
Влияние содержания углерода и легирующих добавок в сплаве
Технология резки стали газом подходит не для каждого типа сплава. Для успешной резки металла кислородной горелкой необходимо выполнение нескольких условий:
- Температура сгорания металла должна быть ниже, чем температура его плавления. Это возможно только при низком содержании углерода в стали (до 0,4%).
- Температура сгорания легирующих добавок в стали также должна быть ниже температуры их плавления. Иначе во время резки металла образуются тугоплавкие окислы, которые будут мешать беспрепятственному доступу кислорода к месту разреза. К примеру, сталь с высоким содержанием хрома обладает данным недостатком.
- Теплопроводность стали должна быть низкой, иначе не удастся достичь нужных температур нагрева на линии среза – тепло будет «расходиться» по листу или изделию.
- Во время процесса должно выделяться достаточное количество тепла, которое поддерживает непрерывность резки, а значит – быстроту работы и ровность краев разреза.
- Шлаки (оксиды), которые образуются во время разрезания, должны быть жидкими и легко выдуваться из среза. Если сталь содержит высокое количество примесей хрома или кремния, то края среза зашлаковываются тугоплавкими окислами, что осложняет процесс.
Также газовую резку металла затрудняют вольфрам (свыше 0,10%), молибден (свыше 0,25%) и марганец (свыше 4%). Газовый способ практически не применяется для сталей с содержанием алюминия свыше 10% и вольфрама свыше 0,2%.
Включение в сплав ванадия, напротив, улучшает процесс резки.
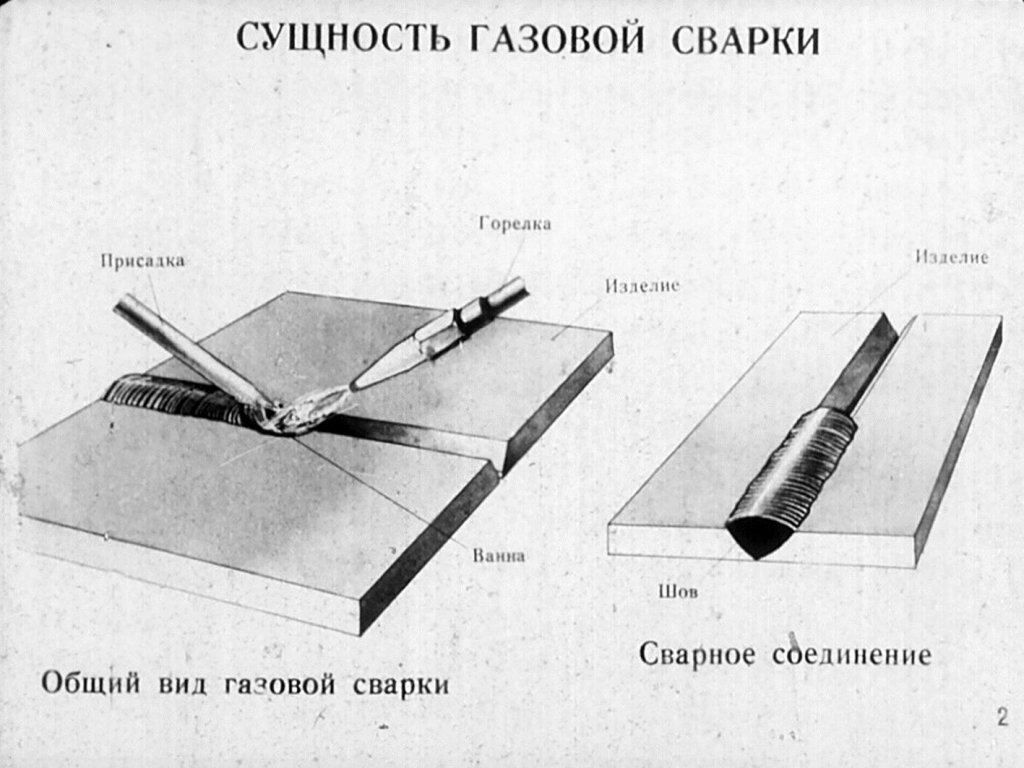
Сущность процесса газовой сварки
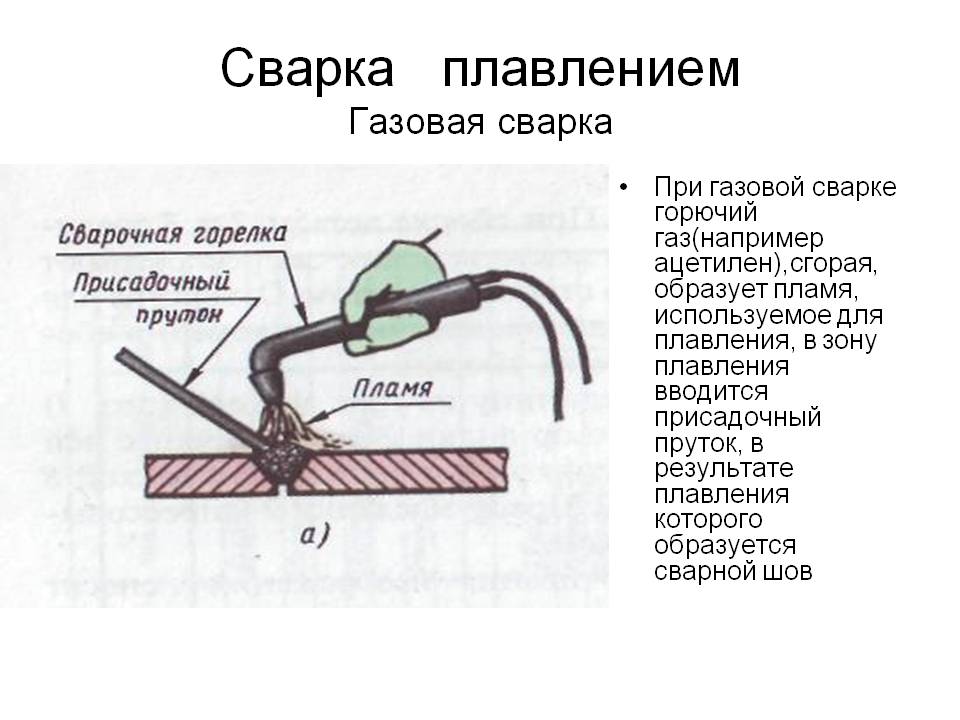
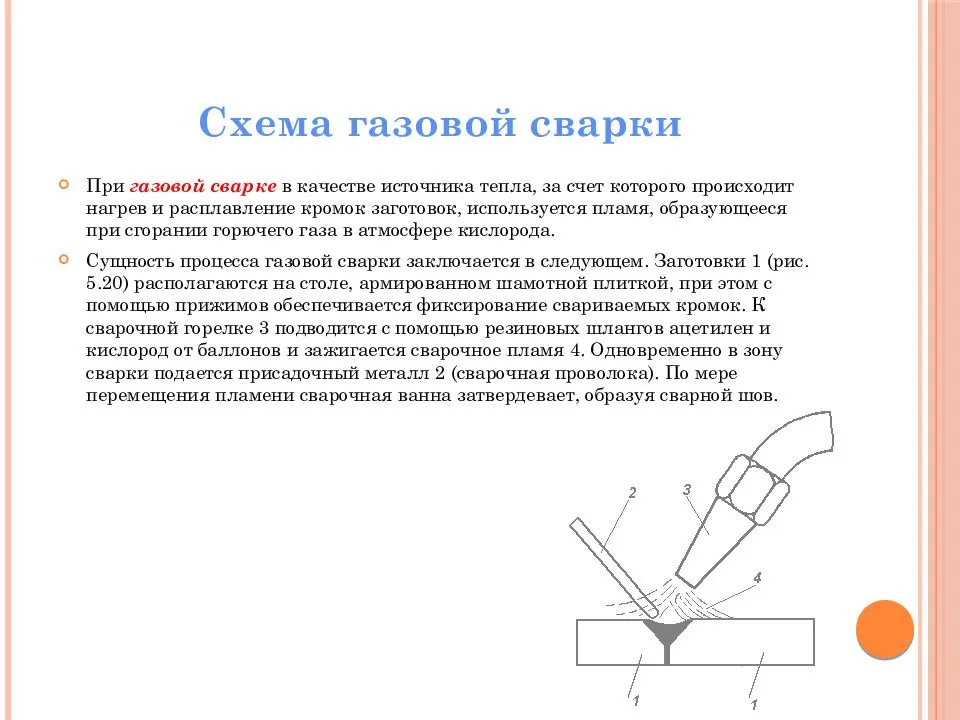
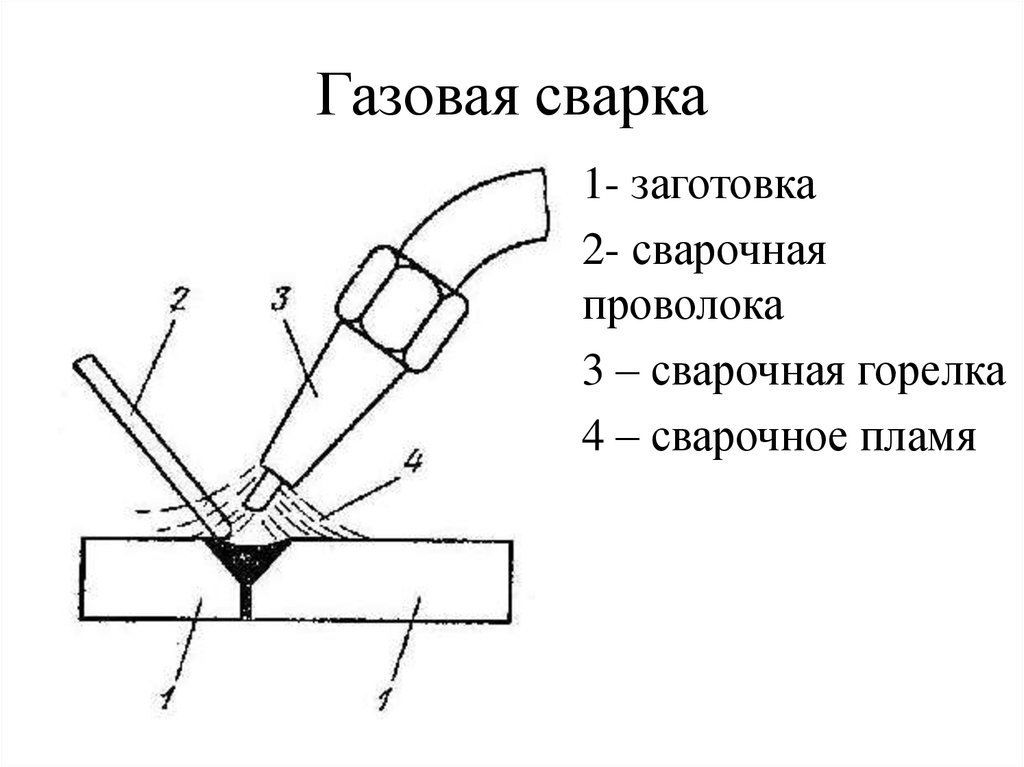
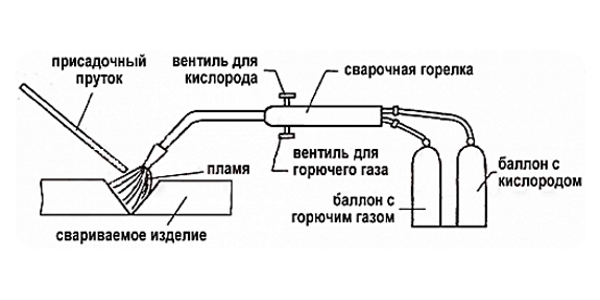
Газопламенная сварка, или просто газовая, предполагает соединение двух деталей или листов металла с помощью создания расплавленных кромок с последующей диффузией основного металла с добавочным (припоем). Для этого в области шва создается высокотемпературная область благодаря горению определенного газа с заданной скоростью. Газовая сварка и резка металла производится за счет экзотермической реакции процесса горения подаваемой газовой смеси с жидким (расплавленным) металлом.

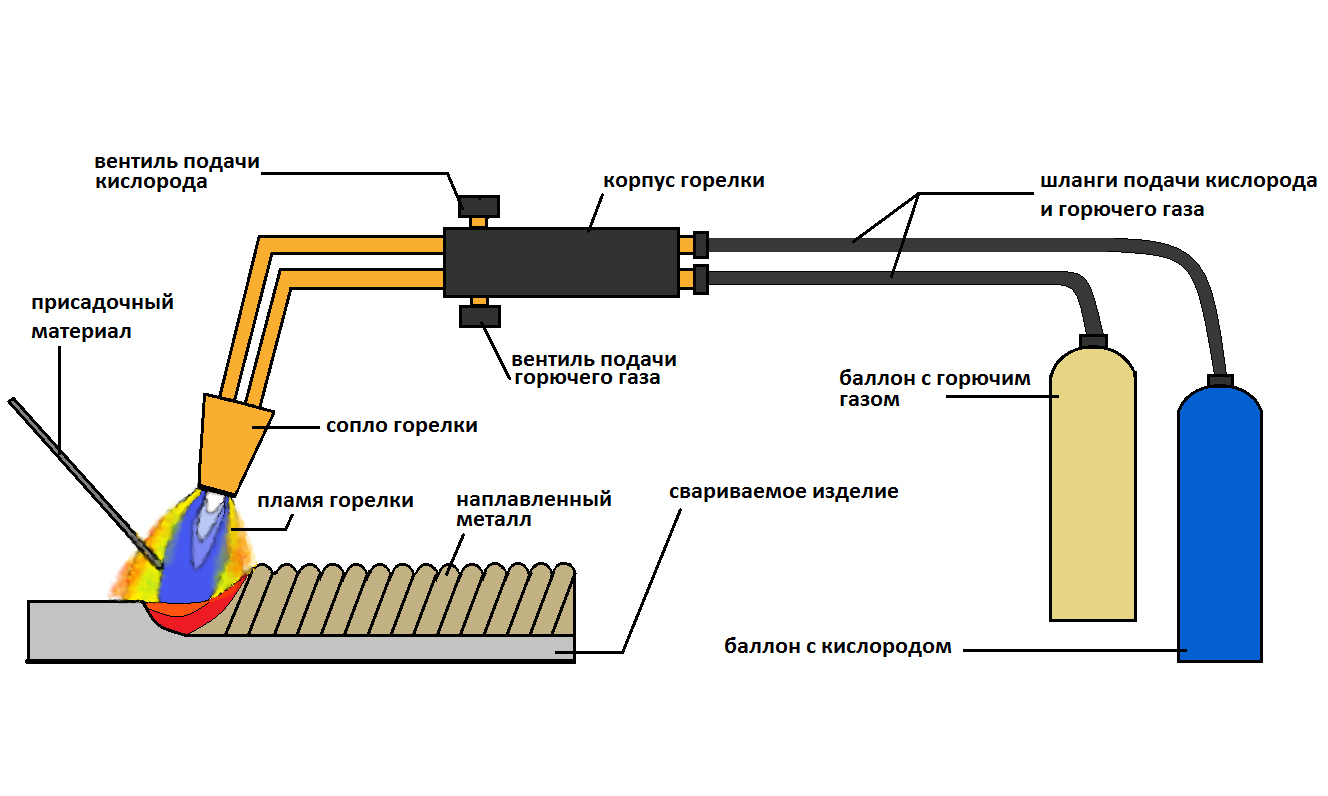
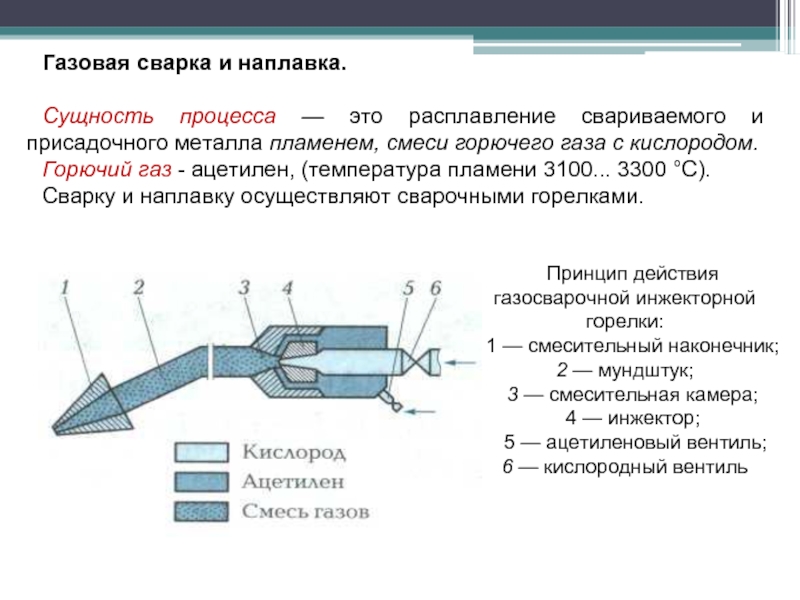
Для создания необходимой температуры горения используют смесь кислорода и одного из горючих газов. Одновременно подаются в газовый смеситель от отдельных источников. После смесителя их искусственно поджигают. Технология газовой сварки предполагает регулировку объема каждого компонента. Это создает наилучшие условия проведения сварки и резания металла. Такой принцип применяется во всех газопламенных агрегатах.
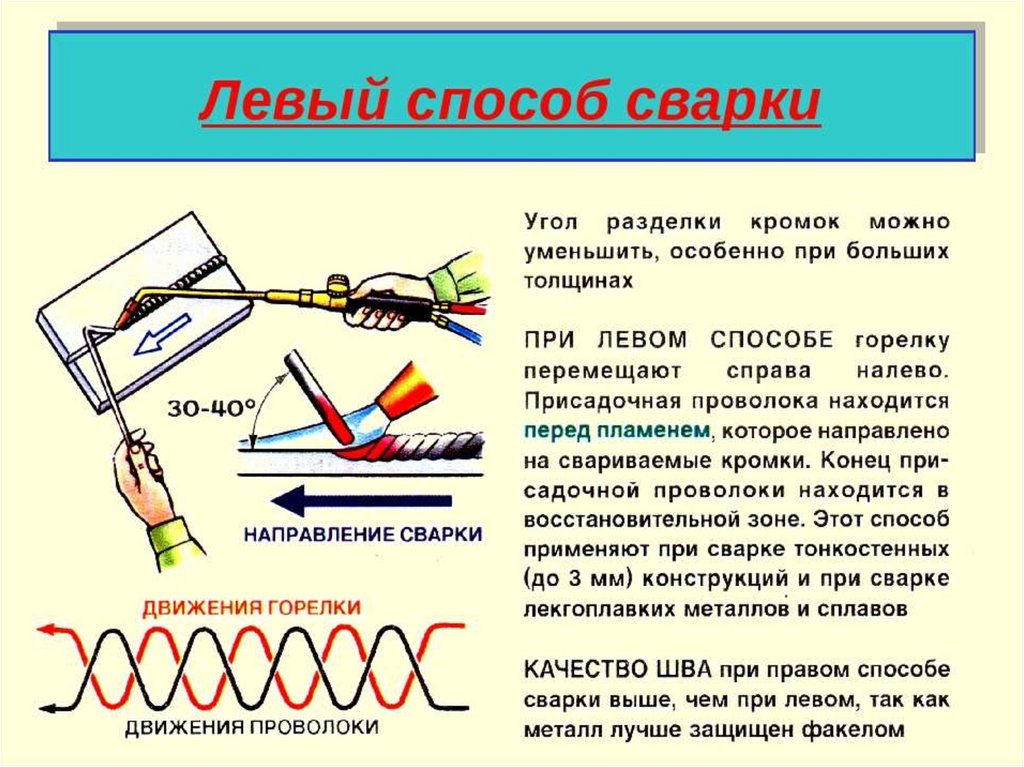
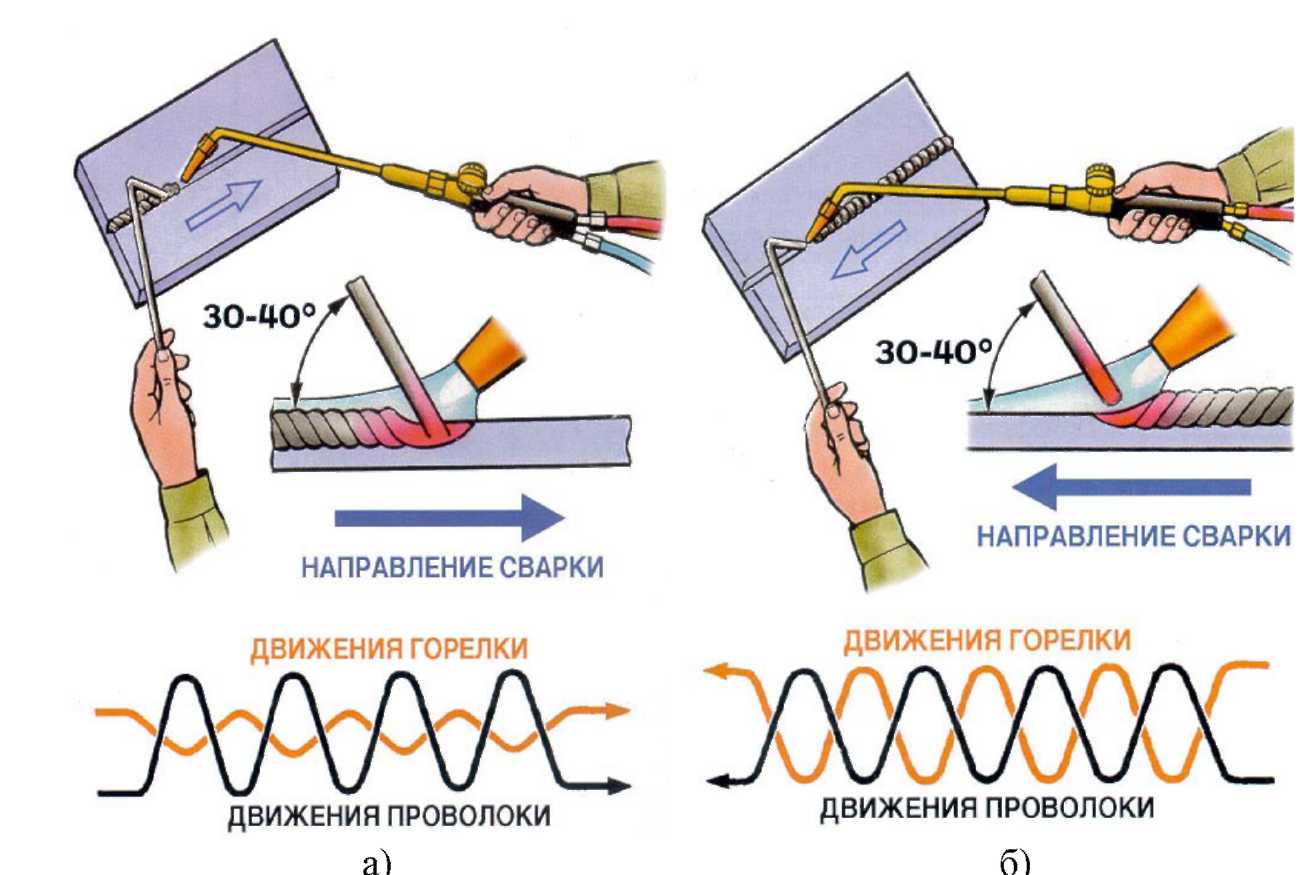
В практической деятельности применяют два способа: левый и правый. Первый предполагает движение горелки от правого края детали к левому. Сформированную струю направляют на присадочную проволоку, которая двигается перед пламенем. В этом случае обзор шва и кромки металла удобнее. Качество шва и его внешний вид получается лучше. Данным способом сваривают тонкие листы, небольшие детали, изделия из легко плавящихся материалов.
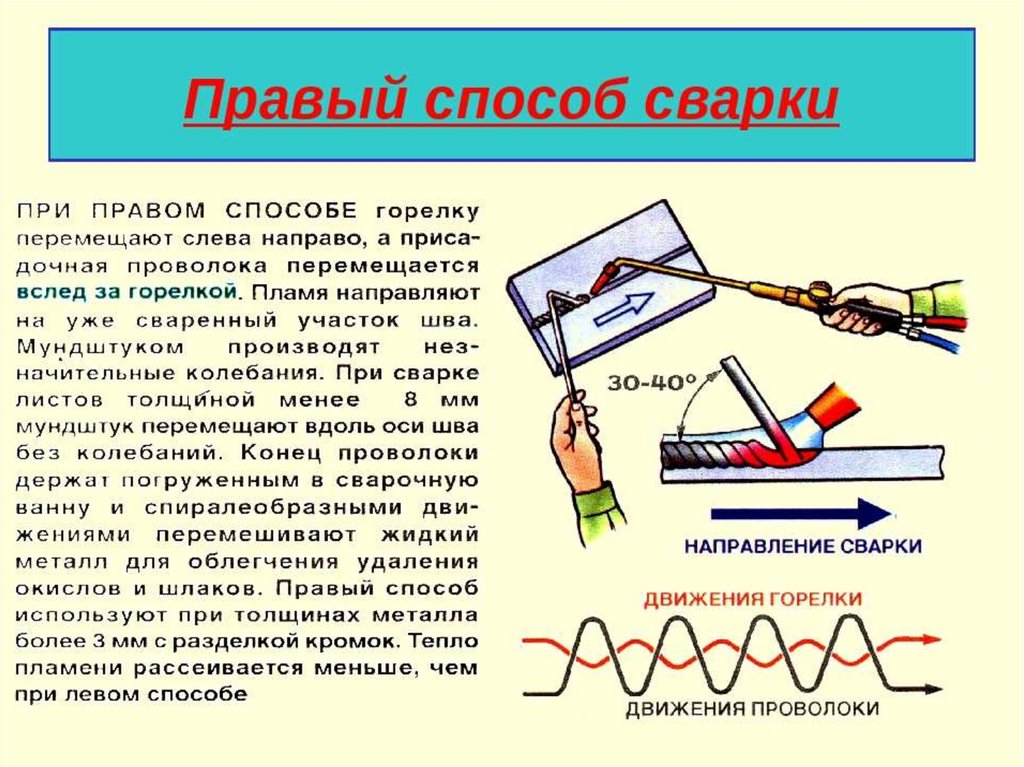
По второму способу сварка проводится в обратном направлении – от левого края к правому. Присадочную проволоку медленно перемещают за пламенем горелки, которое направляют на определенный участок. Обеспечивается лучшая глубина воздействия на края металла, улучшается схватывание за счет медленного остывания и постепенной кристаллизации расплавленного края. Данный метод позволяет получить меньшее рассеивание теплоты, что обеспечивает получение наклонных кромок в 70°. Такой угол способствует снижению объема наплавленного металла, повышению производительности, снижению расхода газовой смеси, припоя и флюса. Благодаря таким возможностям его применяют для сварки металла толще пяти миллиметров.
В обоих способах, кроме продольного движения струи пламени, делают небольшие поперечные движения. Они позволяют лучше прогревать поверхность металла, близкую к краю, и обеспечить надежное сваривание.
Виды сварочного пламени
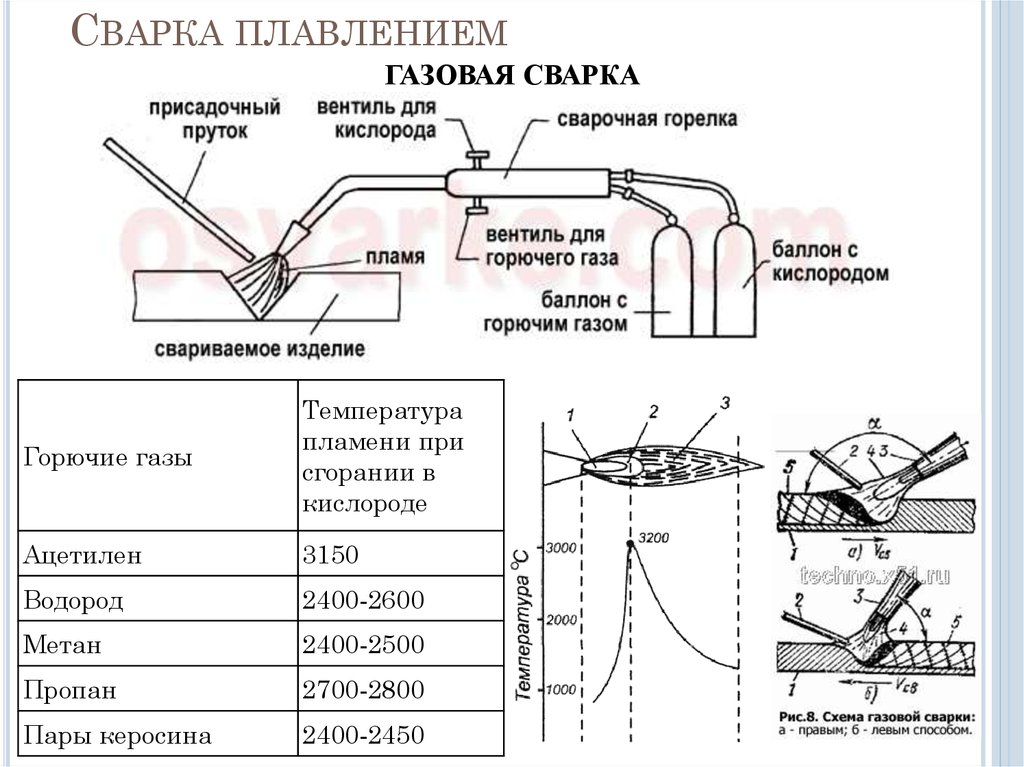
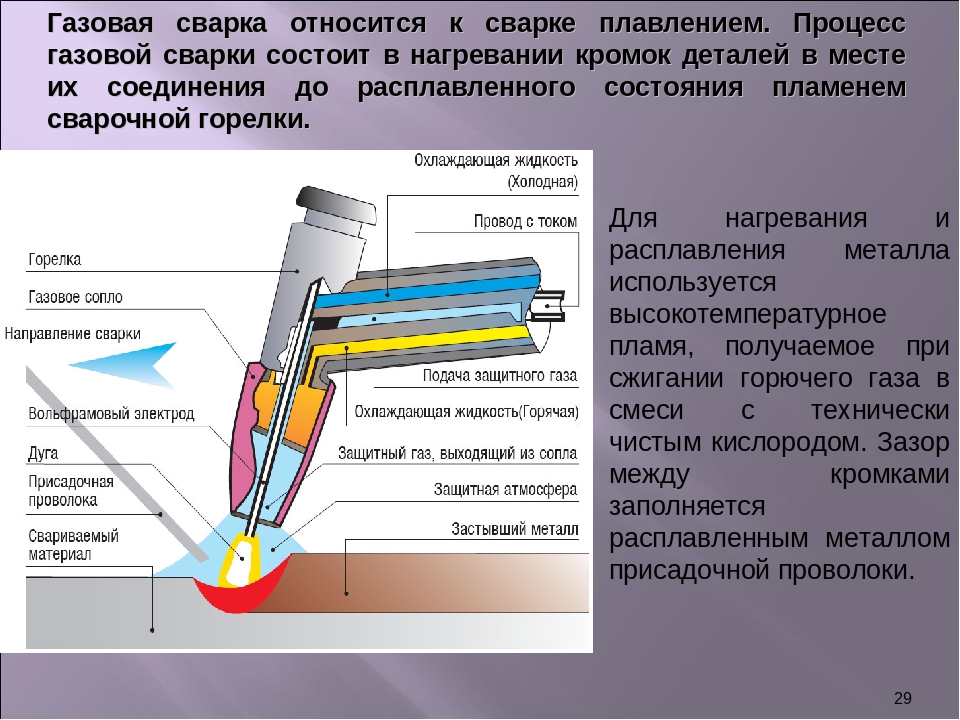
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано ниже на рисунке. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «наглаз» по форме и цвету
Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода,подаваемых в зону горения
В качестве примера рассмотрим строение ацетилен-кислородное пламя.
Составляющие ацетилен-кислородного пламени: 1-ядро; 2-восстановительная зона; 3-факел пламени
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным,науглероженным и окислительным.
Нормальный (восстановительный) вид сварочного пламени
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С2Н2+ О2 = 2СО+ Н2.
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр ядра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью выхода газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны.
Восстановительная зона газового пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероживающий вид сварочного пламени
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглероживая его. Обычно науглероженное пламя применяют для сварки алюминия и наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром.Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительный вид сварочного пламени
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен :кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне.
Материалы, подходящие для газовой сварки
Фото устройства горелок для газовой сварки
Газовая сварка незаменима в промышленности, строительстве, сельском хозяйстве. Она позволяет скреплять большое количество металлов.
Сварка чугуна необходима для устранения дефектов, трещин, распавшихся частей изделия. Газовая горелка при этом должна быть с небольшим пламенем, чтобы избежать зернистости сварочного шва.
Пайка бронзы предполагает использование восстановительного пламени. В работе используют проволоку, идентичную свариваемому материалу.
Обработка меди не предусматривает наличия зазора между краями. Это обусловлено текучестью материала, что может затруднять газосварочный процесс.




Углеродистые стали можно соединять разными методами сварки. Швы становятся крупнозернистыми благодаря использованию стальной проволоки с низким уровнем углерода.
Достоинства и недостатки
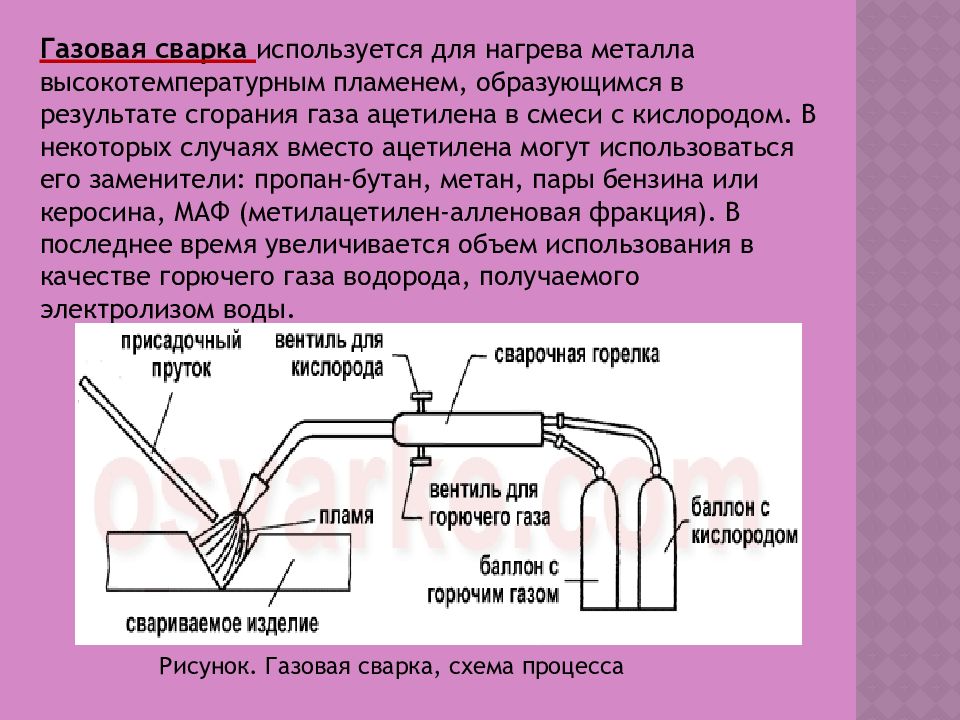
Что такое газовая сварка мы разобрались, это метод сваривания с использованием газа для нагревания металлической поверхности. В результате основа размягчается, образует сварочную ванну. Процесс горения газовой смеси обеспечивает благодаря введению в нее чистого кислорода.
Технология газовой сварки имеет целый ряд преимуществ:
- Данный метод сваривания не требует применения специального оборудования, а именно сварочного инвертора или полуавтоматического аппарата.
- Все расходные материалы можно приобрести в любом магазине со сварочными приспособлениями, они имеют не высокую стоимость.
- Сварка газом может проводиться даже без применения мощного источника энергии.
- Технологический процесс выполняется достаточно просто, его смогут выполнить даже сварщики, не имеющие большого опыта.
- Наблюдается возможность контролирования режимов сварочного процесса.
- Не всегда обязательно использование средств индивидуальной защиты.
- Во время применения качественной придаточной проволоки и правильно подобранного пламени можно получить качественные и прочные сварные швы. По этой причине часто используется при соединении комплектующих трубопроводов.
- Рабочее изделие достаточно медленно прогревается, именно это позволяет избежать деформирования или пропала, как при использовании полуавтоматической сварки и электродов.
Помимо положительных качеств газовая сварочная технология имеет отрицательные особенности:
- во время процесса металл прогревается длительное время, это негативно отражается на производительности;
- область тепла, которая образуется при помощи газовой горелки, имеет большие размеры;
- достаточно тяжело удерживать тепло, которое создается газовой горелкой. По сравнению с электродуговой технологией оно получается более рассеянным;
- сварка с применением газовых смесей считается дорогим методом соединения металлов;
- во время соединения толстых металлических деталей значительно снижается скорость выплавления швов. Это связано с низкой концентрации тепла, которое исходит от газовой горелки;
- технология сваривания с применением газа плохо поддается автоматизации. Механизировать можно процесс сварки тонкостенных труб, резервуаров, которые выполняется с использованием многопламенной горелки;
ни в коем случае не стоит проводить сваривание внахлест, это может привести к деформированию швов.
Требования по охране труда в процессе сварочных работ
- Не допускается размещение горючих веществ вблизи рабочего места сварщика. Материалы, подверженные сгоранию, должны быть в пределах пяти метров от рабочего места, взрывоопасные, горючие вещества – не ближе, чем десять метров.
- Сварщик не может ремонтировать, включать и выключать оборудование. Это поручено электромонтерам. Сварщик лишь следит за исправностью аппарата.
- Газовые баллоны не должны находиться ближе, чем в пяти метрах от источников тепла.
- Сварщик проводит работы на улице при дожде или снегопаде только под специальными несгораемыми навесами.
- Сварка конструкций закрытых резервуаров должна проводиться тремя сварщиками. Один находится непосредственно внутри резервуара, два должны быть снаружи для страховки. Сварщик внутри должен быть одет в специальный пояс с веревкой, который сверху должны держать остальные сварщики. В данных конструкциях не должно быть вредных газов и иных веществ, неблагоприятно воздействующих на сварщиков.
- В качестве искусственного освещения в местах сварки используются лампы мощностью 12Вт.
- Очищать сварочные швы от шлака нужно только специальной металлической щеткой в защитных очках.
- Сваривать элементы, находящиеся на высоте, нужно только при наличии лесов.
- Если сварка проводится в опасных, закрытых помещениях, помещениях на глубине, то нужно применять аппараты, которые автоматически отключаются при отсоединении электрода со свариваемой деталью.
- Вентиль редуктора открывается плавно, без рывков. Стоять нужно на стороне, противоположной направлению газа. Посторонних людей перед струей быть не должно.
- Если возник долгий перерыв в трудовой деятельности, то вентиль на кислородном баллоне нужно закрыть.
- Если резак перегрелся, нужно прекратить работу, остудить резак в резервуаре с холодной водой.
Техника безопасности в процессе газосварочных работ
Отдельные требования касаются одежды сварщика. Выполнять газовую сварку можно только в спецодежде, которая была сшита из спецматериалов, имеющих огнестойкую пропитку. Перед началом работ одежда проверяется на отсутствие прожженных и рваных мест.
Роба и рукавицы предохраняют не только от расплавленного металла, но также от излучения (теплового или ультрафиолетового). Сварочная маска может защитить глаза рабочего от УФ-излучения, ИК-света, брызг металла.
Сварщики должны пользоваться светофильтрами в процессе выполнения работ. Если производится резка и сварка, а также другие процессы газопламенной обработки, то сварщикам предстоит работа в защитных очках со стеклами Г1, 2, 3 (уровень отличается степенью затемнения, где 3 является наиболее темным), а вспомогательный персонал – стеклами В-1, 2, 3.
На сварочном посту недопустимо курить. Осмотр рабочего места стоит производить не только перед началом работ, но и в процессе сваривания. Нужно отслеживать, чтобы рядом с местом сварочных работ не выполнялись иные работы: например, по обезжириванию и окрашиванию.
Перед тем как зажигать горелку, нужно приоткрыть вентиль кислорода, а затем – ацетилена. После продувки шлангов зажигается горючая смесь. Недопустима работа горелкой с загрязненными каналами, так как это может привести к хлопкам и обратным ударам.
Огонь распространяется по шлангам достаточно медленно, поэтому при незамедлительных действиях можно избежать взрыва. Но для того чтобы не допускать обратных ударов при сварке, нужно следить, чтобы не возникали такие ситуации, как:
- Резкое снижение давления кислорода, когда он заканчивается в баллоне, либо замерзание редуктора или засорение инжектора.
- Приближение работающего мундштука к предмету, который уменьшает скорость течения газа.
- Перегрев мундштука и труб резака.
- Засорение мундштука (уменьшение проходного сечения и падение скорости истечения).
При эксплуатации генератора не допускается загрузка карбида в мокрую тару, превышение давления на большую величину, чем это указано в паспорте, или использование неисправных загрузочных устройств.
Недопустимо проведение сварки емкостей и трубопроводов, которые находятся под давлением. Сварка емкостей и трубопроводов осуществляется только после их полной очистки, промывки и пропарки.
Вентили на горелке при технических перерывах должны быть плотно закрыты, а при длительном перерыве перекрываются и баллоны.
Применяемое оборудование
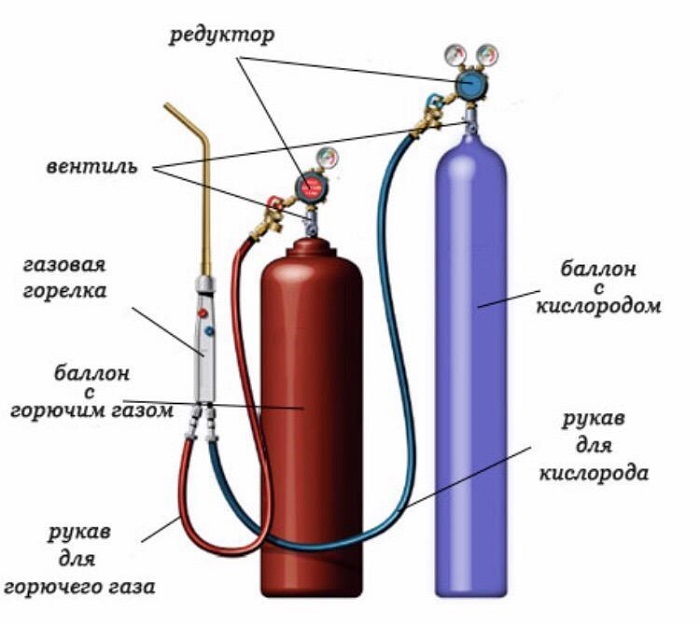
В комплект оборудования для сварки газом входят:
- Водяной затвор для предотвращения повреждения элементов оборудования обратным пламенем. Устанавливается между горелкой и источником ацетилена. По мере испарения воду доливают.
- Баллоны с кислородом и горючим газом или генератор ацетилена. По правилам техники безопасности газ не должен контактировать с краской. Поэтому верхнюю часть баллонов не окрашивают. Чтобы при контакте ацетилена с медью не произошел взрыв, на баллонах с этим газом должны устанавливаться вентили из другого металла.
- Газовая горелка, обычная или инжекторная.
- Редукторы для снижения давления газа и кислорода на выходе из баллонов.
- Шланги для соединения газовой горелки с баллонами. На шлангах для горючих газов нанесена желтая полоса.
 Оборудование для газовой сварки
Оборудование для газовой сварки
Если газосварочные работы проводятся в разных местах, оборудование устанавливают на тележку с соответствующими креплениями. На предприятиях устраивают стационарные газовые посты с вентиляцией и шкафами для хранения баллонов.
Особенности технологии газовой сварки
Прежде чем приступить к соединению или завариванию деталей, стоит очень тщательно подготовить детали. Для этого со срезов удаляются все загрязнения, окалины и шлаки, которые могут негативно сказаться на качестве соединения. Далее подбирается угол установки горелки и ее мощность, это зависит от типа металла и результата, который необходимо получить.
Сварка металлов может выполняться такими способами:
- Левая – перемещение горелки осуществляется справа налево, при этом присадочная проволока ведется впереди пламени; используется для сваривания металлов небольшой толщины, которые хорошо плавятся;
- Правая – горелка перемещается слева направо, проволока ведется за пламенем; используется для работы с металлами, имеющими хорошую теплопроводность и толщину от 3 мм;
- Сквозным валиком – листы устанавливаются параллельно зазору, при помощи горелки кромки расплавляются до того момента, пока не образуется отверстие круглой формы, которое впоследствии оплавления со всех сторон полностью сваривается;
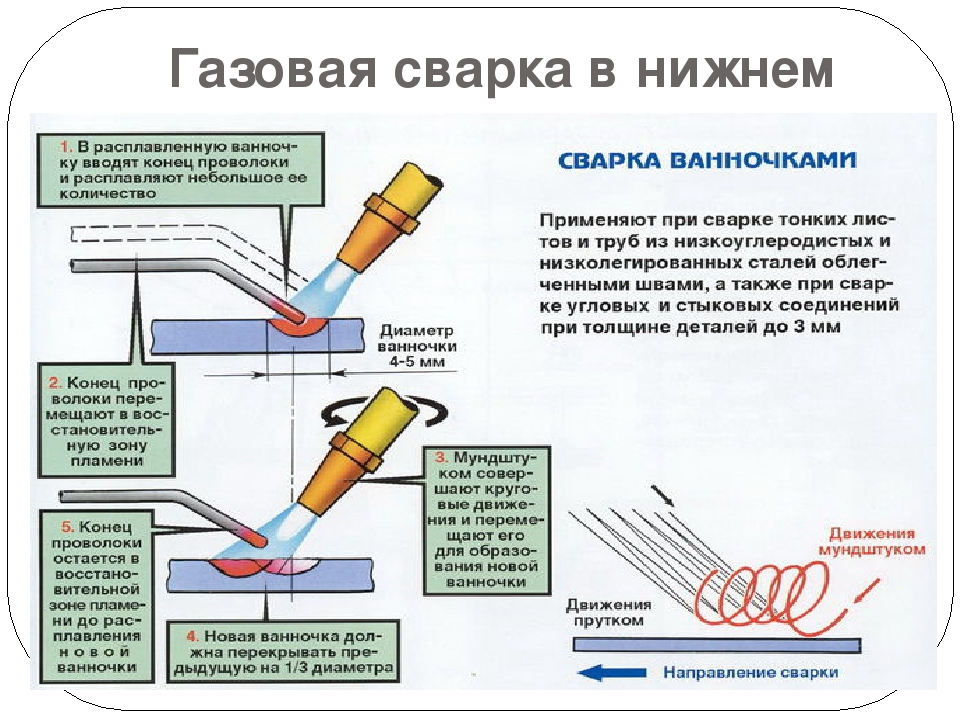
- Ванночками – определенный участок шва расплавляется, пока не образуется ванночка, в которую вводят один край присадочной проволоки, она немного расплавляется, после чего край переносится на другой участок шва; используется для сваривания углов и стыков в металлах, максимальная толщина которых достигает 3 мм.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПРИ АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При обнаружении утечки газа работу немедленно прекратить, устранить утечку, проветрить помещение.
4.2. Прочищать мундштук наконечника латунной иглой, а не стальной проволокой.
4.3. При обратном ударе пламени немедленно закрыть ацетиленовый и кислородный вентили на горелке (резаке), вентиль водяного затвора и вентиль на баллоне. После этого охладить горелку (в холодной воде без следов масла).
4.4. Прежде чем вновь зажечь горелку, проверить уровень воды в водяном затворе и состояние разрывной мембраны в затворе, а также проверить шланги и продуть их газами.
4.5. Прекратить проведение газосварочных работ в случае возникновения пожара вблизи газосварочного поста.





4.6. При несчастном случае необходимо немедленно сообщить о случившемся администрации, вызвать скорую помощь по телефону 103 (если это необходимо), сохранить обстановку такой, какой она была на момент происшествия (если это не угрожает жизни и здоровью работников и не приведет к дальнейшей аварии), оказать помощь пострадавшему.
4.7. При возникновении пожара вызвать пожарную команду по телефону 101 и приступить к тушению пожара имеющимися первичными средствами пожаротушения.
4.8. При обнаружении запаха газа или прорыве трубопроводов (водоснабжения, канализации, отопления и других) вызвать соответствующую специализированную аварийную бригаду.
Пожарная безопасность
Техника безопасности при производстве сварочных работ включает в себя пожарную безопасность. Такое явление, как пожар, может возникнуть, как при промышленном производстве, так и при индивидуальных работах. Для исключения возникновения пожара необходимо принять все меры. Это предусматривает не только порядок проведения сварочных работ, но и подготовительные операции.
В этом смысле особую опасность представляет собой сварка ручная дуговая. Искры при этом виде сварочного процесса разлетаются на значительное расстояние, доходящее до пяти метров. В месте, куда они долетели, может произойти возгорание. ТБ при выполнении сварочных работ настоятельно рекомендует перед началом процесса сварки проводить тщательный осмотр и производить уборку находящихся вблизи горючих материалов, промасленных тряпок и сухого мусора, находящихся на означенном расстоянии.
Если сварка осуществляется в углекислой среде, то становится возможным разбрызгивание металла, находящегося в раскаленном жидком состоянии. При применении газового варианта источником повышенной опасности станет горелка. При электросварке раскаленные кусочки металла могут улетать на значительное расстояние и создавать там пожароопасную обстановку. Если они попадут на легковоспламеняющиеся вещества, то возникнет возможность возникновения так называемого «тихого пожара». Со временем он начнет набирать силу.
К потенциальным причинам возгорания относится неисправная электропроводка. Если нарушена техника безопасности по сварке с газовыми баллонами, то возникает опасность их взрыва, и, как следствие, возникновение пожара. Он также может возникнуть от вылетающих искр.
Нельзя отвергать и наличие человеческого фактора, например, если будет нарушен запрет курения на рабочем месте. К нарушениям относится неправильное транспортирование газовых баллонов. Их доставка к месту работ должна проводиться с использованием специальной тележки. При переноске на руках они могут упасть, что приведет к возникновению взрыва. Располагать баллоны следует подальше от отопления, а при работе на открытом воздухе — в тени. Попадание солнечных лучей на газовые емкости является недопустимым.
Необходимые мероприятия для того, чтобы была обеспечена техника безопасности сварочных работ в части возможности возникновения пожара, можно разделить на:
- Организационные. К ним относятся проведение инструктажа и ознакомление с технологической картой на конкретный сварочный процесс.
- Технические. Заключаются в подготовке оборудования и расходных материалов.
- Эксплуатационные. Состоят в правильном выборе рабочих режимов.
К важным противопожарным мероприятиям относится подготовительные операции. Они заключаются в грамотном оборудовании рабочего места и очистке его от нежелательных элементов.
При работе в закрытом помещении следует убедиться в нормальной работе вытяжной вентиляции. На рабочем месте сварщика необходимо наличие огнетушителя. Место сварки должно быть огорожено. Высота перегородки должна быть такой, чтобы через нее не могли перелетать искры и брызги. При работе на открытом воздухе место сварки следует огородить и поместить на ограждении предупредительные знаки.
При возникновении пожара, например, в случае загорания электропроводки, это место надо не заливать водой, а прибегнуть к помощи огнетушителя. Имеются их разные виды. К универсальным огнетушителям можно отнести порошковые, имеющие маркировку «D». Помимо огнетушителей на месте сварки желательно нахождение ящика с песком, лопаты и бугра.
Для быстрой эвакуации людей при возникновении пожара необходимо освободить проходы. Если не выполнены все имеющие противопожарные правила, то приступать к процессу сварки запрещено. К пожарной безопасности относятся требования к индивидуальной защите производителя работ.
Способы сварки

Газовая сварка может вестись несколькими способами. Первый – это левая сварка, которая наиболее распространена. Она применяется при работе с тонкими и легкоплавкими металлами. Горелка перемещается справа налево, а присадочная проволока ведется впереди пламени, направленного на несваренный участок шва. При правой сварке горелка ведется слева направо, а присадочная проволока перемещается за горелкой. При данном способе тепло пламени рассеивается в меньшей степени, поэтому и угол раскрытия шва – не 90 градусов, а меньше – 60-70.
Правую сварку целесообразно использовать для соединения металла, толщина которого – от 3 мм и выше, а также металлов с высоким уровнем теплопроводности. Рекомендуется использовать присадочную проволоку, диаметр которой равен половине толщины свариваемого металла.
Технология газовой сварки предполагает и процесс, который ведется сквозным валиком. В этом случае листы устанавливаются вертикально зазору – он по размеру равен половине толщины листа. С помощью горелки расплавляются кромки, чтобы образовалось круглое отверстие. Затем оно со всех сторон оплавляется, пока шов не будет сварен. Такой способ хорош тем, что свариваемые листы имеют плотный шов без пор и шлаковых включений.
Сварка ванночками хороша для сваривания стыков и углов соединения металлов, которые имеют толщину максимум 3 мм. Как только на шве образуется ванночка, в нее вводится конец присадочной проволоки, которая слегка расплавляется, затем конец проволоки перемещается на другой участок шва. Особенность такого подхода – в шве отличного качества, особенно если сваривались тонкие листы и трубы из стали (малоуглеродистой и низколегированной).
Газовая сварка и резка могут вестись на основе многослойной сварки. Этот способ имеет ряд особенностей:
- зона нагрева небольшая;
- нижележащие слои при наплавке последующих просто отжигаются;
- каждый шов можно проковать, прежде чем наложить на него следующий.
Это сказывается на улучшении качества шва. С другой стороны, такой способ отличается небольшой производительностью, требует высокого расхода газов по сравнению с однослойной сваркой, поэтому применяется он при необходимости создания ответственных и качественных изделий.
Можно ли резать металл электросваркой?
Металл широко используется на стройке, а также во время выполнения хозяйственных и ремонтных работ. Следовательно, возникает потребность не только в соединении металлических заготовок, но и их разрезании посредством электросварки.
Часто на сварочных форумах и сайтах задаётся один и тот же вопрос — как резать металл инвертором? Потянет ли обычный инвертор резку металла электродами?

Осуществлять резку металла электросваркой можно только в тех случаях, когда не предъявляется особых требований к качеству работ. Конечно же, при таком подходе не получится сделать идеально ровные края и рез, как это происходит в случае с болгаркой.




Однако при наличии соответствующего опыта и знаний, можно всё-таки добиться плавных и ровных краёв реза. Для этого нужно придерживаться следующих правил.
Состав комплекта сварной установки
В стандартный набор для сварных работ входит следующее оборудование.
- Водяной затвор. Его задача обеспечивать защиту всех элементов от обратной тяги огня.
- Газовый баллон. Емкости, окрашенные в соответствии с нормативами для содержащегося в них газа. Краска не наносится на их верхнюю часть, для исключения контакта ее компонентов с содержимым баллона.
- Редуктор. Он может быть прямого и обратного действия, и предназначен для регулировки давления газа.
- Шланги. По которым подается газ. Они маркируются цветными полосами в соответствии с параметрами давления, при которых проводится работа.
- Горелка. Она обеспечивает смешивание газов и их горение. Мощность горелок зависит от количества горючей смеси, пропускаемой в единицу времени.
- Наконечники к горелке. Это необходимый для работы набор, составляющие которого позволяют сваривать заготовки различной температуры плавления и толщины.
Газовая сварка осуществляется в специально оборудованном месте, оснащенном вытяжной вентиляцией и местом для расположения вспомогательных инструментов.
Газовая сварка труб
Монтаж трубопроводных систем не обходится без сварных работ. Использование газа широко применяется для труб до 150 мм в диаметре, изготовления треугольников, отводов и других элементов.
Технология проведения работ
В основе работ с применением газа лежит разогрев кромок труб с помощью пламени и заполнение зазора расплавленным металлом присадочного материала. Выбор горючей смеси проводят в соответствии с температурой плавления обрабатываемого материала. Толщина стыкового шва зависит от толщины стенки, а выпуклость не должна превышать 3мм.
Для повышения качества соединения труб толщиной более 3,5 мм делается скос кромок под углом 35 – 45°. Образование сварного шва осуществляется правым и левым способом. Во избежание попадания расплавленного металла внутрь, острая кромочная часть притупляется.
Соединение заготовок с толщиной менее 3 мм стык делается с зазором до ½ стенки трубы без скоса. В зависимости от назначения трубопроводной системы могут использоваться следующие варианты сваривания:
- с прокладным кольцом без формирования скошенных кромок;
- с раструбом и вставным кольцом;
- внутренней выточкой и скосом.
Сварку труб предназначенных для транспортировки газов и жидкостей запрещено проводить с использованием остающихся подкладных колец.
Соединение заготовок с толщиной более 5 мм осуществляется правым способом, тонкостенных левым. В нижнем положении проводится сварка труб, которые можно поворачивать. Неповоротный стык создается вертикальным или потолочным швом. Для этого сначала обработке подвергается нижняя половина, затем в обратном направлении верхняя часть.
Если приблизиться горелкой к обрабатываемой зоне не возможно, используют сварку с вырезанием козырька. После завершения работы над труднодоступным участком с внутренней стороны, он возвращается в первоначальное положение, и завариваются оставшиеся места соединений.
Ручную газовую сварку труб выполняют в один слой. Ширина шва не должна превышать толщину стенки трубы более чем в 2,5 раза. На обработанной поверхности не допускается наличие наплывов и грубой чешуйчатости.
Описанный способ сварки позволяет сохранить металл от прожигания, дает прочный качественный шов. Он подходит для сварки тонкостенных труб.
