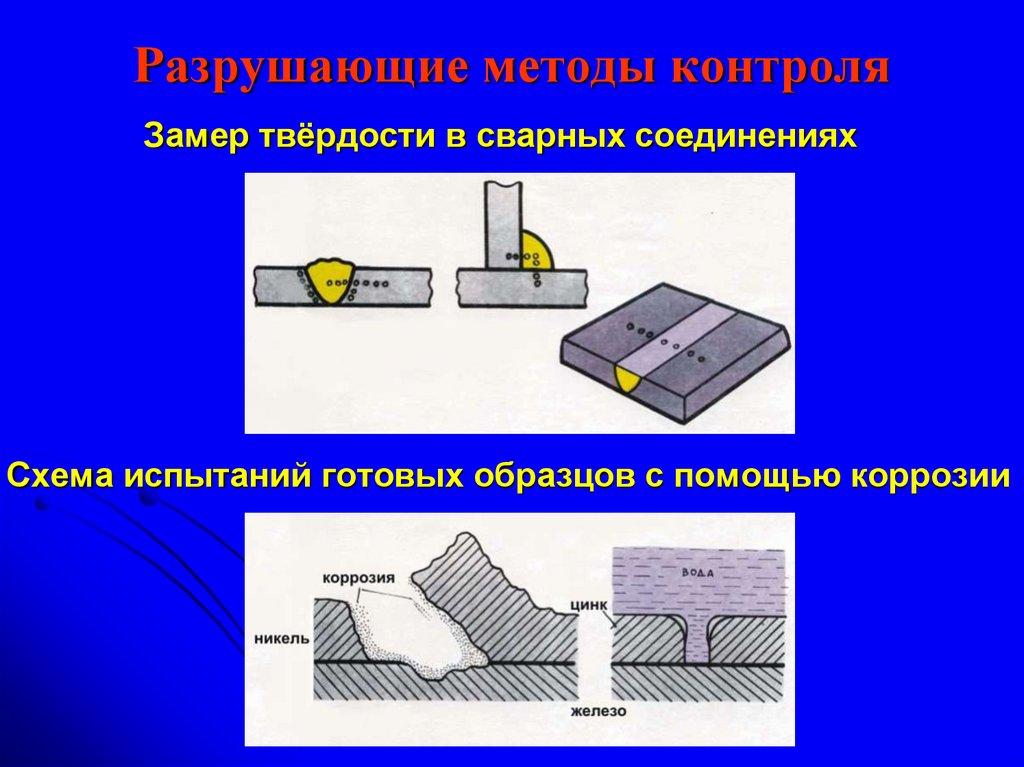
- твердость металла сварного шва. Этот параметр регламентируется СНиП II-23, где говорится, что максимально возможное значение твердости должно составлять 350 HV для сварных элементов конструкций, относящихся к 1 группе, и 400 HV для сварных элементов всех прочих конструкций.
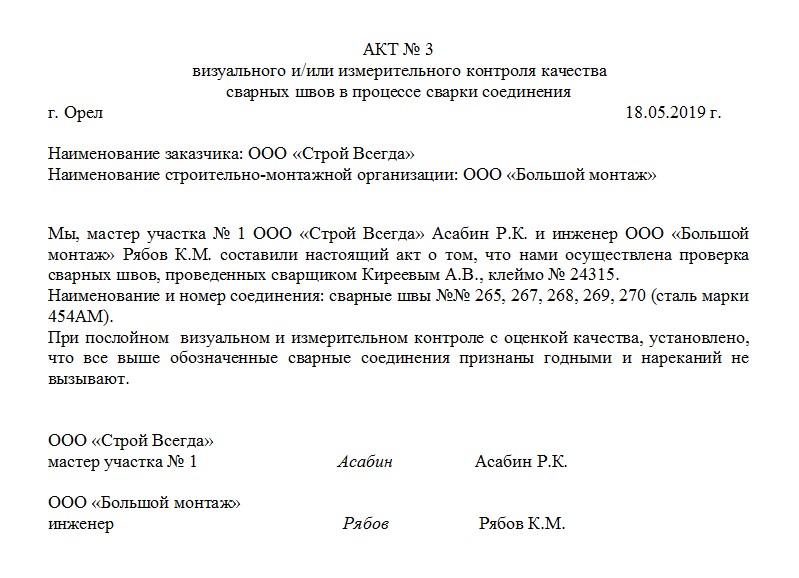
Образец акта визуального осмотра сварных швов
Если вам понадобилось составить акт осмотра сварных швов, который вы ранее никогда не делали, воспользуйтесь приведенным ниже образцом и прочитайте комментарии к нему – они помогут вам сделать требуемый документ без ошибок и неясностей.
- Первым делом внесите в акт наименование предприятия, затем присвойте документу номер, укажите дату и место его создания.
- Далее впишите в акт должности, ФИО работников, которые производили осмотр сварного шва (если это представители разных предприятий, укажите названия каждого из них).
- После этого переходите к основной части: включите сведения об исполнителе работ: должность, ФИО, затем внесите сюда данные о сварных швах, которые были обследованы: их номер, марку стали и прочее идентификационные значения.
- Укажите приборы и приспособления, которые были использованы в ходе проверки, все примененные методы, их результаты, а также дайте рекомендации по дополнительным способам обследования.
- В конце обязательно подведите итог текущему контролю, поставьте подписи.
Визуальная проверка сварных швов
Любые методы контроля качества сварных соединений должны начинаться с обыкновенного визуального осмотра. Как правило, этого часто хватает для того, чтобы обнаружить внутренние или внешние пробелы. Кроме того, для этой процедуры не нужно пользоваться специальным оборудованием. К примеру, различная высота соединения может говорить о необработанных местах. Перед тем как производить осмотр, все швы тщательно чистятся от грязи, пыли, окалин и металлических брызг.
Чтобы небольшие недочеты сделать более приметными, поверхность обрабатывается азотной кислотой и спиртом. Это придает покрытию матовость и позволяет рассмотреть трещины и поры.




Осмотр внешнего вида — это самый простой и действенный способ контроля качества сварных швов, позволяющий обнаружить конструктивные отклонения вроде наплывов, трещин и пор. Сделать более качественную проверку можно лишь с применением специальных устройств. Можно воспользоваться лупой, а также организовать более эффективное освещение. Стекло с эффектом увеличения позволяет увидеть мельчайшие поры и трещинки.
Требования к механическим свойствам сварного шва.
Прочность и надежность сварного шва определяется целым рядом его механических свойств. Только в том случае, если соблюдается требование к сварным швам, регламентирующее их механические характеристики, можно гарантировать, что металлоконструкция прослужит настолько долго и эффективно, насколько это требуется.
Основными механическими характеристиками сварного шва являются следующие параметры:
- относительное удлинение металла сварного шва – этот показатель не должен быть меньше 16%;
- ударная вязкость металла сварного шва. Для того чтобы установить, насколько этот параметр шва соответствует норме, требуется узнать, какую ударную вязкость металл показывает в самых сложных условиях – при среднесуточной температуре, наблюдаемой в течение 5 самых холодных дней в зоне использования металлоконструкции. Минимальный показатель в данном случае должен равняться 29 Дж/кв.см.;
- временное сопротивление металла сварного шва разрыву – этот показатель не должен быть ниже аналогичного показателя основного металла конструкции;
- твердость металла сварного шва. Этот параметр регламентируется СНиП II-23, где говорится, что максимально возможное значение твердости должно составлять 350 HV для сварных элементов конструкций, относящихся к 1 группе, и 400 HV для сварных элементов всех прочих конструкций.