
Электрододержатели
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель. Он предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Они должны выдерживать 8 — 10 тыс. зажимов, быть легкими (масса не более 0,5 кг), также должны обеспечивать надежное закрепление электрода в необходимом для сварки положении, обладать надежной электроизоляцией, не нагреваться при работе, время замены электрода должно составлять не более 4 с.
Существуют два основных типа электрододержателей:
— электрододержатели винтового типа (рисунок 40) состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
— электрододержатели с зажимом (рисунок 41) имеют зажимную часть, также надежно удерживающую электрод. Электрод вставляется в этот зажим.
Рисунок 40 — Электрододержатель винтового типа
Рисунок 41 — Электрододержатель пассатижного типа
а — схема; б — общий вид 1 — защитный колпачок пружины; 2 — пружина; 3 — рычаг с верхней губкой; 4 — теплоизоляция; 5 — нижняя губка; 6 — конус резьбовой втулки
Другие внешние отличные электрододержатели являются модификациями вышеописанных конструкций.
Условное обозначение электрододержателя по ГОСТ 14651 состоит из типа электрододержателя, номера модификации электрододержателя, вида климатического исполнения, категории размещения по ГОСТ 15150-69 и обозначения настоящего стандарта.
Номер модификации электрододержателю присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования (ВНИИ- ЭСО) Министерства электротехнической промышленности.
Пример условного обозначения электрододержателя на номинальный сварочный ток 250 А, модификации 17, вида климатического исполнения У1 по ГОСТ 15150-69: электрододержатель ЭД-2517 У1 ГОСТ 14651-78.
Конструкция электрододержателей сочетает в себе удобство использования, долговечность и надежную фиксацию электродов любых диаметров. Варианты исполнения электрододержателя предназначены для использования при сварке с силой тока до 200 А и 300 А соответственно.
Согласно ГОСТ 14651-78 электрододержатели выпускаются трёх типов в зависимости от силы сварочного тока: 1 типа — для тока 125 А; 2 типа — 125 — 315 А; 3 типа — 315 — 500 А.
По электробезопасности электрододержатели должны соответствовать требованиям ГОСТ 12.2.007.8-75.
Существуют специальные электрододержатели — например, для безогарковой сварки, для подводной сварки (на них ГОСТ 14651 не распространяется).
Технические характеристики некоторых электрододержателей приведены в таблице 5.
|
Параметр |
Тип электрододержателя |
||||||
|
ЭП-2 |
ЭП-3 |
ЭД-125-1 |
ЭД-300-1 |
ЭД-500-1 |
ЭУ-300 |
ЭУ-500 |
|
|
Допустимая сила сварочного тока |
250 |
500 |
125 |
300 |
500 |
315 |
500 |
|
Диаметр металлического стержня, мм |
6 — 8 |
1,6 — 3 |
2 — 6 |
4 — 10 |
3 — 6 |
5 — 8 |
|
|
Сечение подсоединяемого кабеля, мм2 |
50 |
70 |
25 |
50 |
70 |
50 |
70 |
Преимущества и недостатки
 Популярность и широкое распространение технологии связаны с теми положительными сторонами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Популярность и широкое распространение технологии связаны с теми положительными сторонами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Во многом, это объясняется:
- Особенностью принципа работы – узкой зоной нагрева соединяемых поверхностей, при этом деформации подвергается небольшая поверхность соединяемых деталей.
- Достаточно щадящее воздействие на окружающие детали, в том числе и лакокрасочные покрытия, обгорает только небольшая зона, а остальная поверхность не страдает от теплового воздействия.
- В качестве электрода используется специальная проволока различного диаметра, при этом, время работы аппарата многократно увеличивается, снижаются затраты на расходные материалы.
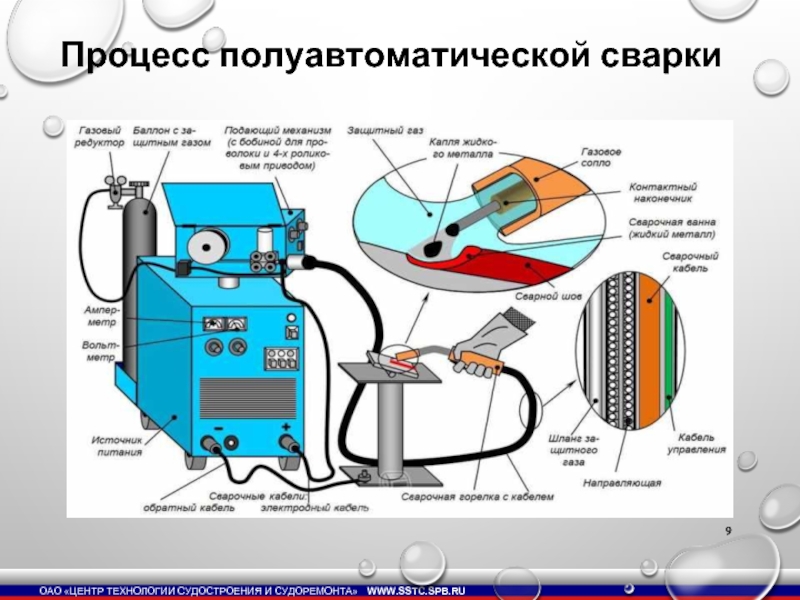
К сожалению, есть и явные «минусы» полуавтоматической сварки:
- Основное – сложность оборудования, кроме самого сварочного аппарата необходимо иметь и газовый баллон с газом.
- Сварочные аппараты такого типа не совсем применимы в домашнем хозяйстве, в большинстве случаев достаточно и инвертора, а вот нужен он тем, кто всерьез занимается сварочным делом.
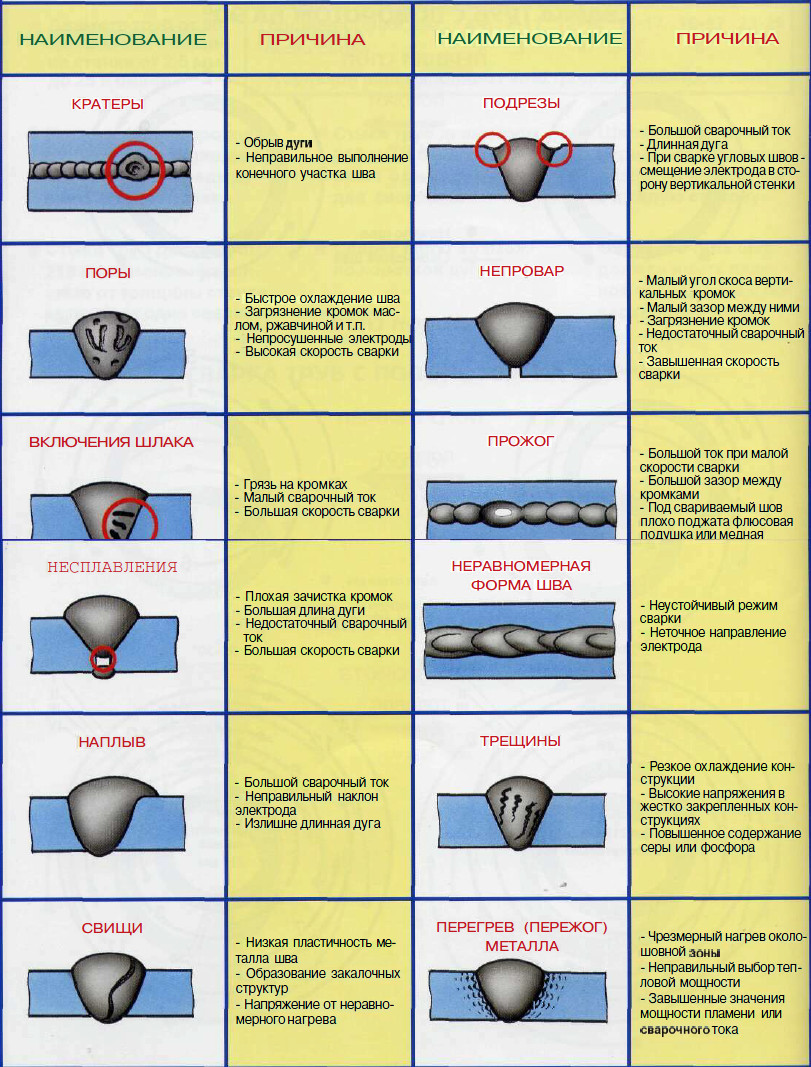






Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Слишком длинный или короткий направляющий рукав
Большое количество ошибок при сварке полуавтоматом у начинающих приходится и на неправильно выбранную длину направляющего рукава. В результате этого направляющий рукав начинает сжиматься и разжиматься как пружина, из-за чего происходит сильная вибрация газовой горелки.
Само собой разумеется, что сильная вибрация горелки полуавтомата мешает варить качественные швы. Поэтому при монтаже направляющего рукава обязательно нужно убедиться в том, что при работе полуавтомата не происходит его деформаций, а сварочный кабель лежит максимально ровно. Всегда следует избегать скручиваний и перегибов кабелей.
Оптимальные возможности сварочного полуавтомата
Выделяют достаточно много характеристик, на которые нужно обращать внимание при выборе сварочного аппарата для гаража. Помимо удобства пользования, это оборудование должно обеспечивать качественный и надежный шов, быстро включаться и потреблять мало электроэнергии
Причем чем чаще используются сварочные полуавтоматы, тем более существенное влияние оказывают приведенные характеристики.
Длина кабеля-канала
От этого показателя зависит удобство эксплуатации инвертора. Для сварки в гараже рекомендуют приобретать полуавтоматы с 3-3,5-метровыми шнурами. В ином случае, когда оборудование выносится на улицу, у кабеля должен быть достаточно большой запас длины.
Разъем горелки
Для работы в гараже рекомендуют приобретать сварочные аппараты с неразъемной горелкой или соединением типа EuroMig-Mag, которое обеспечивает быстрое подключение элементов. Последний вариант чаще встречается в профессиональном оборудовании.
Вес аппарата
Современное сварочное оборудование полуавтоматического типа имеет вес от 10 до 100 килограмм. Для гаража рекомендуют приобретать аппараты с небольшими размерами. Полуавтомат малой массы удобно переносить с места на место.
Минимальный и максимальный диаметр проволоки
Сварочные аппараты, приобретаемые для работы в гараже, должны комплектоваться электродами диаметром 0,6-2 миллиметра. Такая проволока намотана на бобину, которая помещается внутрь инвертора и подается автоматически через рукав (канал), по мере необходимости, на горелку.
При автоматической сварке применяют электроды из нержавейки, алюминия или стали. Для обработки металла в гараже рекомендуют приобретать проволоку с флюсом (с порошком). Этот вид электродов позволяет отказаться от дополнительных баллонов с газом, что повышает удобство эксплуатации сварочного оборудования.
Входной ток и мощность
Мощность — это основная характеристика, определяющая выбор сварочного полуавтомата для гаража. От данного показателя зависит качество и долговечность получаемого в итоге шва. Для сварки металла в домашних условиях подойдет оборудование мощностью 3-14 киловатт.
При этом, выбирая устройства для гаража, рекомендуется останавливаться на более производительных аппаратах. В частности, если требуется полуавтомат мощностью 10 киловатт, следует покупать модель на 14 киловатт. Такое решение позволит в будущем работать с более толстым металлом, используя оборудование, которое имеется в наличии.
Показатель мощности определяется с учетом сложности проводимых работ в гараже. Для сварки тонкого металла подойдут модели на 5 киловатт. В других случаях потребуются более мощные инверторы.
Показатель входного тока определяет продолжительность сварки. Чем меньше этот параметр, тем дольше можно эксплуатировать инвертор.
Максимальный и минимальный сварочный ток
От толщины свариваемого металла зависит сила подаваемого тока. Чем больше ампер указано в технических характеристиках, тем с более массивным материалом можно работать. Для гаража подойдут устройства, генерирующие до 150 Ампер. При работе с кузовными элементами автомобиля следует использовать инверторы на 200 Ампер.
Правильный выбор силы тока определяет конечный результат. Если параметр установлен ниже, чем требуется, то в итоге получится некачественный шов. В случае превышения допустимых значений на металле появляются сквозные дыры. Чтобы избежать подобных последствий, рекомендуется приобретать сварочные полуавтоматы, у которых предусмотрена регулировка силы тока, осуществляемая с помощью кругового тумблера.
Холостой ход
Под холостым ходом понимается временной отрезок, когда сварочный аппарат включен, но дуга при этом не горит. Эта функция предусмотрена во многих современных моделях. Благодаря наличию холостого хода можно на время приостановить работу, не выключая инвертор.
Для сварки в гараже подойдут устройства с параметром 30-50 Вольт. Аппараты с более высоким показателем холостого хода применяются при выполнении профессиональных работ.
Факторы опасности
При электродуговой сварке, автоматической, плазменной, аргонной и прочих возникает много факторов, которые могут быть опасными для здоровья мастера и окружающих. Самые распространенные среди них:
- при отсутствии качественной системы вентиляции или естественного проветривания, когда проведение сварочных работ происходят в помещении, есть риск отравления газами. Они применяются для сварки и для создания инертной среды, для защиты сварочной ванны от окисления. При аргонодуговой сварке обязательно должно быть полноценное проветривание.
- ожог роговицы глаза ультрафиолетовым излучением от искры, в случае неиспользования светофильтрующих очков или при применении недостаточного уровня затемнения. ТБ при сварке требует применения стекол Г-1, Г-2, Г-3 и В-1, В-2, В-3, где стекла с маркировкой «3» самые темные.
- требования безопасности при проведении металообработки электросваркой или газовыми агрегатами требуют повышенной аккуратности и внимания, так как неаккуратное обращение с горелкой может стать причиной возгорания помещения, или получения ожогов тела мастера или людей, находящихся рядом.
- если не соблюдать технику безопасности при газовой сварке и резке, возможен взрыв баллонов при открытии, если на клапане редуктора или штуцере есть масло.
Учитывая самые основные причины, по которым может возникнуть опасность, следует всегда соблюдать правила, нормы и требования безопасности при выполнении работ с паяльниками и сварочными аппаратами.
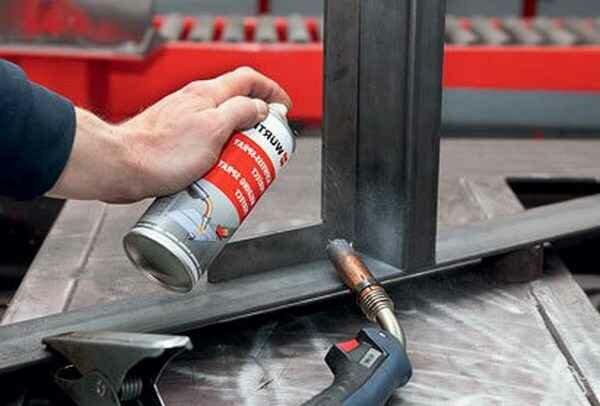
Средства от налипания
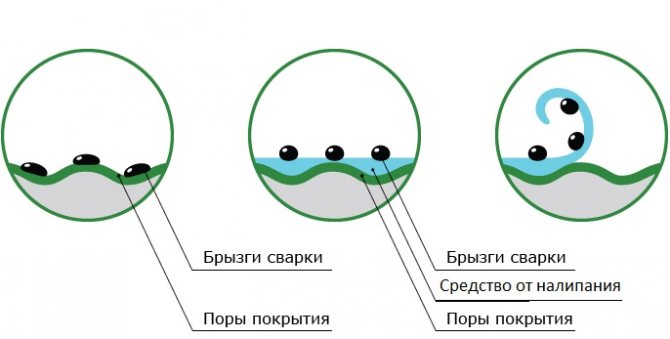
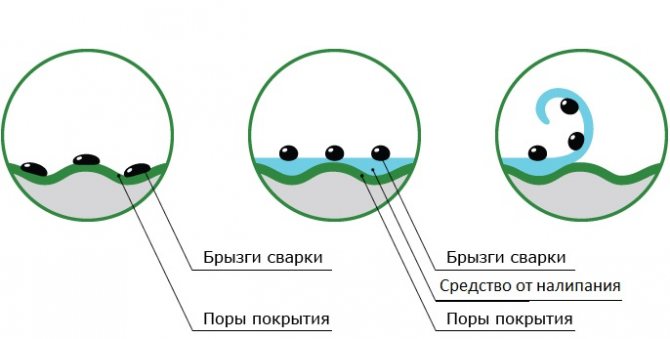
Иногда удаление брызг расплавленного металла невозможно механическими методами, то есть срубанием или шлифовкой. Проблемы возникают из-за расположения шва в труднодоступных местах.
В этом случае поверхности соединяемых сваркой деталей предварительно обрабатывают вокруг зоны шва средствами для защиты от сварочных брызг. Такие средства представляют собой пасту или жидкость от налипания расплавленного металла.
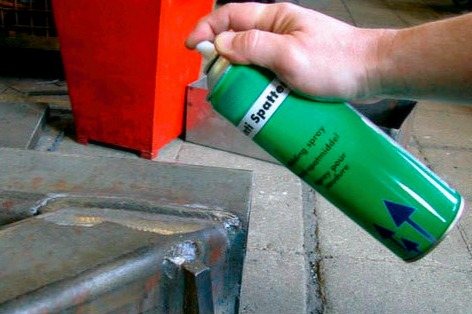
В настоящее время существует множество различных средств для защиты. В торговой сети имеются готовые средства торговых марок BINZEL, ESAB, E-WELD, ИНДУСВАР.
По способу применения они разделяются на:
- выпускаемые в виде жидкостей, расфасованных в канистры и бутыли. Нанесение защиты происходит кистью или распылением через пульверизатор;
- производимые в виде аэрозолей в специальных флаконах;
- в виде паст, расфасованных в металлические или пластиковые банки с широким горлом для удобства использования.
Каждое средство должно применяться в соответствии с указаниями предприятия-производителя.
Очень часто опытные сварщики применяют свои, годами наработанные рецепты составов для предотвращения налипания брызг.
После производства сварочных работ необходимо тщательно очистить поверхности шва и металла от наносимого средства. Многие составы для защиты от брызг включают в себя масла, жиры, и другие вещества, значительно снижающие адгезивные средства покрытия.
При необходимости поверхности должны быть обезжирены, что улучшает качество дальнейшей обработки изделий и конструкций.
источник
Как и чем отмыть до блеска посуду из огнеупорного стекла
- Подготовить место уборки. Подоконник и рядом расположенная мебель освобождаются от любых предметов, мешающих работе.
- Вымыть раму и пространство между рам, проемы, фурнитуру, отливы.
- Увлажнить губку, промыть стекло для очистки от пыли и растворения загрязнений.
- Грязную воду удалить с поверхности сквиджем по направлению сверху вниз без особого нажима на скребок.
- Повторно пройтись мокрой губкой по стеклу, собирая остатки загрязнений.
- Протереть насухо поверхность сгонкой (сквиджем), мягкой тряпкой. Повторить.
В отличие от масляной, акриловая краска не имеет запаха, быстро сохнет и не растрескивается. Неудивительно, что именно ей отдается предпочтение в большинстве случаев при ремонте жилых, производственных и офисных помещений. Великолепные характеристики красок обусловлены их составом. Состав у разных производителей может несколько отличаться. Однако для всех красок, относящихся к рассматриваемой категории, обязательны следующие ингредиенты:
Нормы для хранения сварочных материалов и оборудования
Кроме техники безопасности при сварочных работах, нужно соблюдать правила хранения и эксплуатации материалов по сварке и оборудования. Предлагаем ознакомиться с элементарными требованиями к оборудованию и комплектующим:
какие требования предъявляются к помещению для хранения сварочных изделий – самый первый вопрос. Самое главное — это отдельное сухое помещение, без вредителей и грызунов. Если шланги прохудятся или отсыреют, это может привести к взрывам или возгораниям в процессе сваривания газами и огнем. Например, идеальные показатели – это температура около 15 градусов, при влажности 40%. Требования к помещению нужно исполнять и соблюдать в обязательном порядке, это является одним из условий охраны труда при сварке.
Электроды. Их рекомендуется хранить в сухом и прохладном месте. При сырости они напитываются влагой, а потом невозможно создать дугу для работы. Если же они все-таки отсыреют, можно аккуратно просушить в духовке;
Генераторы при работе со сваркой нужно устанавливать таким образом, чтобы они не падали, не шатались и не ударялись о близь стоящую технику. Генераторы без водяного затвора применять в действии строго запрещено. Он должен находиться строго вертикально и обязательно в рабочем состоянии
Техника безопасности со сварочным оборудованием «говорит» о том, используя его при температуре ниже нуля, важно проконтролировать состояние воды. Если она замерзла, сначала необходимо шланг и водяной затор отогреть, а затем использовать.
Шланги должны быть менее 20 метров длинной
Для монтажа можно использовать до 40 метров. Подсоединять различные приспособления для питания нескольких горелок строго запрещено. Основные требования к шлангу – его целостность и исправность. При газовой сварке нельзя менять местами шланги, предназначенные для подачи кислорода и ацетилена. Они должны быть плотно закреплены на редукторе и горелке с помощью хомутов или проволоки. Складывая их, следует помнить нормы для хранения сварочных материалов, по которым шланги складываются кольцами так, чтобы не переламывались и придавливались.
Важно соблюдать особую безопасность при работе с баллонами. Когда снимаете металлический колпак, важно проверить вентиль и штуцер на отсутствие механических повреждений. Запрещается «выбивать» колпак, применяя ударные инструменты, так как может возникнуть искра. Откручивая вентиль, важно уследить, чтобы поток газа не попал на людей. При газовой сварке необходимо баллоны устанавливать вертикально, на ровную поверхность или специальные устойчивые подставки, которые закрепляются хомутами. Баллон запрещено устанавливать ближе, чем на 5 метров к источнику огня и ближе, чем на метр к отопительным приборам.
Придерживаясь все норм для эксплуатации сварочных материалов, можно не беспокоиться о собственной безопасности. Ниже на картинке представлены основные правила техники безопасности по сварке:
Причины появления
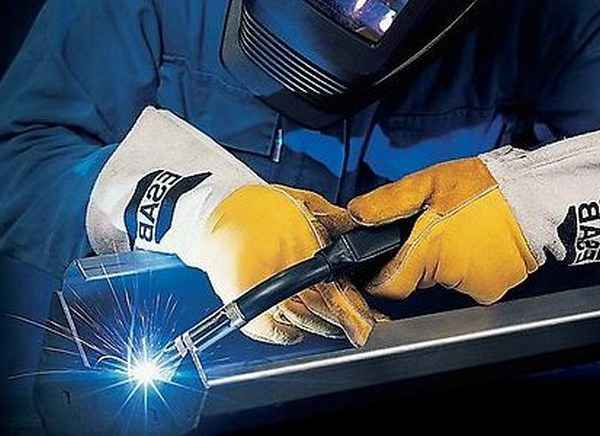
Сварочные брызги возникают, как правило, в момент зажигания дуги, пока ток имеет наибольшее значение. При касании электродом соединяемых деталей в момент короткого замыкания металл электрода, подвергаясь электродинамическому удару, разлетается и каплями в виде шариков оседает на поверхности.
В некоторых случаях сваривание капель с основным металлом бывает очень прочным. Дефект отлично заметен. Устранение его производится срубанием застывших капель или шлифовкой специальными инструментами.










Кроме этого случая, наиболее часто сварочные брызги возникают при сварке полуавтоматом с применением однофазного тока во время скачков напряжения.
Количество брызг очень сильно увеличивается, если сварка производится по ржавой и грязной поверхности металла.
Таким образом, основными причинами возникновения сварочных брызг являются:
- некачественные электроды;
- неправильный выбор режима и параметров сварки;
- низкое качество подготовки изделий к сварке;
- отсутствие защиты изделия от налипания.
Устранив полностью или частично эти проблемы, можно обеспечить высокое качество работы с минимальным количеством сварочных брызг.
Основные правила поведения
При электросварке возникает сильное тепловое и световое излучение, поэтому правила безопасности предназначены для защиты не только сварщика, но и любого человека, который может оказаться в радиусе действия электрической вспышки.
Сварочные работы следует проводить на специально оборудованных постах, оснащенных ширмами для защиты окружающих от вредного воздействия на глаза. Высота ширм не менее 1800 мм.
При нахождении в закрытом помещении сварочные работы следует начинать после предварительного проветривания с включенной приточной вентиляции.
По технике безопасности при электродуговой сварке в закрытых емкостях или в помещениях с сырыми условиями, работать можно с использованием резиновой одежды и коврика. Для защиты при работе в сидячем или лежачем положении требуется подкладывать войлочную подстилку.
Следует проводить постоянный контроль над целостностью провода заземления и сварочных кабелей. Для сварочных работ надо применять надежный и качественный инструмент и держатель электродов.
Проводя сварочные работы по ремонту машины, предварительно следует отключить массу на аккумуляторе и обеспечить соблюдение противопожарных мер. Осуществляя сварку вблизи топливного бака, согласно технике безопасности требуется провести его демонтаж.
Осуществляя сварочные работы на высоте, сварщик обязан пройти инструктаж по технике безопасности и получить наряд-допуск. Без этих мер работу начинать запрещено. Техника безопасности требует, чтобы сварщик был надежно застрахован, а весь инструмент закреплен. Страховку осуществляет помощник.
Переставлять электрооборудование следует только после выключения из сети. Если надо отлучиться на некоторое время с места работы, то аппарат отключают, а держатель помещают на диэлектрическую основу.
Неподходящий вольтаж и скорость подачи проволоки
Первая ошибка, она связана с неправильными регулировками сварочного полуавтомата. Данная ошибка приводит к тому, что сварочная дуга начинает «блуждать». При слишком высоком сварочном токе, вы обязательно столкнётесь с такой проблемой как перегрев горелки полуавтомата.

Что же касается заниженных значений сварочного тока, то проволока будет все время наслаиваться, образуя тем самым непровар. Чем характеризуется непровар и другие дефекты сварных соединений, можно узнать из статьи ошибки при сварке аргоном. Там также, практически все те же причины и проблемы приводят к возникновению различного рода дефектов, как и при сварке полуавтоматом.
Проблемы при сварке порошковой проволокой
Сварка порошковой проволокой востребована в тех случаях, когда нет газа. Но и с ней, как оказывается, время от времени, возникают различного рода проблемы. Самая частая проблема связана с тем, что полуавтомат «плюётся», плохо или вообще не проваривает металл. Порошковая проволока просто прилипает к поверхности металла и оставляет на ней окалины.

В первую очередь нужно возвратиться ко всем предыдущим причинам. То есть, проверить напряжение в сети, поиграть с настройками, поменять полярность, и, конечно же, досконально изучить инструкцию производителя сварочного полуавтомата. Возможно, именно в неё и получится отыскать те многочисленные ответы на свои вопросы. Никогда нельзя лениться и просто откладывать инструкцию в сторону.
Итак, проблем, когда сварочный полуавтомат «плюётся» может быть несколько:
- Во-первых, заедание проволоки;
- Во-вторых, плохой газ;
- В-третьих, неподходящая для сварки проволока или неправильно выставленная полярность;
- В-четвёртых, отсутствует или плохой контакт проволоки с носиком горелки;
- Проблемы с напряжением питания или со сварочным током.
Однако чаще всего проблема оказывается именно в неподходящей или плохой по качеству сварочной проволоке. Поэтому прежде чем осуществлять ремонт полуавтомата, следует в первую очередь попробовать поменять проволоку на другую, более дорогую и качественную. Если дело именно в ней, то полуавтомат будет варить как новенький.

Ну и, конечно же, стоит попробовать при наличии данной проблемы полностью отключить газ. Если проблема не исчезнет, то есть, полуавтомат так и будет продолжать «плеваться», то нужно искать решение в другом месте.

Всем спасибо за внимание. С вами был сайт «Сварка полуавтоматом»
Подписывайтесь, ставьте лайки, и удачных вам выходных дней. Пока, пока.
Какой сварочный полуавтомат выбрать для домашнего использования
При выборе любой сложной техники, а сварочный аппарат полуавтомат именно такое устройство, изначально нужно все взвесить и подумать.
Первое на что следует обратить внимание, это то, а что человек будет с ним делать. Потому как от интенсивности использования будут зависеть технические характеристики приобретаемого аппарата и соответственно его стоимость
Для бытового использования в доме или в гараже вполне хватит и бытовых моделей.
Бытовые модели
Полуавтоматы этой группы отличаются небольшими размерами и весом, поэтому не займут много места при хранении.
Основными плюсами использования данной категории оборудования, являются:
- Простота конструкции и легкость обслуживания
- Ремонтная пригодность к самостоятельному ремонту
Минусы:
- Малая мощность
- Низкие показатели по такому параметру как ПВ-включения

Полупрофессиональные модели
Инверторы этой группы имеют большие размеры и вес, но эти неудобства перекрываются за счет более лучших технических характеристик.
Основными плюсами использования данной категории оборудования, являются:
- Хорошие технические характеристики
- Качество сборки лучше, чем у аппаратов бытового типа
Минусы:
- Большой вес
- Более дорогие запчасти в случае ремонта
- Ремонт самостоятельно выполнить можно не всегда
В данной категории полуавтомат для сварки представлено наверное больше всего моделей, поэтому трудно самостоятельно сделать правильный выбор модели.
Критерии выбора
Когда встает вопрос выбирать самому или обратиться к профессионалам, то лучше выбрать второй вариант.
Если же нет такой возможности, то критериями выбора будут следующие показатели, а именно:
- Электрическая мощность – от этого показателя зависит толщина металла с которым предстоит работать.
- Входное напряжение 220 или 380 В – определяет возможности подключить аппарат в месте выполнения работ.
- Степень защиты – указывает на то, в каких условиях можно использовать инвертор.
- Максимальный и минимальный сварочный ток.
- Наличие регулировок должно быть достаточно, а настраивать их должно быть удобно.
- Разъем горелки.
- Возможность работы на пониженном входном напряжении.
- Источник тока – выпрямитель или инвертор.
- Максимальный и минимальный используемой проволоки.
- Вес.
Не маловажным критерием является и бренд производителя, потому как это с одной стороны надежность, а с другой финансовые затраты.
Какой сварочный полуавтомат купить в свой гараж решает каждый сам, сугубо индивидуально, руководствуясь критериями выбора приведенными выше, а также личными предпочтениями и своими финансовыми возможностями.
Как легко очистить стекло от краски, клея и царапин
- поляризационная пленка отражает световое излучение дуги;
- основным является жидкокристаллический слой, молекулы которого способны поворачиваться под разным углом в зависимости от интенсивности светового потока;
- следующий слой понижает интенсивность УФ и тепловых (ИК) лучей;
- внешнее защитное стекло предохраняет от механических ударов и огня, обладает высокими огнеупорными характеристиками.
Вне зависимости что вы выберете – щиток, классическую сварочную маску или маску с активными светофильтрами (Хамелеон), необходимо помнить, что чем лучше защита, тем безопаснее для здоровья, и экономить в этом случае не рекомендуется.
Рекомендации в помощь
Для более успешной работы по устранению ржавчины с металла, рекомендуется воспользоваться следующими советами:
- Если слой ржавчины составляет более 0,1 мм, просто зачистка поверхности может не помочь – нужно использовать преобразователь.
- Использование любых химикатов должно проводиться только после изучения инструкции к конкретному средству.
- Чем тщательнее втереть и качественнее распределить преобразователь, тем выше будет эффект.
- Замасленные участки следует обязательно обезжиривать до начала обработки.
- Нанесение лакокрасочного покрытия следует делать только после полного высыхания смывки.
Все, что необходимо знать о преобразователях ржавчины, найдете в этом разделе.
Одежда сварщика
Одежда сварщика изготавливается из различных тканей при выполнении основных требований:
— огнестойкость и термостойкость наружной поверхности;
— внутренняя поверхность должна быть влагопоглощающей. Промышленностью предлагаются различные варианты одежды,
например, костюм «ЗЕВС», представленный на рисунке 49.

Рисунок 49 — Костюм «ЗЕВС» мужской
Выпускается в соответствии с ТУ 8572-111-54927561-2007.
Ткань верха:
— «Геркулес» (Klopman International), хлопок — 100 %, плотность — 460 г/м , цвет зеленый, НМВО пропитка «Гидрофойл», КЩС- 50, огнестойкая технология «Пробан» (105-0019-03);
— «Арсенал», хлопок — 100 %, 500 г/м , цвет черный, МВО, огнестойкая отделка (105-0019-79).
Сварщик также пользуется подшлемниками (рисунок 50), специальной обувью (рисунок 51), рукавицами (перчатками, рисунок 52).
Рисунок 50 — Подшлемник сварщика «ЗЕВС»
Подшлемник изготавливается по ГОСТ 17-635-87; ТУ 8579-00454927561-2007, используются ткани «Геркулес» и «Арсенал», застежка на пуговицах; в подшлемнике есть регулировка по глубине.
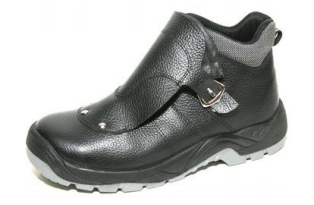
Рисунок 51 — Ботинки «Сварщик»
В специальной обуви для сварщиков использована подошва из нитрильного каучука (нитрил). Такая подошва выдерживает широкий температурный диапазон от минус 40 до плюс 300 оС, практически не скользит, имеет отличную износостойкость и хорошую масло-, бензо, кислото- (до 60 %) и щелочеустойчивость. Эта обувь имеет сертификат EN ISO 20345 HRO (Heat Resistant Outsole), подошва выдерживает воздействие высоких температур. Имеется механизм быстрого сброса обуви, в случае попадания искр, брызг раскаленного металла вовнутрь ботинка.









Рисунок 52 — Перчатки «ANSELL Воркгард»
Перчатки «ANSELL Воркгард» соответствуют ГОСТ 12.4.01075, EN388, EN407, EN420. Кожаные перчатки с усиленной ладонной частью отлично подходят для проведения сварочных работ, устойчивы к истиранию, разрывам. Все швы прошиты нитью «Кевлар Фай- бер», материал подкладки состоит из хлопка. Длина 380 мм. Применяются также специальные краги (рисунок 53).
Рисунок 53 — Краги спилковые пятипалые
Краги рекомендуются для работников металлургической промышленности, сварщиков. Защищают руки от искр, брызг раскаленного металла, повышенных температур. Отличительные характеристики: хлопчатобумажная подкладка. Соответствуют ГОСТ 17-528-85.