
Виды сварочных аппаратов
Для осуществления любого вида сварочных работ необходимо применять аппарат для сварки, отсутствие которого на любом строительном объекте или в бытовых условиях недопустимо. Ведь он является единственным аппаратом с возможностью скрепления изделий из металла.
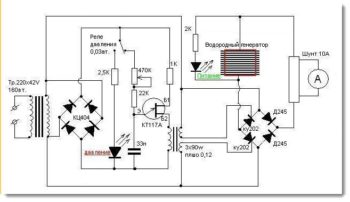
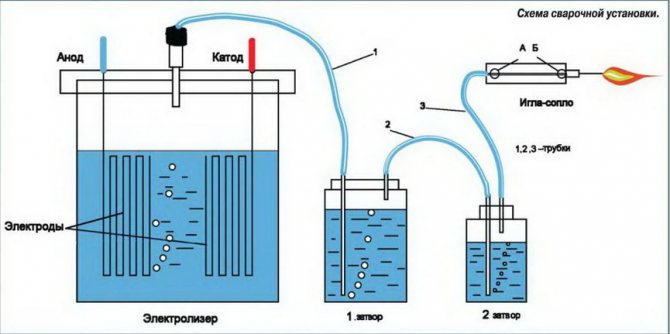
Электросхема водородной горелки.
При водородной сварке использованию подлежит водородно-сварочное оборудование. Водородный аппарат используется не только для резки и спайки разных видов металлов, но и для отделки различного пластика, стекла или кварца.
Этот вид оборудования подлежит использованию в отраслевых областях, где для работы нужен нагрев до максимальных температур.
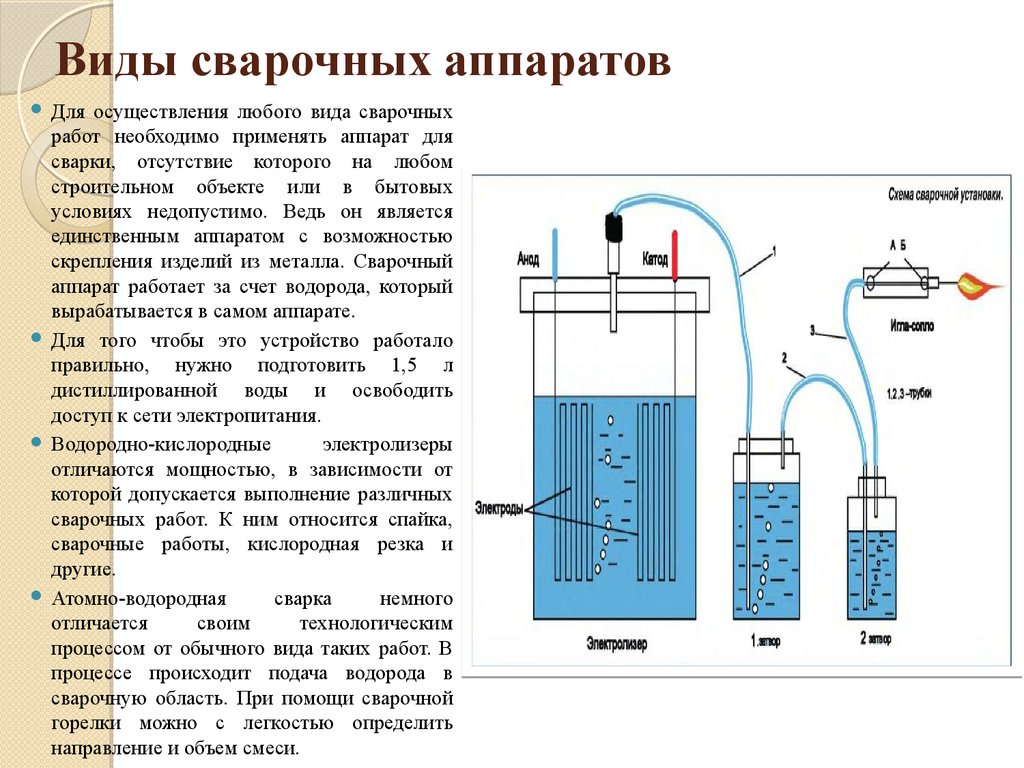
Сварочный аппарат работает за счет водорода, который вырабатывается в самом аппарате. Вследствие распада молекул воды на два важных элемента, кислород и водород, удается получить водород. После этого образуется газовая смесь, имеющая максимальную энергию. При помощи нее можно осуществлять работы по соединению различных металлических конструкций.
Это оборудование очень легко эксплуатируется, не требует частого перезаряжания и имеет небольшую трудоемкость. Работа начинается уже через несколько минут после включения в сеть электропитания. При помощи аппаратов водородной сварки можно осуществлять сварку деталей толщиной до трех миллиметров, а это значит, что он может использоваться ювелирами, стоматологами, специалистами по ремонту бытовой техники.
Водородно-кислородные электролизеры отличаются мощностью, в зависимости от которой допускается выполнение различных сварочных работ.
Схема электролизера для водородной сварки.
К ним относится спайка, сварочные работы, кислородная резка и другие. При сварке водородом можно выполнить огромный перечень работ, начиная с микросварки и заканчивая резкой стальных листов. Эти аппараты малогабаритные и могут применяться для сварки листов размером до 2 мм при мощности 1,8 кВт.
В некоторых случаях применяются ацетиленовые генераторы и баллоны. Их целесообразно применять только в полевых условиях, где нет возможности использовать электричество. Если имеется разъем электропитания, то лучше использовать громоздкое сварочное оборудование.
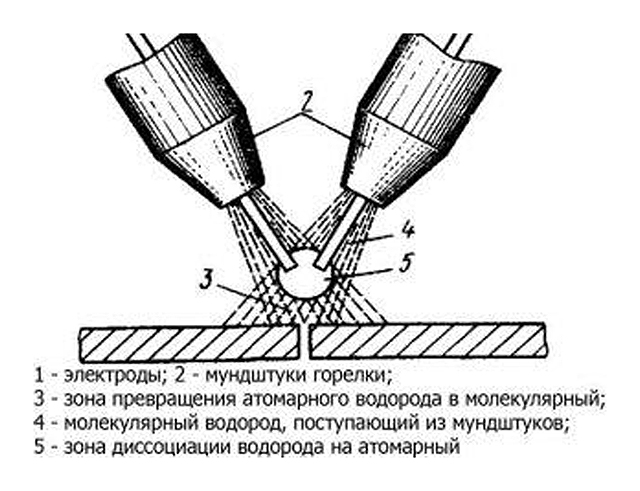
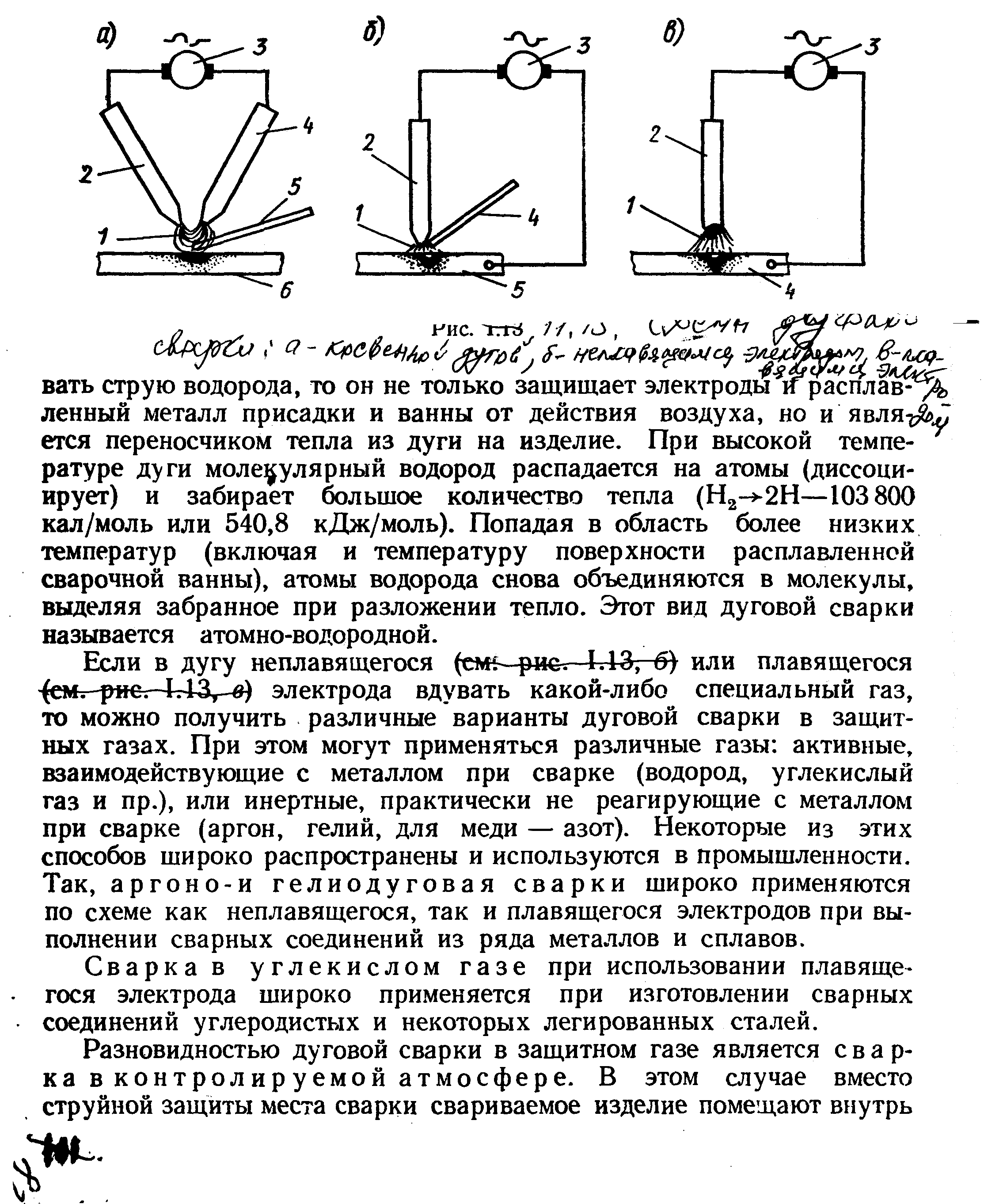
Атомно-водородная сварка немного отличается своим технологическим процессом от обычного вида таких работ. В процессе происходит подача водорода в сварочную область. При помощи сварочной горелки можно с легкостью определить направление и объем смеси.
В ходе выполнения сварки с элементами кислорода и водорода, происходит оплавление краев горелки из-за слишком высокого уровня температуры. Поэтому она подлежит немедленному очищению. Такой процесс газосварки можно выполнить как в ручном, так и в автоматическом режиме.
Специалисты, имеющие навыки в этой области, способны делать эти необходимые работы без чьей-либо помощи.
Нужно просто купить аппарат для сварки с эффектом 210, где в упаковке имеется еще одна горелка. Этот аппарат начинает работу после включения его в сеть электропитания 220 Вт. Им можно легко достичь результата при резке металлических пластин небольшой толщины либо пластин из легированных сталей.
Сварочный инвертор как источник тока для электрохимической обработки
Да я уже упоминал об этом не раз на форуме, только в других ветках. У меня САИ 200. Инвертор по схеме моста, что дает возможность для маневра. Все платы у него на разъемах. Вместо штатной платы с силовыми сварочными трансформаторами цепляю транс на паре колец из феррита Эпкос 63х36х15 (размер одного кольца), индуктивность первички подбирается равной индуктивности суммы первичек штатных трансов (их там три совместно работают). Выходное напряжение от числа витков вторички. Максимальная выходная мощность 6 киловатт. Ток первички максимально до 30 ампер. На выход вторички транса цепляю индуктор. Параметры желательно подбирать под конкретную задачу. Резцы этим напаивать не проблема. Да, желательно выходной контур делать как должно, т.е. с конденсаторами, достигая резонанса. Но таких емкостей у меня под руками нет, обхожусь без резонанса. Эффективность ниже, но работает. Регулировка мощности при отключении штатной платы с трансами перестает работать (рвутся обратные связи) и аппарат по умолчанию включен на полную мощность. Для возобновления функции регулировки мощности, в цепь ШИМа добавил переменный резистор. Для достижения резонанса (для изменения частоты) добавил второй переменный резистор. Регулировка от 70 до 300 килогерц. Ниже 70 можно, но какие-то цепи сильно искажают кривую. Потому ограничился этим диапазоном. Все добавки, основных функций аппарата не нарушают. Дополнительно повесил на него осциллятор, точнее ВК-7. Люмень варить аргоном стало возможно. В качестве эксперимента цеплял ультразвуковой излучатель на феррите (по Майеру), работает. В случае попадания в запрещенный режим срабатывала защита, ничего не спалил. На запасной, убитой и затем восстановленной плате инвертора, пробовал получить повышенное напряжение (киловольт этак 4-6). После месяца экспериментов с ней вылетела пара силовых транзисторов, восстановил. Вылетели вследствие, каких-то неучтенных ошибок, общая щина не заземлена была, обходные пути образовались. Так что, вариант получения высокого напряжения не рекомендую без тщательного анализа.
Кстати, из него т.е. из САИ 200 на одном из заводов сделали ТВЧ нагрев в промышленном варианте, с резонансом. Жалоб нет, вернее было одно замечание схема защиты чуствительна к помехам, поэтому пришлось отстраивать. У себя в квартире мне помехи не мешали.
ВВ.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для пайки мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость

Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве электродов можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Емкость необходимо заполнить с помощью шприца рабочей жидкостью через штуцер отвода газов. Электролит представляет собой 8-10% смесь гидроокиси натрия в дистиллированной воде. При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени горелки, так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».




Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
голоса
Рейтинг статьи
Технология процесса водородной сварки
Так как водородное пламя имеет ряд преимуществ перед ацетиленовым, его чаще используют для прорезания и спайки изделий из металла. Из-за того что в результате горения выделяется водяной пар, такая сварка считается самой безопасной. При использовании в ходе сварки водорода как топливного элемента, на покрытии металла может возникнуть слой шлака большой толщины. Выполняемый при этом сварочный шов будет иметь тонкую толщину и рыхлость. Чтобы избежать этого, в основном используют органические соединения, которые, наоборот, связывают кислород. Для этого лучше применять различные углеводороды (бензин, толуол и др.) и подогревать их до достижения температуры 80% от температуры кипения. При сварке понадобится минимальное количество углеводородов для максимального результата, поэтому она и намного дешевле, чем другая газопламенная обработка.
Устройство водородной горелки.
При использовании водородной сварки не нужно применять газовые баллоны, являющиеся эффективными источниками смеси водорода с кислородом. Дело в том, что они очень опасны при эксплуатации. Когда происходит сварка, водородное пламя совсем не видно при дневном свете. Поэтому для облегчения работы необходимо использовать специальные датчики. Надежность источников газа зависит прежде всего от аппаратов, работа которых возможна при наполненности водой, где с помощью воздействия электроэнергии она распадается на кислород и водород. При помощи таких электролизеров очень просто выполняется электролизная сварка, где в качестве основного элемента соединения деталей используется водородно-кислородная смесь.
В некоторых случаях используется атомно-водородная сварка, представляющая собой электрохимический процесс плавления. Действие достигается в результате нагревания электрической дуги расщепления водорода. По уровню содержания тепла атомно-водородная сварка несколько отличается от ацетиленово-кислородной сварки и других видов сварок. В основном данный вид используется при сварке чугуна или стали. В промышленных предприятиях атомно-водородная сварка применяется в редких случаях по причине высокого напряжения, которое опасно для любого человека.
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
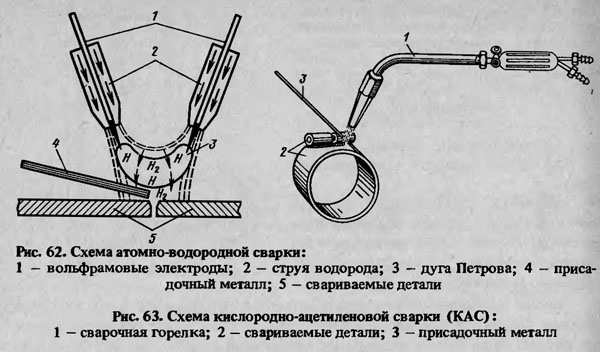
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Далее при возвращении в молекулярную форму, водород отдает тепло, создающее температуру, которая в сумме с температурой дуги может достигать 3600 °C.
Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
Правила использования устройства
Водородная ювелирная горелка для дома должна обладать дополнительными встроенными модулями. Особо важен модуль подачи воды, который совмещается с датчиком уровня воды, встроенным в сам генератор водорода. Самые простые модели представляют собой водяной насос и контроллер управления. Насос управляется контроллером через сигнал датчика в зависимости от количества жидкости, находящейся в топливной ячейки.
Вспомогательные элементы очень важны для любой конструкции отопления. Без автоматических модулей контроля и защиты генератор на водородной основе использовать запрещено и даже опасно.

Специалисты советуют приобрести специальную систему, регулирующую частоту подаваемого электрического тока и уровня напряжения
Это важно для нормального функционирования рабочих электродов внутри топливной ячейки. Также в модуле должен находиться стабилизатор напряжения и защита от перегрузки током
Водородный коллектор представляет собой трубку, в которую встроен специальный вентиль, манометр и обратный клапан. От коллектора водород подается в помещение посредством специального обратного клапана.
Манометр и водородный коллектор — очень важные детали в водородном генераторе, с помощью которых осуществляется равномерное распределение газа по помещению и контролируется общий уровень давления.
Любой потребитель должен помнить, что водород остается взрывоопасным газом с высокой температурой сгорания. Именно по этой причине просто взять и наполнить конструкцию отопительного прибора водородом запрещается.





Особенности
Водородное пламя — прекрасная альтернатива сварке ацетиленом. При этом данная технология практически безвредна, так как во время горения дуги задействован только водород, а именно водяной пар. Но при всей безопасности, шов в результате может получиться тонким и пористым, а в сварочной зоне образоваться много шлака. Во избежание тонких и слабых швов в процессе сварочных работ к водороду добавляют другие газы. Основные 5 наименований:
- Толуол.
- Бензин.
- Бензол.
- Гексан
- Гептан.

Эти кислородные соединения облегчают процесс сварки. Их добавляют по чуть-чуть, поэтому стоимость работ весьма низкая, по сравнению с другими видами сварки.
Использование баллонов с газом, в данном случае водородом, невозможно, так как высок риск утечки. Высокая концентрация водорода в помещении может вызвать приступ удушья и головокружение, а также спровоцировать взрыв.
По причине невозможного использования сжиженного газа в баллонах, его стали извлекать из воды. Для этого потребовались специальные аппараты, заполненные водой. При прохождении электрического тока через воду, она распадается на кислород и водород, количество последнего вполне хватает для сварочных работ.
Для выработки водорода посредством электролиза стали производить специальные сварочные аппараты — электролизеры, в которых дистиллят вырабатывает оптимальное количество как кислорода, так и водорода. Изначально электролизеры были довольно громоздкими, но впоследствии стали более компактными и мобильными, что совсем не повлияло на качество сварных соединений.

Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой технологии является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Агрегат для водородной сварки.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Использовать водородные сварочные аппараты достаточно просто. Они не требуют частой перезарядки и быстро выходят на рабочие температуры.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Принцип работы водородно-кислородных электролизеров
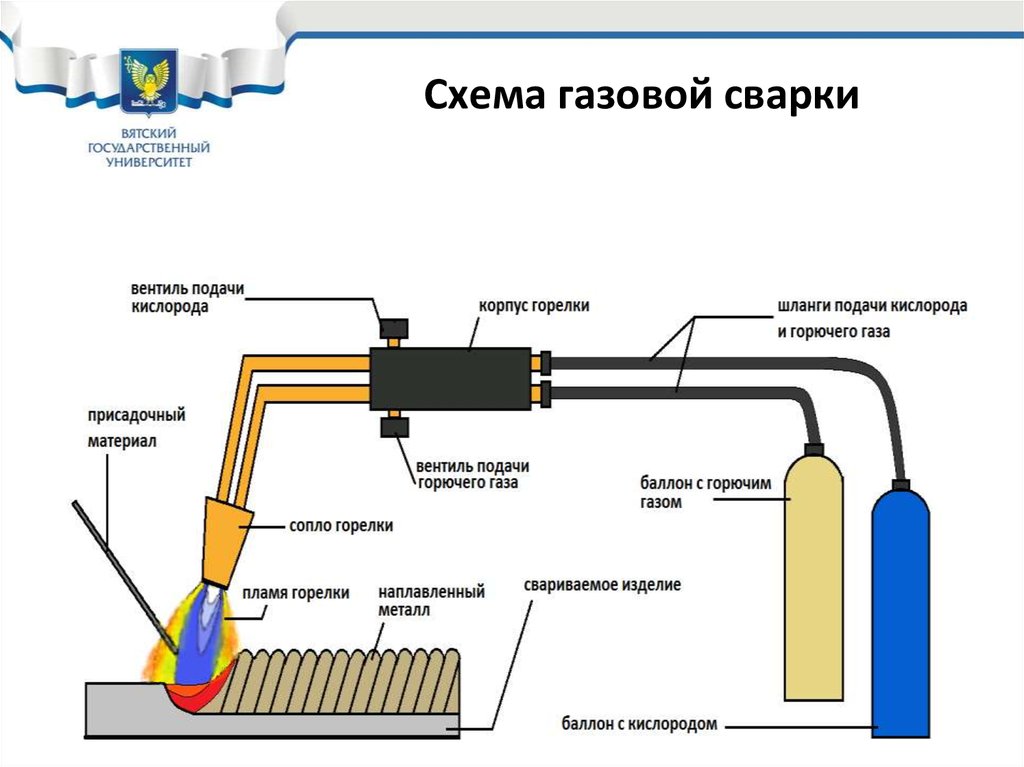
Водородно-кислородные газосварочные аппараты представляют собой электролизеры, в которых под воздействием электричества вода разлагается на кислород и водород. Сварочное оборудование может работать от бытовой или трехфазной электросети. Смесь водорода и кислорода подается по шлангу в стандартную ацетилено-кислородную сварочную горелку. Сущность газовой сварки с использованием водорода такая же, как и обычной газовой сварки.

Водородно – кислородный сварочный аппарат
Единственное отличие – применение водородно-кислородной смеси вместо привычных ацетилен-кислородной и пропан-кислородной.
Сварочные водородно-кислородные аппараты разной мощности позволяют решить практически все задачи, ставящиеся перед газопламенной обработкой материалов. С их помощью осуществляют: сварку, наплавку, пайку, термоупрочнение, порошковое напыление и порошковую наплавку, кислородную резку – ручную и машинную. Различные режимы газовой сварки с водородом дают возможность выполнения широкого спектра работ – от микросварки и микропайки пламенем толщиной с иголку до резки стальных листов толщиной порядка 300 мм. Работа аппаратов может вестись и в ручном, и в автоматическом режимах.
Даже малогабаритные переносные аппараты при такой незначительной мощности – 1,8 кВт, потребляемой от двухфазной бытовой сети, могут решить проблему сваривания и резки листов из черного и цветного металла толщиной до 2 мм. Температуру чистого пламени можно легко отрегулировать от 600 до 2600 градусов. Такие электролизеры популярны среди стоматологов, ювелиров, ремонтников холодильных агрегатов.
Более мощные модели водородно-кислородных сварочных аппаратов, позволяющие сваривать металл толщиной до 3 мм, приобрели популярность на станциях технического обслуживания, где применение взрывоопасных баллонов с кислородом и пропаном запрещено. Простая система контроля производительности позволяет использовать аппарат в самых труднодоступных зонах при ремонте блоков двигателей, радиаторов, ступиц, во время кузовных работ. В случае достижения предельных уровней давления и электролита встроенная контрольная система подает сигнал. Происходит автоматическое отключение аппарата от источника электрического питания
Такие меры предосторожности обеспечивают двойную пожарную и взрывобезопасность
Для профессионалов
Для работников аварийных служб разработаны специальные аппараты, позволяющие сваривать трубы с толщиной стенки до 5 мм в условиях отсутствия трехфазной сети. Эти электролизеры можно применять для заварки дефектных зон чугунного и цветного литья, ручной и машинной резки металлов с толщиной стенки до 30 мм. Такие способы газовой сварки осуществляют с питанием подогревающего пламени резака от аппарата и подачей режущего кислорода из баллона. Данная технология позволяет получать более чистый рез, чем при использовании ацетилена и пропана. При этом процессе не происходит науглероживание и закаливание металла, отсутствуют грат и загрязняющие атмосферу выбросы оксида азота. Такие модели электролизеров позволяют вести безопасную кислородную резку в тоннелях, колодцах, метрополитенах, где запрещается использование пропана и ацетилена. Некоторые аппараты подобного типа дают возможность проводить работы при отрицательных температурах окружающего воздуха.
Водородная газовая сварка видео наглядно демонстрирует ход сварочного процесса с применением электролизера.
При выполнении точечной сварки своими руками необходимо поддерживать точную скорость перемещения обоих электродов. Наиболее часто сварка в среде защитных газов выполняется в углекислом газе и аргоне. Подробнее о технологии читайте в этой статье.
Если вы хотите обучиться сварке “с нуля”, читайте материал по https://elsvarkin.ru/prakticheskoe-primenenie/literatura-po-svarke/ ссылке.
Преимущества сварки водородом
Методика известна не так, как ручная или полуавтоматическая сварка, однако имеет ряд достоинств, с которыми сварщику нужно познакомиться. Среди них:
- редкая перезарядка сварочного аппарата;
- оперативный вход в рабочий режим (до 5 минут в зависимости от расхода газа и параметров атмосферы);
- высокая мощность при малых габаритах оборудования;
- экологическая чистота (в отличие от сварки ацетиленом, где выделяются токсичные пары азота, отравляющие организм);
- сварочный аппарат относится к классу пожаробезопасного оборудования;
- конструкция и принцип действия таковы, что препятствуют не только возгоранию установки, но и взрыву;
- широкий спектр материалов для обработки (цветмет, чугун, сталь, стекло и даже керамика);
- исключено окисление свариваемых участков;
- доступность главного расходного элемента — воды;
- для бесперебойной работы необходимы лишь источник тока и вода (желательно дистиллированная).
Теперь — пара слов о составных элементах оборудования, используемого для водородной сварки.
Как сделать водородную сварку своими руками
Небольшой аппарат для водородной сварки своими руками сделать несложно. Чертеж можно найти на сайтах, все необходимое – в хозяйственном магазине.
Конструктивные элементы:
- Емкость для раствора щелочи, водород высвобождается при диссоциации. Используют стеклянную тару – банку объемом 0,5 л. В капроновой крышке делают два отверстия для проводов, идущих к электродам. Для герметизации конструкции используют клей «Момент», необходимо ограничить доступ кислорода к жидкости.
- Электроды делают из полосок нержавеющего проката, рекомендуемая высота – 4 см. Пластинки скрепляют диэлектрическими шпильками на большом удалении друг от друга, чтобы использовать весь объем жидкости. Клеммы фиксируют болтами так, чтобы по краям были минусы, в центре – плюс. К ним будет подводиться ток.
- Отводной штуцер для выхода газа делается из гибкой трубки, через нее с помощью шприца закачивается 10% раствор NaOH. Щелочь разводят в дистиллированной воде. В рабочем состоянии самодельный электролизер нагревается до +80°С.
- Гидрозатвором служит другая емкость, заполненная водой на 1/3 объема. В нее помещают конец отводного штуцера.
- Рабочее сопло, из которого выходит горючая смесь газов, должно быть металлическим. Умельцы используют медицинские иглы.
- Источник постоянного тока – аккумулятор напряжением до 12 В или выпрямитель. Выработка газов зависит от силы тока. Меняя показатели, регулируют мощность пламени. Для сварки тонкостенных заготовок достаточно напряжения 3 вольта.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для пайки мелких деталей, особенно для ювелирных изделий.




Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость
Установка для сварки при помощи водорода.
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве электродов можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Емкость необходимо заполнить с помощью шприца рабочей жидкостью через штуцер отвода газов. Электролит представляет собой 8-10% смесь гидроокиси натрия в дистиллированной воде. При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
Гидродозатором выступает второй сосуд. В нем газы насыщаются парами горючих веществ. Затем полученная смесь направляется в третью емкость, наполненную обычной водой. Она выполняет функцию затвора для выхода газов.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени горелки, так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
Принципиальная схема аппарата водородной сварки.
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.