
Гибка металла
Гибка – это еще один важный этап подготовительных работ. Суть процесса в том, что подготовленные металлические сырцы пропускают через листогибочные агрегаты. Если гибка производится после того, как кромки были обработаны, можно прибегнуть к холодной гибке. При этом способе деталь сгибается под воздействием специального пресса. Однако у холодной гибки есть некоторые ограничения:
- строго определенный угол сгиба, превышение которого приведет к деформации и появлению трещин;
- толщина сгибаемого листа.
Для того, чтобы согнуть лист большой толщины прибегают к горячему методу гибки, так как при нагреве материал становится более мягким и податливым, а для его сгибания нужно меньше усилий.
Сборка изделий под сварку
Сборка под сварку – это заключительный этап подготовки. В этом случае отдельные детали фиксируются, чтобы они после сварки остались в нужном положении. Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить точечную приварку двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму. Такую заготовку можно расположить так, чтобы было удобно сделать горизонтальный шов.
К сборке изделий предъявляются следующие требования:
Сборка осуществляется после того, как полностью завершена подготовка поверхности металла под сварку. К местам соединения деталей нужно обеспечить свободный доступ. Все заготовки должны быть надежно скреплены, чтобы избежать деформации при сварке.
Особенности подготовки труб к сварке
Подготовка труб к сварке требует ответственного отношения. Так, трубы, изготовленные из низколегированной и углеродистой стали обрабатываются только вручную холодным способом. Марка стали влияет на глубину снятия металла. При подготовке труб к сварке нужно обязательно проверять толщину стенок: по всей окружности торцов в месте соединения она должна быть одинаковой. А сами торцы – перпендикулярными.
После того, как изделия подготовлены, можно переходить к сварочным работам. Для этого может использоваться полуавтоматический инвертор. И подготовка к работе сварочного полуавтомата – не менее важный аспект работы. Необходимо выставить силу тока, скорость подачи сварочной проволоки, расход защитного газа.
Таким образом, подготовка металла под сварку – один из важнейших этапов работы. Времени она занимает много, однако при соблюдении всех правил гарантирует высокое качество конечного результата.
Подробнее с подготовкой металла можно ознакомиться на видео:
Подготовка заготовок под разделку
Процедура состоит из таких этапов:
- Расчет конфигурации и угла фаски. Угол разделки кромок определяется типом соединения, назначением детали и толщиной металла.
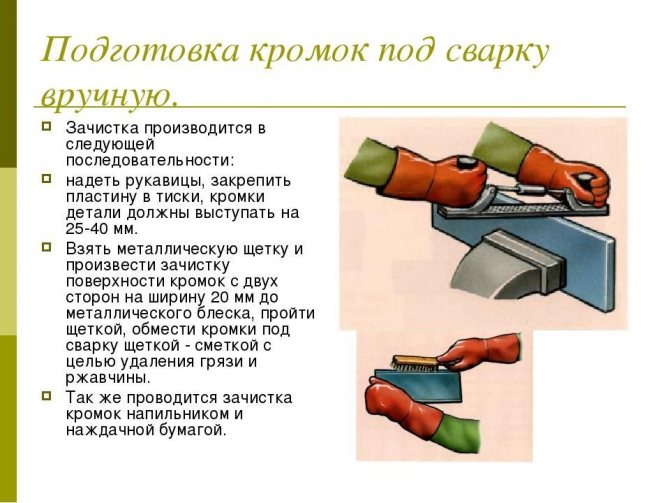
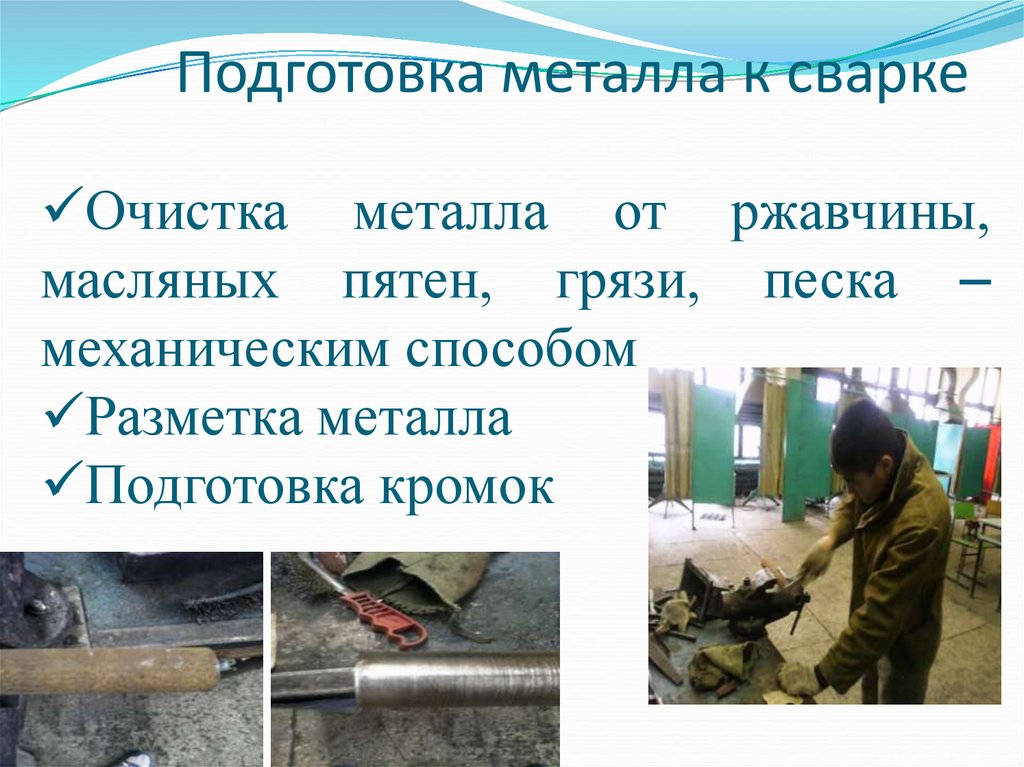
- Зачистка торцевых поверхностей. Эта операция выполняется для снятия ржавчины, оксидного слоя, окалины и других твердых загрязнений. Плохая очистка заготовок приводит к возникновению пор, непроваров, шлаковых включений и наплывов. Слой оксидов можно удалять как механическим, так и химическим способом. В большинстве случаев для обработки используют стальные щетки, шлифовальные станки, наждачную бумагу или напильник. При механической зачистке снимают до 2 мм металла.
- Удаление загрязнений. Следующим этапом подготовки является тщательная очистка торцов от масла и других веществ, которые могут привести к необратимым дефектам шва. Для обезжиривания поверхностей применяют органические растворители. Для очистки кромок от оксидной пленки — сильные кислоты.
- Разделочные операции. Последний этап обеспечивает доступ ко всей поверхности стыка и корректирует форму кромок.
На производстве используют такие типы технологических операций:
- правка молотком вручную: применяется для подготовки металлических плит;
- механическая отделка: выполняется правильными валиками, которые устраняют коробления, неровности и другие дефекты поверхности;
- разметка детали: проводится, если сварка необходима в ходе ремонтных работ или шов имеет сложную криволинейную форму;
- термообработка: применяется для снятия термических напряжений, диффузионного выравнивания состава и повышения пластичности металла.
Чтобы избежать образования трещин и высоких остаточных напряжений, используют метод предварительного подогрева деталей.
Электронно-лучевая и лазерная резка
Находят применение и лучевые методы резки. Если в пятне нагрева концентрируется удельная мощность порядка 1х103 — 1х107 Вт/см2 то в нем происходит интенсивный разогрев металла выше его температуры плавления. Электронно-лучевая и лазерная резка металлов основана на эффекте воздействия концентрированного потока энергии на поверхность тел. При этом часть потока энергии частично отражается от поверхности, а остальная часть энергии поглощается в тонком поверхностном слое, вызывая его нагрев, последующее плавление, горение, испарение и удаление расплава из зоны реза.
Резка водяной струей — альтернативный вид резки материалов, использующий кинетическую и динамическую энергию водяного потока. Поток формируется в специальном устройстве, основным элементом которого является сопло равного сопротивления. Вода подается в резак под возможно большим давлением. При резке развивается реактивная сила отдачи. В связи с этим резаки комплектуются различными устройствами для уравновешивания или скользящими креплениями к разрезаемому материалу. Могут использоваться различные — активные жидкости или добавки твердых дисперсных частиц, которые повышают производительность процесса.
Конфигурация детали и ее размеры
Заготовку сложной конфигурации получить свободной ковкой затруднительно, поэтому, вследствие необходимости упрощения форм заготовки, приходится увеличивать припуски на обработку.
В штамповках сложной конфигурации распределение (течение) материала соответственно требуемой форме детали затрудняется, в связи с этим могут появиться дефекты в материале; вследствие этого Для таких штамповок необходимо увеличивать припуск.
В отливках сложной конфигурации с целью достижения более или менее равномерного застывания металла необходимо делать плавные, постепенные переходы от тонких стенок к толстым, не допуская резкой разницы в поперечных сечениях; это требование вызывает необходимость в увеличении припусков.
При изготовлении крупных поковок необходимо считаться с усадкой, которая в крупных изделиях достигает значительных размеров; в силу этого для таких деталей припуски должны быть увеличены.
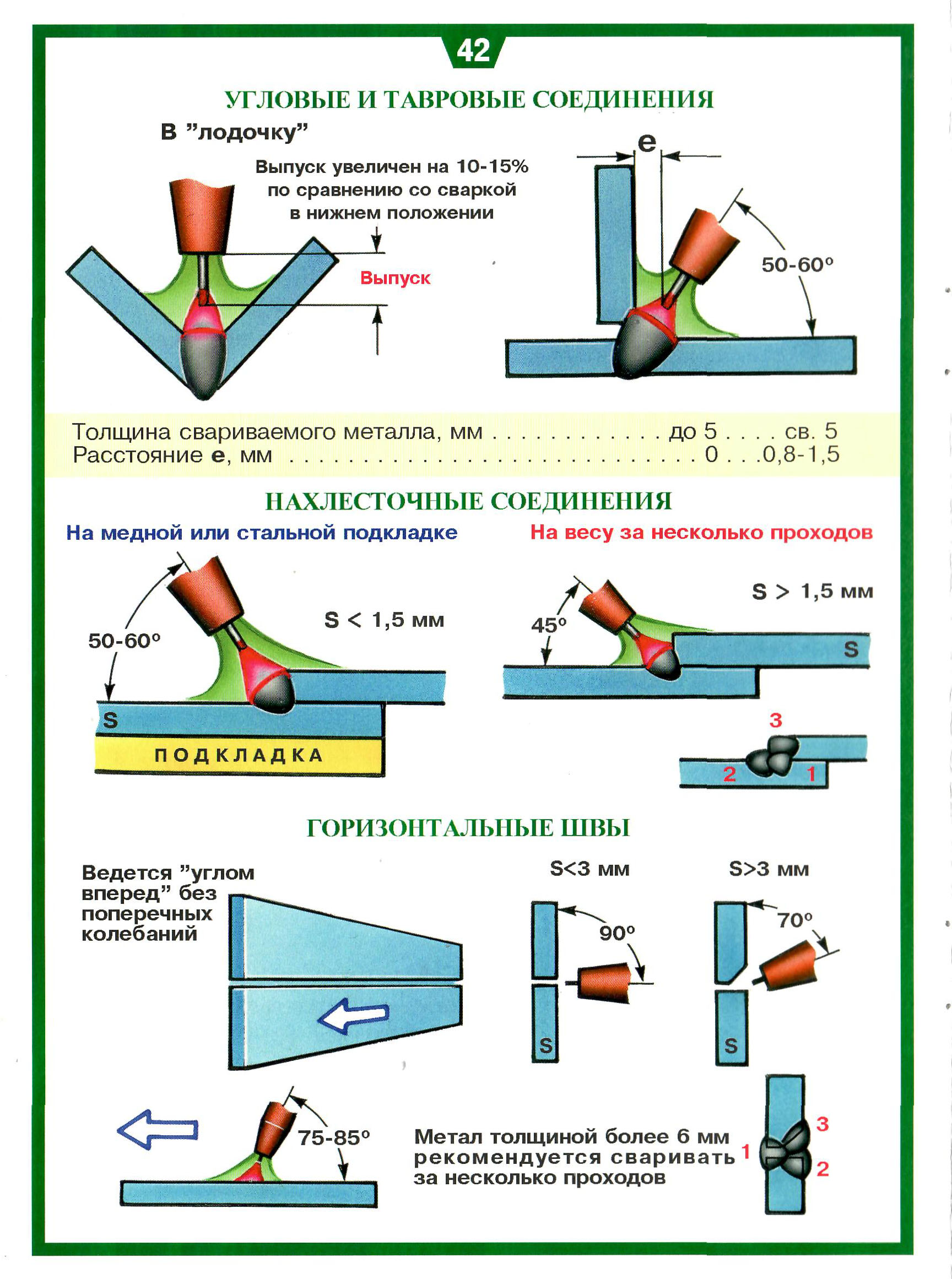
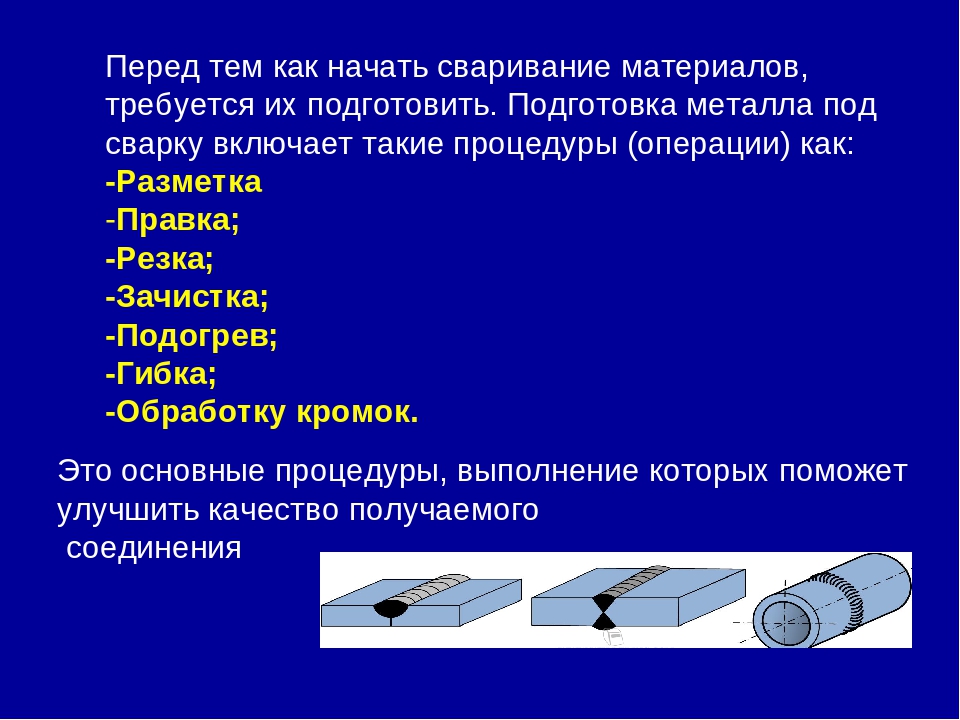
Подготовка кромок под сварку
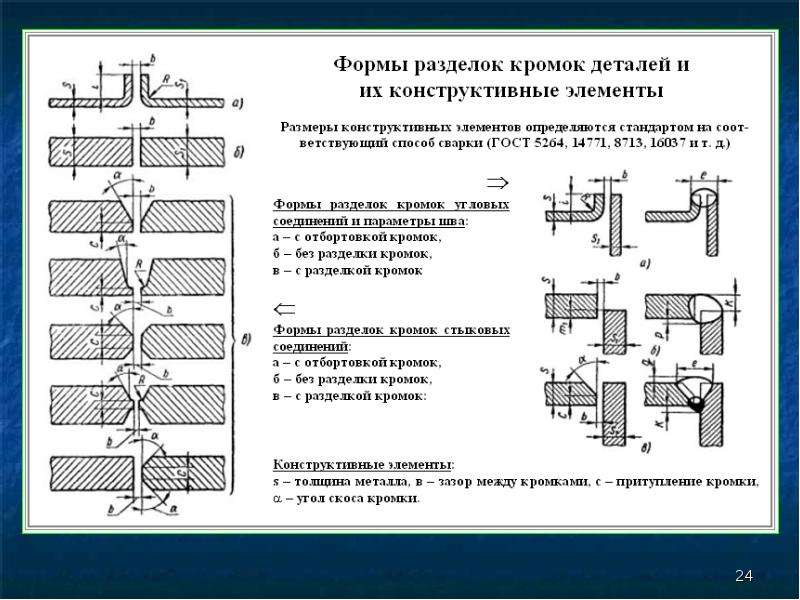
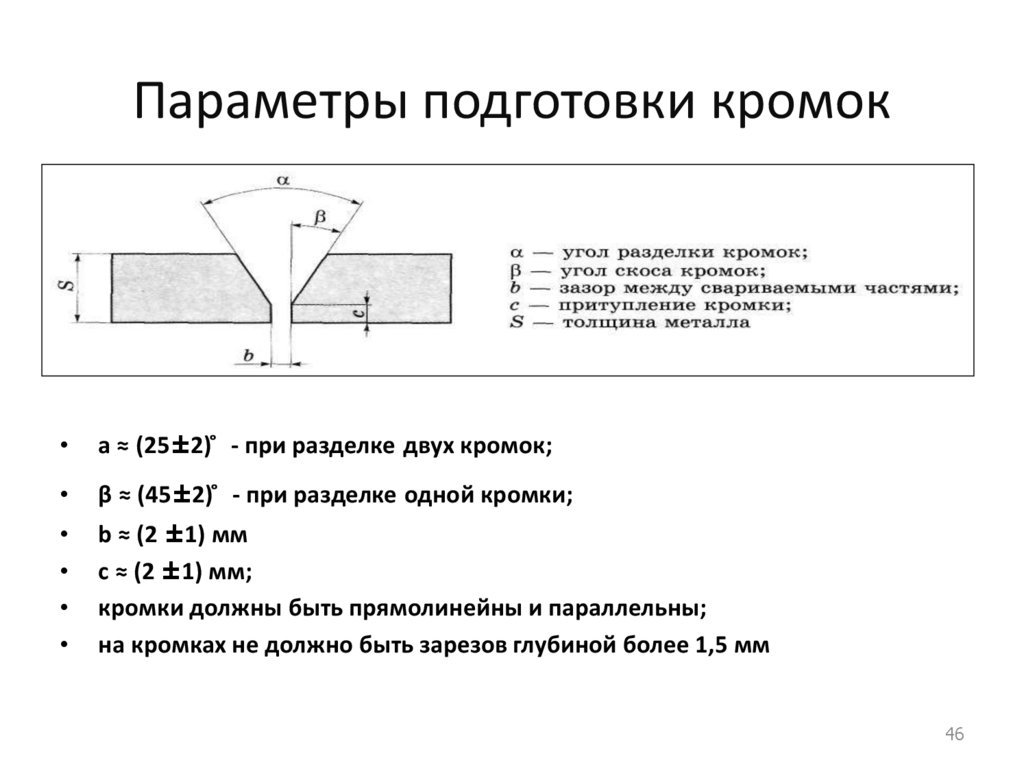
Для достижения наиболее прочного сварного шва следует подготовить и кромки деталей. Они должны иметь определенную геометрическую форму, в которую входит угол разделки, притупление, зазор, длина скоса, если листы имеют разную толщину.
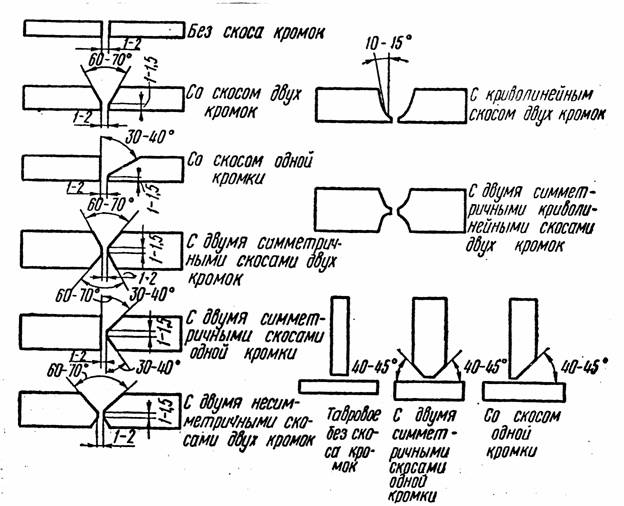
Виды подготовки кромок под сварку.
В противном случае шов может не провариться полностью по всему сечению даже при сварке мелких деталей. Кроме того, при попытке достать дальние слои уже сваренный металл будет перегреваться и пережжется.
Если разделка кромок отсутствует, то сила сварочного тока должна быть увеличена. При ее наличии сварка деталей ведется послойно, с небольшим сечением, благодаря чему соединение получает качественную структуру, минимизируются деформации и напряжения в металле.
Грамотно подобранный зазор обеспечивает полноценный провар металла в соединении.
Наличие скоса позволяет осуществить плавный переход от одной детали к другой, если они имеют разную толщину. Его длина при этом влияет на возникающее напряжение в конструкции или его отсутствие.





Острые кромки при проварке образуют неустойчивую конструкцию, из-за чего детали могут съезжать относительно друг друга, образуются прожоги, шов деформируется, возникает дополнительное напряжение, сварное соединение становится менее прочным.
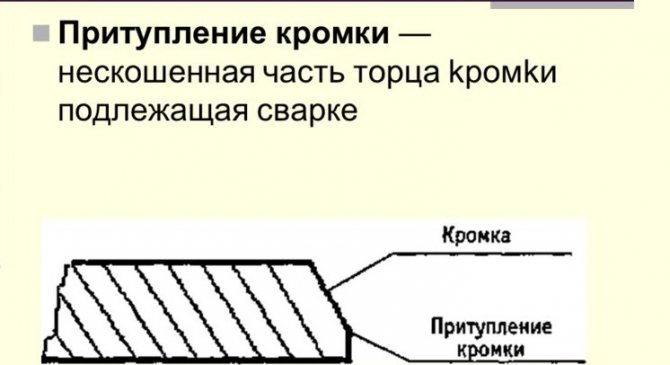
Схема притупления кромки.
Чтобы этого избежать и обеспечить более комфортные условия работы в процессе образования корневого шва, кромки притупляют. При стыковых соединениях и внахлест производится смещение, кромкам придают наиболее подходящую геометрическую форму сечения в соответствии с ГОСТами или техническим регламентом
Особенно это важно, когда производят сварку закладных деталей
Кромки под сварку обрабатываются механически, с использованием фрезерных, продольнострогательных и кромкострогательных станков, газокислородным пламенем. Горючим для получения пламени может быть пропан, ацетилен и другие. Если работы немного, то бывает достаточно пневматического зубила. Кроме того, на этом этапе работают на токарных станках (для подготовки кромки с торца трубы). Для работы с цветными металлами или нержавеющей сталью используется плазменная резка.
После газокислородной резки в завершение проводится механическая обработка, особенно если шов должен быть отменного качества. Таким образом удается избежать попадания мелких крупинок, которые провоцируют образование микротрещин, попадание воздуха и другие дефекты, приводящие к разрушению шва. В конструкциях, возводимых на ответственных участках строительства, это недопустимо.
Подготовка кромок
Для улучшения условий сварочного процесса производится обработка кромок изделия
Особенно это важно при сваривании толстых изделий. Подготовка кромок под сварку может производиться термическим и химическим способами
Результатом обработки является приобретение формы, способствующей лучшему соединению деталей. Разделка увеличивает ширину шва.
В промышленности используются фрезерные станки, специальные кромкострогальные, пневматические зубила, пламенная резка. Более простые варианты — шлифовка и вырубка. Для механической разделки применяют ножницы по металлу, болгарку, зубило, напильник. Главными параметрами являются скос, угол разделки, ширина зазора, величина притупления. Скос образуется при снятии под углом или закруглением части металла.
Если сварка производится под углом, то разделку кромок можно проводить только при толщине деталей больше 3 см. Важную роль наличие скоса играет, когда свариваются детали разной толщины. Иногда приходится прибегать к притуплению кромок. Это целесообразно, если они имеют на конце острую форму. Иначе это может вызвать образование прожогов, деформацию шва, создание дополнительного напряжения, уменьшение прочности соединения.
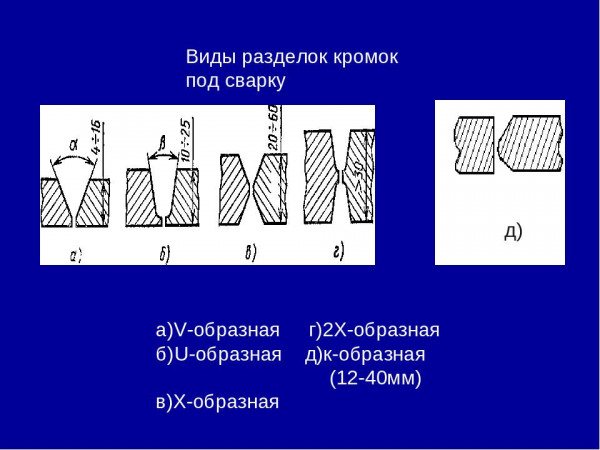
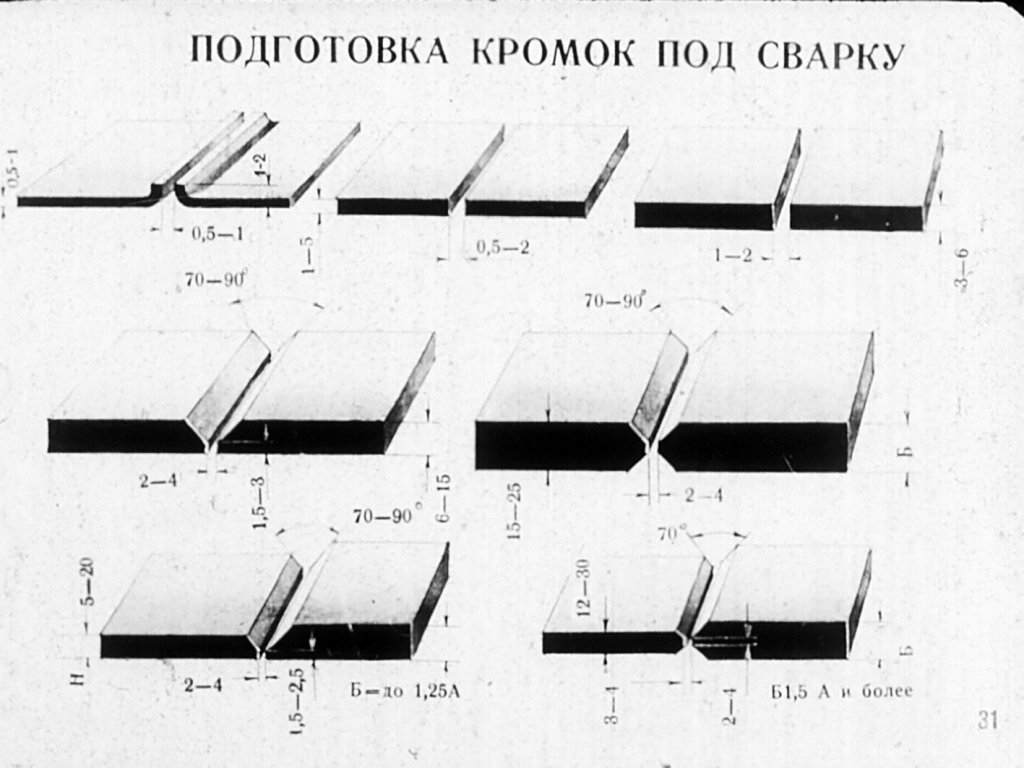
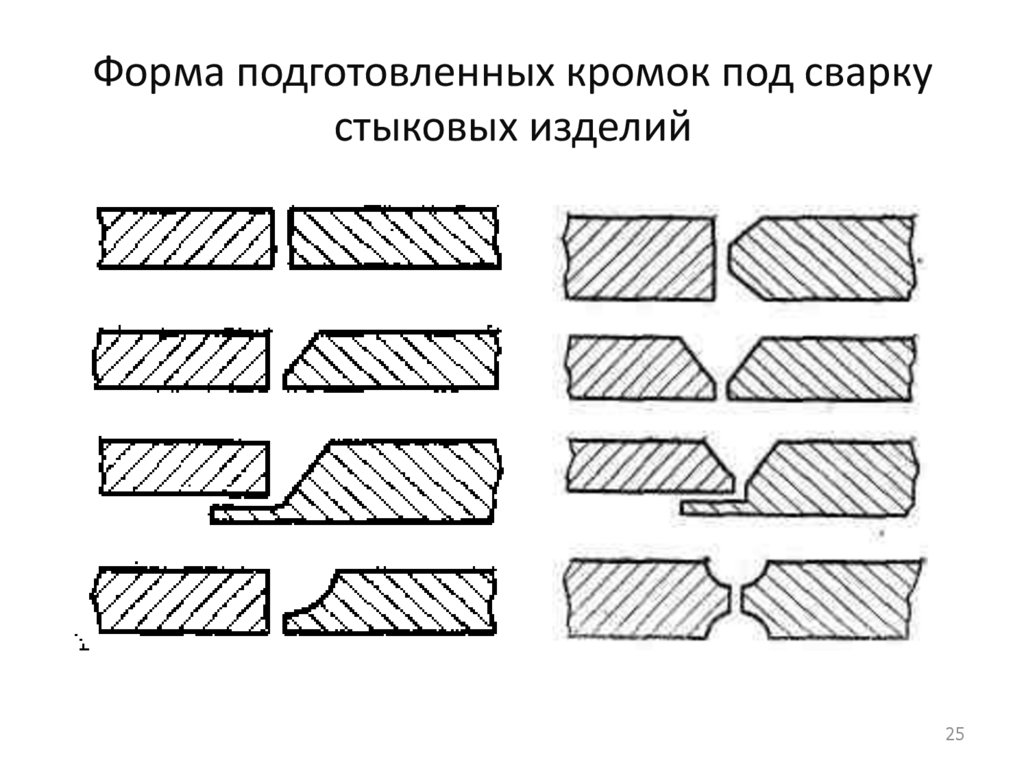
Разделки бывают только с одной стороны или двухсторонними. Различные типы скосов используют для разных соединений:
- Односторонний скос одной или обеих кромок имеет вид буквы «V». Применяется в большом диапазоне толщин. Является наиболее популярным. При разделке обеих кромок угол составляет 60 градусов, а только одной — 50.
- Двухсторонний скос обеих кромок напоминает букву «X». Применяется для изделий, имеющих толщину 10-60 мм. Угол — 60 градусов.
- Скос в виде буквы «U» выполняется с одной стороны. Такую криволинейную форму используют для металлов с толщиной 20-60 мм. Для начинающих способ является сложным.
- Скос в виде буквы «К» применяют редко. В этом случае для одной из кромок делают двухсторонний скос, а для второй — односторонний.
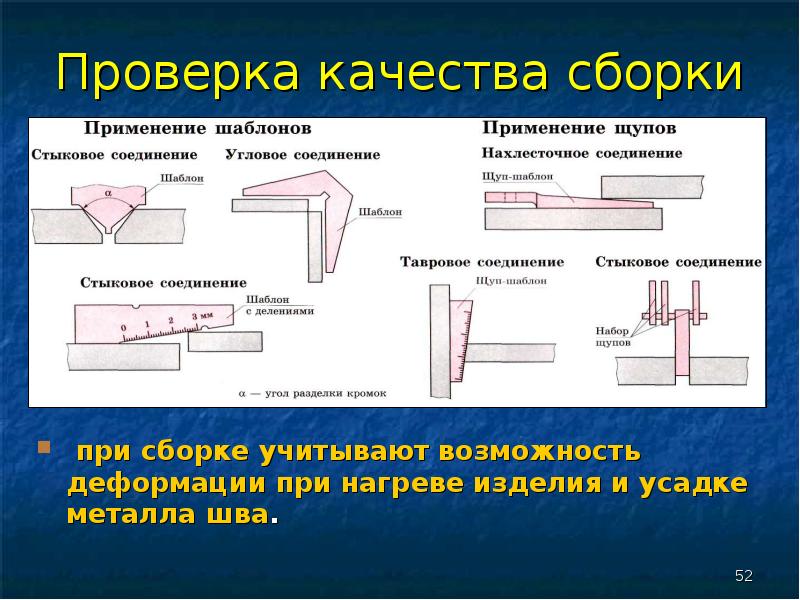
Обозначение на чертежах скоса «β», а угла раскрытия «α». Скос не должен иметь перепадов. Для контроля разделки могут применяться шаблоны.
Отдельный вариант — подготовка кромок под сварку труб. При этом процессе необходимо осуществлять контроль перпендикулярности торца трубы к ее оси. Требования изложены в нормативном документе РД 153-34.1-003-01. Общий угол раскрытия, образованный двумя круговыми кромками обеих труб — 60-70 градусов. Притупление делают на размере 2-2,5 мм.

Подготовка труб к сварке предполагает градацию согласно толщине стенок свариваемых труб. При небольшой величине применяются скосы, имеющие V-образную или X-образную форму. При более значительной толщине делают U-образный скос.
Подготовка труб под сварку предполагает также выбраковку. Сваривание недопустимо, если разница внутренних диаметров приготовленных для сваривания труб составляет более 3 мм. Если торцы имеют механические дефекты, то их подрезают.
Разделка трещин в металле
Заваривание трещин в металле без предварительной подготовки краев приводит к распространению дефекта даже при незначительных механических нагрузках. Обработку поверхностей разрушения (изломов) необходимо проводить по всей глубине и протяженности.
Подготовку треснувших деталей проводят в такой последовательности:
- Измерение границ повреждения. Определение концов трещины позволяет правильно выбрать точки сверления и предотвратить дальнейшее распространение дефекта. Если границы трещины сложно определить визуально, то можно нагреть поврежденную зону газовой горелкой до +100…+150°С.
- Нанесение разметки. Обнаруженные концы нужно обозначить с помощью кернера. Лунки, оставленные инструментом, являются ориентирами при установке сверла.
- Сверление. Концы дефекта обрабатывают сверлом диаметром 6-12 мм. Если толщина треснувших заготовок составляет более 100 мм, то диаметр инструмента увеличивается до 20-25 мм. Центр отверстия должен совпадать с концом дефекта или отступать от него на 3-5 мм. Для обеспечения полного провара трещины отверстия на концах обрабатывают зенкером на 35-50% толщины заготовки. Если сверление невозможно по технологическим причинам, то отверстия в детали можно выполнить газокислородным резаком.
- Разделка краев. Обработку кромок производят механическим или термическим методом. В зависимости от толщины заготовки выбирают V- или Х-образную форму края. Разделывать металл необходимо не менее чем на 3 мм глубже залегания трещины. Сквозные дефекты обрабатывают с обеих сторон, поскольку двухсторонний шов позволяет сэкономить расходные материалы и повысить прочность детали.
Правка и резка металлического полотна
Первый этап подготовки металла – это правка. Производить ее можно двумя способами:
- автоматический – с использованием листоправных вальцов. Способ подходит для правки угловой стали;
- ручной – с помощью винтового пресса либо кувалды. Вручную можно править швеллеры или двутавры.
После того, как завершен этап правки, можно приступать к разметке и наметке. Эти действия нужны для того, чтобы определить контуры среза и форму изготовляемой детали. Для нанесения разметки используют мел или металлические абразивы.
Процесс резки в зависимости от поставленных целей может быть выполнен как в автоматическом, так и в ручном режиме с применением различных средств:
- механическая резка, в основном, применяется для прямого реза и реже для придания изделию изогнутых форм. Производить ее можно с помощью гильотины или ножниц по металлу. Если нужно сделать изогнутые резы, то применяют роликовые ножницы с дисковыми ножами;
- к автоматическим методам можно отнести резку с помощью сварки или болгарки. Болгарку удобнее использовать для резки тонких листов, а сварка хорошо подойдет для особо прочных и толстых листов.
Рекомендуем! Как сварить пластиковые трубы в домашних условиях
Для чего проводится разделка металлических кромок
Разделка кромок – это изменение геометрии стыка деталей. На одном или обоих торцах выполняется по 1-2 фаски, что увеличивает ширину зазора и длину соединяемых поверхностей. Эта операция необходима лишь для деталей толщиной более 3 мм, поскольку с увеличением этого параметра изменяется конфигурация сварочной ванны и глубина провара.

Для сварки деталей толщиной более 3 мм необходимо выполнить разделку кромок.
Разделка металлических кромок позволяет достичь следующих результатов:
- дает сварщику доступ к центральной (корневой) части шва;
- увеличивает объем сварочной ванны, уменьшает перепад температур по толщине детали в процессе работы;
- обеспечивает однородность диффузионного слоя и меньшие внутренние напряжения в кристаллизованном металле после застывания;
- снижает риск образования участков непровара, раковин, пустот и других дефектов соединения.
Нарушение технологии разделки, неправильное положение электрода относительно кромок или ошибки в выборе типа скоса приводят к неравномерной форме сварного шва, прожогам, непроварам и другим дефектам.




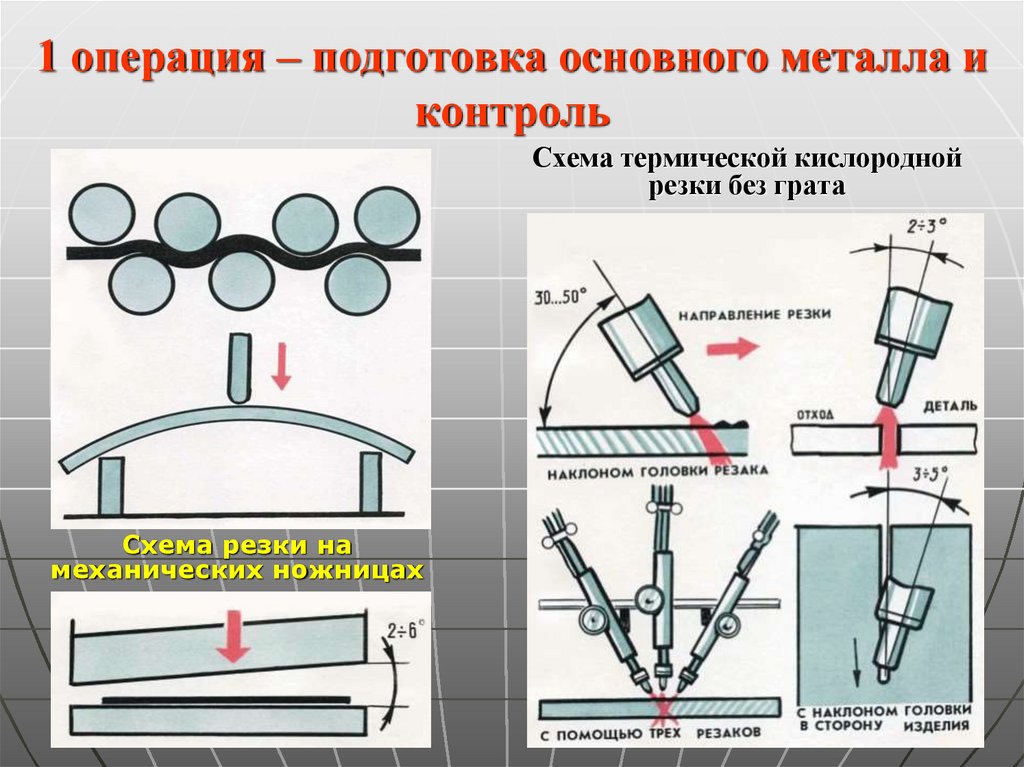
Методы резки
Разделка кромки заключается в том, что с торца детали снимают часть металлы под углом. Угол определяют между плоскостью торца и образовавшегося скоса.
Разделку можно провести механическим способом и термическим. Впоследствии, в зависимости от качества образованной поверхности, проводится механизированная или ручная доработка.
Механизированная доработка осуществляется на расточном оборудовании для тел вращения. Для прямолинейных поверхностей используются фрезерные станки или пневматические шлифовальные машины.
Если специального оборудования нет, то поверхность под сварку можно доработать вручную с помощью зубила и напильника.
Термические методы разделки кромок – это газовая (при помощи кислорода), плазменная и лазерная резка. При терморезке можно получить К-, V-, и Х-образные скосы кромок. К механическим методам относятся фрезеровка, строгание, резка абразивом и долбежными устройствами.
Гибка
Существуют ограничения, связанные с хрупкостью металлов. Радиус сгиба должен превышать толщину профиля иди детали в 25 раз, иначе возможны растрескивания, надломы. С толстостенными заготовками холодным методом не справиться, применяются методы горячей деформации в условиях производства или кузни. Обработка кромок перед горячим деформированием не делается, детали доводят после гибки.
Добиться точного угла сгиба вручную сложно. Это – механизированный этап подготовки металла. Листовой прокат пропускают через гибочные вальцы, гибочные автоматы. Холодная гибка применяется после предварительной подготовки изделий под сварку: снятия кромок, разметки, рассверливания отверстий, если они есть в чертежах или нужны для сборки конструкции.
Толстые полосы последовательно пропускают через 3-валковые или 4-валковые станки. Для придания формы профилю применяют правильно-гибочные прессы.
Радиус сгиба должен превышать толщину профиля иди детали в 25 раз
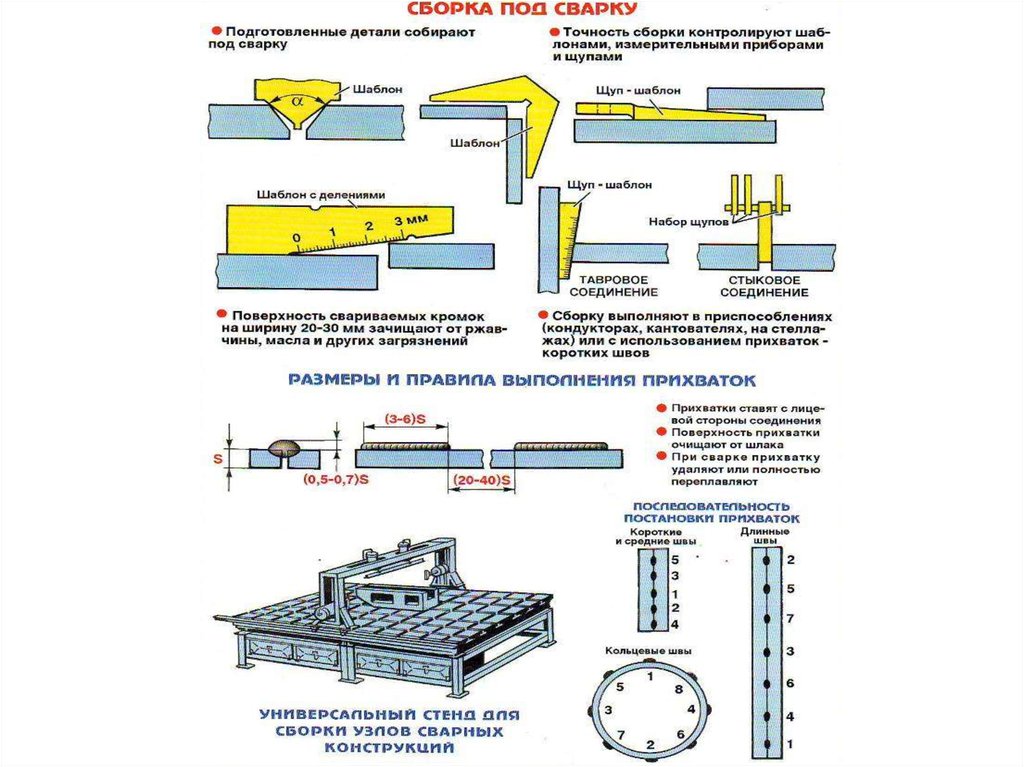
Сборка
Непосредственно перед проведением сварки, нужно произвести сборку конструкции. Она означает установку и фиксацию всех деталей в положения, предусмотренные проектом. От того, насколько правильно произведена сборка, будет зависеть качество швов и надежность конструкции в целом. Для этого стоит соблюдать несколько правил:
- Между деталями должен быть предусмотрен требуемый зазор, строго по проекту;
- Части закрепляются так, чтобы их целостность не была нарушена в процессе соединения и кантовки;
- Не должно быть никаких ограничений к месту сварки.
Есть смысл сделать так называемые «прихватки». Это небольшие отрезки швов, они помогут сохранить целостность установленных по проекту частей металла и уберечь сборку от возможных повреждений даже при транспортировке. Обычно прихватки сваривают с учетом таких характеристик:
- их сечение не должно превышать половину сечения будущего шва;
- максимальное значение сечения 30 квадратных миллиметров;
- расстояние от одной до другой 400-800 мм.
Сварка и наплавка
Восстановление деталей сваркой и наплавкой — это довольно популярный и часто применяемый способ. С его помощью исправляются картеры приборов, завариваются трещины, делаются накладки и т. д. Принцип починки состоит в том, чтобы наплавить изношенные поверхности для работы под ремонтные или нормальные размеры. Касаемо ремонта авто, всегда применяют два вида наплавки, полуавтоматический и соответственно автомат.
Когда используется автоматическая пайка, поджог дуги её перемещение и подача электродного материала происходит механизировано. В случае с полуавтоматической наплавкой всё происходит вручную. В основном её применяют для коротких наплавов и сварочных швов.
Преимущества этих методов выражены в лучшем качестве результата и высокой производительности. Этот результат достигается путём того, что расплавленный после сварки флюс защищает наплавляемый металл от воздействия на него окружающей среды. Это целесообразно использовать для ремонта обода колёс большегрузов, шлицевых и распределительных валов.

Сварка и восстановление мелких деталей предполагает использование автоматической вибродуговой наплавки. Таким образом, удаётся наплавить слой толщиной до 1,5 миллиметра. Наплавная головка закрепляется на суппорте станка, а сама металлическая деталь по центру. Электродная проволока подаётся из кассеты роликами, используя вибрирующий мундштук к крутящейся детали. Вибрируя, он соприкасается с деталью и оплавляется под воздействием электрических импульсов.
Сварка деталей наплавкой предусматривает три этапа:
- Подготовительные работы;
- Процесс сварки;
- Обработка и работа над улучшением характеристик детали.
При подготовке происходит разделка кромок соединяемых деталей и очищается их поверхность. Всё происходит механическим образом или используя кислородную резку.
Сварка оцинкованных деталей предполагает переход цинка от воздействия температуры в газообразное состояние. Эти пары могут наносить удушье и вызвать отравление. Работы с данными деталями требуют высококвалифицированного подхода и специально оборудованного помещения.
https://youtube.com/watch?v=po6Q8Vds3dg
Сварка закладных (из округлой стали) деталей требует тщательной подготовки. Перед работой они обрабатываются токарным способом при наличии на них трещин, щепок и т. д. Толщина слоя, который будет подвергаться снятию, равен 1-2 миллиметрам. Подготавливая резьбовые поверхности, их нужно освободить от самой резьбы, которая пришла в непригодность, так как это будет препятствовать достаточной сцепке металлической поверхности. Затем нужно удалить следы масла, в этом случае всегда помогает газовая горелка.
Подготовка алюминиевых деталей означает процесс наплавления в несколько подходов. Здесь будут использоваться электроды алюминиевого состава или же проволока, состоящая из соответствующего сплава. Сварка осуществляется местным или общим прогревом детали с температурой до 300 градусов.
Способы фиксации деталей (сборочные приспособления)
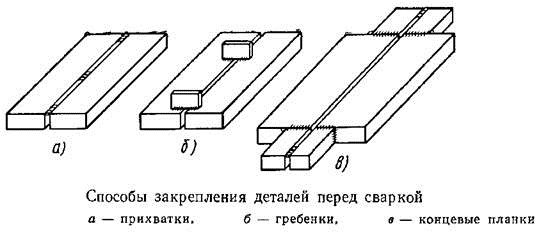
Фиксация металла также считается его подготовкой к сварке. По традиции положение деталей перед электросваркой обеспечивается посредством швов небольшого размера, называемых прихватками.
Причём их сечение не должно превышать половины размера самого шва. Длина прихватов выбирается не более 2-х, а шаг установки – 30-80 сантиметров.
Такие швы выполняются покрытыми электродами с применением защитных газов или же под флюсом. При работе с узлами жёстких конструкций вместо прихватов делается сплошной («беглый») шов небольшого размера, обеспечивающий требуемое расположение деталей при их монтаже.
Как прихватки, так и «беглое» соединение металла выполняется со стороны, обратной месту формирования будущего соединения или первого его слоя. При этом беглый шов одновременно обеспечивает удержание расплавленного металла в границах сварочной ванны.

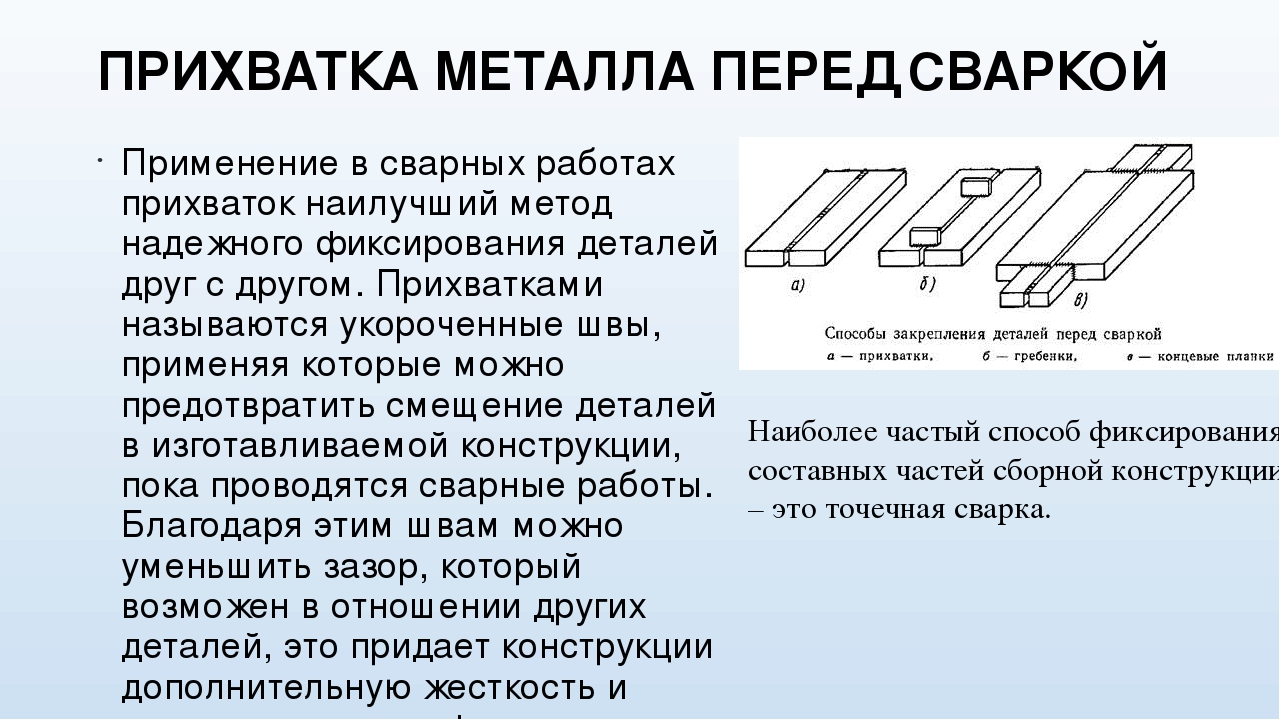

Для дополнительного крепления заготовок из металла рекомендуется применять специальные планочные гребёнки, удаляемые по мере оформления соединения.
К недостаткам использования таких сборочно-сварочных приспособлений следует отнести непроизводительный расход металла и сложности, связанные с зачисткой получившихся соединений.
Помимо уже рассмотренных приёмов в процессе подготовки к сварке детали могут крепиться посредством специальных струбцин, уголков, клиньев или подобных им механических приспособлений.
Правка металла и нарезка деталей
Править металл можно с применением специальных валов, предназначенных для этого, либо вручную. Для ручной правки необходима кувалда или пресс. Она выполняется на правильных плитах из чугуна или стали. На прессах же выравниваются швеллеры, двутавры и угловая сталь.
![]()
Последовательность ручной правки металлического листа.
В результате проведения разметки и последующей нарезки определяется будущая конфигурация готовой детали. Разметка или наметка требуют предварительного грунтования поверхности металлического листа. Их отличие состоит в том, что разметка имеет отношение к индивидуальному производству, а наметка – к промышленному. Для подготовки к массовой нарезке листов используется шаблон из фанеры или металла. Применение шаблона при разметке называется наметкой.
Механически операция производится в случае необходимости получения прямолинейных резов. В основном такая резка осуществляется ножницами, если нужен прямолинейный рез, а листы по толщине не превышают 20 мм. Для промышленных масштабов производства устанавливаются гильотинные ножницы, имеющие длину ножей 1-3 м или пресс-ножницы с ножами до 70 см. По изогнутым линиям лист толщиной меньше 6 мм можно разрезать роликовыми ножницами, для них же применяется газокислородная или плазменно-дуговая резка, которая используется и с легированной сталью, и с цветными металлами. В отношении них может использоваться газофлюсовая резка. Холодная резка стержней любого сечения производится круглыми зубчатыми или фрикционными пилами.
Разметка заготовок
Понятно, что нередко металлические профили по длине не совпадают с размерами необходимых в конструкции деталей. Поэтому их необходимо подрезать под нужные размеры. Очень часто даже срезаются части заготовок не в продольной плоскости, а в поперечной. Перед резкой на профили наносятся те самые нужные размеры.
Существует несколько способов нанесения, которые отличаются друг от друга использованием разных устройств.
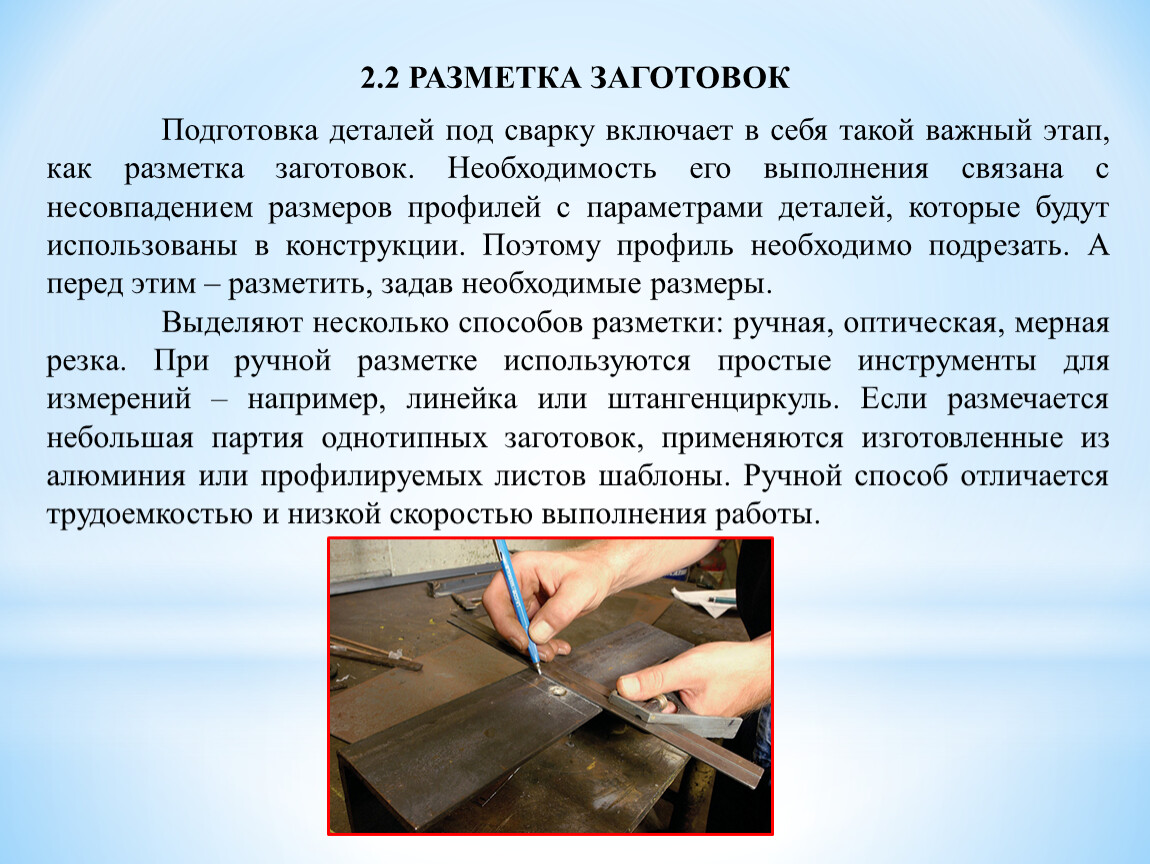
- Ручной способ. Обычно для этого используют простые измерительные инструменты типа рулетка, линейка, штангенциркуль и так далее. Если производится сварка нескольких однотипных деталей (мелкосерийная партия), то разметка проводится по заранее изготовленным шаблонам. Не самый лучший вариант, потому что трудоемок, с малой скоростью проведения. Кстати, чаще всего шаблоны изготавливаются из алюминиевых листов или профиля.
- Оптический. Для этого используются разметно-маркировочные машины, которые программируются по заранее установленным размерам для определенной конструкции. В состав аппарата входит пневматический керн, который и наносит разметку. Необходимо отметить, что скорость нанесения таких машин – 10 м/мин.
- Существуют специальные машины, которые, в принципе, разметку на металлические профили не наносят. В них заложена программа, которая определяет конфигурацию и размеры отрезаемых частей заготовок. В аппарат вводят металлический профиль, и он сразу режет его под необходимую форму. Данная технология называется мерная резка.