
Недостатки технологии
Метод индукционного нагрева металлических заготовок имеет и некоторые недостатки, которые обязательно нужно учесть, прежде чем приступить к работе с оборудованием.
- Индукторы имеют достаточно сложную конструкцию. Для работы с ними, их ремонта и обслуживания нужно привлекать квалифицированных специалистов, прошедших соответствующую подготовку.
- Для полноценной эксплуатации устройств индукционного нагрева требуется мощный источник электрической энергии. Также необходимо иметь специальный бак и насос, чтобы обеспечить качественное охлаждение агрегата.
- Несмотря на довольно компактные размеры самого индуктора, вся установка в комплекте с генератором занимает много места и имеет большой вес. Поэтому такая техника непригодна для работы в полевых условиях. Ее целесообразно использовать для стационарной установки в помещениях. Для выездных работ лучше применять другие виды техники для нагрева металлических деталей.
Сварка токами высокой частоты
Высокочастотная сварка (индукционная, радиочастотная) — это способ сварки давлением, при котором кромки деталей нагреваются током высокой частоты до температуры оплавления. Плотность тока высокой частоты, протекающего по металлическому телу, максимальна на поверхности тела и резко уменьшается по мере удаления в глубь тела. Это явление называютповерхностным эффектом. Кроме того, токи высокой частоты, протекающие в двух параллельных проводниках в противоположных фазах, стремятся сблизиться. Это явление называютэффектом близости. Нагрев деталей при высокочастотной сварке проводят с помощью индуктора, располагаемого у свариваемого стыка и генерирующего в свариваемых кромках индукционные токи, или с помощью двух скользящих по поверхности детали электродов. В обоих случаях эффект близости и поверхностный эффект позволяют обеспечить нагрев только в поверхностных слоях соединяемых кромок глубиной 0,1—0,15 мм. Это уменьшает расход энергии и повышает качество сварного соединения, так как можно избежать перегрева металла вблизи шва.
При сварке токами высокой частоты (ТВЧ) изделие перед сварочным узлом формируется в виде заготовки с У-образной щелью между свариваемыми кромками. К кромкам с помощью индуктора (рис. 1.39, а)
или вращающегося контактного ролика (рис. 1.39,6) подводится ток высокой частоты таким образом, чтобы он проходил от одной кромки к другой через место их схождения.
Процессы высокочастотной сварки можно подразделить на три группы: сварка давлением с оплавлением, сварка давлением без оплавления и сварка плавлением без давления.
Рис. 1.39.
Схема высокочастотной сварки труб индукционным(а) и контактным(б) способами подвода тока:
- 1, 11 — направляющие ролики;2,8 — ферритовые стержни;3 — индуктор;
- 4,7 — сжимающие ролики; 5,6— трубы;9,10— контакты
Сварка давлением с оплавлением осуществляется с предварительным нагревом и местным расплавлением свариваемых поверхностей. Для получения качественного сварного соединения необходимо, чтобы весь оплавленный металл, имеющийся в месте схождения свариваемых элементов, был удален при осадке. Этот процесс реализуется в том случае, если скорость осадки будет достаточной и расплавленный металл не потеряет свойства жидко- текучести. Сварное соединение образуется между поверхностями, находящимися в твердом состоянии. Скорость нагрева достигает 15 • 10 4 °С/с, осадка составляет 0,15—1,5 мм, скорость осадки 2000 мм/с. Этот способ нашел наиболее широкое применение при производстве сварных конструкций из черных и цветных металлов. Расстояние от места токоподвода до места схождения кромок обычно лежит в пределах от 25 до 300 мм. На этом отрезке осуществляется нагрев свариваемых заготовок.
Сварка давлением без оплавления осуществляется с предварительным нагревом свариваемых поверхностей до температуры ниже точки плавления свариваемого металла. Скорость нагрева не превышает 400 °С/с, осадка 2,5—6 мм, скорость осадки 20 мм/с. Сварка при отсутствии восстановительной среды может обеспечивать удовлетворительное качество соединения только в узком интервале температур и при деформациях, достаточных для разрушения оксидных пленок на свариваемых поверхностях.
Сварка плавлением без давления осуществляется при нагреве свариваемых элементов до оплавления. Изделия, подлежащее сварке, плотно подгоняют одно к другому отбортованными кромками, которые разогреваются и оплавляются с помощью индуктора. Ванна расплавленного металла застывает, образуя, сварной шов без приложения давления. Скорость нагрева 250—3000 °С /с, частота тока источника питания 70 и 440 кГц. Этот процесс целесообразно применять для деталей с толщиной стенки 0,3— 1,5 мм и максимальной длиной сварного шва до 500 мм. Характерным для процессов сварки ТВЧ является ярко выраженная локальность нагрева в сочетании с высокими скоростями сварки.
Высокочастотной сваркой изготовляют прямошовные трубы из неочищенной горячекатанной малоуглеродистой стали. Применение радиочастоты (более 400 кГц) позволяет сваривать продольные швы труб из алюминия, жаропрочных сплавов, легко окисляющихся металлов.
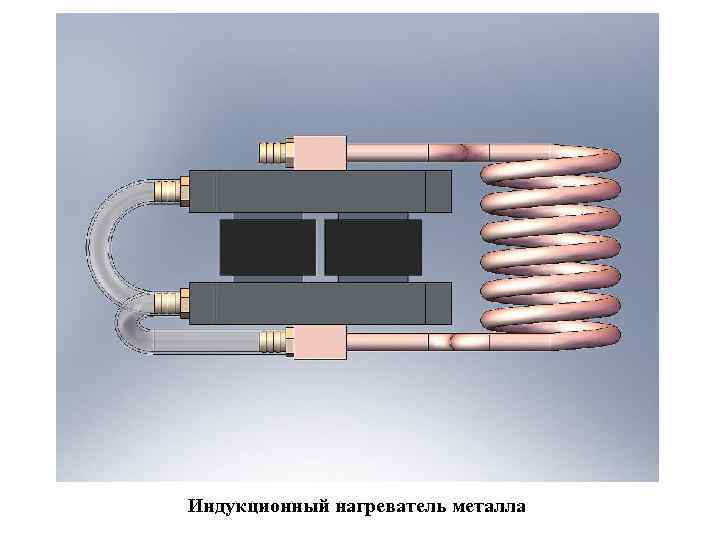
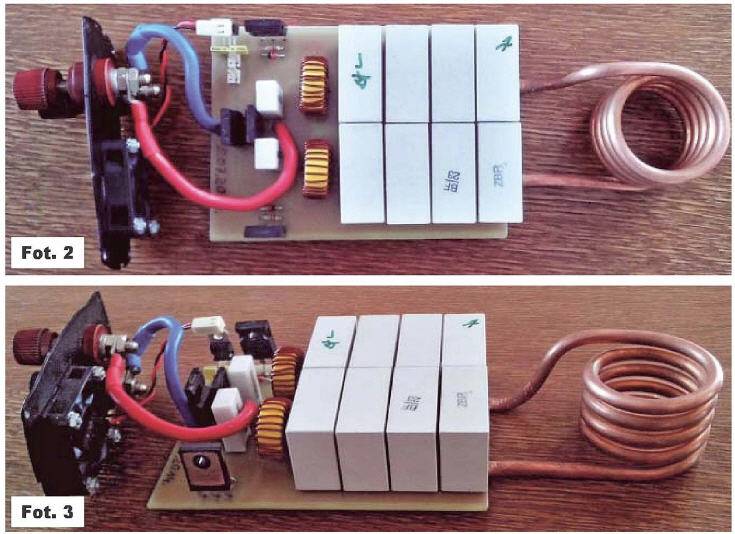
Устройство индуктора
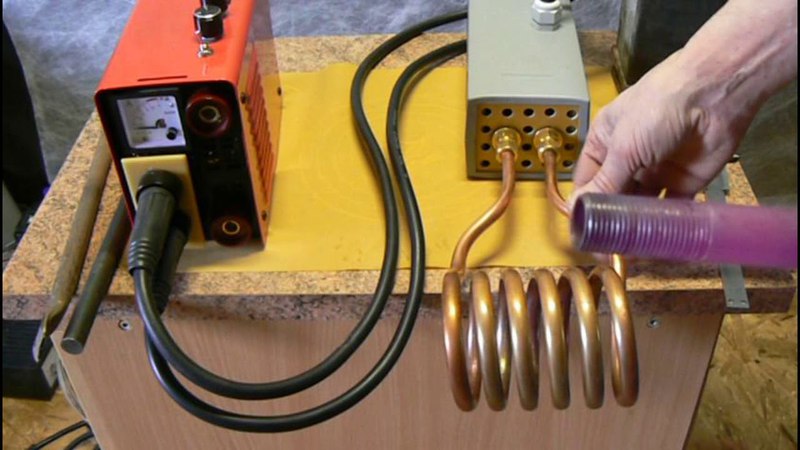
Техника для индукционного нагрева металлов имеет сборную конструкцию. Она состоит из двух основных узлов – самого индуктора, а также генерирующей установки, которая вырабатывает высокочастотные импульсы тока.
Индуктор представляет собой обыкновенную катушку индуктивности, состоящую из нескольких витков медного проводника. Для производства этих компонентов используется только бескислородная медь, в которой содержание посторонних примесей не должно превышать 0,1 %. Данное устройство может иметь различный диаметр (от 16 до 250 мм в зависимости от модели). Количество витков варьируется в пределах от 1 до 4.
Генератор, вырабатывающий импульсные токи для катушки индукционного нагрева, имеет достаточно внушительные габариты и массу. Он может быть выполнен по любой схеме генерации высокочастотных импульсов. К примеру, в современной промышленности часто используются генерирующие агрегаты, построенные на базе мультивибраторов, RC-генераторов, релаксационных контуров и т. д.
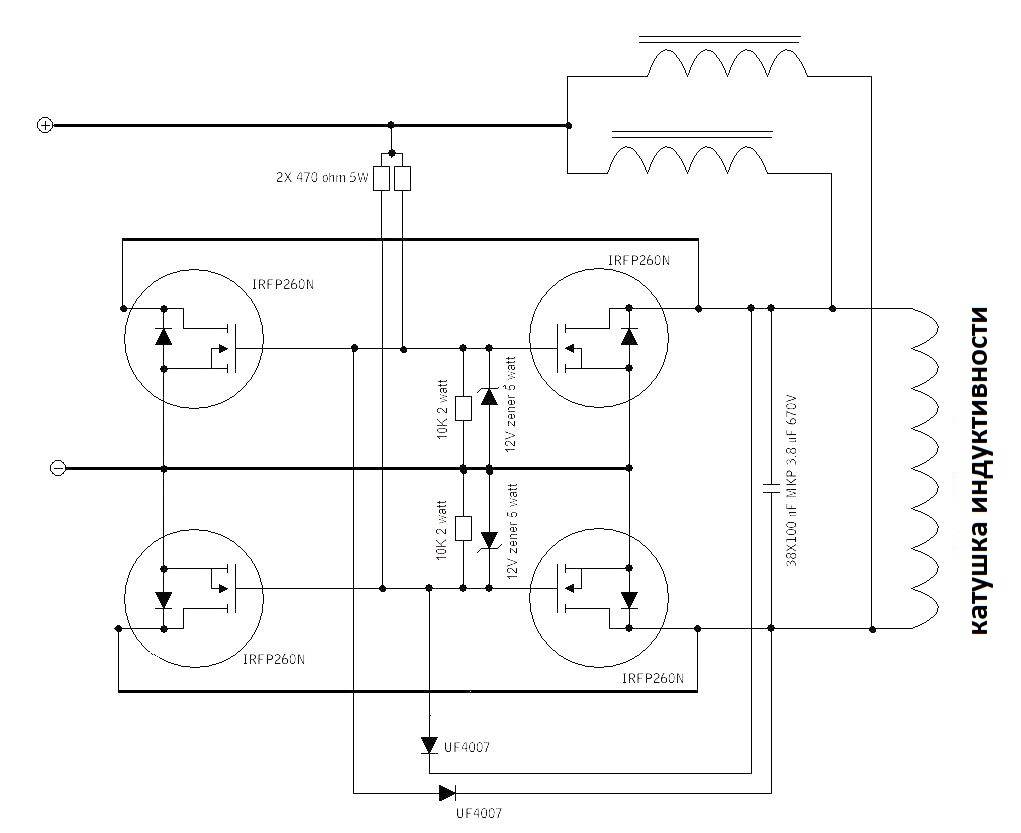
Если оборудование используется преимущественно для нагрева мелких деталей, частота вырабатываемых импульсов должна составлять не менее 5 МГц. Эти агрегаты разрабатываются на основе электронных ламп. Если же техника применяется для нагрева крупных металлических заготовок, целесообразно использовать индукционные установки с рабочей частотой до 300 кГц, построенные на базе инверторов на IGBT-схемах или MOSFET-транзисторах.
Несколько слов о безопасности
Самодельные индукционные котлы обычно не снабжены системами контроля и защиты, что делает их небезопасными. Поэтому перед включением агрегата необходимо убедиться, что полость корпуса заполнена жидким теплоносителем.
Если полимерный корпус нагревателя будет подвергаться постоянному нагреву без омывания теплоносителем, он просто расплавится, иногда это приводит не только к деформации нагревателя, но и к его полному повреждению.

Агрегаты этого типа часто используют для раскаливания и плавки металлов. Высокие температуры, получаемые от индукционного нагревателя, требуют внимательного отношения к вопросам безопасности
Опасным может быть и выпадение раскаленного металлического наполнителя из расплавившегося корпуса. В этом случае придется почти полностью демонтировать устройство и сделать для него новый нагревательный элемент.
Подключение к электропитанию следует выполнять по отдельному кабелю, проведенному от щитка. Разумеется, необходимо тщательно закрыть изоляцией все контакты. Инвертор сварочного аппарата также необходимо заземлить, это важный момент для обеспечения безопасности.
При этом понадобится кабель сечением не менее четырех миллиметров. Некоторые специалисты рекомендуют отдать предпочтение шестимиллиметровому кабелю. Чтобы предотвратить перегрев самодельного индукционного нагревателя из-за отсутствия в системе воды, рекомендуется установить на входе в нагреватель клапан избыточного давления.

Индукционный нагревательный прибор занимает относительно немного места, но его нужно разместить на определенном расстоянии от потолка, стен, мебели и т.п.
Самодельное устройство этого типа, не снабженное специальными средствами защиты, это потенциально опасный объект, который требует постоянного контроля. Поэтому стоит потратить немного больше денег, но приобрести необходимые устройства.
При этом не помешает оценить затраты, возможно, покупка готового индукционного котла обойдется не намного дороже. Промышленные устройства обычно снабжены всей необходимой защитой.
Особенности и пошаговая технология изготовления еще одного варианта самодельного индукционного котла для системы отопления приведены здесь.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты
Также важно подготовить чертежи и придерживаться инструкции по сборке
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.



В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
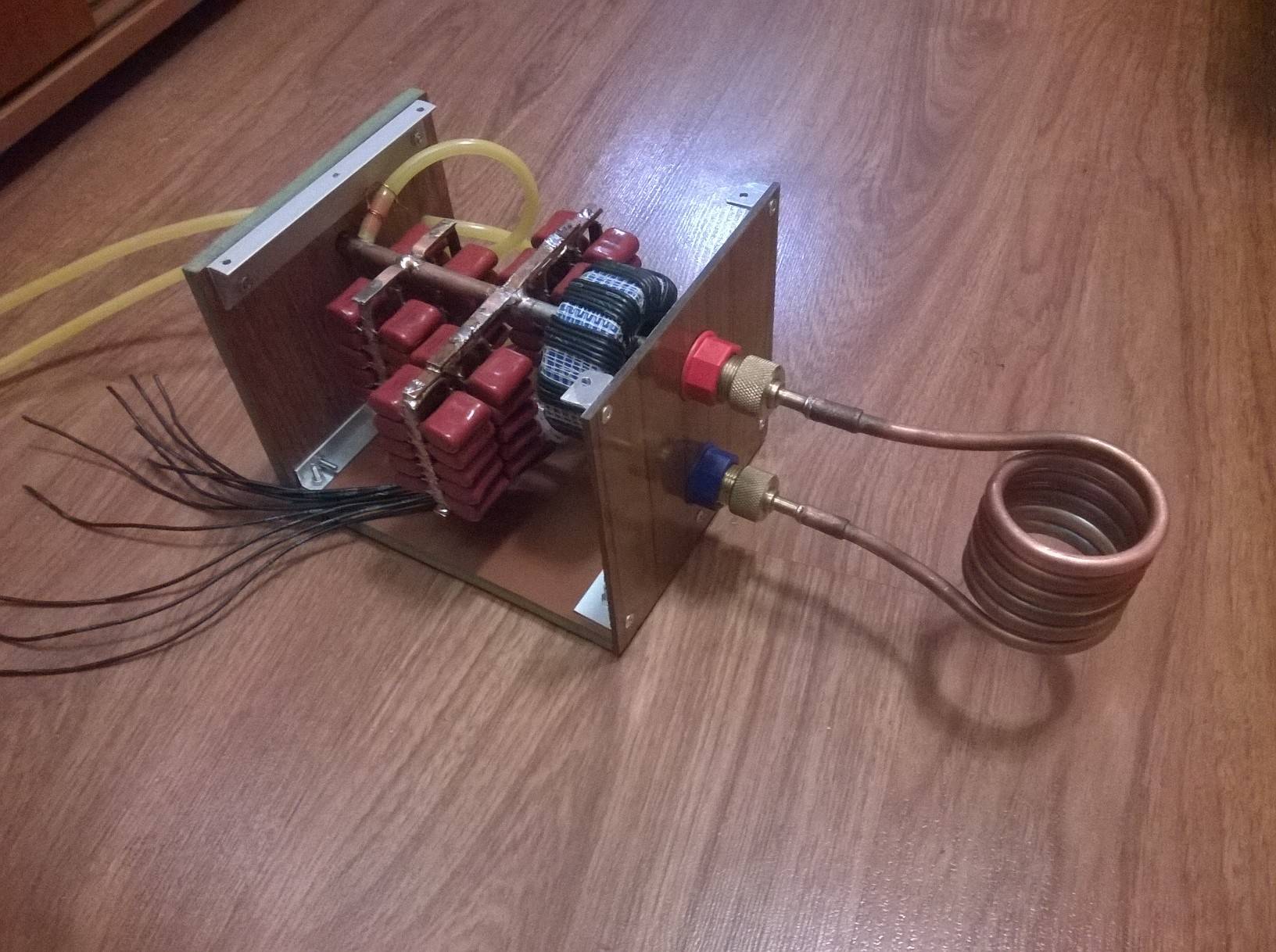
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение – 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
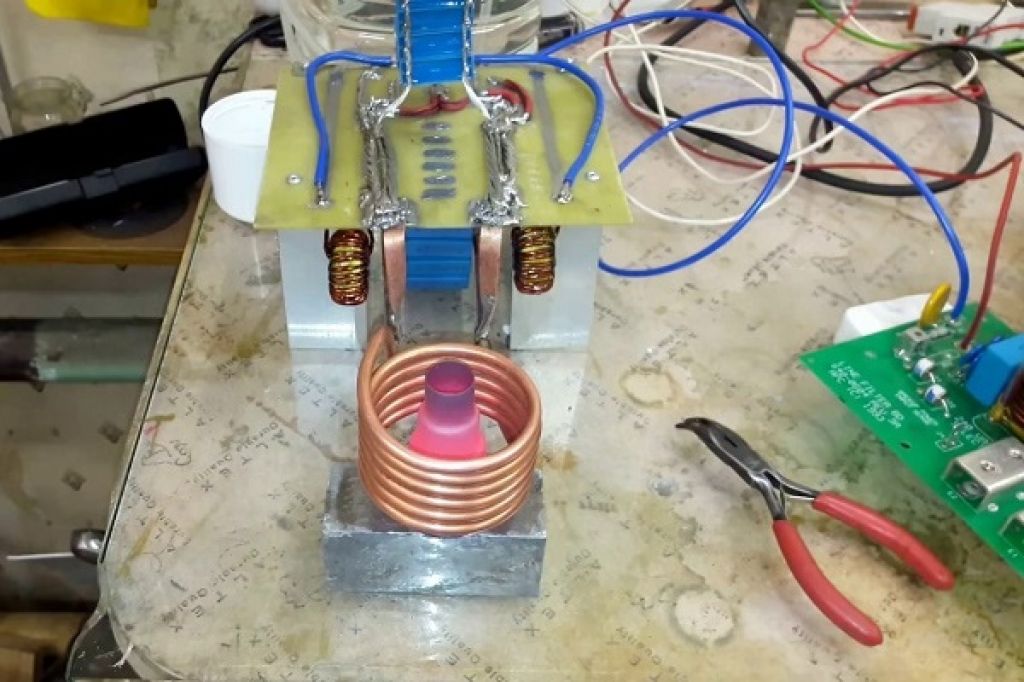
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
- 12-вольтный аккумулятор.
- Медную обмоточную проволоку.
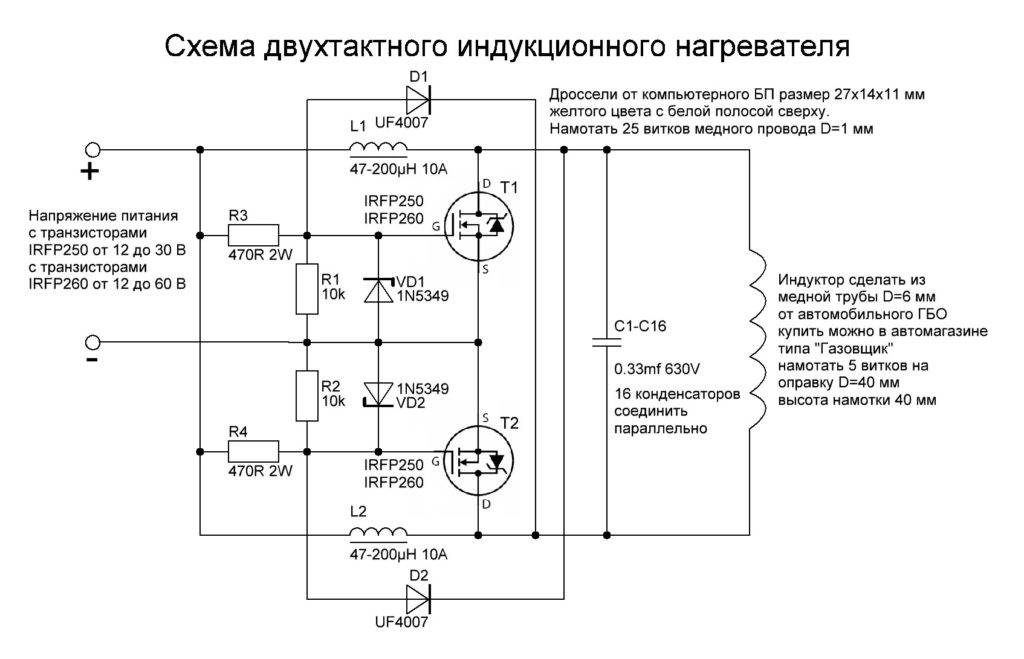
- Пленочные конденсаторы.
- Транзисторы и диоды.
- Кольца блока питания от персонального компьютера.
Индукционная печь из сварочного инвертора.
Последующая сборка производится по такой инструкции:
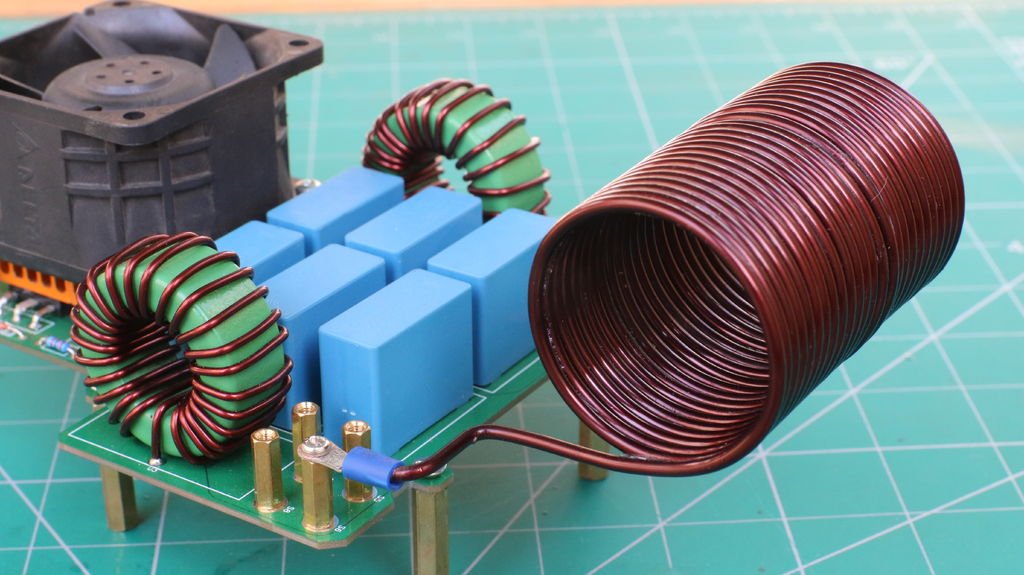
На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
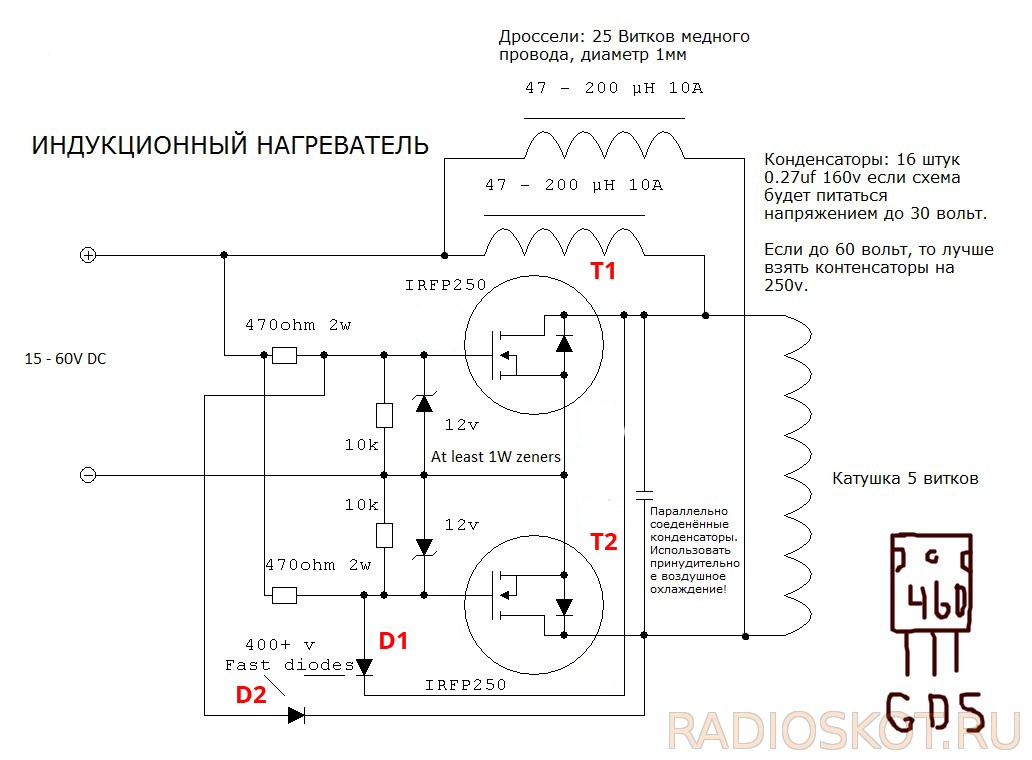
Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК
Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
Изготавливается обмотка
Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
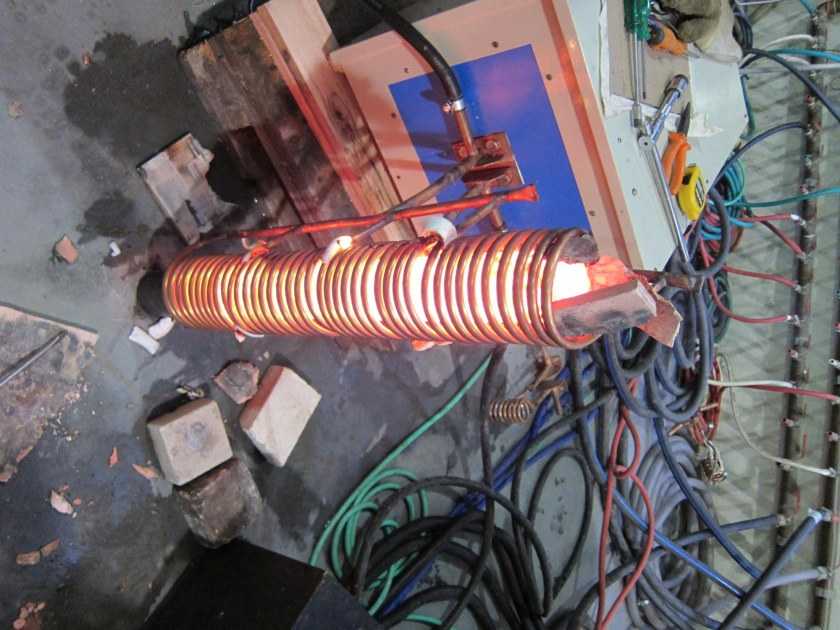
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Основы
Открытая Михаэлем Фарадеем, индукция берет начала с катушки проводникового материала (например меди). По мере того как ток идет по катушке, магнитные поля возникают вокруг катушки. Возможность магнитного поля выполнять работу зависит от конструкции катушки, а так же от тока, проходящего через нее.
Магнитные поля указаны как линии, проходящие вокруг и через катушку.
Направление магнитных полей зависит от направления тока, таким образом, изменение тока, идущего через катушку, приведет к тому, что магнитные поля сменят направление в той же пропорции что и частота нового тока. 60 Гц переменного тока вызовут поля, которые меняют направление 60 раз в секунду. 400кГц переменного тока вызовут магнитные поля, которые меняют направление 400 000 раз в секунду.
Когда металл, являющийся проводником, помещают в изменяемое магнитное поле (например, поле сгенерированное переменным током), напряжение возникает внутри металла (Закон Фарадея). Вызванное напряжение приведет к потоку электронов: ток! Ток проходит через рабочий кусок металла в противоположном направлении напряжению в индукторе. Это означает что мы можем регулировать частоту тока в металле с помощью управления частотой тока в индукторе.
Так как ток течет через среду, в ней возникнет сопротивление движению электронов. Это сопротивление выявляется как нагрев (Эффект нагрева Джоуля) Материалы с большим сопротивлением к движению электронов покажут больший нагрев при течении тока по ним, но при этом можно так же нагревать металлы с очень высокой проводимостью (например медь) используя вызванные токи. Этот феномен является критичным для индуктивного нагрева.
Применение
Индукционная печь широко применяется на больших и малых предприятиях для плавки металлов (цветных и черных). В индукционных литейных печах металл или сплав нагревается до изменения своего агрегатного состояния.

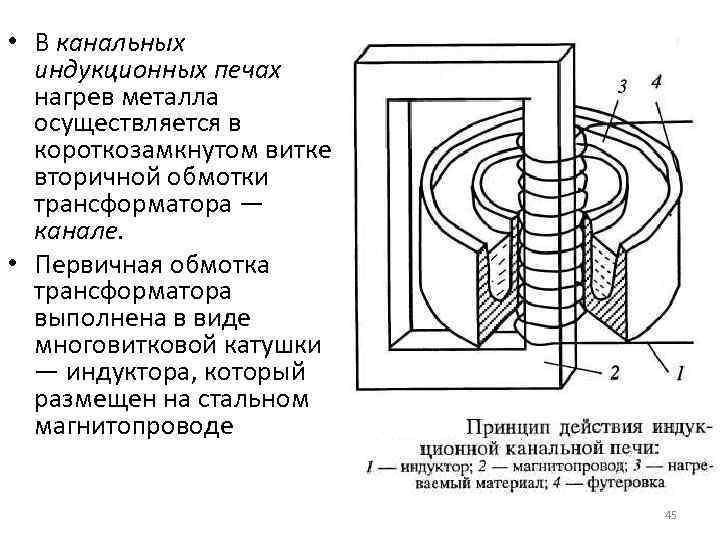

При этом, канальные печи, несмотря на более высокий КПД используются гораздо реже — в основном, для получения чугуна высокого качества и сплавов, температура плавления которых является относительно низкой, а также для плавления цветных металлов. Для стали такие печи не используются, так как температура ее плавления способствует сильному снижению стойкости футеровки (защитной отделки). Также нельзя плавить низкосортную породу, стружку и мелкую породу.
Тигельные печи применяются гораздо чаще из-за простоты эксплуатации и более широких возможностей управления процессом, включая возможность нерегулярного и прерывистого режима работы. Они хороши как для производства большого количества литья в несколько десятков тонн, так и для небольших порций, измеряющихся десятками грамм.
С помощью тигельных печей осуществляется плавка легированных сталей и прочих сплавов, для которых нужна особая чистота химического состава и однородность.
- Индукционная печь 350 кг Ульяновск
- Индукционная печь 500 кг Челябинск
- Индукционная печь 1 тонна Архангельск
- Индукционная печь 1 тонна Минск
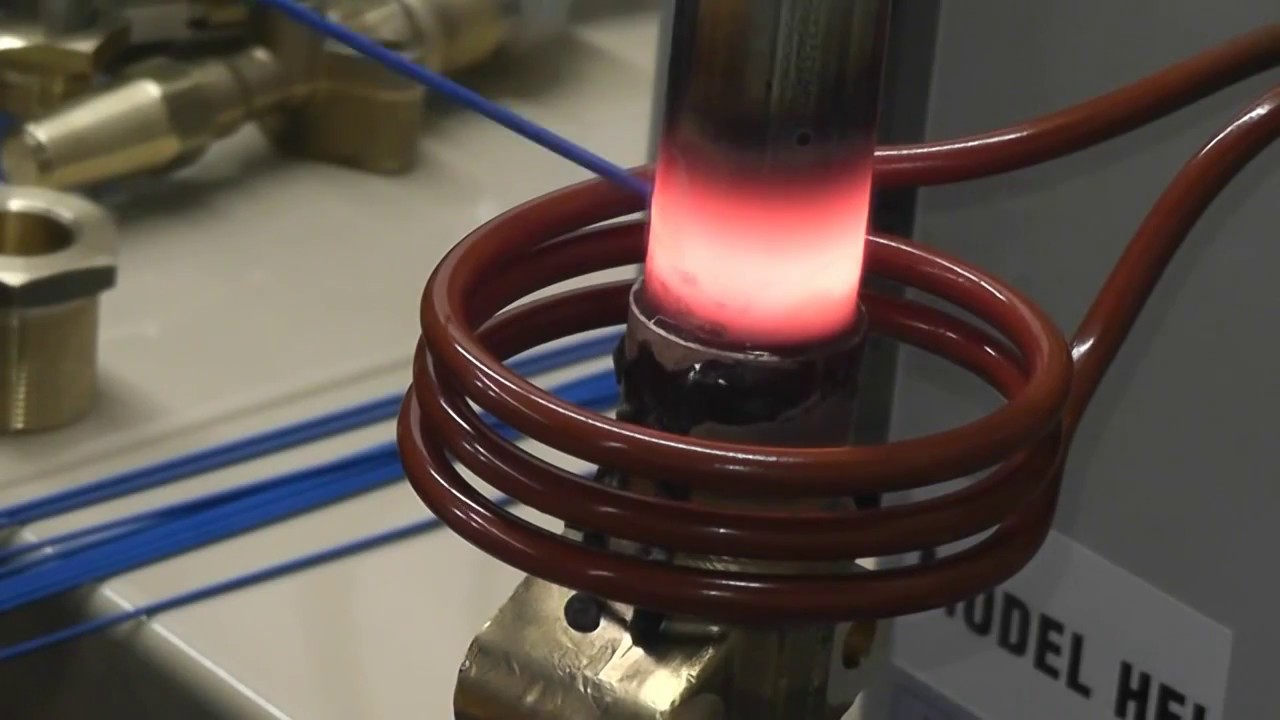
Как индукционный нагрев применяется в сварке
Процесс сваривания металлических деталей при помощи устройств индукционного нагрева происходит следующим образом. Свариваемые заготовки помещаются внутрь витков индуктора, на него подается ток высокого напряжения и частоты. В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В момент, когда детали соприкасаются, между их кромками образуется V-образная щель. Вихревые токи, сгенерированные в заготовках, встречают на своем пути эту щель и отклоняются ближе к вершине угла схождения. В силу поверхностного эффекта электрический заряд сосредоточивается на краях свариваемых деталей, и именно в этих точках нагрев происходит более интенсивно. В конечном итоге кромки заготовок плавятся и соединяются между собой. По мере их сваривания положение деталей выравнивается до горизонтального, V-образная щель исчезает, и металлические элементы прочно привариваются друг к другу.
Вы можете приобрести оборудование для индукционной сварки в нашей компании. Чтобы сделать заказ, обсудить условия доставки и оплаты товара, позвоните по телефону, который указан на сайте.
Особенности эксплуатации
Самодельная сборка нагревателя – это лишь половина дела
Не менее важное значение имеет правильная эксплуатация получившейся конструкции. Изначально, каждый такой прибор представляет определенную опасность, поскольку он не способен самостоятельно контролировать уровень нагрева теплоносителя
В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств
В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств.

В первую очередь выход трубы оборудуется стандартным набором устройств, обеспечивающих безопасность – предохранительным клапаном, манометром и приспособлением для отвода воздуха. Следует помнить, что индукционные водонагреватели будут нормально работать лишь при наличии принудительной циркуляции воды. Самотечная схема очень быстро приведет к перегреву элемента и разрушению пластиковой трубы.
Во избежание подобных ситуаций, в нагревателе устанавливается термостат, подсоединенный к устройству аварийного отключения. Опытные электротехники используют для этих целей терморегуляторы с температурными датчиками и реле, отключающие цепь при достижении теплоносителем заданной температуры.
Самодельные конструкции отличаются довольно низкой эффективностью, поскольку вместо свободного прохода, на пути воды имеется препятствие в виде частиц проволоки. Они почти полностью перекрывают трубу, вызывая повышенное гидравлическое сопротивление. При нештатных ситуациях возможны повреждения и разрыв пластика, после чего горячая вода непременно приведет к короткому замыканию. Обычно такие нагреватели используются в небольших помещениях, в качестве дополнительной системы отопления в холодное время года.
Использование индукционных катушек вместо традиционных ТЭН в отопительном оборудовании позволило значительно увеличить КПД агрегатов при меньшем потреблении электроэнергии. Индукционные нагреватели появились в продаже относительно недавно, к тому же по достаточно высоким ценам. Поэтому народные умельцы не оставили эту тему без внимания и придумали, как сделать индукционный нагреватель из сварочного инвертора.
Плюсы и минусы
По сравнению с иными способами соединения металлов, индукционная сварка значительно производительнее – в 2 раза. К преимуществам относится:
- экономия электроэнергии, т. к. не требуется предварительный нагрев заготовки;
- пониженная длительность циклов нагрева (уменьшение потребления электроэнергии);
- высокая точность участка нагрева, поскольку уменьшается число зон нагрева;
- отсутствие соприкосновения индуктора с деталью, за счет чего снижаются затраты на техническое обслуживание аппарата;
- уменьшение трудоемкости по очистке готового изделия;
- сокращение длительности производственного цикла;
- комфортные условия при выполнении работ и понижение риска получения травм;
- высокое качество сварочных швов.
К недостаткам можно отнести трудность в поддержании равномерного зазора между заготовкой и индуктором, сложность сосредоточения нагрева на участке сварки. Также минусом является высокое потребление энергии.
Сварка токами высокой частоты
Этот метод производства имеет много преимуществ перед другими сварными процессами. К ним можно отнести следующее:
- высокую скорость сварки до 155 метров шва за минуту;
- применение разных марок легированной стали;
- использование при производстве изделий цветных и редких металлов, а так же всевозможных сплавов;
- возможность подавать в качестве материалов различные виды пластмасс и синтетических тканей;
- меньший расход энергии на определённый объем готовых изделий, по сравнению с другими методами;
- использование одного и того же сварочного оборудования для производства труб из разных материалов.
Далее более подробно рассмотрим сам процесс. Заготовка изделия, в виде скрученного листа материала, поступает в сварочный аппарат с помощью двух валиков, которые сжимают ее. В результате этого в месте будущего шва образуется V — образная щель между краями.
В эту щель поступает ток высокой частоты и стремится к вершине угла схождения краёв детали. Из-за этого кромки детали нагреваются до нужной температуры плавления, после чего вышеупомянутые валики сжимают их. В результате сдавливания расплавленных краёв детали образуется герметичное соединение на молекулярном уровне.
Существует несколько способов использования токов высокой частоты. Рассмотрим каждый из них более подробно.
Отрывок, характеризующий Индукционная сварка
Вдруг всё зашевелилось, толпа заговорила, подвинулась, опять раздвинулась, и между двух расступившихся рядов, при звуках заигравшей музыки, вошел государь. За ним шли хозяин и хозяйка. Государь шел быстро, кланяясь направо и налево, как бы стараясь скорее избавиться от этой первой минуты встречи. Музыканты играли Польской, известный тогда по словам, сочиненным на него. Слова эти начинались: «Александр, Елизавета, восхищаете вы нас…» Государь прошел в гостиную, толпа хлынула к дверям; несколько лиц с изменившимися выражениями поспешно прошли туда и назад. Толпа опять отхлынула от дверей гостиной, в которой показался государь, разговаривая с хозяйкой. Какой то молодой человек с растерянным видом наступал на дам, прося их посторониться. Некоторые дамы с лицами, выражавшими совершенную забывчивость всех условий света, портя свои туалеты, теснились вперед. Мужчины стали подходить к дамам и строиться в пары Польского. Всё расступилось, и государь, улыбаясь и не в такт ведя за руку хозяйку дома, вышел из дверей гостиной. За ним шли хозяин с М. А. Нарышкиной, потом посланники, министры, разные генералы, которых не умолкая называла Перонская. Больше половины дам имели кавалеров и шли или приготовлялись итти в Польской. Наташа чувствовала, что она оставалась с матерью и Соней в числе меньшей части дам, оттесненных к стене и не взятых в Польской. Она стояла, опустив свои тоненькие руки, и с мерно поднимающейся, чуть определенной грудью, сдерживая дыхание, блестящими, испуганными глазами глядела перед собой, с выражением готовности на величайшую радость и на величайшее горе. Ее не занимали ни государь, ни все важные лица, на которых указывала Перонская – у ней была одна мысль: «неужели так никто не подойдет ко мне, неужели я не буду танцовать между первыми, неужели меня не заметят все эти мужчины, которые теперь, кажется, и не видят меня, а ежели смотрят на меня, то смотрят с таким выражением, как будто говорят: А! это не она, так и нечего смотреть. Нет, это не может быть!» – думала она. – «Они должны же знать, как мне хочется танцовать, как я отлично танцую, и как им весело будет танцовать со мною». Звуки Польского, продолжавшегося довольно долго, уже начинали звучать грустно, – воспоминанием в ушах Наташи. Ей хотелось плакать. Перонская отошла от них. Граф был на другом конце залы, графиня, Соня и она стояли одни как в лесу в этой чуждой толпе, никому неинтересные и ненужные. Князь Андрей прошел с какой то дамой мимо них, очевидно их не узнавая. Красавец Анатоль, улыбаясь, что то говорил даме, которую он вел, и взглянул на лицо Наташе тем взглядом, каким глядят на стены. Борис два раза прошел мимо них и всякий раз отворачивался. Берг с женою, не танцовавшие, подошли к ним.





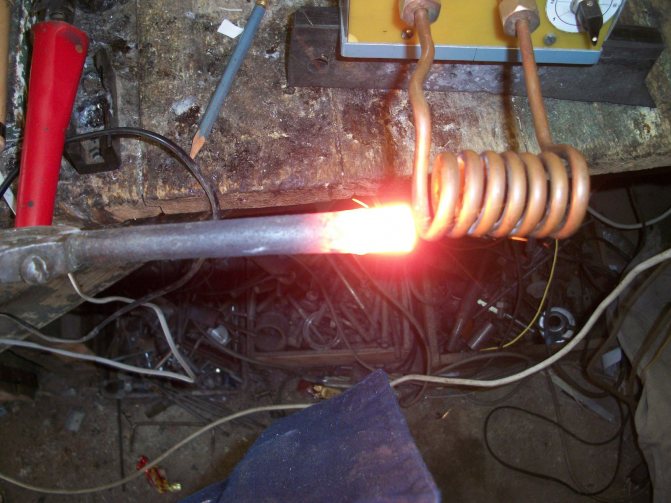
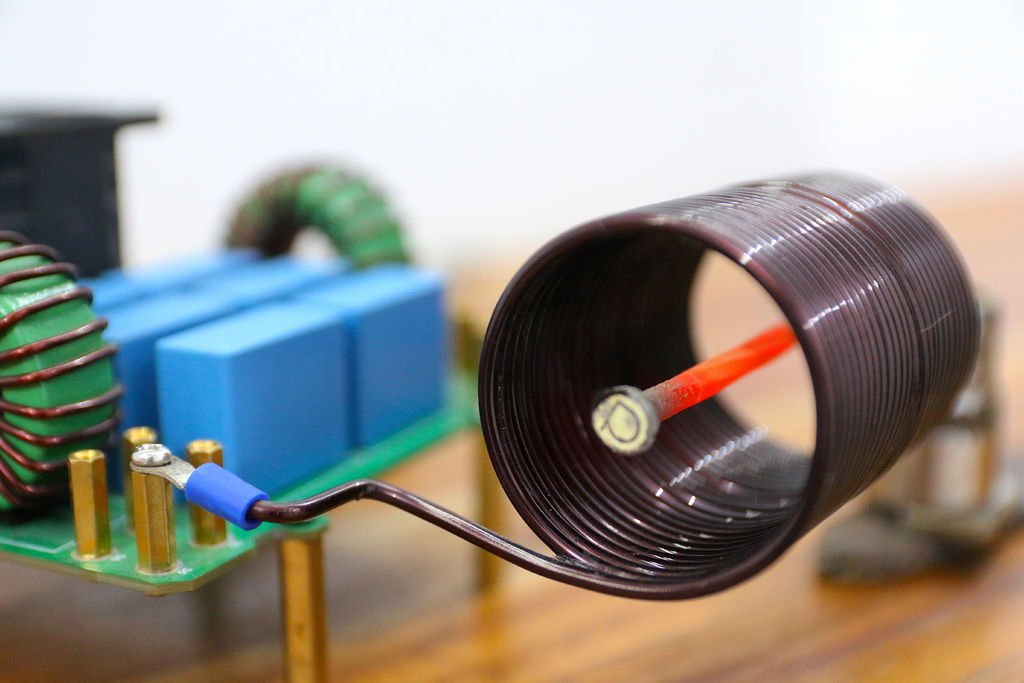
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.
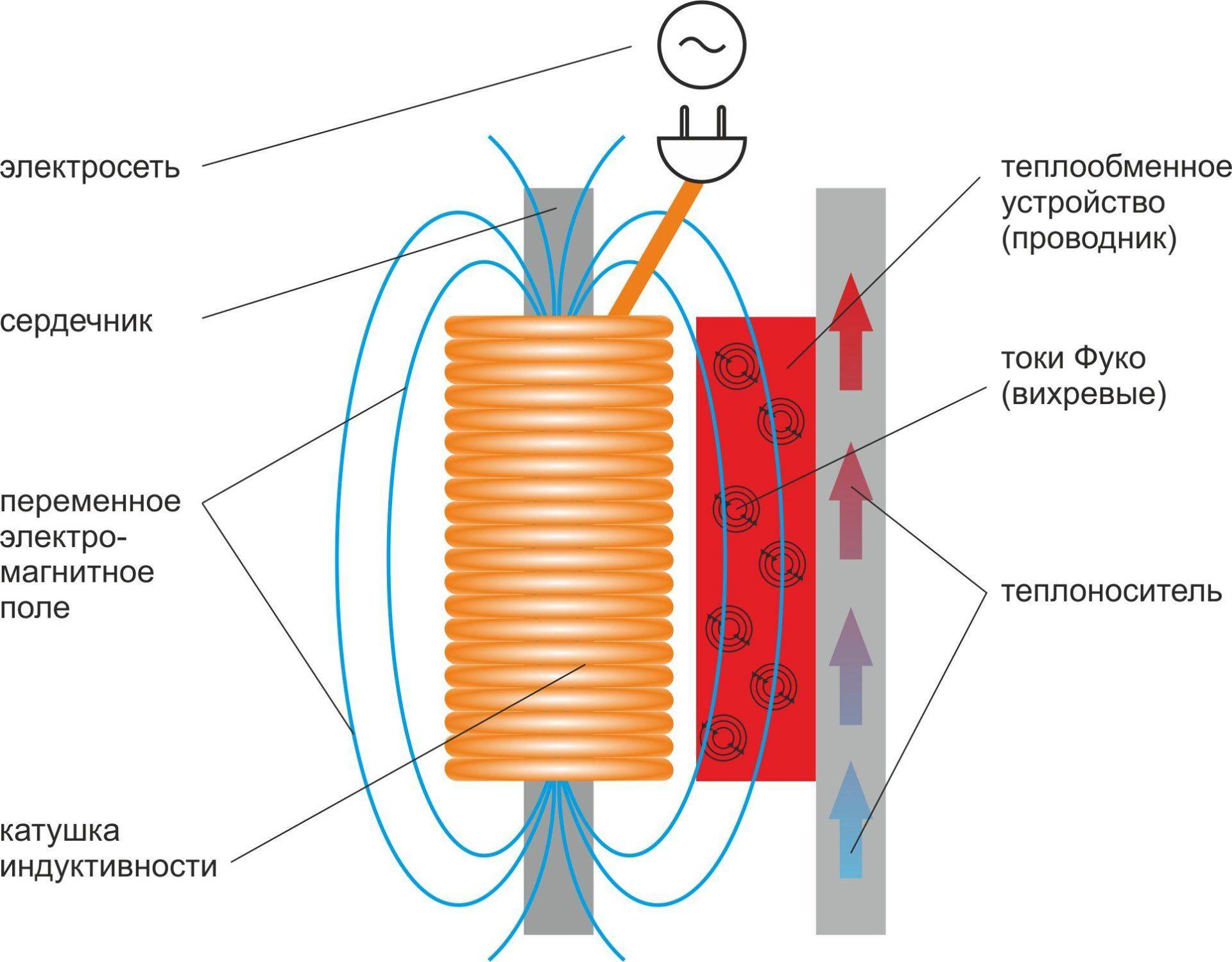
Принцип работы в системе водяного отопления
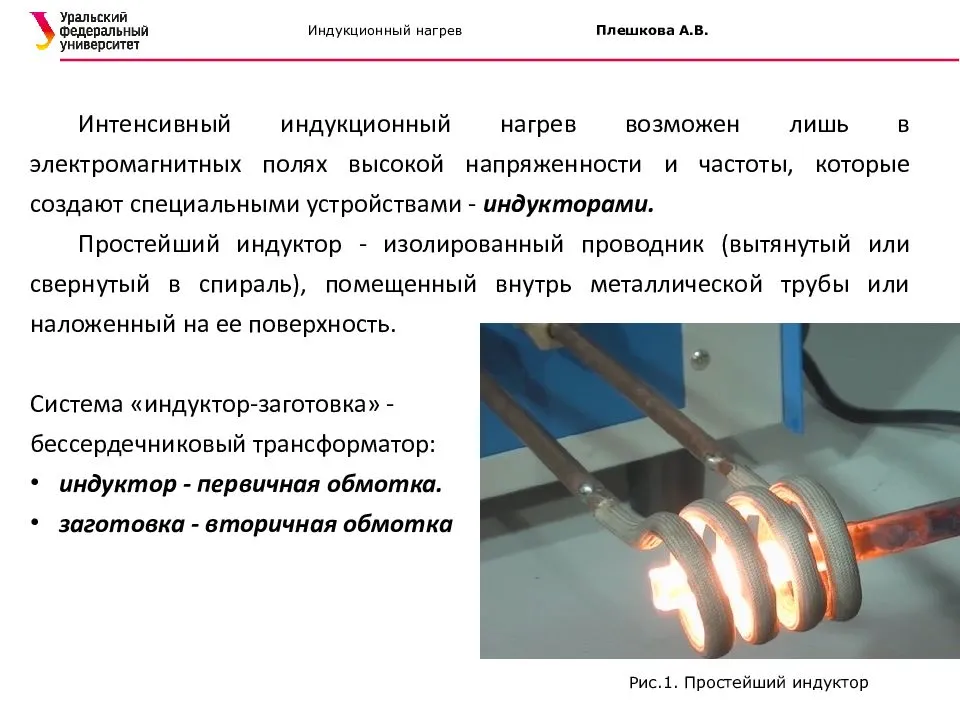
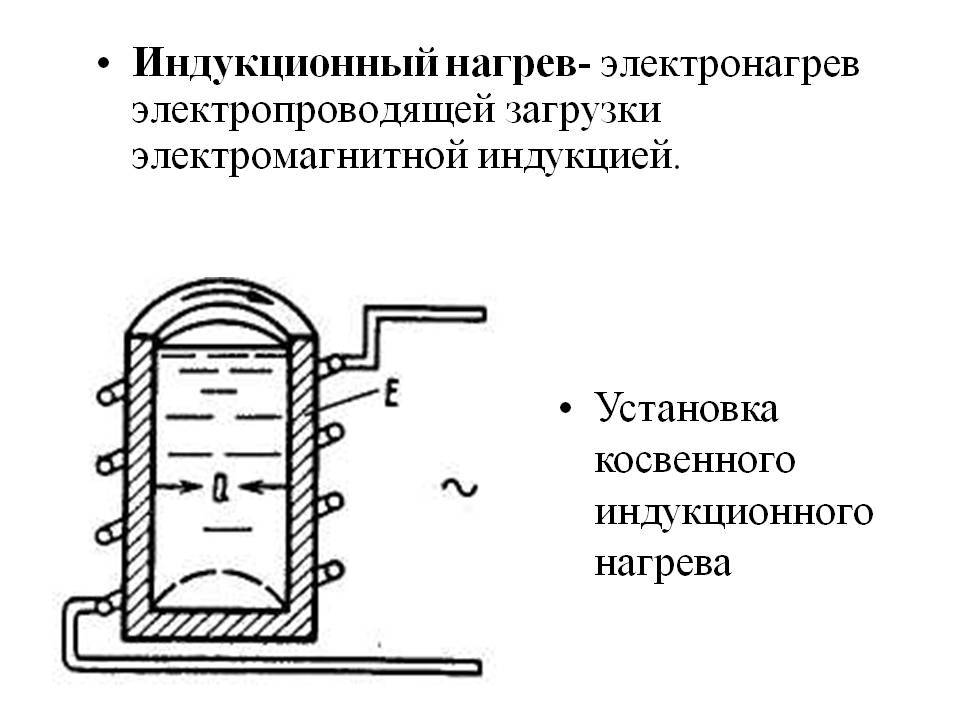
Источником рабочего электромагнитного поля индукционного нагревателя служит индуктор, представляющий собой катушку из проводникового материала. Индуктор индукционного нагревателя подключен к источнику переменного тока высокой частоты. Внутрь катушки, где поле наиболее интенсивно, помещается металлический предмет, служащий магнитным сердечником.
Под воздействием поля индуктора в толще стального сердечника происходит намагничивание зерен структуры металла (доменов). Вектор магнитной индукции каждого домена изменяет своё направление с частотой внешнего поля. В результате индуцируются так называемые вихревые токи, быстро разогревающие металл сердечника.
Теперь представим, что роль сердечника играет стальная труба отопления, по которой движется теплоноситель. Получая энергию в результате индукционного нагрева, труба отдает тепло циркулирующей жидкости. Так происходит разогрев системы водяного отопления.