
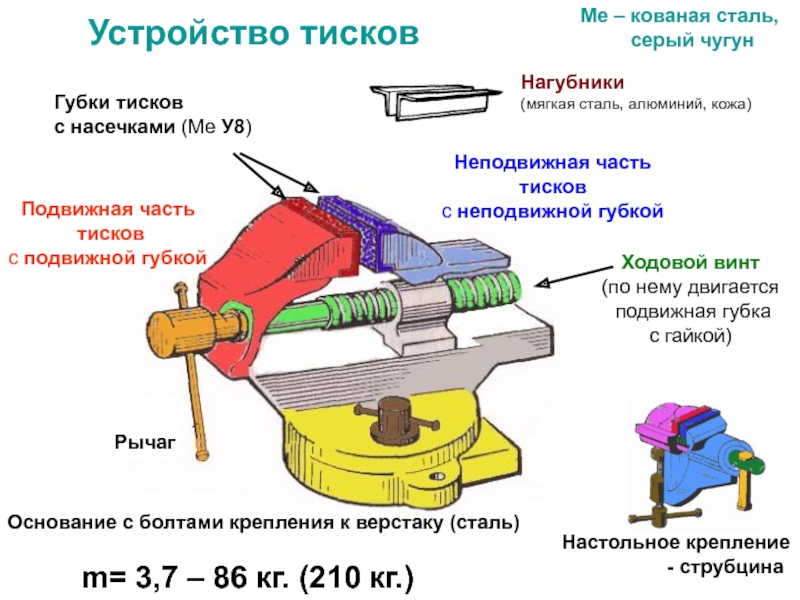
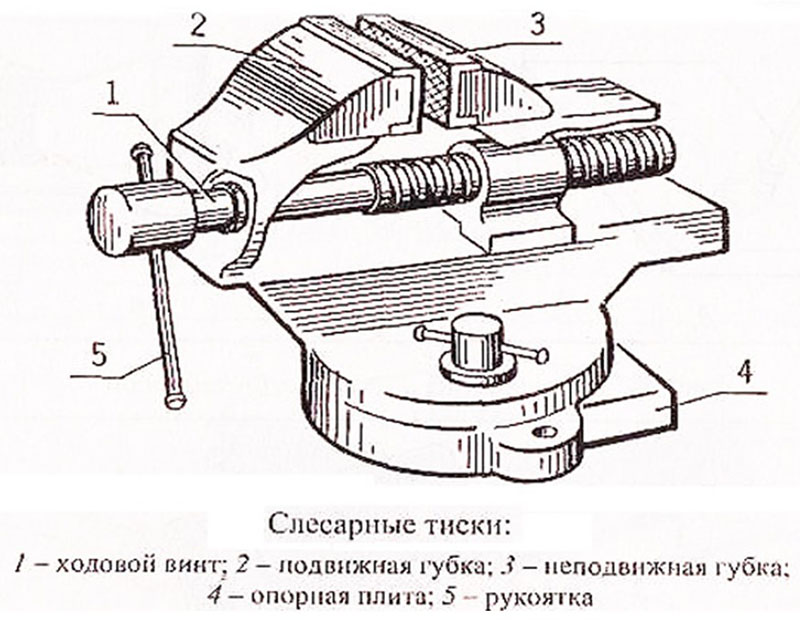
Устройство, назначение и типы механизма
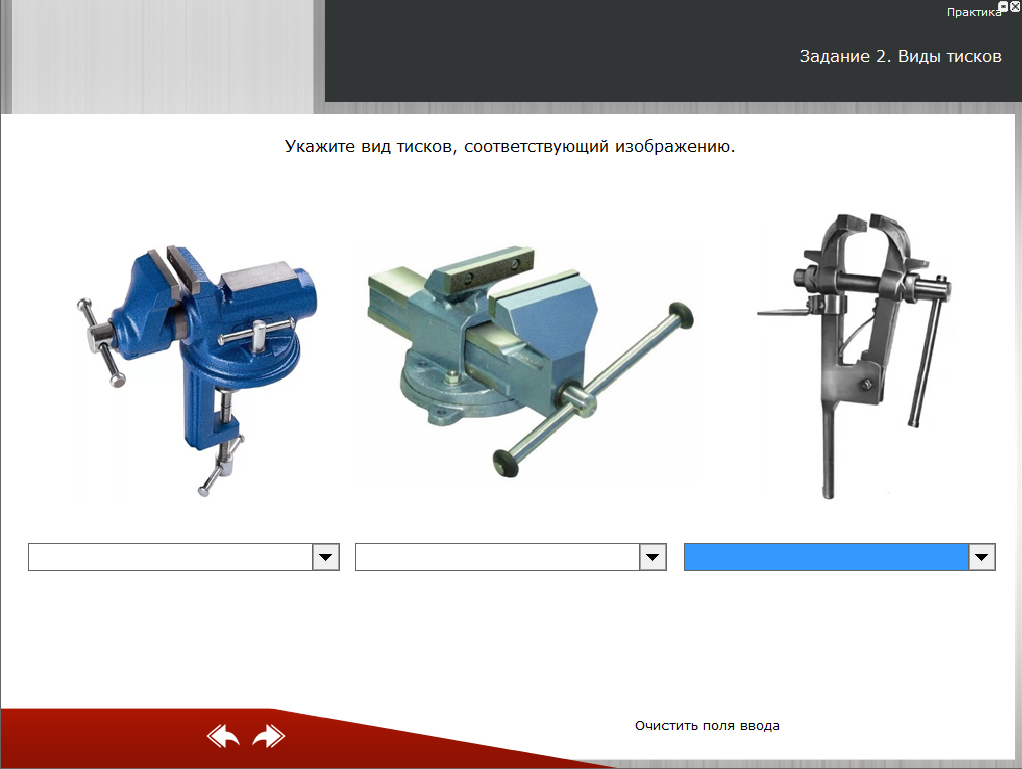
Прежде чем приступать к рассмотрению устройства тисков слесарных, стоит разобраться с их назначением. Они необходимы для того, чтобы зажать тот или иной предмет, зафиксировать какую-либо деталь механизма.
При выборе вида тисков лучше всего опираться на цель, для которой они необходимы
Важно помнить, что выбор подходящего приспособления зависит от следующих параметров:
- материала, из которого изготовлено устройство;
- размеров;
- силы прижима;
- страны-производителя.
 Раньше самыми распространенными тисками считались чугунные, ведь их активно разрабатывали в советское время. Сейчас этому материалу стоит отдавать предпочтение только в том случае, если мастер не собирается гнуть стальные заготовки или конструкции. Чугун довольно хрупкий и совершенно не подойдет для вполнения этих действий, в этом случае лучше отдать предпочтение стальным тискам. При выборе типа инструмента следует прислушаться к следующим советам:
Раньше самыми распространенными тисками считались чугунные, ведь их активно разрабатывали в советское время. Сейчас этому материалу стоит отдавать предпочтение только в том случае, если мастер не собирается гнуть стальные заготовки или конструкции. Чугун довольно хрупкий и совершенно не подойдет для вполнения этих действий, в этом случае лучше отдать предпочтение стальным тискам. При выборе типа инструмента следует прислушаться к следующим советам:
Если предстоит изготавливать различные цилиндрические изделия, стоит обратить внимание на нестандартные разновидности тисков.
Когда инструмент необходим исключительно для дома и с его помощью не нужно зажимать крупные детали, лучше выбрать небольшой компактный аппарат.
Если у мастера нет верстака, но при этом ему не нужно выполнять операции, требующие применения грубой физической силы, ему идеально подойдут настольные тиски. Они закрепляются при помощи различных струбцин.
При использовании крупных деталей можно с уверенностью выбирать тиски с предварительным раздвиганием губок
При выборе такого типа аппарата обработка не потребует особых усилий, поэтому станок будет удобным в использовании.
В домашнем хозяйстве не помешает иметь мини-тиски. Они помогут при выполнении небольших ремонтных работ по дому. Также их можно использовать в качестве ручного инструмента, они незаменимы, когда нужно справиться с прикипевшей гайкой.
Некоторые типы имеют пневмопривод, который способен значительно облегчить процесс работы. Но такой тип устройства стоит рассматривать только при наличии производства, в остальных случаях он не понадобится.
При выборе инструмента следует отказаться от китайских чугунных конструкций, так как они быстро начинают крошиться и выходят из строя. Но если в продаже имеются тиски только китайского производства, тогда следует отдавать предпочтение стальным изделиям.
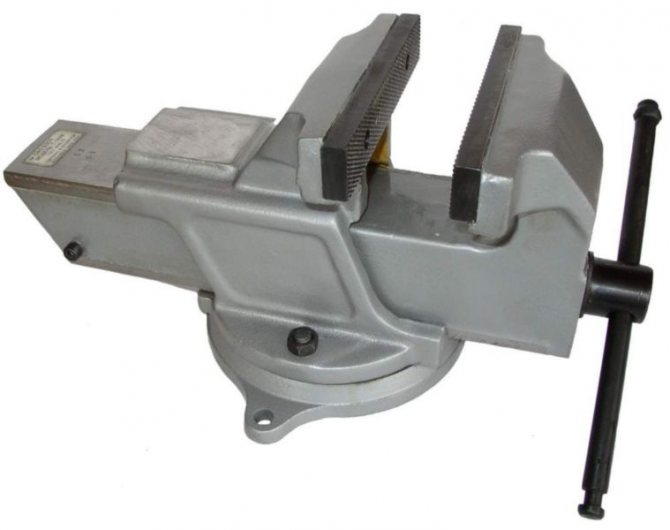
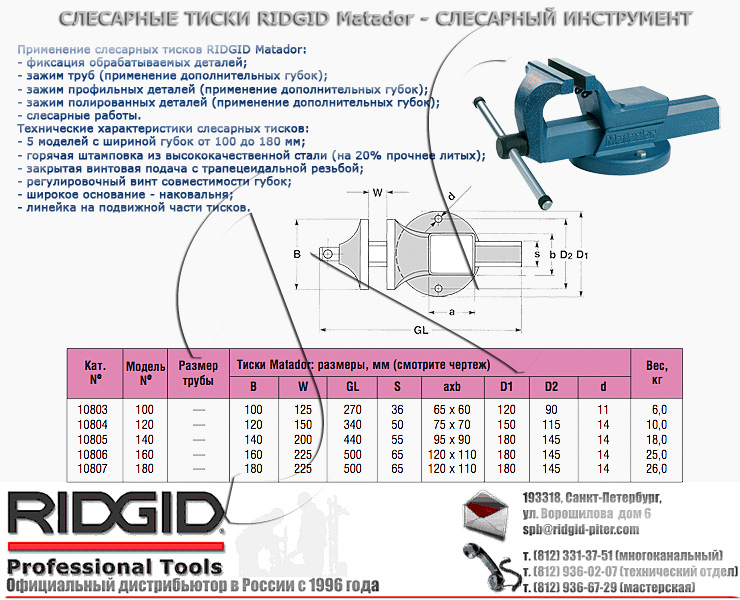
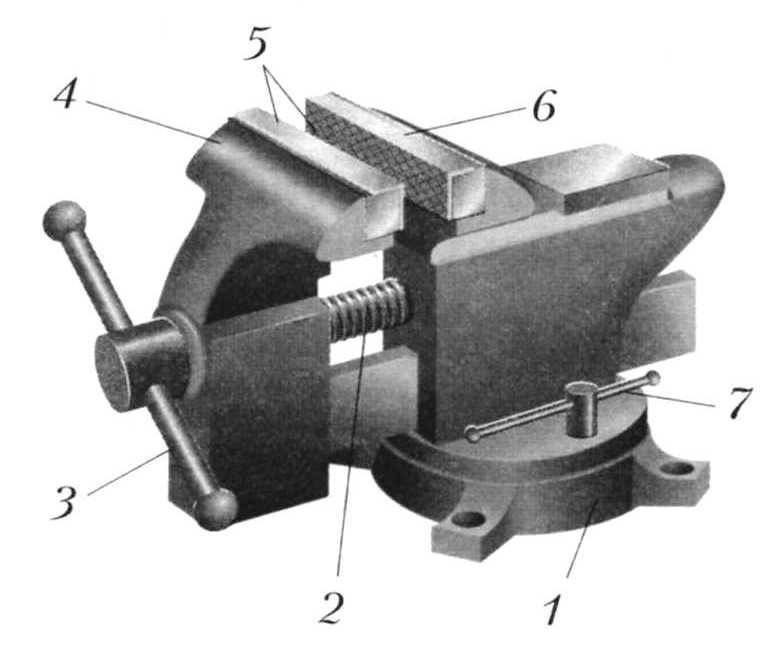
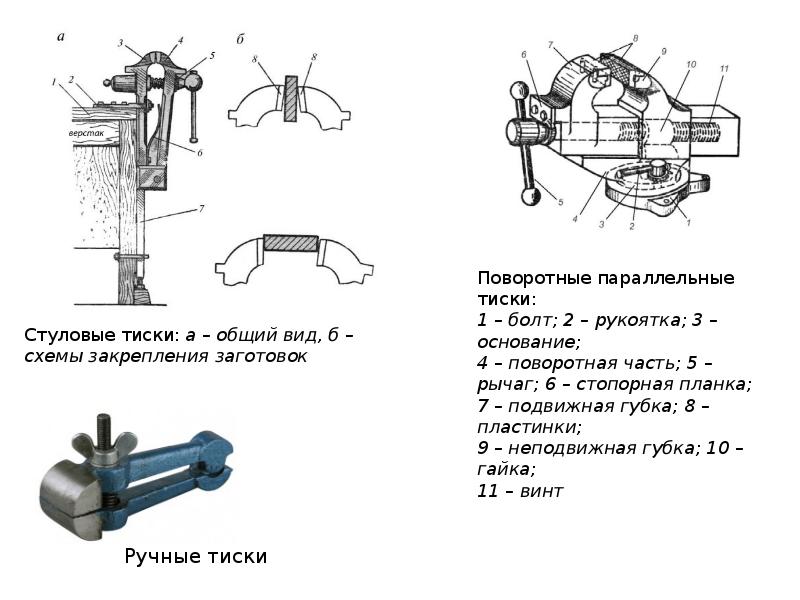
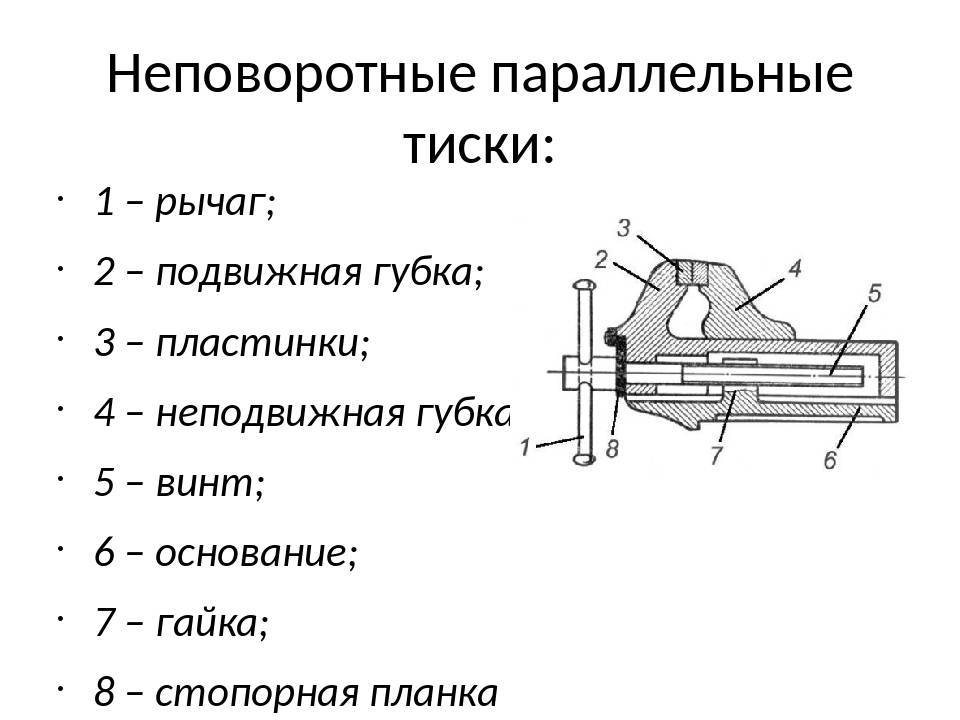
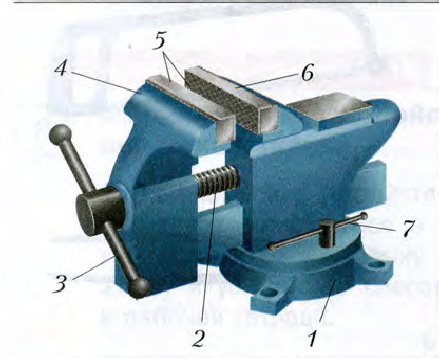
Поворотные параллельные слесарные тиски — конструкционные особенности
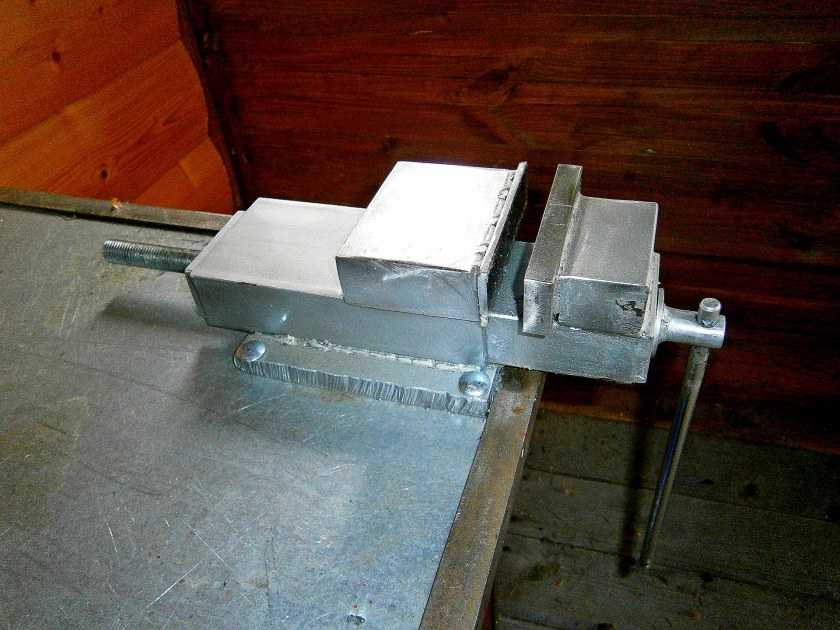
Массивное основание устройства имеет три уха с отверстиями. Их назначение – это закрепления устройства на верстаке с помощью болтов. Основание может быть стальным или чугунным, так как оно не несёт ударных нагрузок. Верстак, стол или бревно, к которому будут крепить устройство, должно иметь большой вес, быть устойчивым и труднопереворачиваемым. Устанавливать приспособление нужно на горизонтальной поверхности поворотной рукояткой к краю. Самое удобное положение – это, когда поворотная рукоятка свободно вращается без перекидывания и не задевает за край верстака.
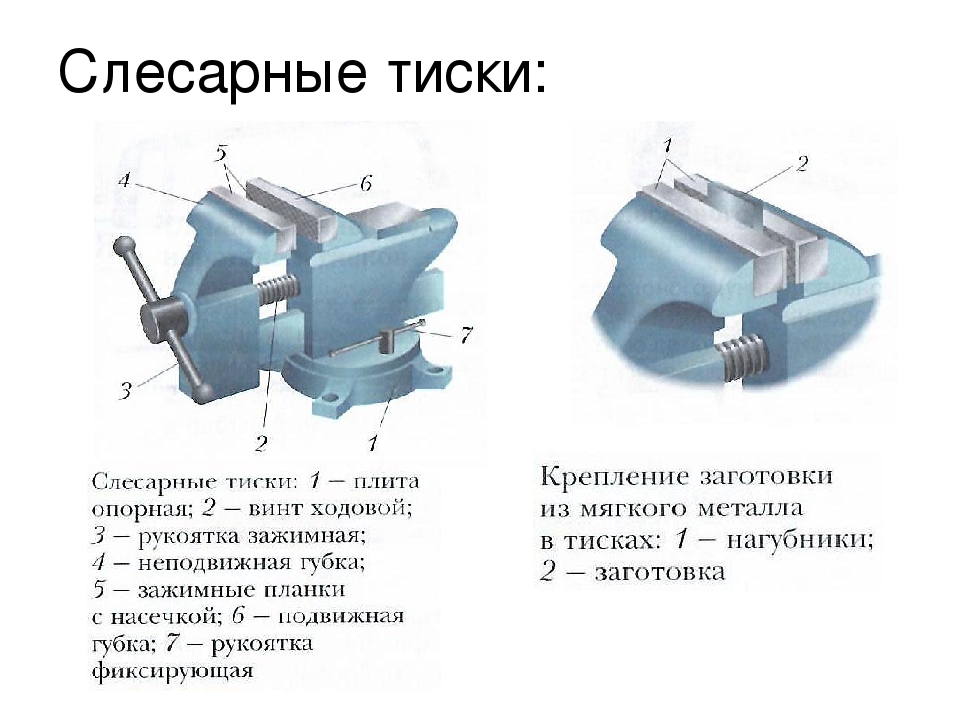
Неподвижная губка в своём основании имеет два винта, которые предназначены для фиксирования её положения относительно основания. После ослабления обеих винтов, механизм слесарных тисков можно поворачивать за и против часовой стрелки на произвольный угол (до 120°) относительно основания. После установки необходимого рабочего положения, фиксирующие винты необходимо затянуть.
В верхней части неподвижная губка переходит в плоскость, которая имеет назначение наковальни. Именно пользование слесарными тисками, изготовленными по ГОСТ 4045-75, как наковальней обуславливает использование стальных составляющих.
Часть верхней губки в месте зажима заготовки оборудована сменной щёчкой. Она крепится посредством двух винтов с потайными головками. Полное закручивание винтов не приводит к неподвижности накладки. Это необходимо для того, чтобы заготовка не повреждалась при сильном закручивании зажимного винта. Щёчки всегда стальные, даже если другие части выполнены из чугуна. Сменные накладки закаляются и могут иметь насечки двух видов: крестообразной или точечной. При закреплении мягких материалов, их поверхность может повреждаться насечкой. Если это критично, то можно использовать на щёчках мягкие прокладки (из дерева, алюминия). Кроме того, при закреплении деталей, имеющих форму близкую к сферической или цилиндрической, рекомендуется устанавливать щёчки специальной геометрической формы вместо обычных плоских, которые тоже предусмотрены ГОСТом.
Подвижная губка тоже оборудована аналогичной стальной щёчкой с насечкой. Своё прямолинейное перемещение она обеспечивает наличием направляющим пустотелым прямоугольным параллелепипедом (хоботом), который движется сквозь прямоугольное отверстие в неподвижной губке (направляющий хобот и отверстие могут быть и другой формы – полукруглой, трапецевидной).
Фиксация заготовки и перемещение подвижной губки осуществляется благодаря винту, который вращают с помощью поворотной рукоятки. Винт может иметь различный шаг резьбы. Чем он мельче, тем более точно можно зажать заготовку.
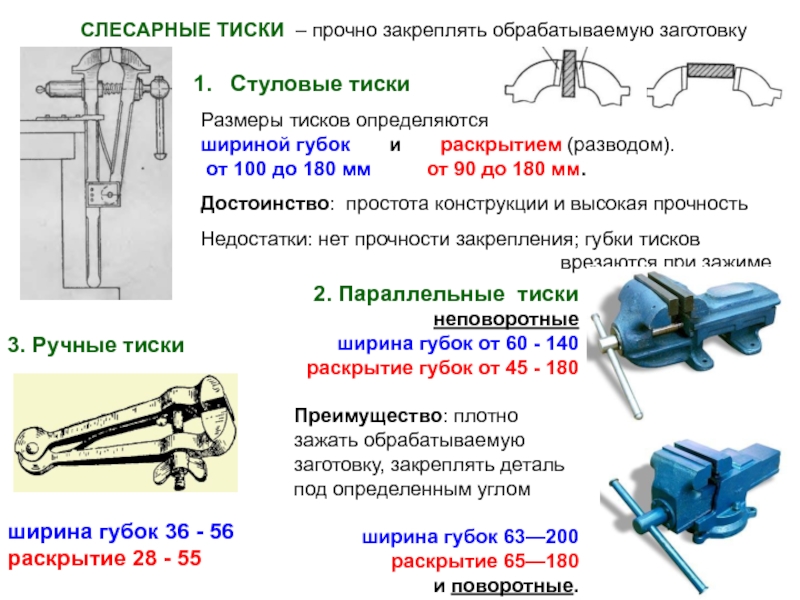
Слесарные тиски
Приспособление для фиксации деталей и заготовок перед обработкой ручным или электроинструментом. Устанавливаются на стол или верстак и крепятся болтами в основании. По конструкции могут быть стуловыми или параллельными, стационарными или поворотными, с шириной губок от 45 до 200 мм. В среднем ширина фиксируемой детали, что определяется ходом подвижной губки, составляет 140 мм.
Параллельные тиски могут иметь стационарную или поворотную конструкцию с возможностью вращения вокруг оси на 60° и более. Стационарные модели тисков дешевле и используются для работ в одном положении. Своё название они получили благодаря параллельному движению подвижной губки относительно неподвижной части. Тиски оснащены накладными губками из инструментальной стали, основание выполняется из чугуна или стали, подвижные элементы – из углеродистой стали.
Стуловые тиски являются устаревшим типом конструкции, но продолжают применяться в быту и ремонтных мастерских. Своё название получили благодаря тому, что фиксировались на основание в форме стула. Представляют собой конструкцию состоящую из основания и поворотного диска, которые по центру соединяются винтами. На корпусе, как правило, имеется наковальня. Ширина губок составляет от 90 до 180 мм. Достоинствами данной конструкции являются простота и прочность, быстрый разжим губок и возможность фиксации длинных деталей.
Простая быстрозажимная струбцина своими руками
Первый вариант — самый оптимальный для новичков. И именно с него мы и начнем. Понадобится сварочный аппарат, болгарка и дрель.
Cоветуем: Как сделать универсальную вилку для гибки металла
Быстрозажимные слесарные струбцины очень удобны в работе, поэтому мы считаем, что они должны быть у каждого мастера. Тем более что сделать такую струбцину не так уж и сложно.
Давайте рассмотрим один из самых простых вариантов. Сама идея принадлежит автору YouTube канала Mr Tool Junction.
Основной материал — это металлическая полоса. Также потребуются:
- старый напильник;
- труба;
- метизы.
Как я уже говорил, основой самоделки является металлическая полоса. Автор берет заготовку длиной 30 см, размечает и разрезает ее на две части ровно пополам. Или же можно сразу отрезать от полосы две заготовки требуемой длины (в данном случае — по 15 см) или вырезать их из листового металла подходящей толщины.
Далее нам потребуется еще один кусок полосы металла длиной около 25-30 см (длина заготовки — на ваше усмотрение).
Все три подготовленных детали необходимо соединить вместе. Короткие заготовки располагаем параллельно друг другу, и привариваем перпендикулярно длинному куску полосы.
В результате у нас получится одна из основных частей самоделки — рама самодельной струбцины. В длинной ее части с помощью УШМ вырезаем паз.
Далее необходимо будет сделать неподвижную прижимную губку струбцины. Для этого автор отрезает кусок от старого плоского напильника по металлу. Привариваем заготовку к раме.
На следующем этапе приступаем к изготовлению подвижной части струбцины — блока с быстрозажимным механизмом.
Отрезаем две детали (полосы металла) одинаковой длины, и привариваем к их торцам кусочек такой же полосы. После этого зачищаем место сопряжения деталей лепестковым кругом для УШМ.
В получившейся детали мастер сверлит пару соосных отверстий. Также необходимо будет приварить гайку, как показано на фото ниже.
Теперь нужно изготовить подвижную прижимную губку. Отрезаем заготовку, и вырезаем болгаркой или дремелем паз, чтобы можно было вставить получившуюся деталь в гайку.
В подвижной части сверлим дополнительно пару отверстий, которые нужны для крепления данной детали к раме самодельного быстрозажимного приспособления.
В завершении останется только изготовить рычажок, с помощью которого прижимная губка будет прижиматься к заготовке.
Для этого нам потребуется небольшой кусок полосы металла и отрезок круглой стальной трубы. Край полосы необходимо закруглить. Также сверлим в ней отверстие. Вставляем заготовку в трубу, и обвариваем.
Далее приступаем к сборке. Подвижную часть крепим к раме с помощью болта с барашковой гайкой. Устанавливаем рычажок.
При желании самоделку можно дополнительно покрасить — считаю, что красивым и ухоженным инструментом работать намного приятнее.
Подробнее о том, как сделать струбцину с быстрым зажимом, вы можете посмотреть на авторском видео.
Из преимуществ данной конструкции стоит отметить простоту изготовления (даже начинающие мастера смогут сделать себе такой зажим), а также низкую себестоимость — все необходимые комплектующие можно найти в металлоломе.
Какими бывают тиски по размеру и весу
Масса тисков зависит от их габаритов — с увеличением размера возрастает и вес. Еще она связана с материалом основания, станины и губок. Вот три основные категории тисков:
- Маленькие — по длине и ширине не более 29х14 см с ходом рабочей части 80 мм. Масса тисков не превышает 8 кг.
- Средние — губки раздвигаются до 125 мм, а габариты составляют 37х18 см. Вес достигает 14 кг.
- Большие — губки способны зафиксировать детали с шириной до 160 мм, а габариты тисков составляют 45.8х22 см. Масса приспособления до 30 кг. В связи с крупными размерами и большим весом применяются только в специализированных производствах и мастерских.
Критерии выбора модели тисков
Выбирая те или иные тиски, обязательно нужно учесть то, для чего они будут применены
Стоит обратить особое внимание также и на размер деталей (заготовок), с которыми предстоит работать:
Слесарные
Приобретая слесарные тиски, отдают предпочтение прочным моделям из стали. Нужно помнить, что ходовой винт таких тисков быстро изнашивается, и они не подходят для работы с очень габаритными заготовками.





Чем больше будет весить инструмент, тем он будет прочнее.
Чтобы была возможность обрабатывать заготовки, установленные вертикально, выбирают станки с вращающейся основой. Лучше приобрести модели, дополненные большой наковальней.
Круглые детали лучше обрабатывать, приобретая тиски, оснащённые призмами.
Стуловые
Приобретая такие тиски, обращают внимание на
- Функциональность и износостойкость. На них будут обрабатываться особенно прочные детали, поэтому нужно приобретать надёжные прочные модели, выполненные из закалённой стали.
- Наличие антикоррозийного покрытия. Как правило, пропитка наносится на детали, имеющие резьбу. Некоторые производители покрывают таким покрытием устройство целиком.
- Наличие насечек на пластинах. Они помогут лучше удерживать и фиксировать деталь в тисках.
Ручные
При их покупке проверяют размер зазора и параллельность пластин.
люфт должен быть минимальным;
зубцы пластин не должны оставлять царапин на металле;
обратить внимание на величину угла, под которым можно работать с помощью этих тисков.
Порядок изготовления
Тиски слесарные своими руками следует начать сооружать с опоры. Она выступает в качестве основания для инструмента. Для изготовления опоры лучше всего подходит достаточно толстый стальной лист. Из металла необходимо вырезать пластину подходящего размера. Для фиксации на верстаке в пластине делается несколько отверстий.

Для изготовления внутреннего узла необходим швеллер. Этот узел служит для крепления передвижной губки. Швеллер крепится к основанию сварочным соединением. Большинство остальных неподвижных деталей также будут монтироваться на швеллер сваркой.


















Далее нужно изготовить внешний узел тисков. Он служит для фиксации неподвижной губы. Наружная часть изготавливается из листовой стали согласно сделанным или скачанным чертежам.


Опорой для гидронасоса будет служить задний узел конструкции. Для его изготовления следует применять толстую сталь, поскольку он будет подвергаться довольно высоким нагрузкам.
После этого посредством УШМ и наждачной бумаги шлифуется подвижный узел. Нужно добиться идеальной гладкости поверхностей, а затем сварить детали.

В готовую конструкцию монтируется гидравлический цилиндр. Он должен опираться на неподвижный узел с одной стороны, а с другой присоединяется к подвижной, обеспечивая её движение. Для возврата в открытую позицию следует установить мощную пружину, сбросив давление цилиндра.

Для изготовления губ нужно применять материал максимально высокой прочности. Именно на губы оказывается самая высокая рабочая нагрузка
Важно качественно выполнить сварку, чтобы детали были соединены надёжно и в процессе эксплуатации не было люфтов.

Для фиксации самих губ к подвижному и неподвижному узлам используются винты или саморезы. Затем можно зашлифовать оставшиеся детали и покрасить готовые тиски в желаемый цвет.

По фотографиям и схемам можно ориентироваться, какими должны получиться тиски своими руками в домашних условиях, видео поможет наглядно ознакомиться с процессом изготовления конструкции.

Как выбрать тиски
При выборе тисков учитывается сфера их применения и размеры заготовок, которые планируется в них устанавливать.
Слесарные – предполагают повышенное усилие зажима при обработке деталей, поэтому предпочтительны жесткие модели из стали, а не из порошкового металла.
- Ходовой винт с треугольной метрической резьбой быстро изнашивается, а усилия зажима недостаточно для обработки габаритных заготовок.
- Вес конструкции косвенно характеризует его прочность.
- Для обработки деталей в вертикальном положении выбираются модернизированные слесарные тиски. Их основание вращается на 360°. Чаще оснащены увеличенной наковальней.
- Для круглых заготовок предпочтительны модели, корпус которых оснащен призмами. Эти тиски чаще применяются с ползунком.
Столярные – обращайте внимание на диаметр шнека и равномерность выравнивания стержней. Предполагается параллельное движение при вкручивании
Если инструмент идет неравномерно, риск повреждения заготовок увеличивается.
Дополнительно осматриваются накладки зажимов, при выборе проверяются на куске пластика
Важно, чтобы не оставалось следов и вмятин на поверхности.
В моделях с верстаком или станиной визуально проверяется ровность плоскости. Для этого нужно встать таким образом, чтобы ближайший угол станины оказался на уровне глаз – изъяны становятся заметными, когда плоскость выглядит как струна.
Фронтальные тиски доступны лишь с винтовым механизмом и направляющим стержнем
Стоит продумать, удобно ли это для текущих эксплуатационных нужд.
Станочные – выбираются для обработки материалов повышенной жесткости, поэтому в приоритете находится функциональность.
- Губки для фиксации заготовки меньшей высоты, чем в других типах.
- По сравнению со слесарными тисками конструкция является более жесткой.
- Инструмент крепит деталь под конкретным углом и поддерживает поворачивание вокруг вертикальной оси.
При выборе учитывается материал, из которого изготовлен инструмент. Предпочтительны модели из закаленной стали.
Если подобный вариант не укладывается в бюджет, старайтесь выбрать устройство со стальными подвижными деталями, так как они подвержены наибольшему износу.
Важна антикоррозийная обработка инструмента – покрытие чаще всего наносится на резьбовые детали, но встречается и цельное.
Двойные станочные – поддерживают одновременную обработку нескольких деталей, но для постоянной бытовой эксплуатации неудобны.
Синусные – используются при сложной обработке деталей. Они поддерживают уклон крепления детали в нескольких взаимноперпендикулярных плоскостях.








Ручные – при выборе стоит проверить параллельность губок, качество схождения и размер зазора.
- Люфт рукоятки – признак инструмента, с которым будут сложности.
- Ширина рабочего зазора в открытом состоянии – параметр, определяющий, войдет ли заготовка в инструмент. Зазор в ручных моделях, как правило, небольшой, поэтому стоит тщательно примерять габариты.
- Проверьте, оставляют ли зубцы вмятины на мягком металле. В таком случае предпочтителен инструмент с меньшей высотой резьбы зажимов.
Поворотная основа фиксации инструмента удобна в работе, но снижает жесткость конструкции. Механизм поворота – самое слабое звено инструмента, поэтому такая функциональность выбирается только в случаях, когда без нее работа невозможна.
При выборе стоит определить величину угла, который чаще требуется во время работ. Доступны вариации с минимальным углом поворота и модели, вращающиеся на 180 или 360 градусов.
Статичные модели надежнее, но подбор точки крепления затрудняется параметрами верстака. С нестандартными заготовками чаще используются дополнительные устройства для фиксации: наживление с помощью болтов или захват струбциной.
Лучшие столярные тиски
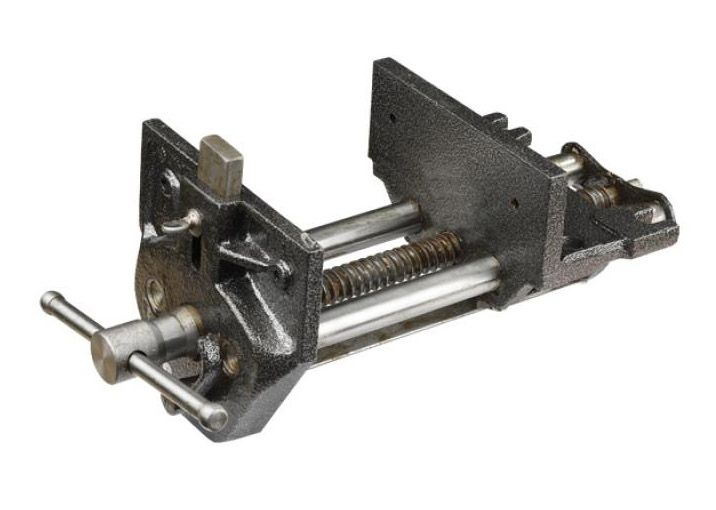
Столярные быстрозажимные тиски ЗУБР ЭКСПЕРТ 32731-175 применяются для фиксации деревянных деталей при их обработке. Рабочий элемент, подвижная и неподвижная губки отливаются из высококачественного серого чугуна марки СЧ-25.
Перемещение вдоль двух цилиндрических направляющих. Крутящий момент создается парой «винт–гайка» и преобразуется в возвратно-поступательное движение.
Для фиксации заготовок из древесины мягких пород (сосна, ель, береза, липа и другие) предусмотрены сменные накладки из дерева.
Модель состоит из:
- подвижной и неподвижной губки;
- цилиндрических направляющих;
- центрального винта с трапецеидальной резьбой;
- рукояти.
Фиксируется приспособление к верстаку винтами и гайками через отверстия в корпусе (станине). Посредством быстроразъемного механизма – рычажка около осевого винта – ходовая гайка расфиксируется.
В результате этого подвижная губка получает свободу перемещения.
Характеристики:
| Тип приспособления | столярные тиски |
| Ширина губок, мм | 175 |
| Наличие функции поворота | отсутствует |
| Полный рабочий ход, мм | 205 |
| Вес в сборе, кг | 9,19 |
| Габаритные размеры, мм | 180 х 180 х 400 |
Плюсы:
- большой размер губок позволяет обрабатывать габаритные изделия из дерева;
- сменные насадки расширяют диапазон деревянных деталей – появилась возможность работать с твердыми и мягкими сортами древесины;
- плавность хода обеспечивается точной подгонкой резьбовой пары «винт–гайка» и двумя цилиндрическими направляющими;
- масса тисков создает большую инертность, что повышает устойчивость при возникновении значительных усилий в процессе обработки;
- грамотная компоновка снизила габаритные размеры, но оставила возможность для обработки длинномерных заготовок.
Минусы:
Негативных факторов у этой модели почти нет. Отмечена лишь высокая цена изделия. Другой отрицательный момент – производитель накладывает много технологической смазки. На удаление приходится тратить 20-30 минут.
Область применения
Слесарные тиски — это сделанный из металла специальный инструмент, который можно расположить на верстаке или рабочем столе с помощью специального крепежа.
Как следует из названия, слесарные тиски используются в первую очередь при выполнении слесарных работ различного уровня. С их помощью можно надёжно и прочно зафиксировать всевозможные заготовки и детали, удерживая их в неподвижном состоянии для их последующей ручной или механической обработки. Выпускается этот инструмент в соответствии с государственным стандартом качества (ГОСТ).
Размер и параметры тисков определяются размером заготовки, которую требуется зафиксировать с их помощью.
Советы по выбору
Выбирая фиксирующие приспособления для выполнения слесарных работ, важно позаботиться о том, чтобы прибор был максимально удобен в эксплуатации, ведь только в таком случае можно обеспечить качественную обработку. Как правило, к тискам выдвигаются следующие требования:
Соответствие длины хода габаритам обрабатываемой детали. Тиски слесарные 250 мм не подойдут для работы с мелкими изделиями, и наоборот, приспособления с пометкой 75 мм нельзя использовать для обработки крупных деталей. ;
Запас надежности и прочности. Тиски являются как бы продолжением верстака, поэтому они должны противостоять ударным и механическим нагрузкам, которые неизбежны в процессе выполнения работы. ;
Хорошая фиксация детали. Тиски слесарные 250 мм (или аналогичные приборы в других исполнениях) должны обеспечивать надежное крепление обрабатываемого изделия на верстаке. Чтобы обеспечить данное условие, нужно выбирать качественное фиксирующее устройство нужного размера, предварительно определившись с типом планируемой обработки и точными габаритами деталей. Оптимальными считаются тиски слесарные 140-250 мм – из этого диапазона можно выбрать подходящий вариант. ;
Надежность крепления на станке
Помимо хорошей фиксации самой детали, важно надежно закрепить прибор на станке, что позволит полностью исключить нежелательные вибрации и колебания при выполнении работ. ;
Возможность поворота
Стационарные приборы уже несколько устарели, и сегодня большой популярностью пользуются тиски слесарные поворотные, которые позволяют ориентировать обрабатываемое изделие под нужным углом.
Правильно выбранные фиксирующие приборы способны облегчить и ускорить рабочий процесс
По сравнению с другими характеристиками, величина хода устройства имеет определяющее значение, и на этот параметр нужно обращать внимание в первую очередь. Если это тиски 150 мм – слесарные работы возможны только с подходящими по размерам изделиями, а для фиксации более крупных деталей лучше выбрать другую модель
На нашем сайте вы можете купить необходимый инструмент по доступной цене. Для этого перейдите в каталог и изучите представленную в наличии продукцию. Доставим товар в любой регион России.
Тиски предназначены для фиксации обрабатываемой детали. От того, насколько надежно закреплена заготовка, зависит конечный результат. К выбору инструмента требуется подходить основательно, взвешивая все «за» и «против».
Разновидности инструментов
Существуют различные типы тисков, которые предназначены для решения разнообразных задач. В конструкциях имеются особенности, которые нужно учитывать при выборе.
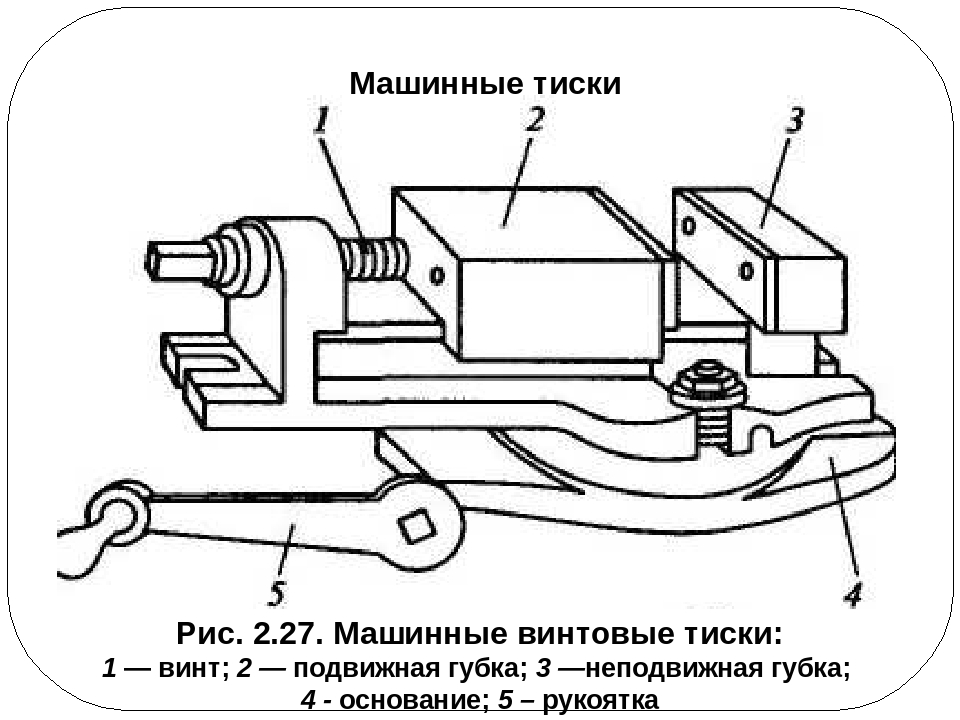
Винтовые модели
Они используют прижимной винт который проходит через всю толщину инструмента. Он полностью покрыт резьбой, которая имеет трапециевидное сечение. Фиксация происходит при помощи винта, расположенного с внешней стороны инструмента. Прижим осуществляется при его вращении по часовой стрелке.
Схема устройства тисковИсточник moiinstrumentu.ru
Быстрозажимные тиски
В отличие от винтовых моделей подвижная губка не посажена жёстко на винт. Она может немного смещаться в поперечном направлении по желанию мастера. Эта деталь подпружинена и обычно надёжно прижимается винтом. При сдвиге она может свободно перемещаться вдоль винта.
Таким образом удобно перемещать подвижную губку на сравнительно большое расстояние. Это свойство будет полезна, если нужно быстро открыть тиски, чтобы поместить туда относительно объёмную деталь.
Быстроразъёмные
В таком инструменте подвижная губка легко перемещается вдоль оси. При этом зажим осуществляется при помощи специальных рычажков. Преимуществом такой конструкции является возможность быстрой подготовки к работе.
Изображение ттисков в разрезеИсточник moiinstrumentu.ru
Эксцентриковые тиски
Они представляют собой поворотный механизм, прижатие которого регулируется при помощи выведенной рукоятки. Когда происходит фиксация детали, осуществляется надёжный прижим.
Пневматические модели
По устройству они напоминают инструмент стандартной конструкции. Дополнительно с противоположной от винта стороны прикреплено пневматическое силовое устройство. Давление воздуха обеспечивает нужную силу зажима, достигая её в течение 2-3 секунд.
Гидравлические тиски
К ним подведён гидравлический механизм, который может быть встроенным или подключаемым. Такие тиски обычно применяются на производственных предприятиях. Применение гидравлики экономит силы мастера и позволяет ускорить выполнение работы.
Тиски должны быть практически в каждой мастерскойИсточник moiinstrumentu.ru
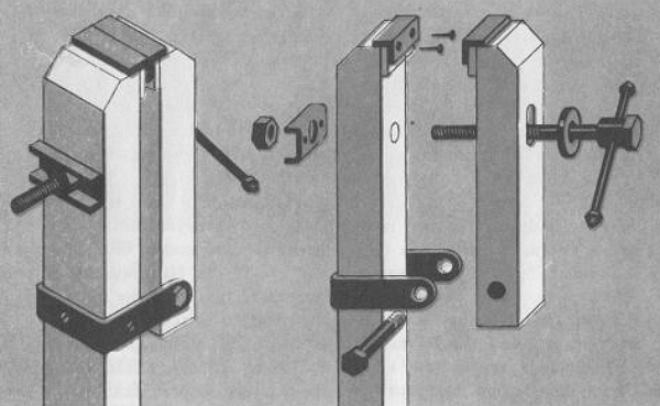
Инструкция по изготовлению тисков: вариант №2
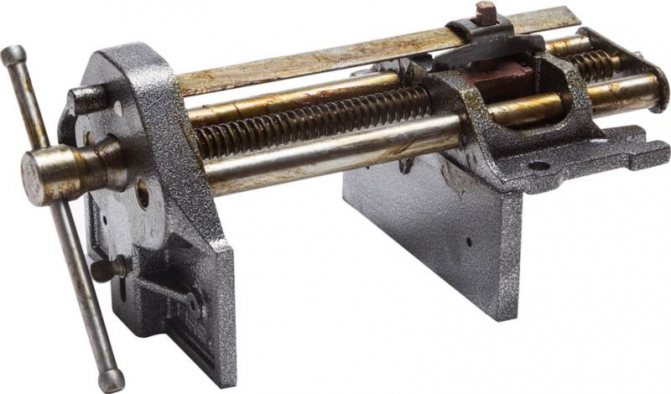
Самодельные тиски не требуют сложных конструкторских разработок и расчетов. Можно воспользоваться многочисленными фото и чертежами подобных устройств, которые легко найти в интернете. Достаточно простая, но в то же время очень эффективная конструкция создается на основе металлических труб.
Как известно, трубы, используемые для монтажа водо- и газопроводов, выпускаются с таким расчетом, что изделие определенного диаметра плотно входит в трубу последующего типоразмера. Именно эта особенность труб позволяет использовать их для такого устройства, как самодельные слесарные тиски. Наглядный чертеж, фото и описание процесса изготовления помогут самостоятельно изготовить данные тиски.
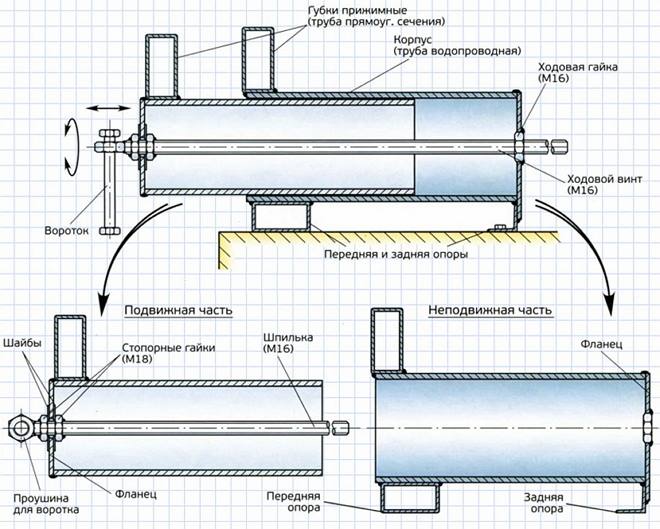
Чертеж самодельных тисков. Ниже два фото с готовым изделием
Конструктивными элементами, из которых будут состоять самодельные тиски, являются:
- отрезок металлической трубы, который будет выступать в роли внутренней подвижной части приспособления;
- отрезок металлической трубы следующего типоразмера, который будет служить внешней неподвижной частью;
- ходовая гайка с диаметром резьбы М16;
- ходовой винт с диаметром резьбы М16;
- вороток, за счет которого ходовому винту будет сообщаться вращение;
- передняя и задняя опоры, за счет которых неподвижная труба будет фиксироваться на основании;
- отрезки трубы прямоугольного профиля (будущие зажимные губки тисков);
- две стопорные гайки с диаметрами резьбы М16 и М18.

Две основные части тисков (подвижная и неподвижная)
Изготавливать такие тиски своими руками начинают с того, что к торцу отрезка трубы большего диаметра, которая будет выступать в роли неподвижного элемента, приваривают фланец. В центральное отверстие фланца должна быть вварена гайка с резьбой М16. К торцу отрезка подвижной трубы меньшего диаметра также приваривается фланец с центральным отверстием, в которое будет пропущен ходовой винт.




На некотором расстоянии от края ходового винта к нему приваривается гайка М18 (она станет фиксирующим элементом). После этого конец ходового винта, к которому приварена гайка, необходимо пропустить через внутреннюю часть подвижной трубы и вставить его в отверстие во фланце. При этом гайка должна прижаться к фланцу с его внутренней стороны.

Тиски в сборе (на фото в них зажат молоток)
На конец ходового винта, выступивший с наружной стороны фланца, надевается шайба и навинчивается гайка М16, которая затем приваривается к винту. Между внутренней гайкой и поверхностью фланца также должна быть установлена шайба, что необходимо для уменьшения силы трения. Чтобы правильно выполнить этот этап изготовления самодельных тисков, лучше ориентироваться на соответствующее видео.
После того как подвижный узел тисков собран, следует вставить его в неподвижную трубу большего диаметра и вкрутить второй конец ходового винта в гайку второго фланца. Чтобы соединить ходовой винт с воротком, к его концу, выступающему со стороны подвижной трубы, можно приварить гайку или шайбу, в отверстия которых и будет пропущен вороток.
Зажимные губки таких тисков можно сделать из отрезков прямоугольных труб, которые привариваются к подвижной и неподвижной частям. Чтобы придать конструкции устойчивость, к нижней части неподвижной трубы привариваются две опоры, в качестве которых могут быть использованы уголки или прямоугольные трубы.
Внутренняя труба в процессе вращения ходового винта также может вращаться, что делает использование таких тисков очень неудобным. Чтобы этого не происходило, в верхней части неподвижной трубы можно сделать продольную прорезь, а в подвижную трубу вкрутить винт-фиксатор, который будет перемещаться по этой прорези и предотвращать вращение подвижной части.
На многих фото самодельных тисков подобной конструкции представлены устройства, подвижная и неподвижная части которых изготовлены из труб квадратного или прямоугольного профиля. Использование таких труб также позволяет избежать вращения подвижной части тисков.
Если не планируется сильно нагружать тиски, то вполне можно изготовить их из дерева по несложной схеме
Тиски для сверлильного станка: неотъемлемая деталь аппарата
Тиски, вмонтированные в сверлильный станок, являются не дополнительной деталью, а необходимым аксессуаром установки. С их помощью можно неподвижно зажать деталь в отношении патрона станка и производить максимально точные и даже серийные действия по сверлению.
Тиски для сверлильного станка являются необходимым инструментом.
Приобретая тиски для сверлильного станка, сразу же следует обратить внимание на размер губок. Их ширина может колебаться в диапазоне 60-150 мм
Важна также их глубина и показатель максимального расхождения. Отдельные модели сверлильных тисков имеют призматические губки, позволяющие фиксировать заготовки и детали круглой формы.
Подвидом тисков для сверлильного станка является инструмент с дополнительной ступенькой, которая позволяет фиксировать деталь маленького размера таким образом, чтобы значительная часть располагалась над поверхностью губок сверлильных тисков.
Основной параметр – это расстояние между пазами, определяющее возможность монтажа определенных тисков на сверлильный станок. Можно встретить модели, которые вместо длинных пазов имеют небольшие ушки
На такие сверлильные тиски следует обратить особое внимание
Современный рынок предлагает широкий выбор оборудования подобного типа. Лучше всего отдать предпочтение модели с трехсторонней установкой. Такие тиски можно легко установить не только на грань нижнего уровня, но и на две другие. Эта возможность делает их более гибкими в работе. Можно приобрести готовую конструкцию, а также вполне доступно изготовить тиски для сверлильного станка своими руками.
Некоторые модели сверлильных тисков оснащаются призматическими губками, что позволяет фиксировать заготовки круглой формы.