Сварочный инвертор мма 200 схема
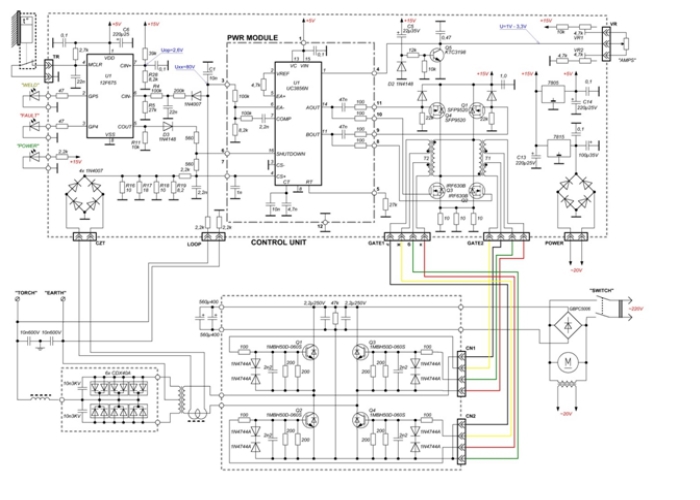
Всем доброго времени суток. Есть аппрата Сварог Real 200 Аrс, купленный в качестве донора для ПА сварки. Визуально поковырялся в схеме. Есть шунт на минусе. С него снимается напряжение 66 мв в режиме КЗ с электродом 4мм. Но есть еще и ТТ на первичке силового трансформатора.Перегрыз дорожку которая идет на ОУ ОС. Подключил осциллограф. Повесил нагрузку на выход сварочника, ширина импульса выхода SG3225AP не изменяется. Восстановил дорожку. Теперь при подключении балластного резистора, и крутилке тока на минимум ширина импульса уходит на минимум. Вывод, обратная связь по току идет через шунт. Есть вопросы. А зачем тогда ТТ на первичке силового транса? Для ограничения МАХ тока?. На что похожи потроха этого сварочного? Может есть у кого электросхема похожих потрохов этого сварочного? Как фото загрузить?
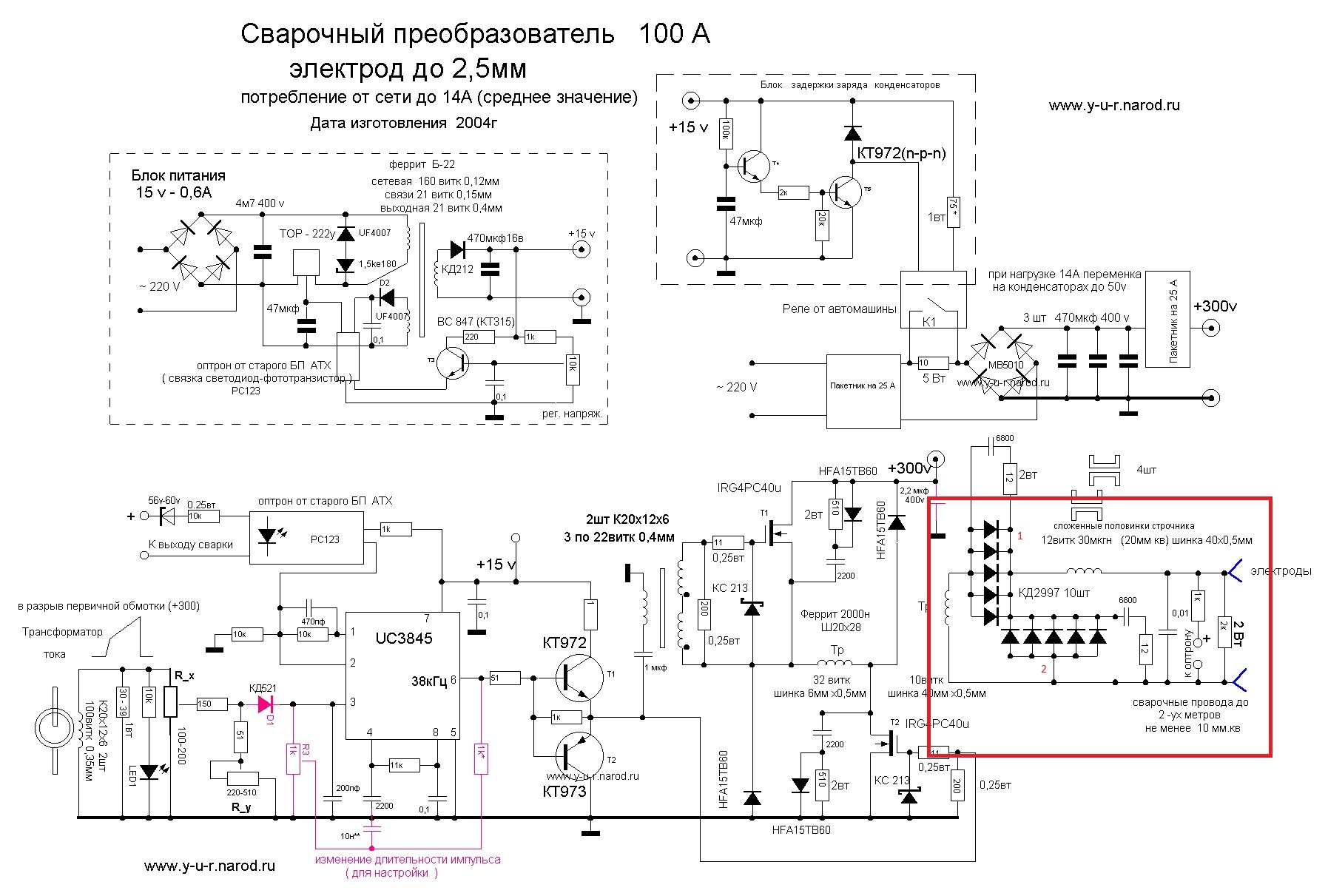
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно. С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
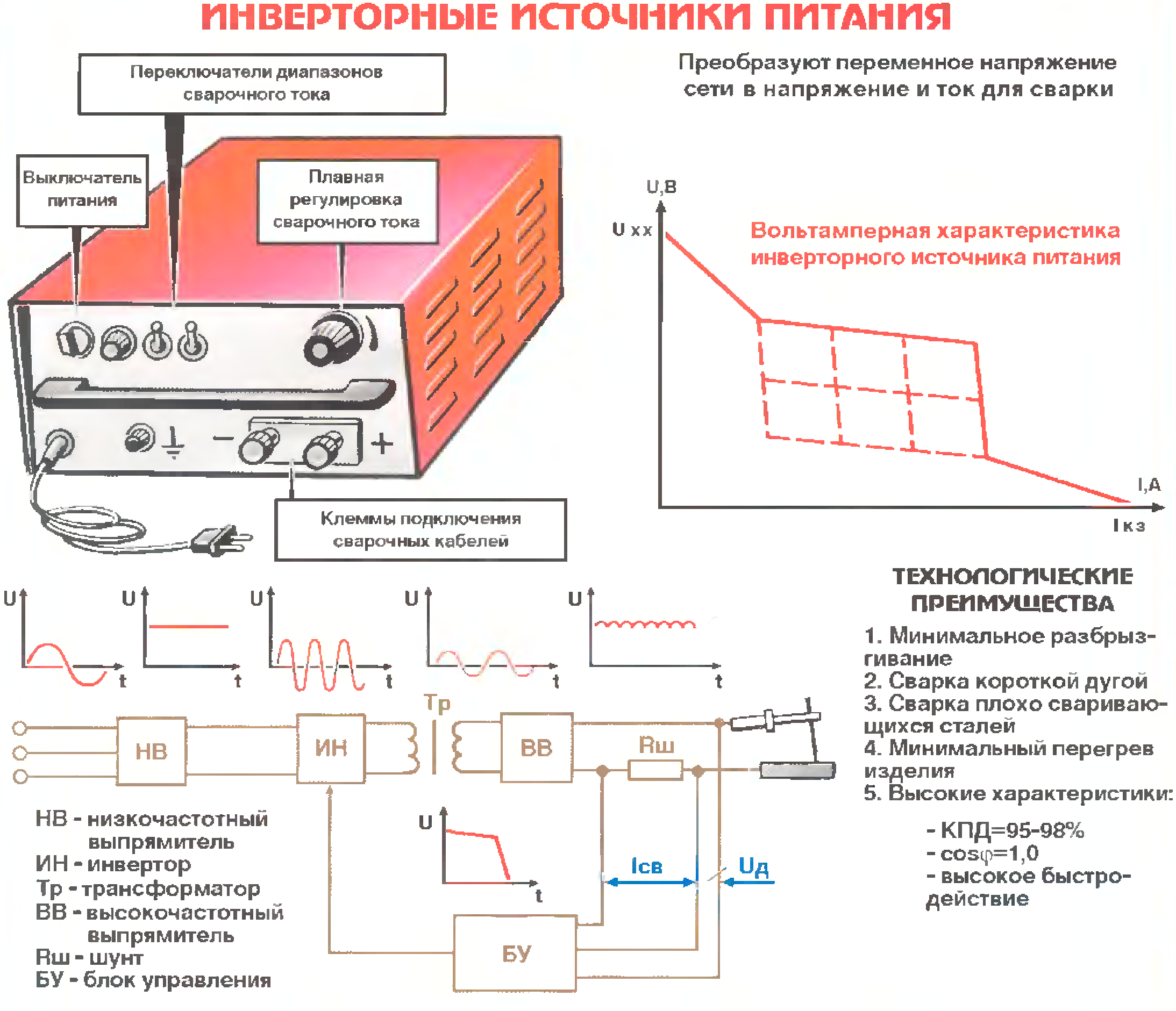
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:
Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
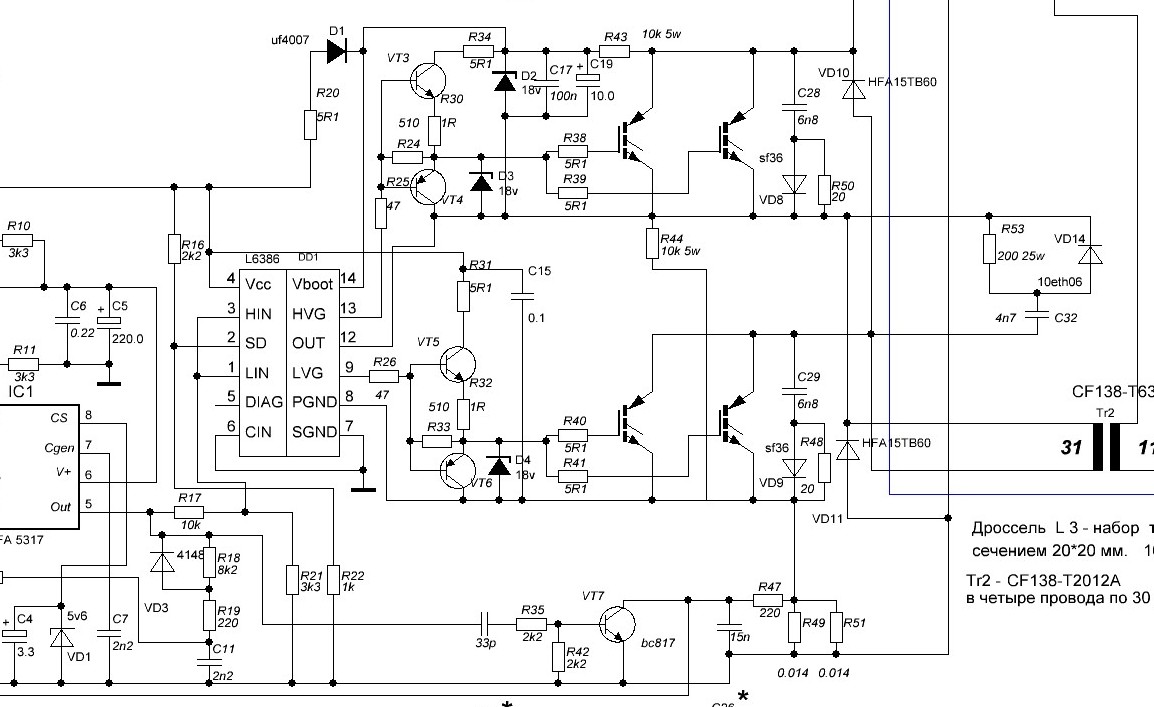
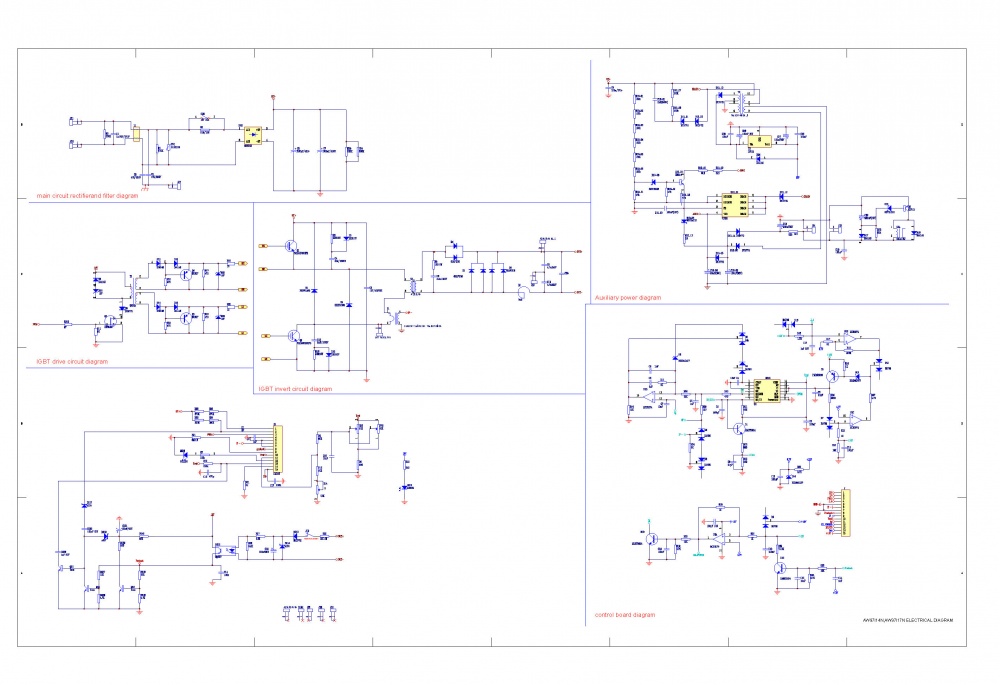
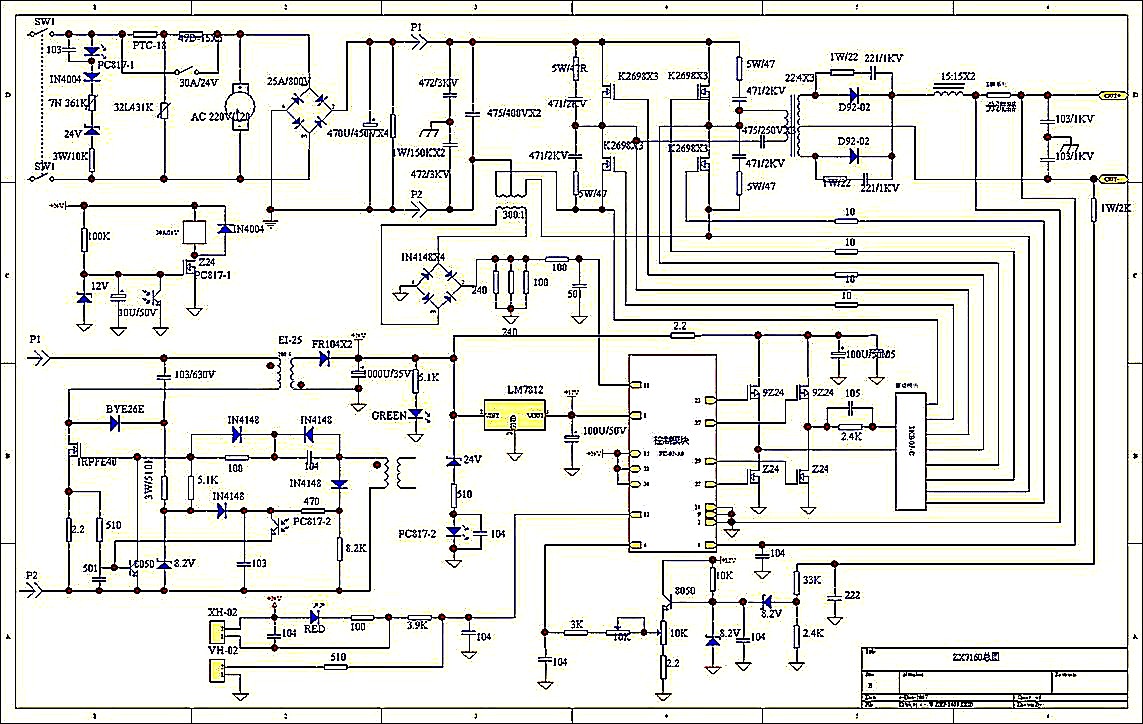
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»
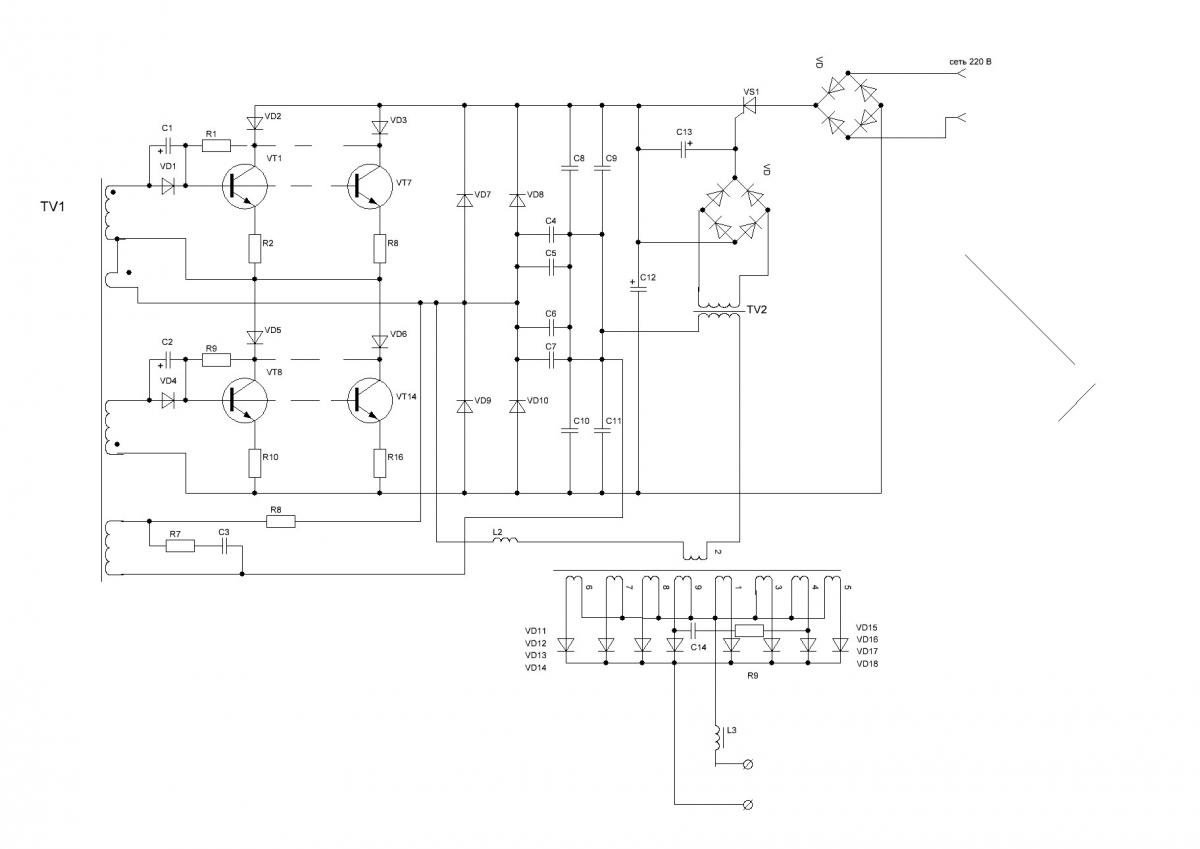
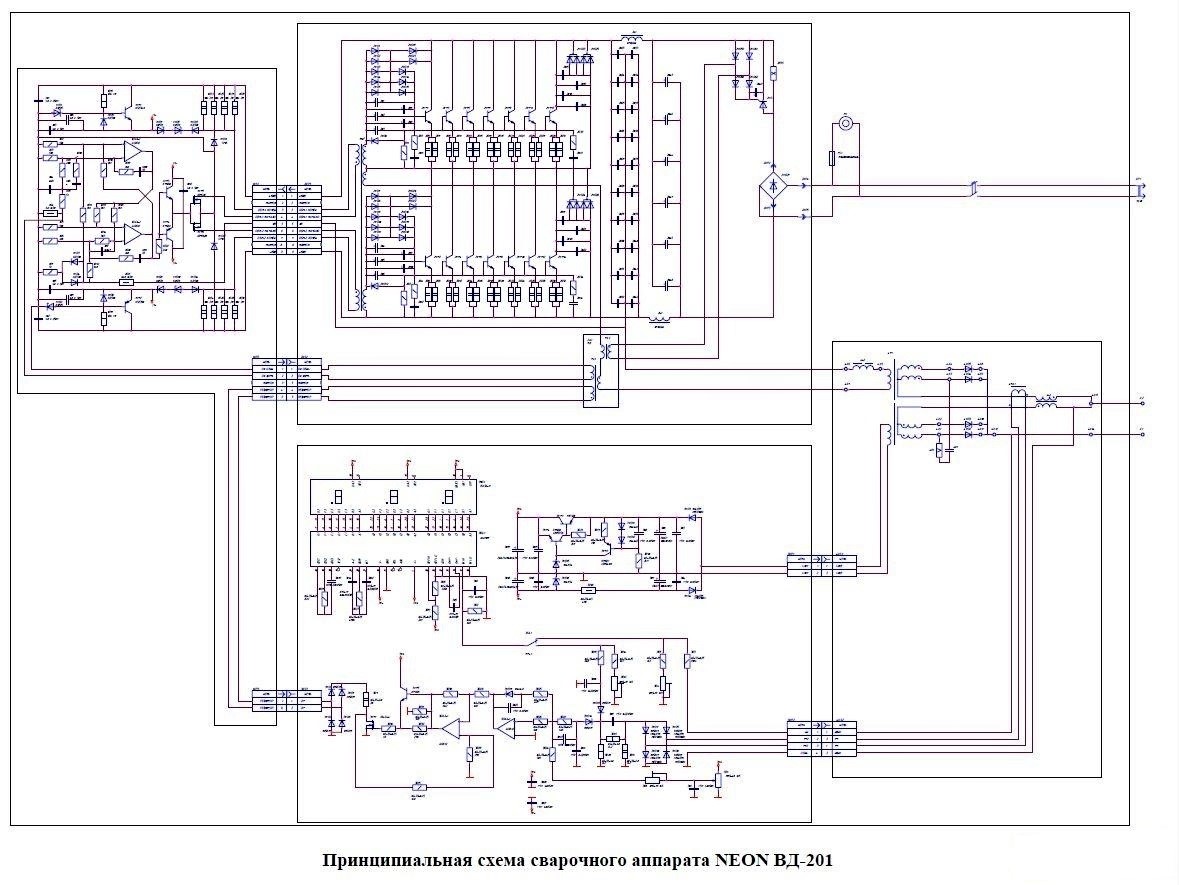
Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
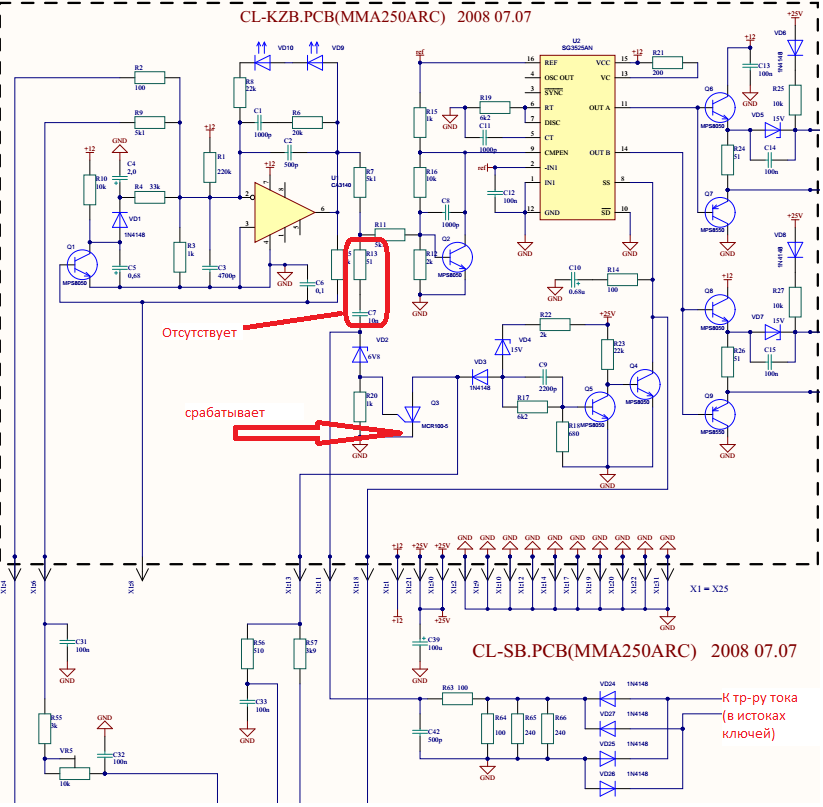
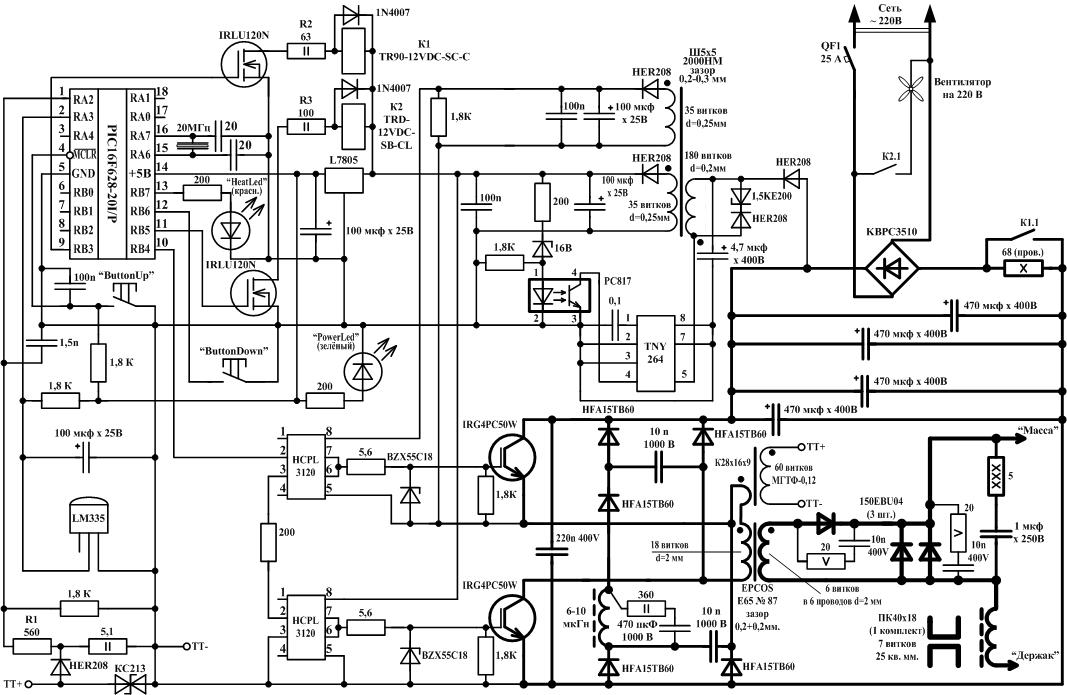
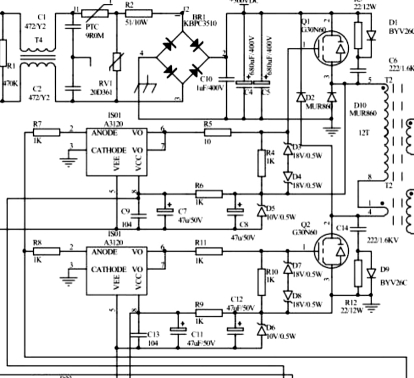
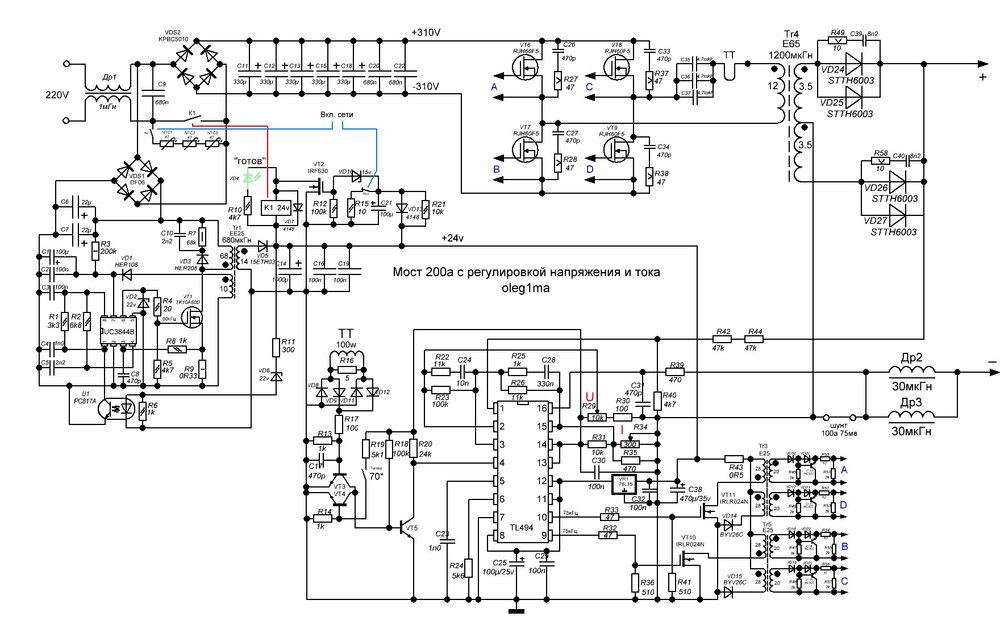
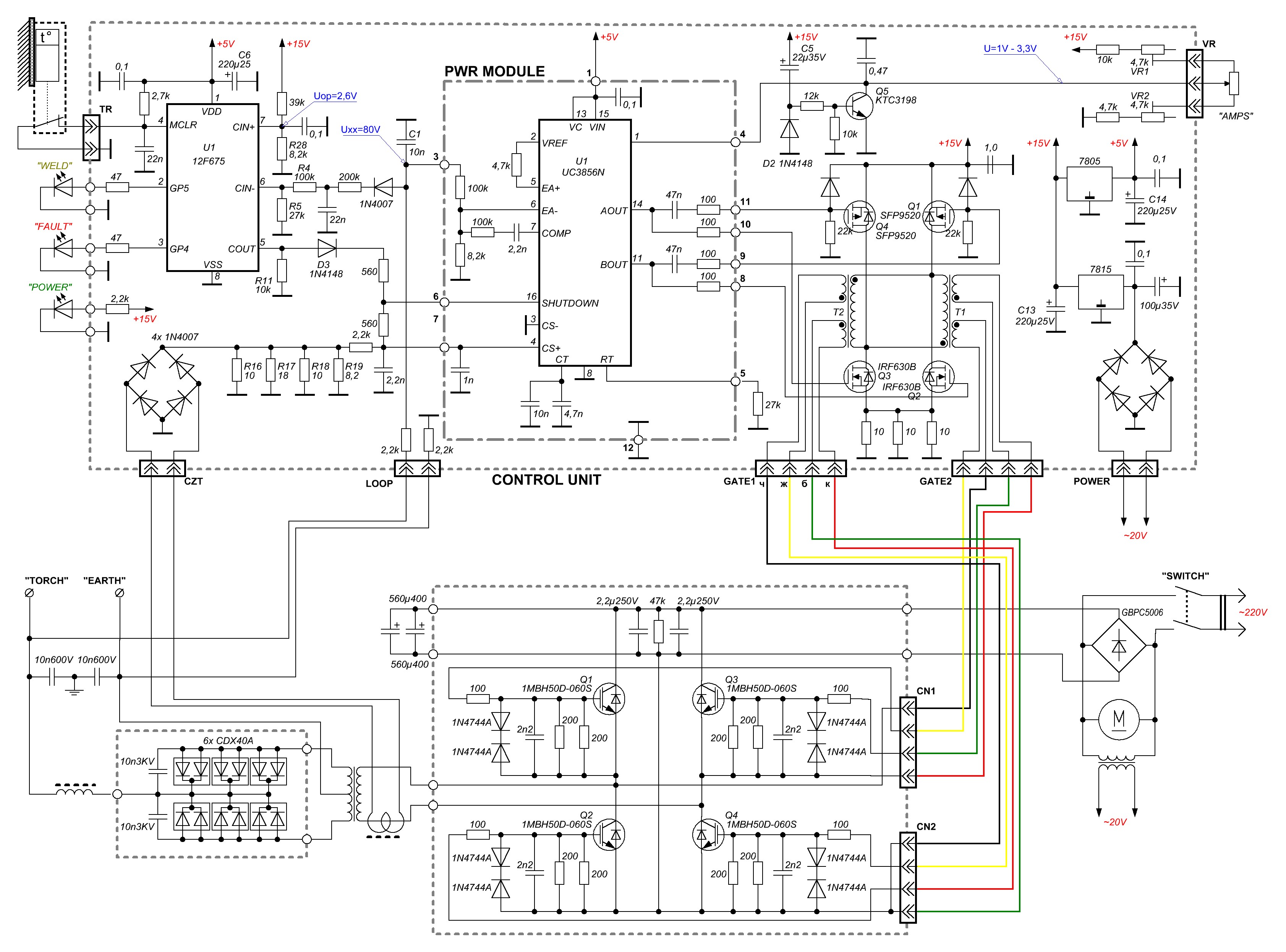
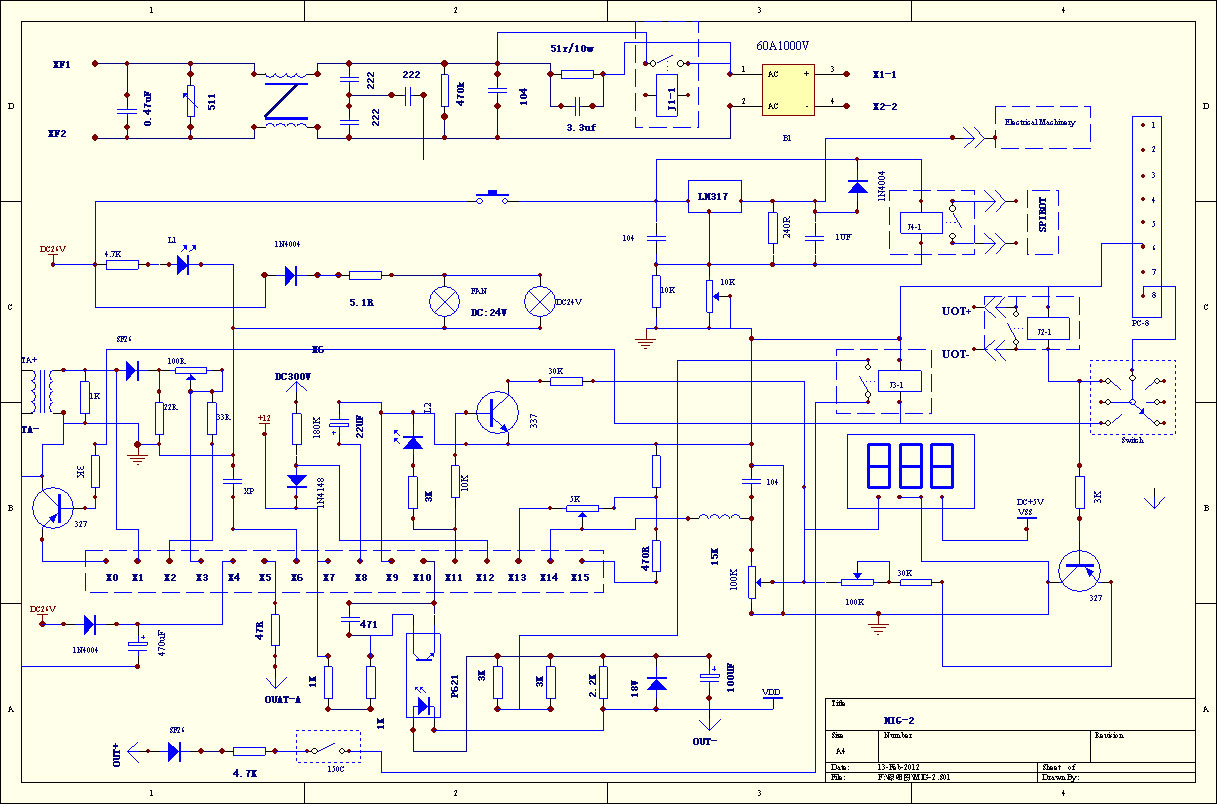
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140
По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель
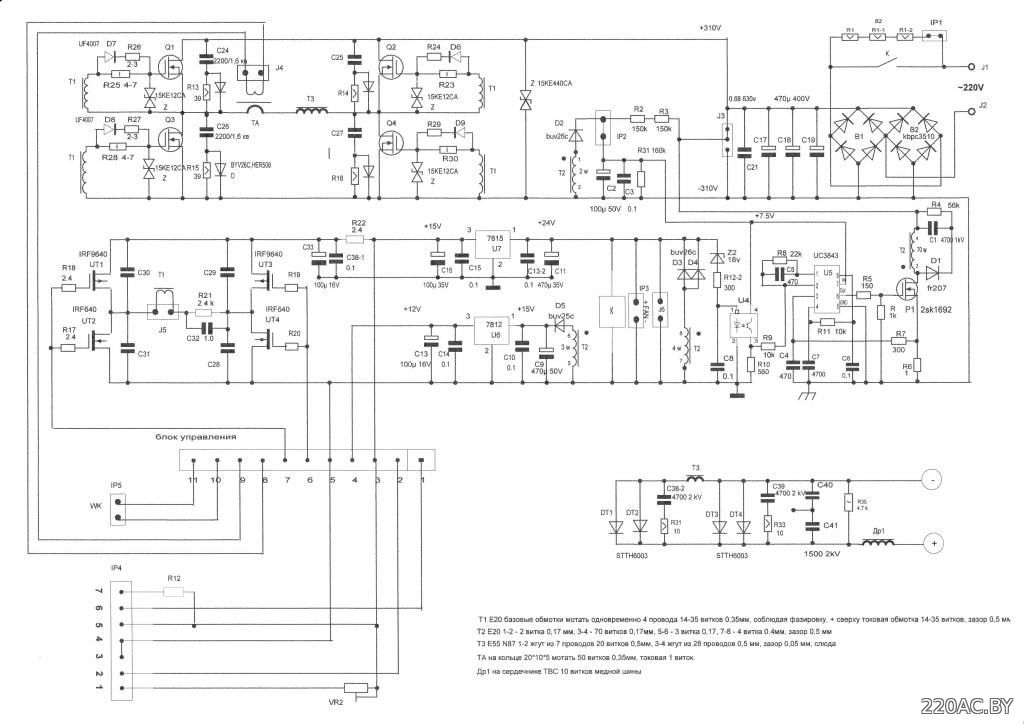
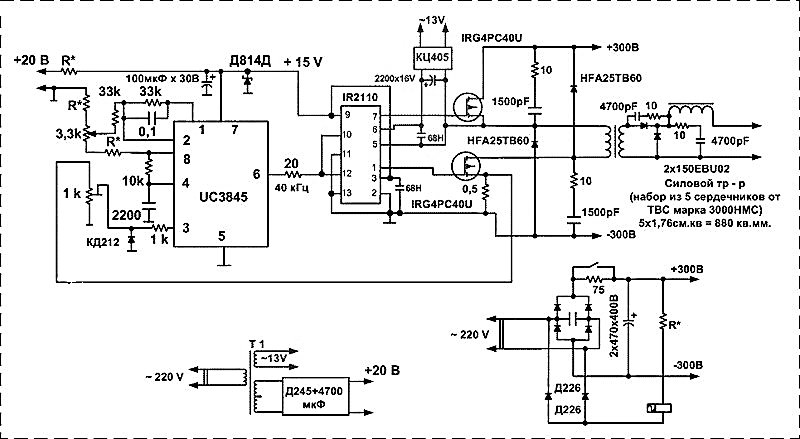
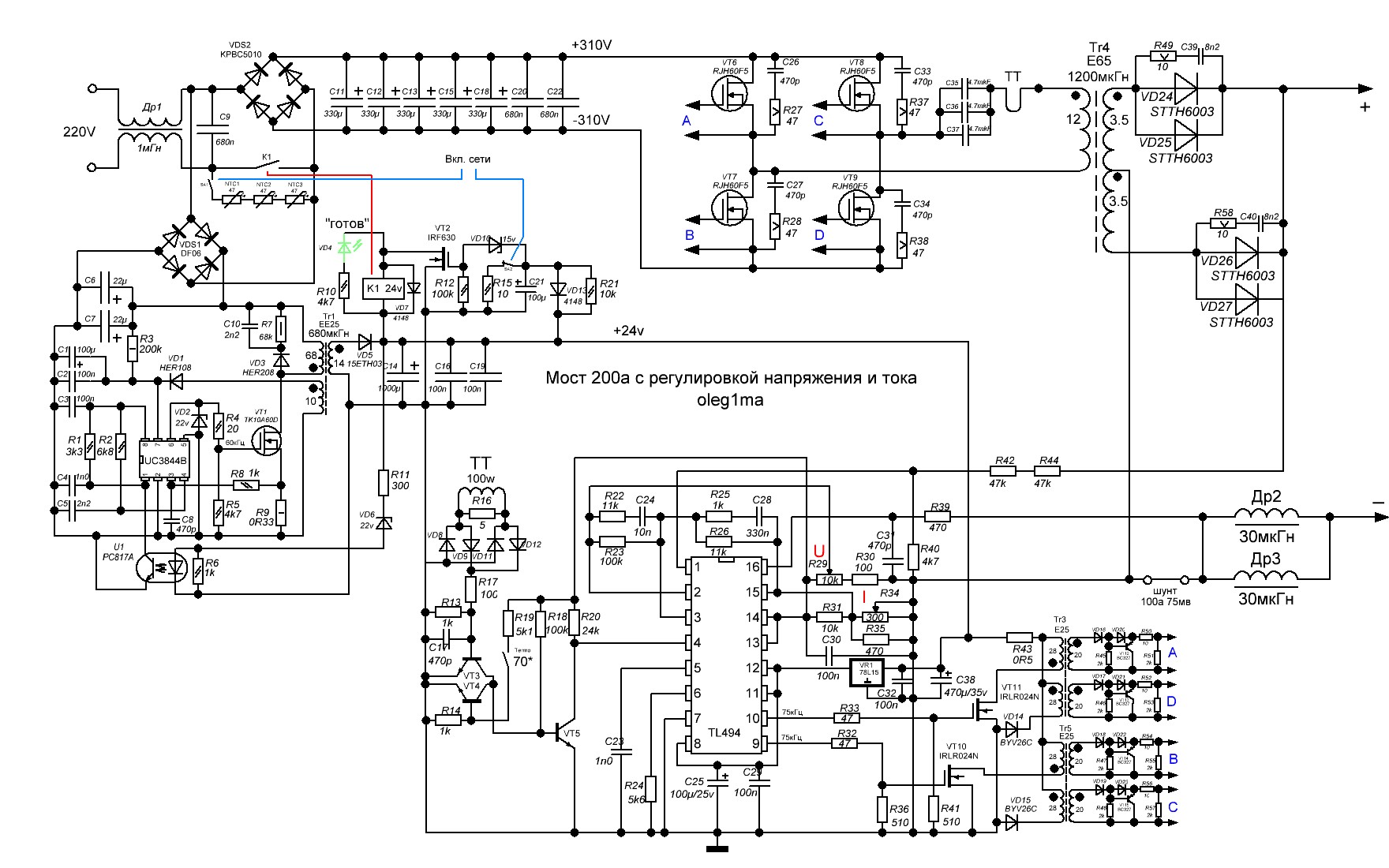
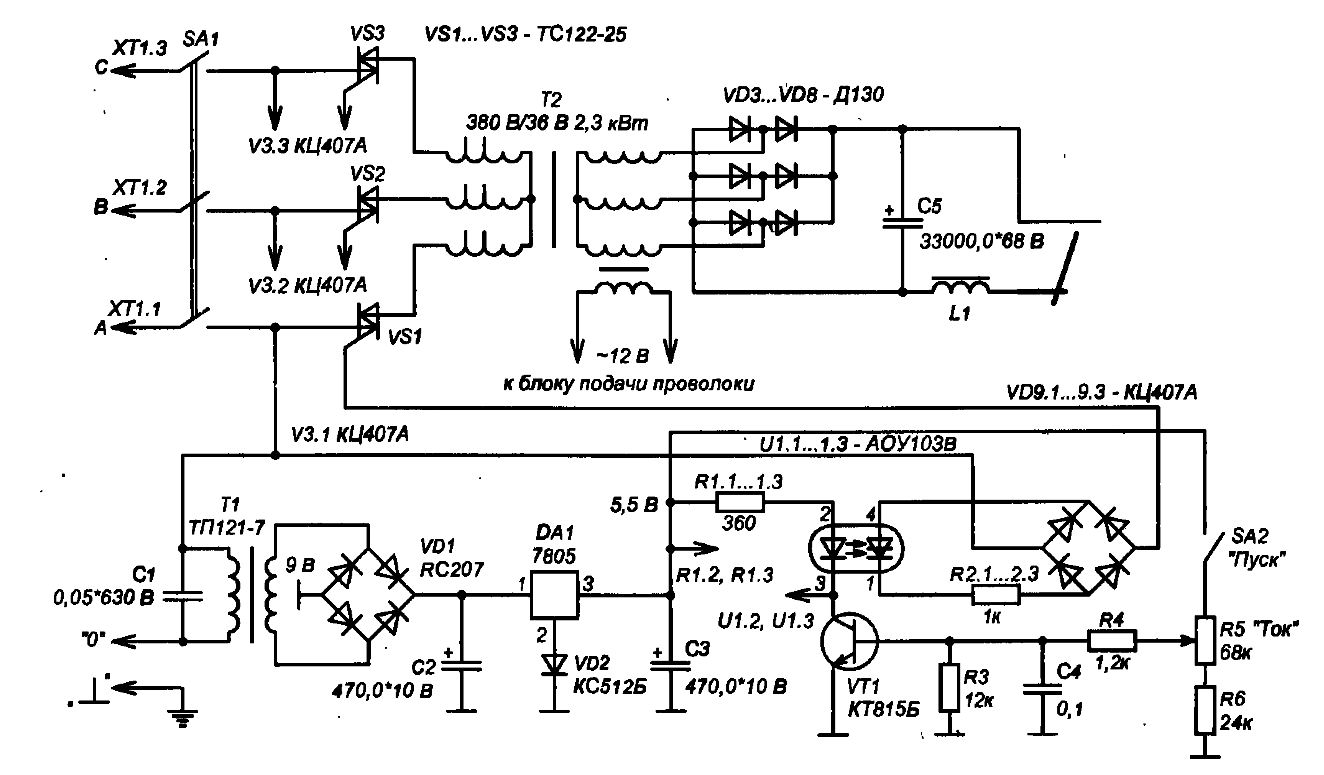
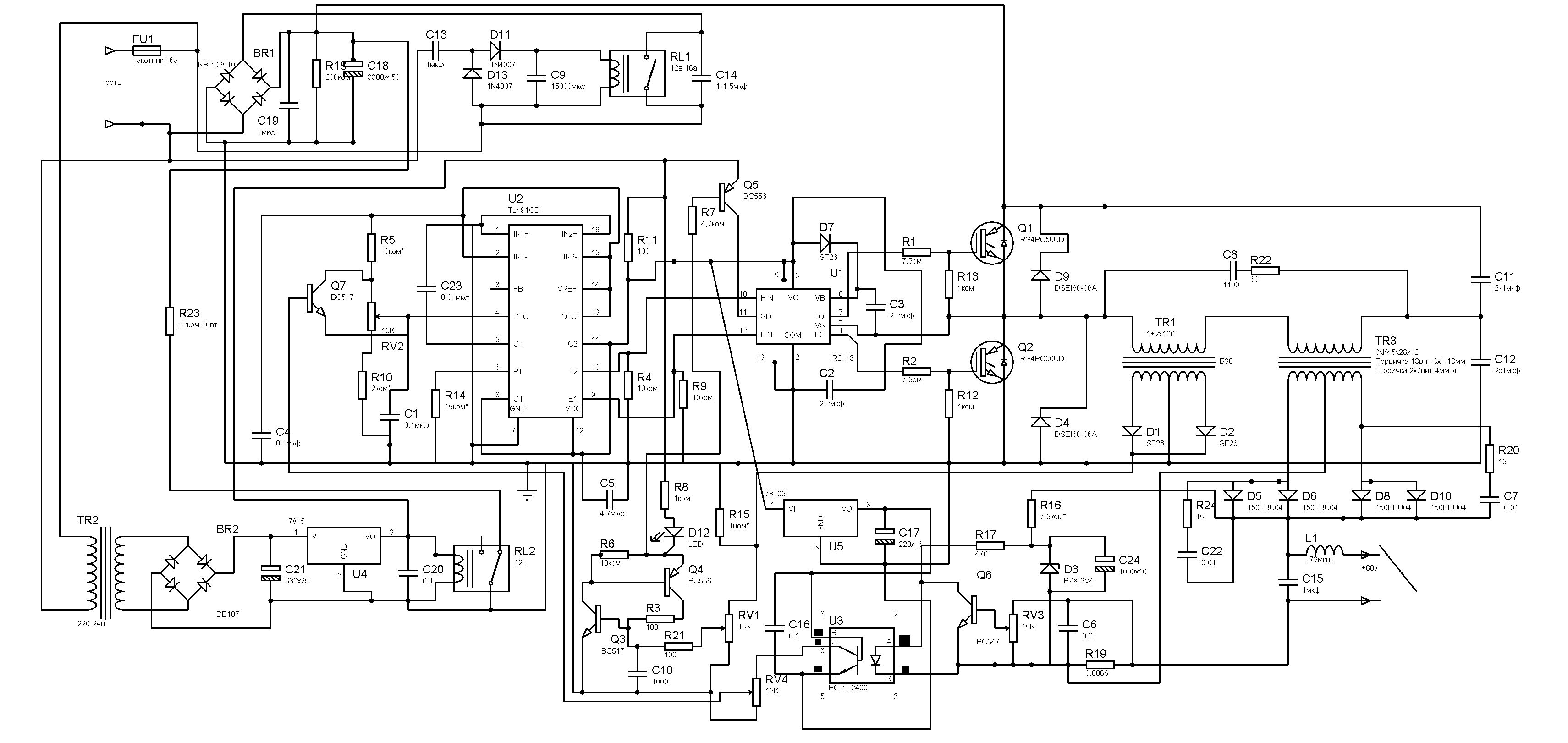
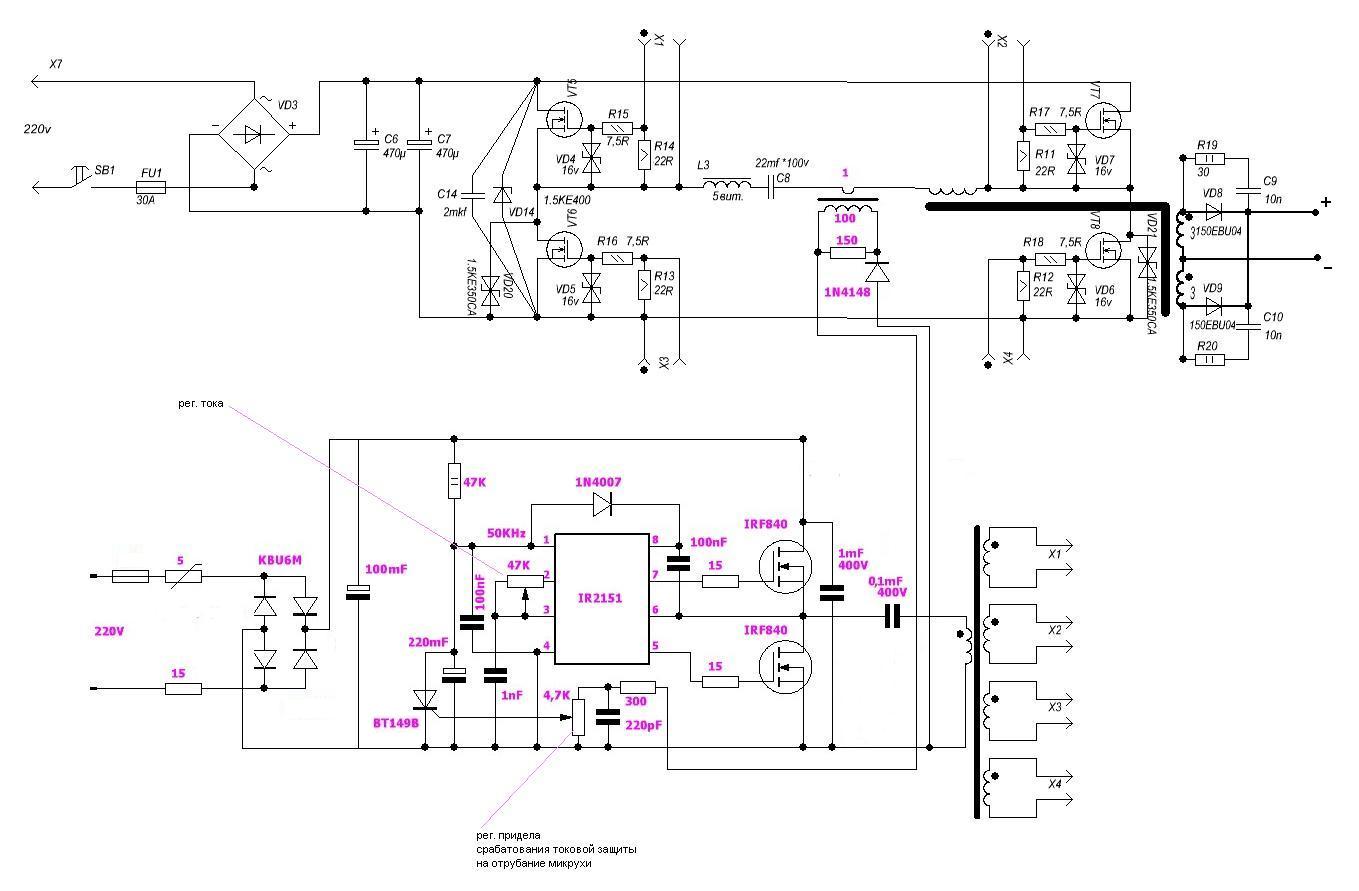
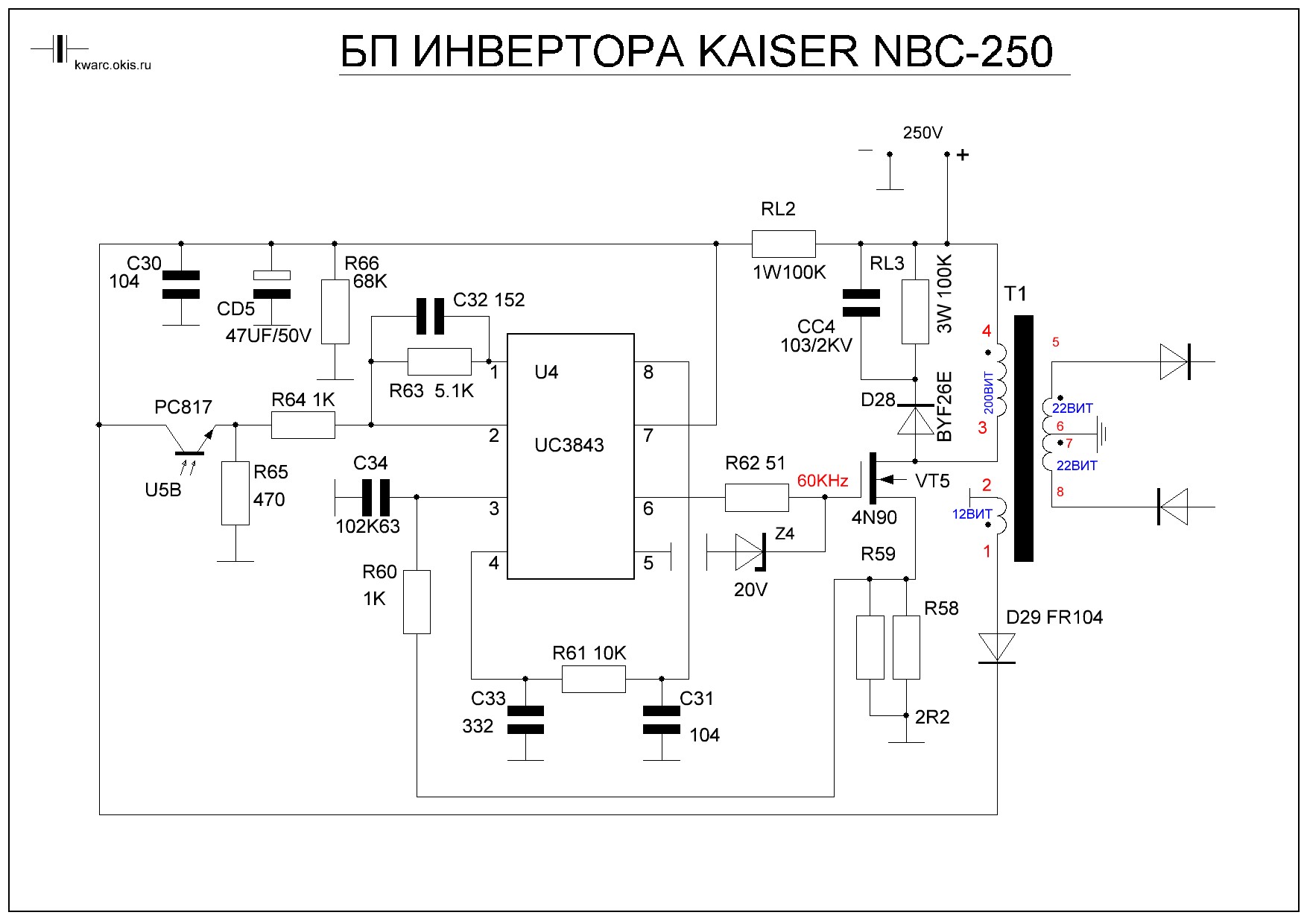
Универсальный блок питания сварочного инвертора
Схема.
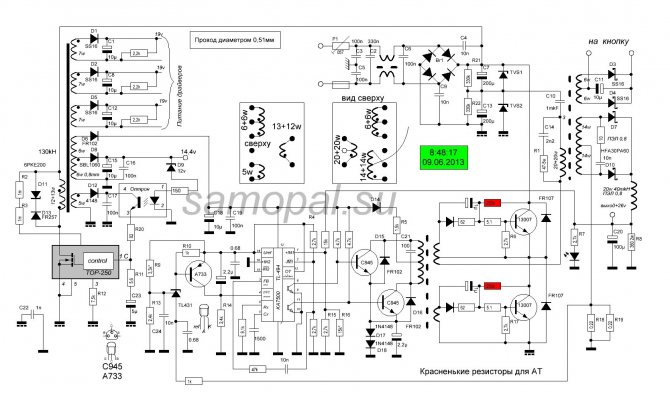
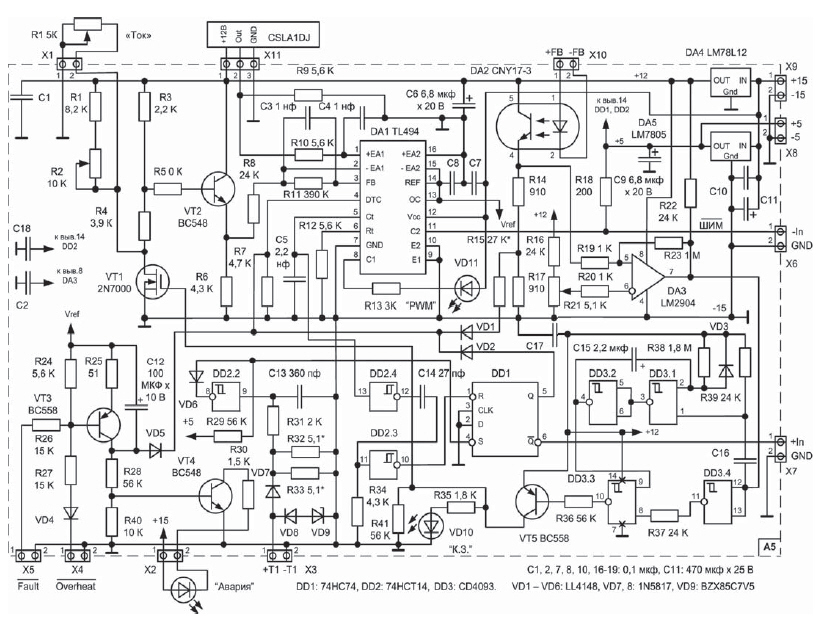
В первом БП применена защита по току из даташита. Это резистор на 3-ей ножке. Я выбрал 7,5 ком, что обеспечивает 2 ампера на выходе. При прогреве защита срабатывает при 2-х амперах. БП начинает «всхлипывать» пытаясь подняться.
В мостовом БП защита настроена на 3 ампера, но при желании, а так же при дополнительном охлаждении может быть перестроена на ток до восьми Ампер. Защита выполнена на управляемом стабилитроне TL431. Фактически TL сравнивает 2 напряжения, и когда напряжение на резисторах R18, R19 станет меньше напряжения на управляющем электроде + Uref микросхема открывает ток базы транзистора A733. Это увеличит напряжение на 4-ом выводе TL-494, увеличит мёртвое время и уменьшит ток БП. Таким образом «короткое» БП держит без «бахов». На втором БП так же намотана дополнительная обмотка для питания «главной кнопки» на держаке 12 вольт.
Так же на плате для удобства смонтирована схема задержки включения реле и ключ управления вентилятором.
Конструкция.
Всё устройство смонтированно на одной печптной плате. Топология ПП здесь. Каждый под себя сможет подправить. У меня, например, было ограничение высоты 32мм. Кому-то это не надо, можно будет поставить эл. конденсаторы «манхэттеном», тогда размер в плане можно значительно уменьшить. Силовые трансформаторы, естественно, разбирались подогревом, перематывались, склеивались. Даже изоляцию применил ту же.
Настройка.
Для начала монтируем частично, как показано на фотке.
И запускаем только «маленький БП. После этого можно посмотреть, как работает TL-494, в частности настроить частоту импульсов задающего генератора, проверить, правильно-ли подключён промежуточный трансформатор. Его я не перематывал, просто выпаял из АТХ, но перед этим внимательно посмотрел распиновку. После выпайки уже не разберёшся…
Тут главное не насмешить и остаться целеньким. Ещё разик напоминаю о вечных ценностях. А впрочим вот они….

слева направо, разделительный трансформатор, ЛАТР и реостат с амперметром.
А вот фотосессия.
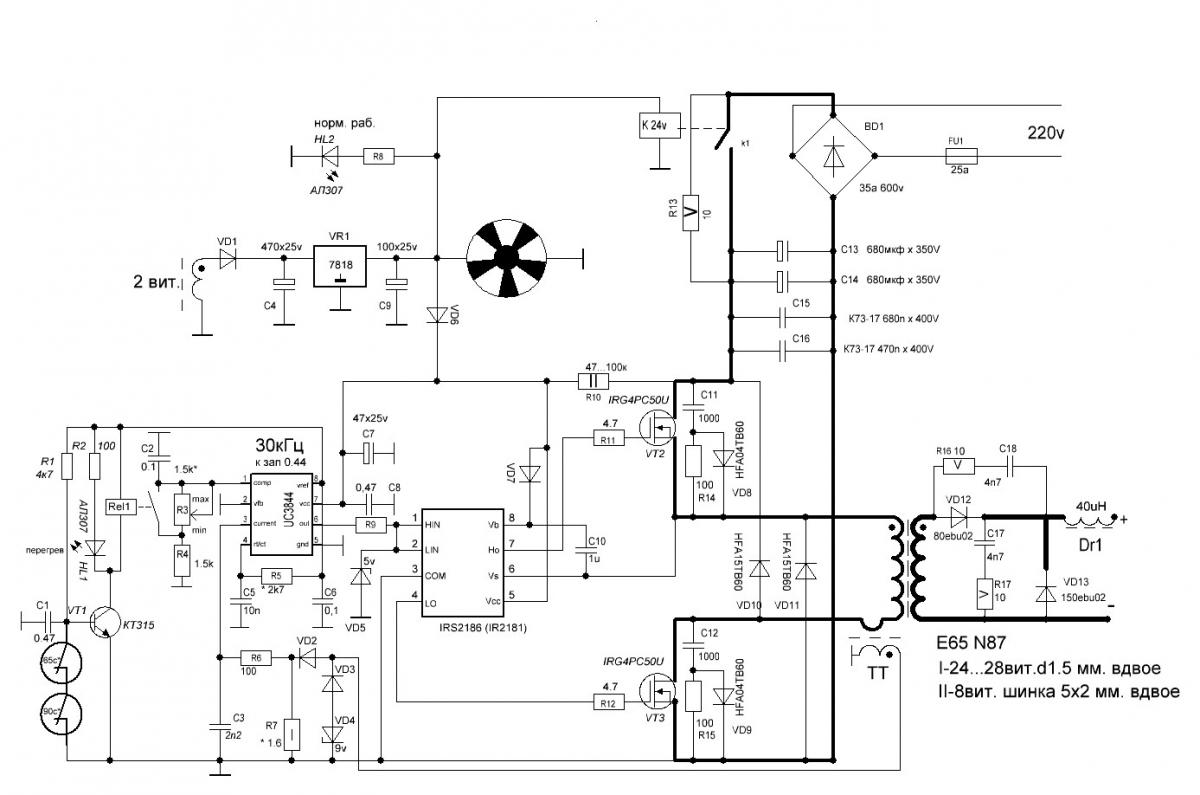
Питание драйверов требует тщательной проверки, т.к. эти напряжения не контролируются обратной связью. У меня, в отличии от схемы, намотаны обмотки 3х6 витков. В рехиме ХХ на выходе выпрямителей я получил 3 напряжения по 14/14,2/14,3 вольта. При этом длительность импульса в «прямом ходе» 2мксек, период 18,5 мкСек. Удобно наблюдать на обмотке ОС (5 витков). Далее я нагрузил эти обмотки на резисторы 94 Ома. Напряжение упало до 11,7 вольта. Длительность увеличилась до 2,4 мкСек, значит всё-таки ОС существует, но недостаточная для полной компенсации падения напряжения. Далее нагружаю основной выход резистором 16 Ом, ток около 0,9 Ампера. Напряжение на обмотках драйверов выправилось и достигло 14,7/14,5/14,8 Вольт. Длительность 4 мкСек, период 8 мкСек. Теперь ещё один эксперимент, нагрузим одно плечё на удвоенный ток, т.е. резисторы 94/94/47 Ом. Такая ситуация и будет при питании драйверов мостовых схем. Напряжения на выходе 14,8/14,6/14,6. Это минимум для питания драйверов, поэтому для повторения я поставил на схеме 7 витков, что примерно будет соответствовать 17 вольтам. Ну и для полноты картины такая ситуация. Основной источник нагружен на 0,9 Ампер, источники драйверов не нагружены. Напряжения на их выходах при 6 витках 18,2 Вольта. Вывод, такую схему питания драйверов можно использовать только в случае, если основной источник, охваченый ОС нагружен током не менее 0,5 Ампера. В принципе это условие легко выполняется в реальных схемах, но это надо помнить при конструировании инвертеров с таким БП.
Дерзайте господа. Вопросы, как всегда, в форум.
Топологии для формирования синусоидального сигнала
следующим образом
Плюсы:
- Минимально возможное количество силовых транзисторов, а значит потери в 2 раза меньши и стоимость устройства тоже ниже
- Сквозной ноль. Это упрощает процесс сертификации, особенно CE и ATEX. Связано это с тем, что сквозной ноль позволяет системам защиты по входу (например, УЗО) срабатывать так же при возникновение аварии в выходных цепях после преобразователя
- Простая топология, что позволяем максимально уменьшить стоимость изделия при мелко-
и средне серийном производстве
Минусы:
- Необходимость двухполярного источника питания. Как видите на схему инвертора надо подавать ±380В и еще ноль
- Удвоенное количество высоковольтных конденсаторов. Высоковольтные конденсаторы большой емкости и с малым ESR на мощностях от 3-4 кВт начинают составлять от 20 до 40%
стоимости компонентов - Применение электролитических конденсаторов в «делителе». Они сохнут, подобрать конденсаторы с одинаковыми параметрами практически нереально, а если учесть, что параметры электролитов меняются в процессе эксплуатации, то и бессмысленно. Заменить на пленку можно, но дорого
Плюсы:
- Очень высокая надежность. Она в основном обусловлена качеством системы управления силовыми транзисторами и не зависит от деградации компонентов
- Входная емкость требуется в разы, а то и на порядок меньше. Необходимо лишь обеспечить расчетное значение ESR. Это позволяет использовать пленочные конденсаторы при сохранение себестоимости. Пленочные конденсаторы — не сохнут, лучше ведут в суровых температурах, рабочий ресурс на порядок выше, чем у электролитов
- Минимальные пульсации напряжения на транзисторах, а значит можно применить транзисторы на меньшее напряжение
- Простота и понятность алгоритмов работы. Это приводит к значительному уменьшению времени на разработку изделия, а также на его пуско-наладочные работы
Минусы:
- Увеличенное количество силовых транзисторов, а значит необходимо более серьезное охлаждение. Увеличение цены на транзисторах, но за счет меньшего количества конденсаторов это скорее даже плюс
- Повышенная сложность драйвера, особенно при требованиях к наличию гальванической развязки
Небольшой итог
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
Характеристики сварочного инвертора.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие виды сварки:
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» – автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.
Принцип работы и устройство сварочного инвертора

Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.
Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Характеристики и описание
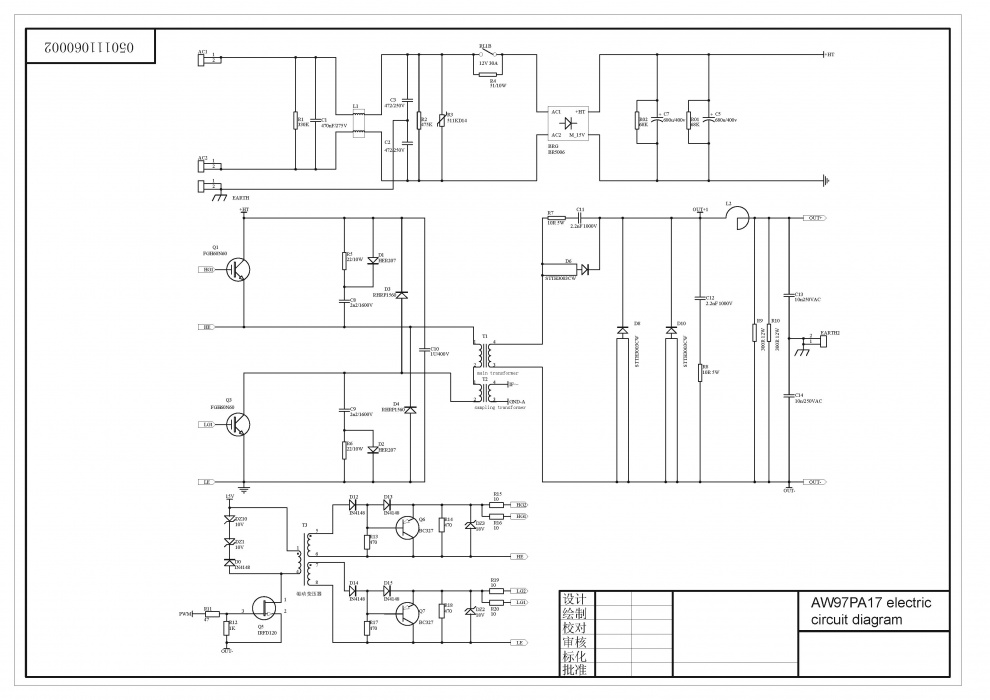
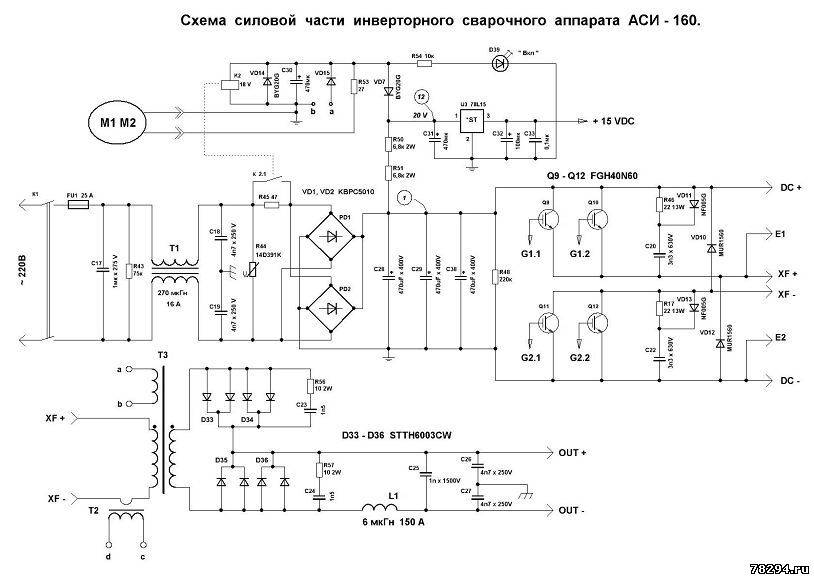
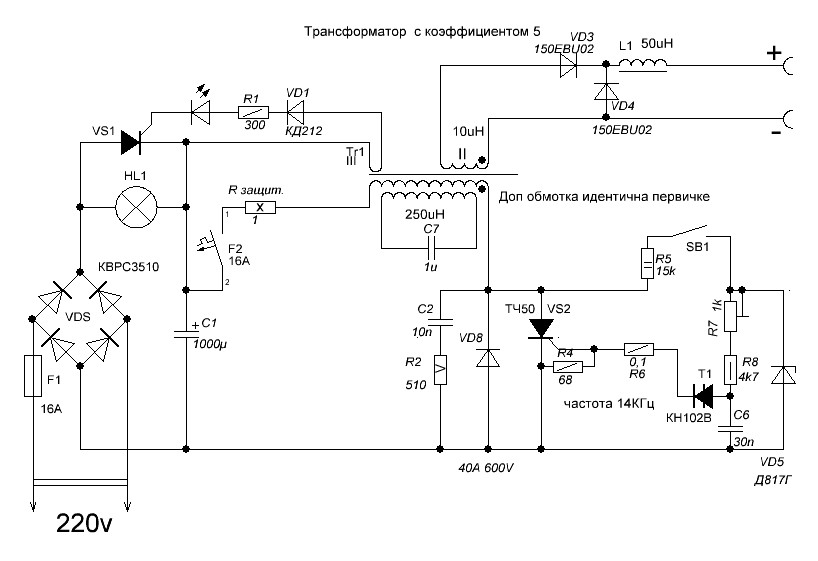
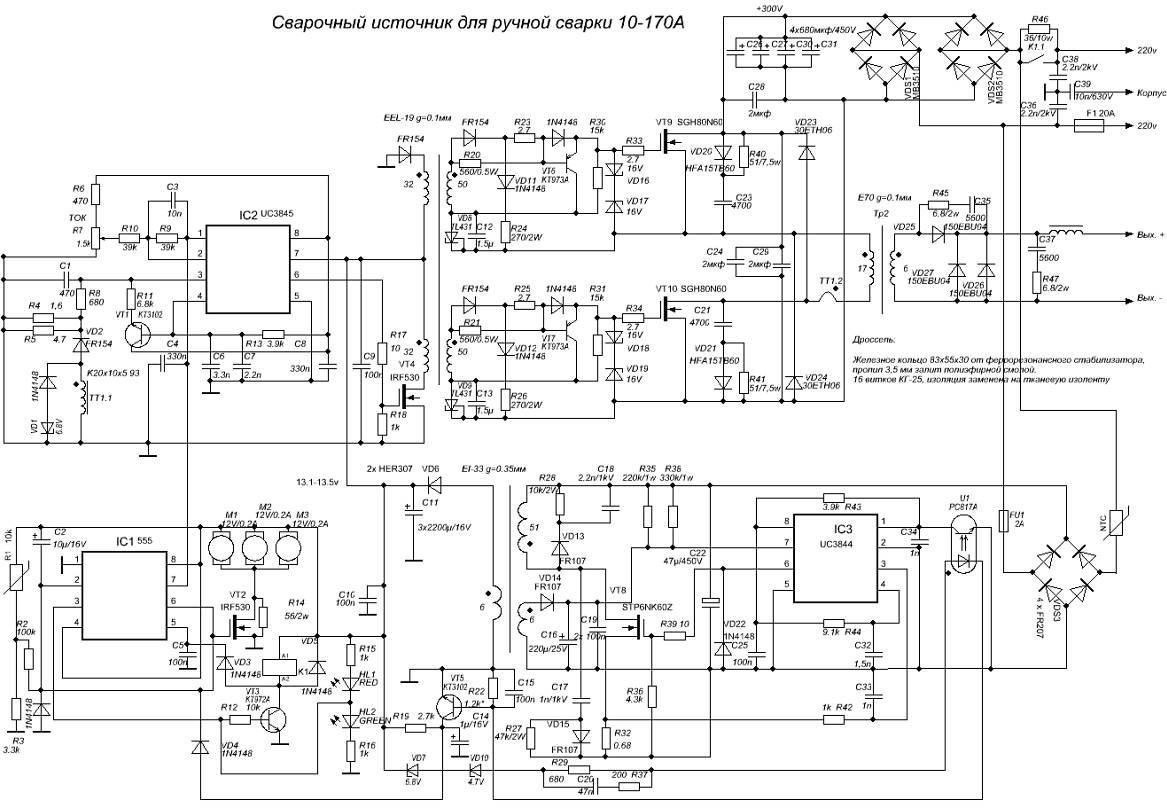
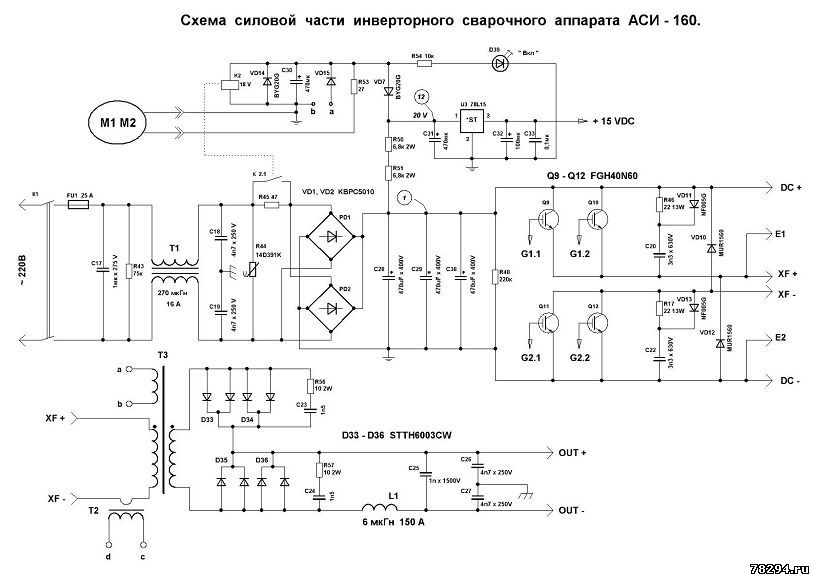
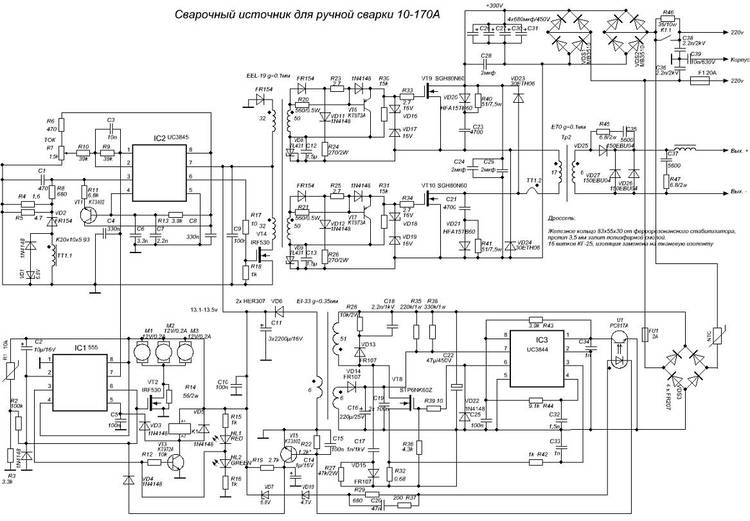 Принципиальная схема сварочного инвертора с силой тока 170 А.
Принципиальная схема сварочного инвертора с силой тока 170 А.
Также на нашем сайте вы можете найти статью по элементам электрической схемы сварочных инверторов.
Высокая технологичность конструкции влияет на количество характеристик. К ключевым параметрам относят:
- Напряжение сети. Большинство бюджетных и профессиональных моделей рассчитаны на работу при напряжении 220 В. Промышленные модели адаптированы к трехфазному режиму. Количество циклов преобразования тока исключает возможность скачка напряжения.
- Рабочий цикл. В процессе работы электроника инвертора подвергается значительным температурным нагрузкам. Период работы под нагрузкой определяет параметр «ПВ» – продолжительность включения, который выражается в процентном соотношении. Чем выше показатель ПВ – тем длиннее сварочный цикл. Средний показатель продолжительности включения составляет 70 %. Считается одним из основных параметров.
- Диапазон сварочного тока. Зависит от класса аппарата. Начиная от 160 А для бытовых устройств, до 500 А у промышленных агрегатов.
- Диаметр электрода. Рекомендуемая величина сечения указывается производителем. Полностью зависит от силы тока.
- Охлаждение аппарата. От качества системы зависит показатель продолжительности нагрузки. Модернизацию охлаждения производят путем установки дополнительных кулеров. Грамотное расположение, а также увеличение скорости вращения лопастей, позволяет улучшить вентиляцию агрегата.
- Условия эксплуатации. Параметры задаются изготовителем устройства. Однако, ввиду наличия электрических элементов, большинство моделей работаю в диапазоне от -15 до +40 Сº. Не рекомендуем производить работы в помещения с высокой влажностью – возможно повреждение электроники.
Существуют несколько параметров, требующие особого внимания. Рассмотрим их ниже.
Сварочный ток
Сварочный аппарат инверторного типа обладает множеством рабочих параметров. Регулировка величины тока позволяет добиться оптимальных условий работы. Повышение силы тока влечет за собой увеличение теплового излучения.
Напряжение холостого хода
Образование сварочной дуги требует высокого напряжения. После окончания рабочего цикла этот показатель опускается до уровня, не представляющего угрозы для людей.
Уровень напряжения в режиме ожидания влияет на срок эксплуатации – слишком высокое напряжение ведет к быстрой поломке. Все рабочие параметры должны быть указаны в техническом паспорте аппарата.
Питающее напряжение

Как было сказано выше, большинство любительских инверторов рассчитаны на работу с напряжением 220-230 В. Техническая документация или инструкция по эксплуатации может расширить диапазон на 15-20 %. Это позволяет выполнять работы в условиях перепадов напряжения. Несмотря на это, в дополнение к сварочному оборудованию, рекомендуем приобрести стабилизатор напряжения, ведь резкий перепад выведет его из строя.
Максимальный режим работы
Данная функция расширяет область применения аппаратов. Непродолжительное увеличение силы тока позволяет производить работы с максимальной эффективностью
Обратите внимание, что подобные условия не предусматривают длительный период работы. Все инверторы оборудованы надежной термозащитой, однако не стоит проверять ее надежность методом превышения продолжительности нагрузки
Устройство, характеристики и свойства
Современный инверторный аппарат средней ценовой категории состоит из корпуса, имеющего опорные ножки для устойчивости, внутри которого смонтированы все его основные узлы, а на передней стенке расположена панель с различными индикаторами (неисправности, готовности к работе), переключателем технологии (вида) сварки и ручкой настройки сварочного тока.
Также спереди расположены разъемы для подключения электродержателя и зажима массы, а сзади выходит сетевой кабель со штекером для включения в сеть.

На задней стенке расположена решетка (вентиляционные прорези) обеспечивающая в паре с вентилятором качественное охлаждение “начинки” инвертора, основу которой составляют следующие элементы:
- Выпрямитель поступающего от питающей сети тока.
- Сам блок инвертора, генерирующий импульсы высокой частоты.
- Трансформатор, отвечающий за повышение тока вместе с понижением напряжения.
- Еще один выпрямитель.
- Рабочий шунт.
- Элементы управления, заключенные в индивидуальный блок с вынесенной наружу индикацией, переключателями и регуляторами.
Внешне сварочный инвертор выглядит, как относительно небольшой металлический коробок с ручкой или ремнем для переноса.
Что такое сварочный инвертор
Инвертор современного типа представляет собой сравнительно небольшой агрегат в пластиковом корпусе общим весом 5-10 кг (в зависимости от вида и типа модели). Большинство моделей имеют прочную текстильную ленту, позволяющую сварщику удерживать агрегат на себе в процессе работы и носить его с собой при перемещении по объекту. На фронтальной части корпуса находится плата управления сварочного инвертора – регуляторы напряжения и других параметров, делающие возможной гибкую настройку мощности во время работы.
Современные аппараты для сварки классифицируются на бытовые, полупрофессиональные и профессиональные, которые отличаются потребляемой мощностью, диапазоном настроек, производительностью работы и другими характеристиками. На рынке популярностью у покупателей пользуются модели российских и зарубежных производителей. В рейтинг наиболее востребованных входят КЕДР ММА-160, Ресанта САИ-160, ASEA-160D, ТОРУС-165, FUBAG IN 163, Rivcen Arc 160 и другие модели.
Какой инвертор выбрать для домашнего пользования
Для того чтобы качественно сваривать уголки, швеллеры, полосы и трубы толщиной до 5 мм, теоретически достаточно сварочного инвертора со следующими характеристиками:
- напряжение сети — 220 В;
- максимальный сварочный ток — 120÷150 А;
- ПВ — 40÷50%;
- толщина электрода — до 4÷5 мм.
Но на практике эксплуатация инвертора, скорее всего, будет происходить в условиях, отличных от нормативных. Поэтому почти наверняка придется скорректировать выбранные характеристики. В первую очередь следует проанализировать качество и стабильность напряжения питания. Обычно сварочные инверторы предназначены для работы в условиях колебаний входного напряжения ±10÷15%, поэтому при подключении к электросети с такими параметрами они будут работать без каких-либо проблем. Если же отклонение достигает 30% (что нередко случается на дачах, в гаражах и сельской местности), то следует выбирать модель инвертора с возможностью работы при пониженном напряжении.
Домашний инвертор должен быть легким, чтобы было удобно его переносить, и компактным, чтобы помещался в багажник автомобиля. Желательно подобрать инвертор с ударопрочным и влагозащищенным корпусом, а также с прозрачной защитной крышкой панели управления. Наличие цифрового индикатора желательно, но необязательно, т. к. на недорогих моделях они нередко работают с большими погрешностями.
Рисунок 8 — Процесс сварки
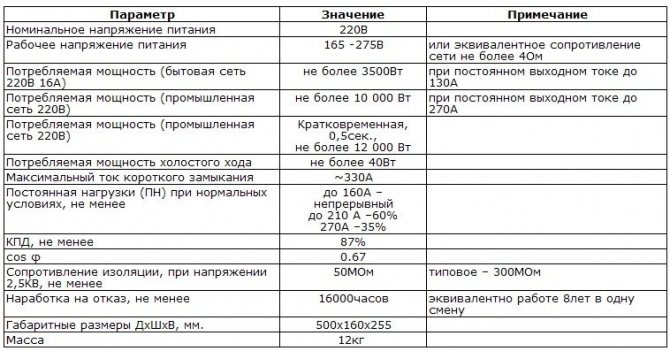
Технические требования для выбора лучшего домашнего сварочного инвертора в нашем варианте будут выглядеть примерно так:
| № | Наименование | Бытовые |
|---|---|---|
| 1 | Входное напряжение (В) | 220 |
| 2 | Допустимые колебания напряжения (%) | +15 / -40 |
| 3 | Мощность (кВт) | 4÷5 |
| 4 | Макс. и мин. значения рабочего тока (А) | 10÷180 |
| 5 | Напряжение холостого хода (В) | 60÷80 |
| 6 | Степень защиты | IP-22 |
| 7 | Диаметр электрода (мм) | 1.6÷5.0 |
| 8 | Продолжительность включения (ПВ, %) | 30÷50 |
| 9 | Дополнительные функции | Arc Force, Anti stick, Hot start |
| 10 | Вес (кг) | 4÷5 |
При выборе конкретной модели следует ориентироваться на известные торговые марки, которые присутствуют на рынке не менее десяти лет
Также необходимо обратить внимание на близость сервисного центра и гарантийный срок, который у производителей инверторов лежит в интервале от одного до пяти лет
2 пользователя(ей) сказали cпасибо:
| Максимальные скидки на сварочные аппараты Патон для участников форума! Всем участникам, и посетителям форума дополнительная скидка на сварочные аппараты Патон. Для получение скидки позвоните по одному из номеров и скажите что вы с форума. (093) 339-36-83, (099) 406-30-49 |
Сделаем обязательно, но я сварщик никакой, собственно, как и электронщик. Конечно же, этот резистор (47к) нужно подбирать снимая ВАХ, но это для меня нереально. Но, скажу так, изначально я тупо извлек С5, ОС осталась только через светодиоды, крутопадающая. Уже шов ложился прекрасно, небо и земля, так сказать. А резюк 47к я поставил позже, для приличия. Дуга и шов без изменений. В общем, я просто подкинул идею, в каком направлении копать.
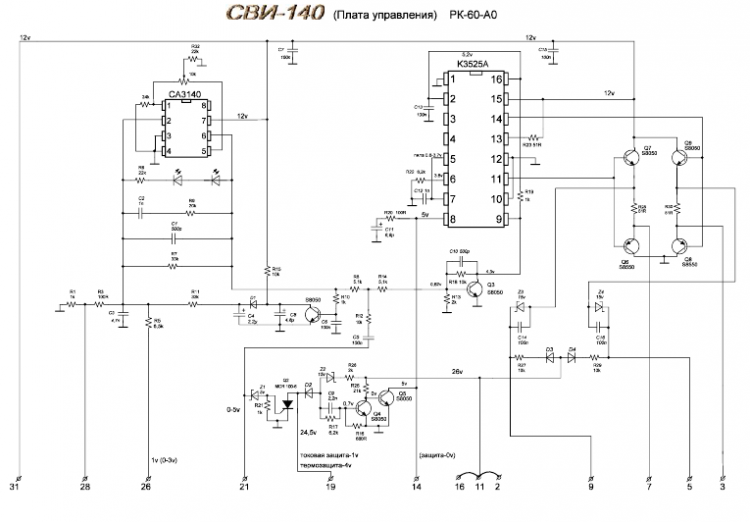
У меня есть такое предположение, что этот свист дуги , это частота отработки ОС . По поводу субмодулей СА3140 + 3525, там могут отсутствовать транзистор + пара/тройка пассивных компонентов в обвязке СА3140 , это узел горячего старта, в разных модификациях может быть или отсутствовать (а ещё на разных схемах чуть разнится обвязка (ОС) самого операционника), ну а там кто его знает, может и ещё что нибудь урезают.
Так и есть. Хотя, больше смахивает на частоту затухания\зажигания. Аппарат Vega mma-240mini. Вот его кишки. sg3525, ОУ обратной связи неизвестен, полумост 50кгц.
| Специальное предложение для участников форума — скидка на оборудование Джасик! Для того, чтобы получить скидку звони по номеру: (097) 591-29-90 и скажи кодовое слово: «сварочный форум». |
Источник
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.


В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом.
Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Важным моментом является возможность инверторной схемы обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Принцип работы инвертора для сварки.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.




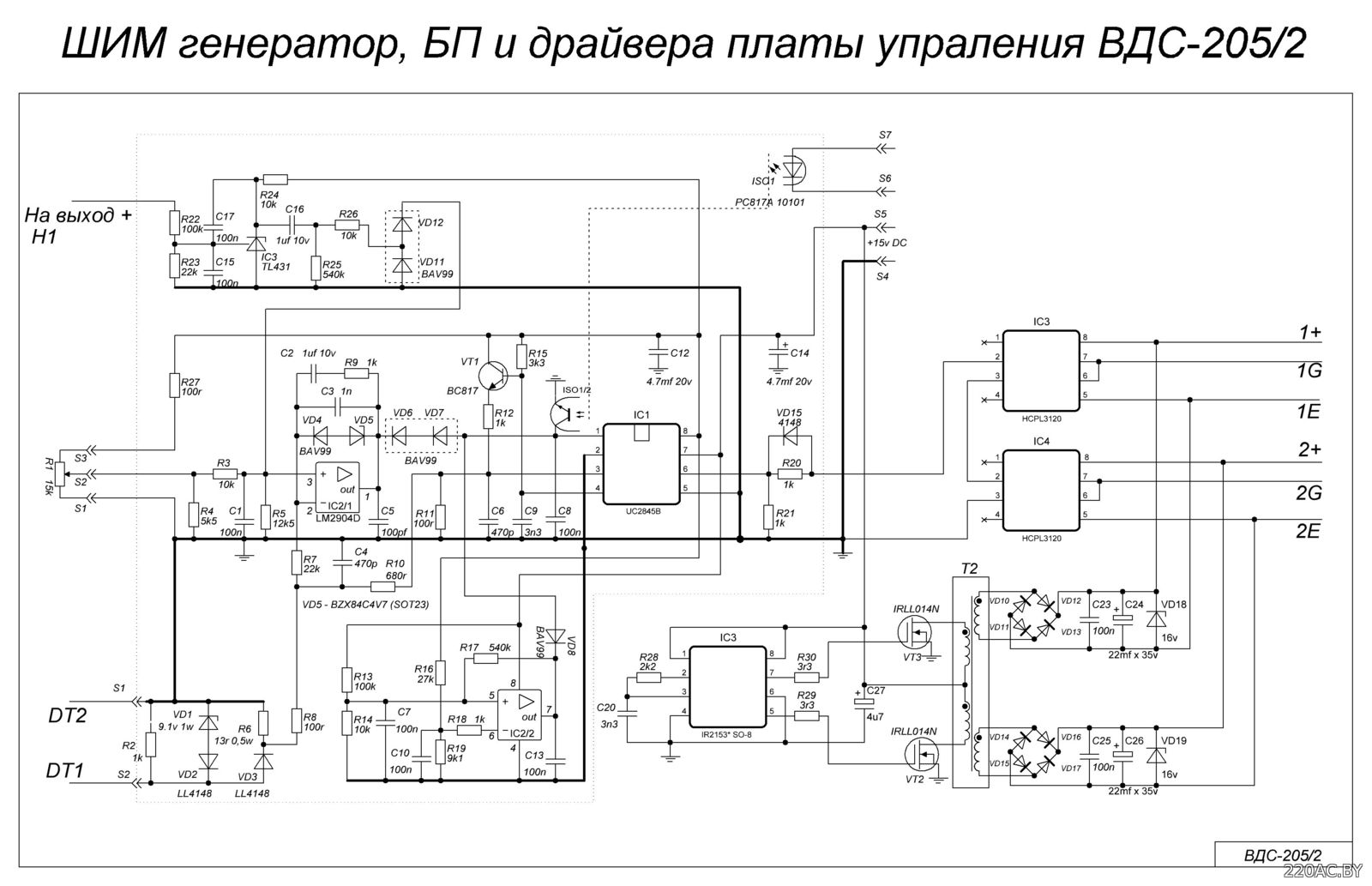


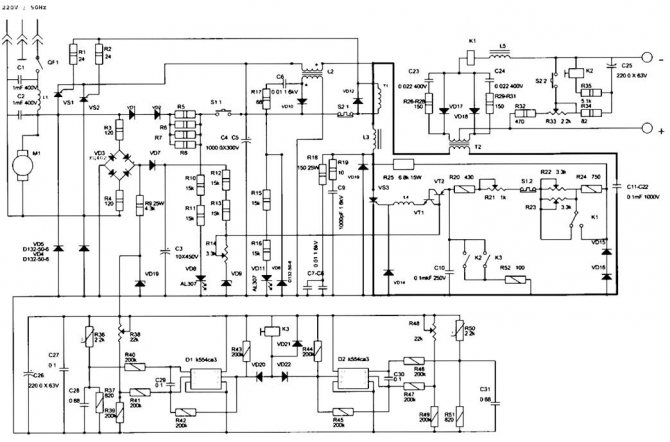
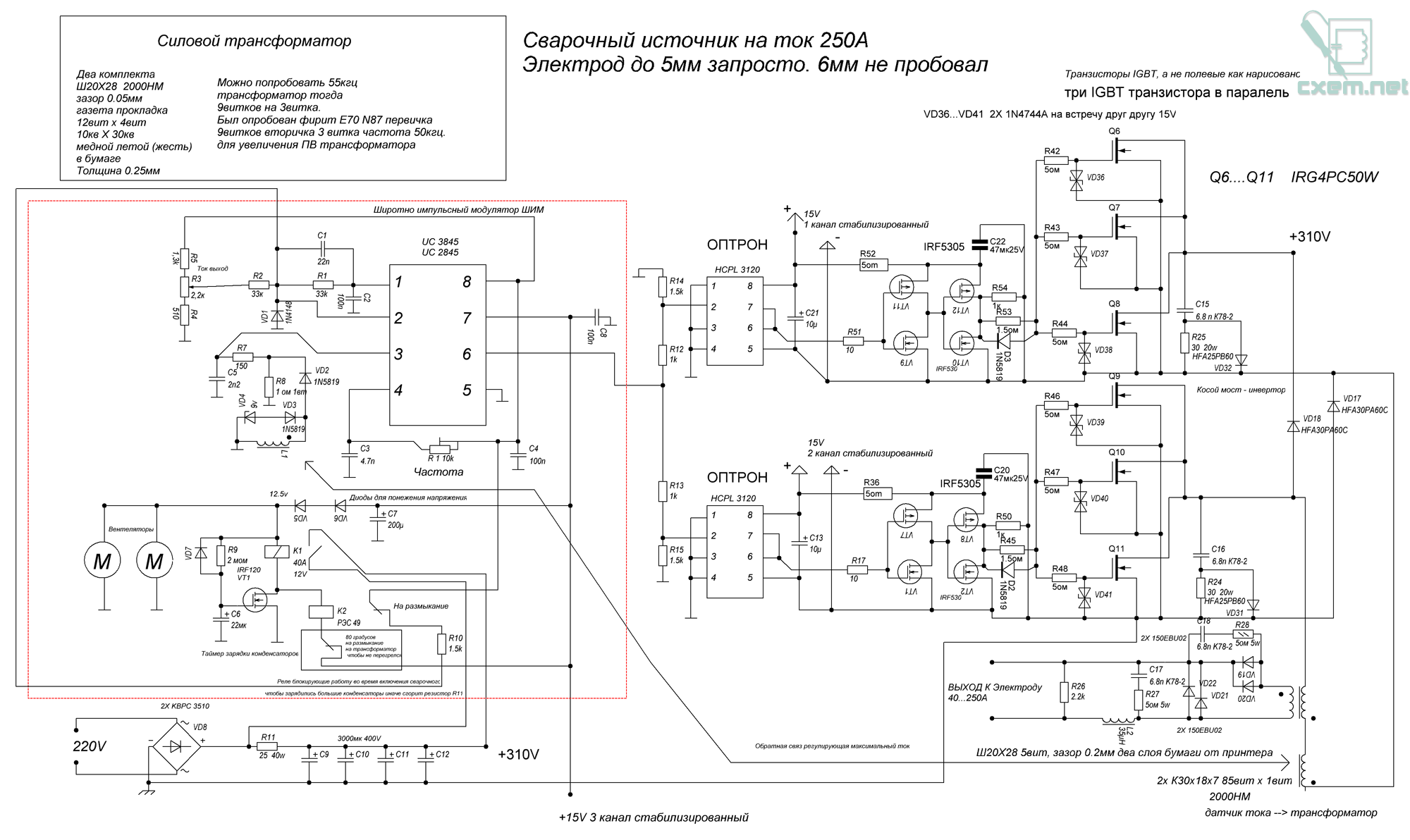
 Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.