
Технические характеристики станка 6Р81Г
| Наименование параметра | 6Р81 | 6Р81Г | 6Р81Ш |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | П |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 | 1000 х 250 | 1000 х 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | – | – | – |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола | 50..370 | 50..400 | 50..400 |
| Расстояние от оси шпинделя до хобота, мм | 142 | 142 | 142 |
| Расстояние от оси вертикального шпинделя до направляющих стойки, мм | – | – | 245..845 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное (ось X), мм | 630 | 630 | 630 |
| Наибольшее перемещение стола поперечное (ось Y), мм | 200 | 200 | 200 |
| Наибольшее перемещение стола вертикальное (ось Z), мм | 320 | 350 | 350 |
| Наибольший угол поворота стола, град | ±45 | нет | нет |
| Цена одного деления шкалы поворота стола, град | 1 | нет | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 | 0,025 | 0,025 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 | 3 | 3 |
| Шпиндель | |||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 |
| Эскиз конца шпинделя | 45 ГОСТ 836-72 | 45 ГОСТ 836-72 | 45 ГОСТ 836-72 |
| Конус шпинделя | 45 | 45 | 45 |
| Конус поворотного шпинделя | – | – | 40 |
| Механика станка | |||
| Быстрый ход стола продольный и поперечный, мм/мин | 3150 | 3150 | 3150 |
| Быстрый ход стола вертикальный, мм/мин | 1050 | 1050 | 1050 |
| Число ступеней рабочих подач стола | 16 | 16 | 16 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25..800 | 25..800 | 25..800 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..266,7 | 8,3..266,7 | 8,3..266,7 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной) | нет | нет | нет |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть | есть | есть |
| Торможение шпинделя (муфта) | есть | есть | есть |
| Предохранение от перегрузки (шариковая пара) | есть | есть | есть |
| Привод | |||
| Электродвигатель привода главного движения, кВт | 5,5 | 5,5 | 5,5 |
| Электродвигатель привода подач, кВт | 1,5 | 1,5 | 1,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Электронасос охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1480 х 1990 х 1630 | 1480 х 1990 х 1630 | 1480 х 2045 х 1890 |
| Масса станка, кг | 2280 | 2210 | 2530 |
Список литературы:
Консольно-фрезерные станки 6Р81Г, 6Р81, 6Р11, 6Р81Ш. Руководство по эксплуатации РЭ, 1983
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Где и для чего используется фрезерные станки
Данный фрезер имеет устройство ЧПУ модели Н33-2М. С помощью которого есть возможность производить и контролировать обработку металлических изделий дистанционно по вертикальной, продольной и горизонтальной координатам. С помощью этого, можно осуществлять транспортировку стола, на котором обрабатывается металлический элемент, а также перемещать ползун с инструментом.
Перемещение элемента на дистанционных программах вверх и вниз осуществляется при помощи передвижения ползуна. Панель ЧПУ 6Р13Ф3 имеет установочное перемещение. Поскольку в момент обработки металлического изделия консоль полностью сжата, надрезание элемента производится максимально точно.
Аппарат ЧПУ 6Р13Ф3 обустроен приводами электрической подачи, которые являются следящими-регулируемыми. Данные приводы обеспечивают беспрерывную подачу тока, вследствие которого, стол может перемещаться достаточно быстро (до 4,80 м/мин.). За счет этого исключен вариант изготовления бракованной детали, если перестанет функционировать один из приводов механизма. Устройство имеет централизованную систему смазки всех направляющих элементов. Для зажима металлического изделия, в механизме присутствует электромеханический инструмент, усилие зажима которого равно более 2.000 килограммам.
Станок разработан в соответствие со всеми нормами и требованиями ГОСТ стандартов. Оборудование оснащено собственной проводкой электричества на случай, если отделочные работы необходимо будет проводить в месте, где не имеется розетки. После отделки металлического элемента, показатель уровня шероховатости примерно равен 20 мкм.
2 Технические характеристики и параметры 6Р13
Информацию о таковых содержит паспорт данного фрезерного станка. Из него можно узнать, что описываемая установка для фрезерования имеет массу 4200 кг, расстояние от рабочей поверхности до торца рабочего инструмента от 3 до 50 см, от вертикальных направляющих – 42 см (эта величина обычно именуется вылетом шпинделя).
При ручном передвижении в продольном направлении стол агрегата может перемещаться на 100 см, в поперечном – на 32 см, по вертикали – на 42 см, а при перемещении в механическом режиме – на 100, 30 и 41 см соответственно. При таких параметрах, которые указывает паспорт, станок способен без затруднений производить обработку заготовок весом до 300 кг.
Механические характеристики оборудования оговаривают максимальное усилие резки деталей из металла и высоколегированной стали. Оно составляет 20 кН (продольное направление), 12 кН (поперечное) и 8 кН (вертикальное). При черновой обработке изделий на 6Р13 разрешается использовать фрезы сечением не более 20 см.
Механика станка 6Р13 располагает выключающими упорами всех видов подач, запретом включения подач раздельно, прерывистой подачей, осуществляемой автоматически. Также паспорт агрегата указывает на наличие в его конструкции особой муфты, предназначенной для защиты фрезерного оборудования от перегрузок.
Факторы, ведущие к выбору станка 6Р13Ф3
Первым фактором для выбора станка является его типоразмер, говорящий о максимальных габаритах обрабатываемого изделия, а во фрезерных станках это размер рабочего стола (или на пример в токарных станках высота центров). У данного станка размер рабочего стола 400х1600.
Вторым фактором является полная стоимость станка (покупки и установки). Полная стоимость станка составляет около 520 тыс. руб. и варьируется в зависимости от модели устройства ЧПУ.
Также требуется, при выборе станка, обращать внимание на возможность автоматической смены инструмента, а на этом станке этой функции нет. Точность же станка, по классификации, высокая
Станок может быть оборудован системами ЧПУ наиболее простым для обучения, но не для использования так как имеет малое количество циклов и имеет больший уклон в использование обычных G кодов по 3м координатам.
Из выше описанного можно сделать вывод что станок подходит для среднесерийного производства т.к. не имеется автоматической смены инструмента, но имеет систему ЧПУ позволяющую автоматизировать обработку одного установа (за что не рационально переплачивать при мелкосерийном производстве).
Полный перечень характеристик станка 6Р13Ф3-37
|
Класс точности по ГОСТ 8-82 |
Н |
|
Основные параметры станка |
|
|
Размеры рабочей поверхности стола (длина х ширина), мм |
400 х 1600 |
|
Максимальная нагрузка на стол (по центру), кг |
300 |
|
Число Т-образных пазов Размеры Т-образных пазов |
3 |
|
Наибольшее продольное перемещение стола (X), мм |
1000 |
|
Наибольшее поперечное перемещение стола (Y), мм |
400 |
|
Наибольшее вертикальное установочное перемещение стола, мм |
420 |
|
Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм |
500 |
|
Наименьшее расстояние от задней кромки стола до направляющих станины, мм |
100 |
|
Расстояние от торца шпинделя до рабочей поверхности стола, мм |
|
|
Наибольшее вертикальное перемещение ползуна (Z), мм |
250 |
|
Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин |
3..4800 |
|
Скорость быстрого перемещения стола и ползуна, мм/мин |
4800 |
|
Наименьшее и наибольшее расстояние от торца шпинделя до стола мм |
70…490 |
|
Подача за один импульс, мм |
0,01 |
|
Точность позиционирования по оси X, мм |
0,065 |
|
Точность позиционирования по оси Y, Z, мм |
0,040 |
|
Наибольший диаметр сверления, мм |
30 |
|
Наибольший диаметр концевой фрезы, мм |
40 |
|
Наибольший диаметр торцевой фрезы, мм |
125 |
|
Шпиндель |
|
|
Количество шпинделей |
1 |
|
Частота вращения шпинделя, об/мин |
40…2000 |
|
Количество скоростей шпинделя |
18 |
|
Наибольший крутящий момент, кгс.м |
62,8 |
|
Конец шпинделя |
ГОСТ 836-72, 7:24 |
|
Система ЧПУ |
|
|
Тип ЧПУ |
Н33-2М |
|
Способ задания размеров |
В приращениях |
|
Виды интерполяции |
Линейная Круговая |
|
Число одновременно управляемых координат при линейной / при круговой интерполяции |
3/2 |
|
Электрооборудование |
|
|
Количество электродвигателей на станке |
8 |
|
Электродвигатель привода главного движения, кВт (об/мин) |
7,5 (1450) |
|
Электроприводы подачи по осям X, Y, Z, кВт |
2,2 |
|
Электропривод наладочного перемещения консоли, кВт |
2,2 |
|
Электропривод зажима инструмента, кВт |
0,18 |
|
Электропривод насоса охлаждения, кВт |
0,12 |
|
Электродвигатель насоса для мазки, кВт |
0,27 |
|
Суммарная мощность электродвигателей, кВт |
16,87 |
|
Габарит станка |
|
|
Габариты станка, мм |
3450 х 3970 х 2965 |
|
Масса станка, кг |
4450 |
4-х осевое фрезерование
4-осевая обработка добавляет вращение вокруг оси X, называемое осью A. Шпиндель имеет 3 линейные оси движения (XYZ), как и при 3-осевой обработке, плюс ось A возникает при вращении заготовки. Есть несколько различных устройств для 4-х осевых станков, но обычно они относятся к типу «вертикальной обработки», когда шпиндель вращается вокруг оси Z. Заготовка установлена по оси X и может вращаться вместе с приспособлением по оси A. При установке одного приспособления можно обрабатывать 4 стороны детали.
4-х осевое фрезерование
Сложные профили, такие как кулачки, можно обрабатывать на 4-осевом станке
Существует два типа 4-осевой обработки с ЧПУ: индексирующая и непрерывная.
Индекс 4-осевой обработки с ЧПУ — это когда 4-я ось (ось A) вращается, когда станок не режет материал. После выбора правильного вращения включается тормоз, и машина возобновляет резку.
При непрерывной 4-осевой обработке станок может резать материал одновременно с вращением по оси A. Это позволяет обрабатывать сложные дуги, такие как профиль кулачков и спиралей.
4-х осевое фрезерование дает нам возможность обрабатывать детали под углом, что невозможно на 3-осевом станке. Имейте в виду, что 4-осевая обработка допускает одну ось вращения для каждой установки приспособления, поэтому все элементы, расположенные под углом, должны быть расположены под углом относительно одних и тех же осей, или дополнительные приспособления должны быть установлены на место.
Возможна винтовая обработка на 4-осевых станках
5-и осевая обработка
Эти фрезерные станки с ЧПУ используют 2 из 3 возможных осей вращения, в зависимости от типа станка. Машина будет либо использовать вращение в А-оси и оси С, или поворот в B-оси и оси С. Вращение происходит либо за счет заготовки, либо за счет шпинделя.
Есть два основных типа 5-осевых станков с ЧПУ, 3 + 2 станки и 5-осевые станки непрерывного действия.
При обработке по схеме 3 + 2 две оси вращения работают независимо друг от друга, что означает, что заготовку можно повернуть на любой составной угол по отношению к режущему инструменту для обработки деталей. Однако вращение двух осей одновременно с обработкой невозможно. Обработка 3 + 2 позволяет создавать очень сложные 3D-формы. Полностью непрерывная 5-осевая обработка может вращать две оси вращения, одновременно с обработкой и линейным движением режущего инструмента в координатах XYZ.
5-и осевое фрезерование
Непрерывная 5-осевая обработка позволяет создавать очень сложные трехмерные формы, не только плоские составные угловые элементы, но и сложные криволинейные трехмерные поверхности, что дает нам возможность изготавливать детали, обычно предназначенные для процессов формования.
Возможности одновременной 5-осевой обработки
5-осевая обработка дает конструкторам огромную гибкость при проектировании очень сложной трехмерной геометрии
Понимание возможностей каждого типа обработки с ЧПУ имеет важное значение при проектировании деталей с ЧПУ. Если ваш дизайн требует использования 5-осевого ЧПУ, извлеките из него максимум пользы! Какие еще функции могут выиграть от 5-осевой обработки?
Статья переведена с сайта https://cloudnc.com/
Система ЧПУ
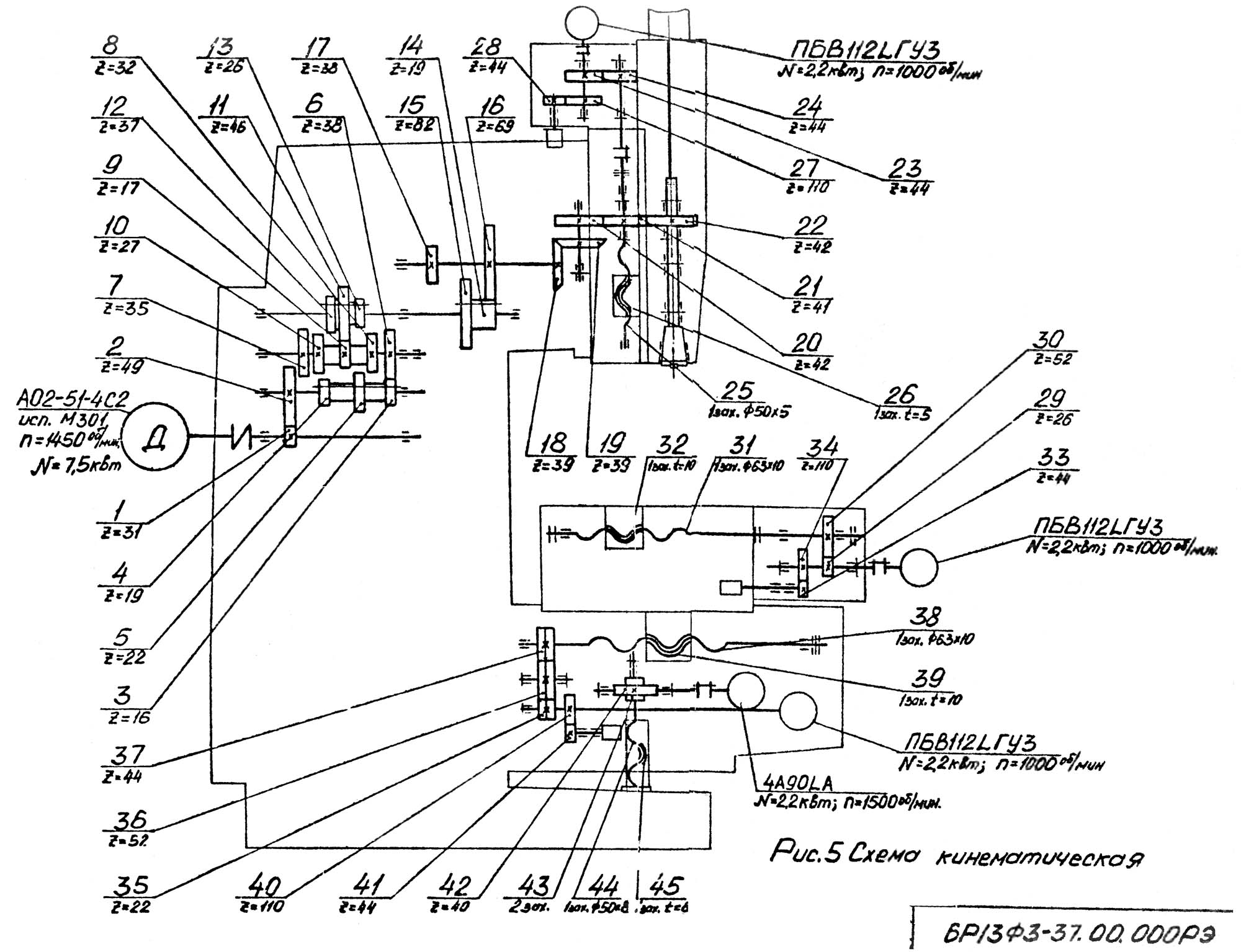
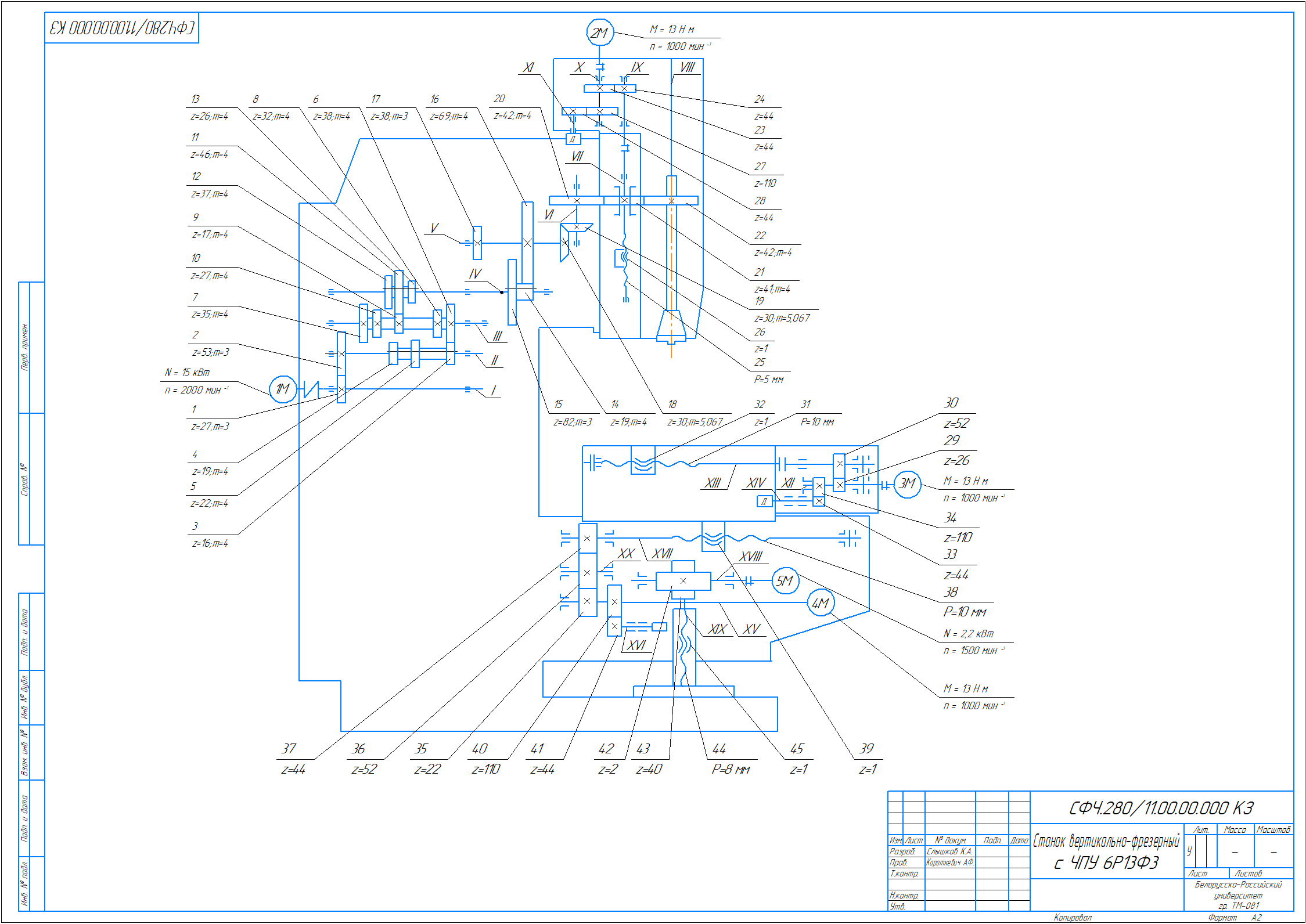
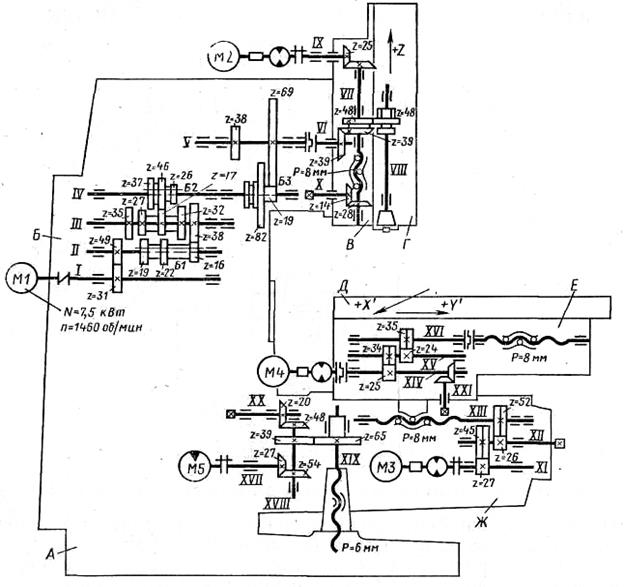
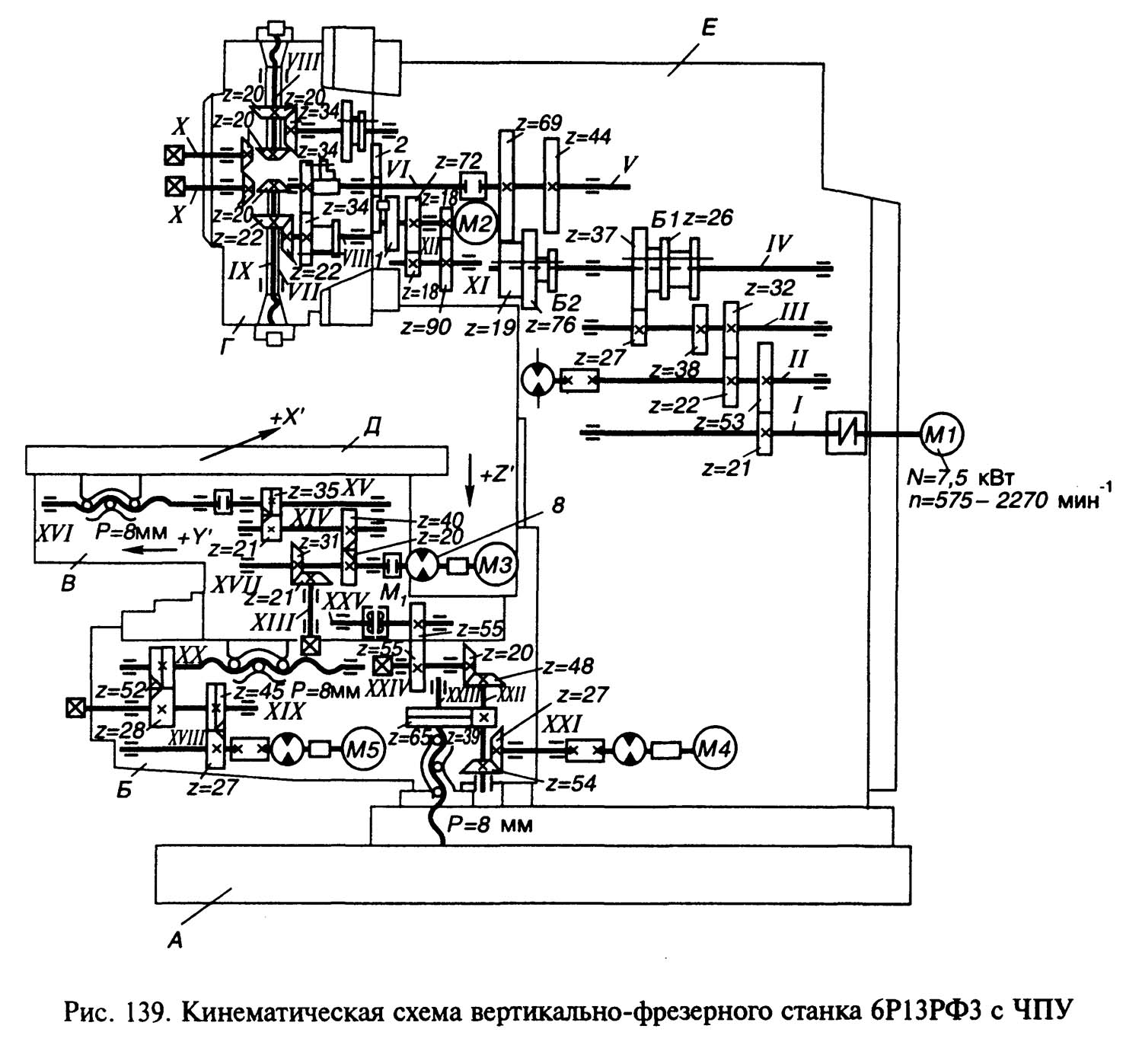
Фрезерный станок с ЧПУ 6Р13Ф3, 6Р13РФ3, 6Т13Ф3 оснащался заводом-изготовителем системой ЧПУ модели НЗЗ-2М. ЧПУ позволяет вести обработку изделий в режиме программного управления одновременно по трем координатам: продольной, поперечной (перемещение стола и салазок с обрабатываемой деталью) и вертикальной (перемещение ползуна с инструментом). Программируемое вертикальное перемещение (координата Z) осуществляется движением ползуна. Консоль фрезерного станка с ЧПУ 6Р13Ф3, 6Р13РФ3, 6Т13Ф3 имеет только установочное перемещение, исключающее позиционирование и работу в следящем режиме консоли, имеющей значительную массу. Повышается точность обработки, так как в процессе резания консоль всегда зажата.
Приводы станка
Фрезерный станок с ЧПУ 6Р13Ф3, 6Р13РФ3, 6Т13Ф3 оснащен следяще-регулируемыми приводами подач с высокомоментными электродвигателями постоянного тока. Применение следящих регулируемых приводов с двигателями постоянного тока обеспечивает скорость быстрого перемещения стола до 4,8 м/мин и исключает брак детали при контурной обработке в случае отказа привода подач по одной из координат. Введена централизованная смазка направляющих. В станке применяется электромеханическое устройство зажима инструмента, обеспечивающее стабильное усилие зажима 2000 кг. Для выносного оборудования имеется готовая электропроводка со штепсельными разъемами.
Обозначение
Буквенно-цифирный индекс фрезерного станка с ЧПУ 6Р13Ф3, 6Р13РФ3, 6Т13Ф3 обозначает следующее: цифра 6 — это фрезерный станок; буква Р, Т, М – модификация станка, цифра 1 – обозначает вертикальный фрезерный станок, цифра 3 – типоразмер станка (размер стола), Ф3 — наличие системы ЧПУ.
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 400 х 1600 |
| Класс точности по ГОСТ 8-71 | П |
| Шероховатость обработанной поверхности Rz, мкм | 20 |
| Максимальная нагрузка на стол (по центру), кг | 300 |
| Наибольшее продольное перемещение стола (X), мм | 1000 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 |
| Наибольшее вертикальное установочное перемещение стола, мм | 420 |
| Наибольшее вертикальное перемещение ползуна (Z), мм | 250 |
| Пределы рабочих подач. Продольных, поперечных, вертикальных, мм/мин | 3 — 4800 |
| Скорость быстрого перемещения стола и ползуна, мм/мин | 4800 |
| Расстояние от торца шпинделя до стола, мм | 70 — 490 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 500 |
| Подача за один импульс, мм | 0,01 |
| Точность позиционирования по оси X, мм | 0,065 |
| Точность позиционирования по оси Y, Z, мм | 0,040 |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший диаметр концевой фрезы, мм | 40 |
| Наибольший диаметр торцевой фрезы, мм | 125 |
| Частота вращения шпинделя, мин-1 | 40 — 2000 |
| Количество скоростей шпинделя | 18 |
| Наибольший крутящий момент, кгс.м | 62,8 |
| Конец шпинделя ГОСТ 836-72 | 7:24 |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электроприводы подачи по осям X, Y, Z, кВт | 2,2 |
| Электропривод наладочного перемещения консоли, кВт | 2,2 |
| Электропривод зажима инструмента, кВт | 0,18 |
| Электропривод насоса охлаждения, кВт | 0,12 |
| Электродвигатель смазки, кВт | 0,27 |
| Суммарная мощность электродвигателей, кВт | 16,87 |
| Габаритные размеры станка (Д х Ш х В), мм | 3450 х 3970 х 2965 |
| Масса станка с электрооборудованием, кг | 4450 |
Технические характеристики
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки. — цена 1 317 000 руб. «> Вертикально-фрезерные станки 6Р12 предназначены для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На них можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности. Станки укомплектованы вертикальным пинольным шпинделем. Перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли. Оснащаются копировальными устройствами и сравнительно простыми устройствами ЧПУ. Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола. СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту. Поворотная шпиндельная головка вертикально-фрезерных станков 6Р12 оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов. Вертикально-фрезерные станки 6Р12 применяются в единичном и серийном производстве. Класс точности станков Н по ГОСТ 8-77.
Технические характеристики
Информацию об основных показателях содержит паспорт рассматриваемого фрезеровального станка. Изучая паспорт можно выделить следующие моменты:
- Масса модели составляет 4 200 кг.
- Шпиндель 6Р13 может быть расположен от поверхности стола на расстоянии от 3 до 50 сантиметров.
- При применении механизма ручного управления столом максимальные показатели перемещения: в вертикальном направлении 42 см, поперечном 32 см, продольном 100 см. Кроме этого инструкция по эксплуатации предусматривает возможность применения устройства быстрого механического перемещения стола.
- Информация, занесенная в паспорт, также определяет ограничение по максимальному весу заготовки в 300 кг.
- Технические характеристики подгонялись для обеспечения наиболее благоприятных условий для фрезерования изделий, изготавливаемых из высоколегированной стали. Усилие в продольном направлении может составлять 20 кН, поперечном 12 кН и 8 кН в вертикальном.
- Технические характеристики вертикально фрезерного станка 6Р13 определяют то, что показатель максимального диаметрального размера фрезы составляет 20 см.
- Созданная коробка подач 6Р13 и скоростей имеет специальную муфту, которая предназначена для исключения вероятности перегрева установленного электродвигателя по причине превышения максимально допустимого значения нагрузки.
- Рассматривая основные параметры следует отметить, что показатель количества оборотов в минуту шпинделя можно регулировать в диапазоне от 31 до 1600 об/мин. Для этого была добавлена коробка скоростей с возможностью выбора одной из 18-ми передач.
- Коробка подач 6Р13 имеет следующие пределы скорости перемещения: от 12,5 до 1250 мм/мин. В вертикальном направлении данный показатель находится в пределе от 8,3 до 416 мм/мин. Вертикально фрезерный станок 6Р13, схема коробки подач также предусматривает наличие 18-ми передач для выбора фиксированного значения скорости перемещения стола, имеет рукоятки, при помощи которых проводится переключения скоростей.
- Кроме этого фрезерный станок 6Р13 имеет электрическую схему с тремя электродвигателями. Электросхема питания основного вращения, которое передается к режущему инструменту, питается от основного 7,5 кВт мотора, для подач установили мотор с мощностью 2,2 кВт. Кроме этого у консольно-фрезерного станка есть система охлаждения, для работы которой разместили 0,125 кВт мотор. Схема электрическая имеет несколько предохранителей, устанавливаемые для защиты двигателей от перегрева. Но основным защитным механизмом все же является муфта.
- СОЖ подается от резервуара в зону резания через сопло по трубопроводам, давление обеспечивается насосом.
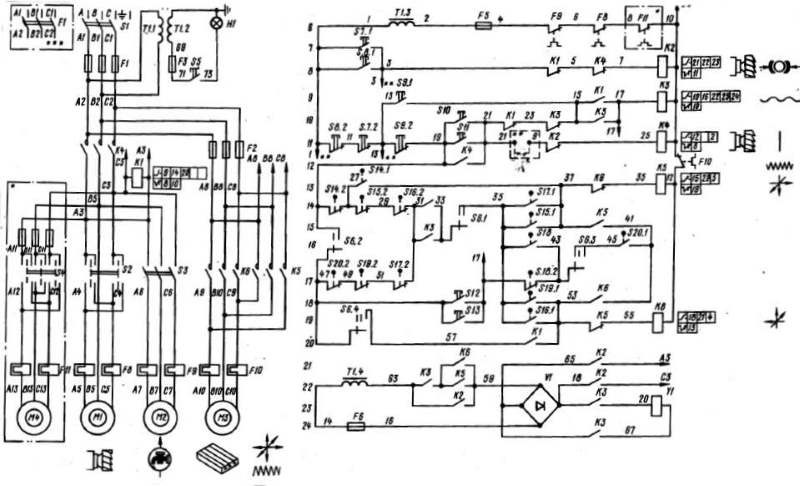
Электрическая схема станка 6Р13
Кроме этого особенности вертикально фрезерного станка заключаются в механизме поворота головки. Он позволяет расположить режущий инструмент под углом до 45 градусов относительно поверхности стола. Именно поэтому 6Р13 предназначен (назначение) для получения наклонных поверхностей и отверстий.
Довольно высокая мощность привода, а также высокий показатель жесткости конструкции определяют то, что применять 6Р13 можно для обработки заготовок, которые изготавливаются из высокопрочных металлов. Для их фрезерования устанавливаются фрезы из быстрорежущей стали, а также режущий инструмент с пластинами из синтетических материалов. Конструкция эффективно гасит возникающую вибрацию, что позволяет существенно снизить погрешность размеров и шероховатости. Согласно ГОСТ 8-77, модель относится к группе оборудования класса точности Н.

Внешний вид станка 6Р13
Конструкционные особенности
Особенности конструкции рассчитаны на качественное выполнение фрезеровальных работ на высоких скоростях и с деталями, выполненными из высокопрочных материалов.
Габариты и размеры рабочего пространства
Размеры и характеристики рабочего пространства позволяют обрабатывать крупные заготовки, что удобно в условиях промышленного производства:
- Размеры стола – 40смх160см.
- От торца шпинделя до стола расстояние 3–50 см.
- Параметры от оси шпинделя до вертикальных направляющих станины 45 см.
- Ход стола вдоль от руки – 80 см.
- Поперек от руки параметры хода стола – 32 см.
- Вертикальное перемещение – 42 см.
Высота станка составляет 2235 мм, при весе станка 4150 кг.
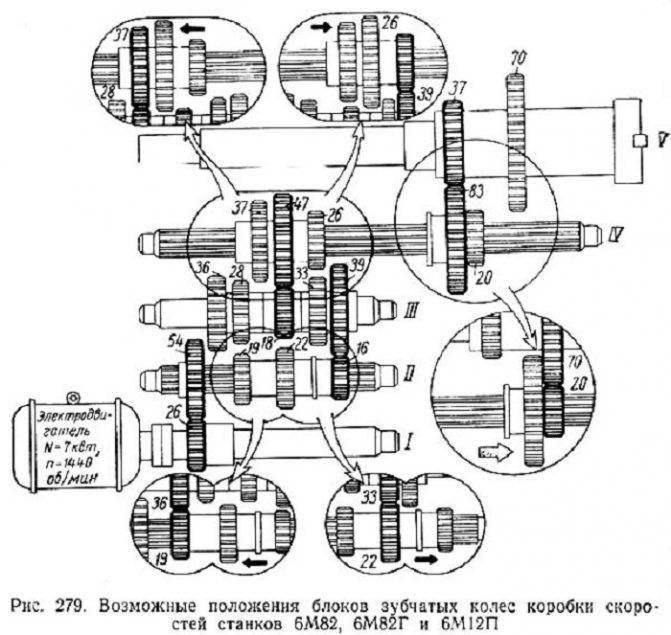
Коробка скоростей и шпиндель
Коробка скоростей расположена в верхней части станины и для управления имеет вставной узел переключения скоростей. Данный узел находится с левой стороны станины. Чтобы осмотреть и проверить коробку скоростей с правой стороны станины расположена крышка.
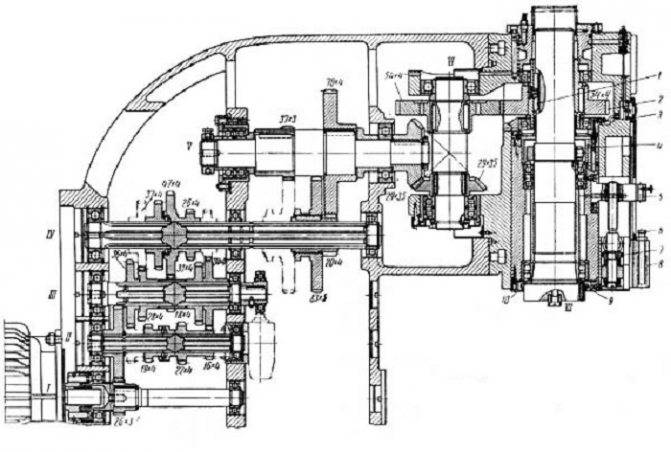
В поворотной головке вмонтирован шпиндель. Сама головка крепится четырьмя болтами непосредственно к кольцевой выточке горловины станины. Поворотная головка имеет возможность поворачиваться на 45° от вертикальной оси. Чтобы увеличить параметры жесткости шпинделя во время работы имеется рукоятка, зажим которой стягивает корпус поворотной головки.
Технические характеристики шпинделя:
- частота вращения 31.5–1600 об/мин;
- количество скоростей шпинделя – 18;
- передвижение пиноли – 8.5 см;
- перемещение пиноли на одно деление лимба – 0.05 мм.
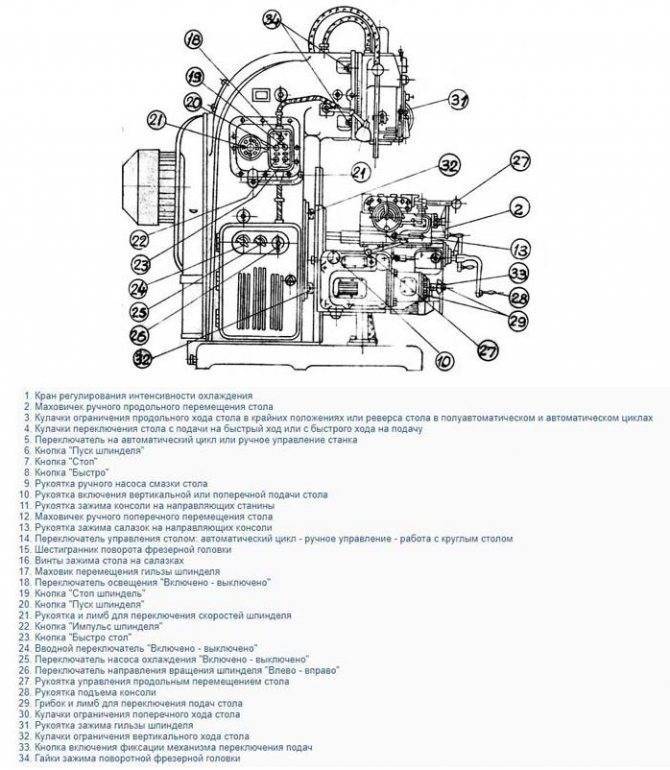
Расположение органов управления
Всего у агрегата имеется 34 детали, которые отвечают за регулировку, настройку и управление основных узлов. Помимо различных рукояток, кнопок и переключателей имеется и зажимная гайка. Все органы управления крепятся на основном корпусе оборудования с помощью них осуществляется регулировка и управление следующими процессами:
- охлаждением;
- продольным перемещением стола;
- пуск, торможение и остановка шпинделя;
- смазка рабочей поверхности;
- поперечное и вертикальное перемещение рабочей поверхности;
- переключение скоростей шпинделя;
- ограничение поперечного хода рабочего стола;
- поворот фрезерной головки.
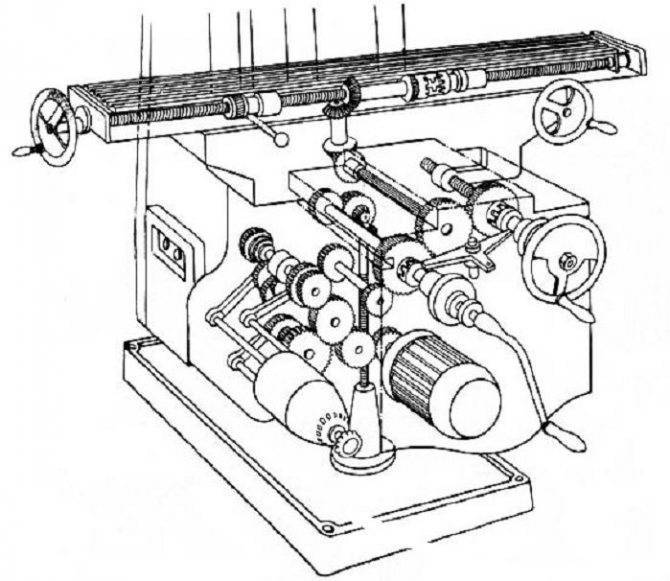
Механизм подач
В консоли агрегата вмонтирован отдельный двигатель мощностью 1.7 кВт. От него и происходит привод подач. 18 подач осуществляется от узла к ходовым винтам в диапазоне 25–1250 мм/мин, винту вертикального перемещения также осуществляется 10 подач в диапазоне 8.3–450 мм/мин. В консоли расположены все узлы цепи подач. От электродвигателя передается движение к столу, салазкам, а также непосредственно к консоли.
Электрооборудование
Агрегат питается от трехфазной сети с показателями напряжения 380 В и частотой в 50 Гц. Вся пусковая электрика расположена в двух нишах станины. В каждой из них расположены по 2 панели, которые имеют общую монтажную схему. В левой нише имеется дверка с рукояткой вводного включателя для подключения электрооборудования к сети.
Также к электрооборудованию станка 6М13П относится:
- электронасос с включателем;
- электромагнит для привода фрикционной муфты быстрого хода и для отключения кулачковой муфты подачи;
- переключатель реверса;
- вводный включатель;
- электродвигатель шпинделя;
- электродвигатель подачи.
Управление движком шпинделя осуществляется кнопками.
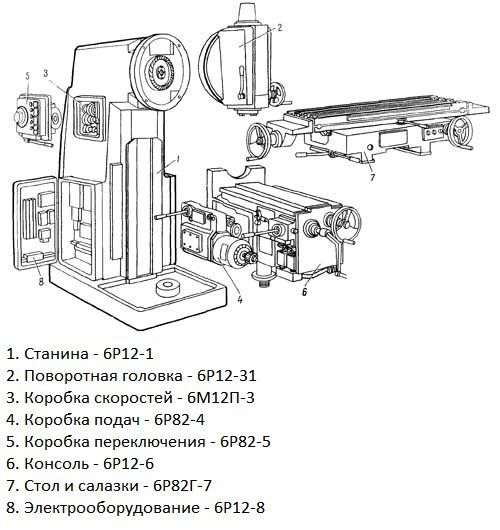
Расположение составных частей
Консольно-фрезерная установка включает следующий набор основных узлов:
- Электрошкаф.
- Ползун.
- Механизм, который смазывает консоль и рабочую поверхность.
- Серьга.
- Поворотный, фрезерный тип головки.
- Ограждение.
- Стол для работы.
- Часть с консолью.
- Охлаждающая система.
- Приводная часть шпинделя.
- Редуктор.
- Станина.
- Оборудование с электрической частью.
- Коробки, управляющие реверсом, подачей, скоростью.
Подшипники становятся основной опорой для шпинделя. Сама деталь располагается внутри гильзы. Специальная шейка, ещё получившая название центрирующей, ставится на поворотные головки. Благодаря этому не возникает проблем при монтаже головки на расточку станины, когда детали сами устанавливаются на агрегат.
Станком легче управлять при использовании рукояток. Они выполняют сразу несколько функций:
- Различные виды подачи, включаются, выключаются.
- Переключение переборов, скорости для узлов со шпинделем.
- Использование особых режимов.
- Запуск ручного смазывающего насоса.

Дополнительная подача запускается несколькими кнопками из комплекта со станком. Шпиндель с упором работают так же. Имеются и другие управляющие компоненты:
- Дополнительные приспособления, отвечающие за насос охлаждения, регулирование количества жидкости.
- Квадрат, который поворачивает головку, передвигает, помогает закрепить хобот.
- Выключатели освещения.
- Маховики, передвигающие стол вручную.
- То, что выключает насос охлаждения.

Вывод
Данный станок является как хорошим учебным пособие по изучению базы программирования станков с ЧПУ, так и хороший выбор для производства только начинающего автоматизацию процесса обработки за счёт не высокой стоимости (его можно приобрести б.у. с рук в интернет магазине Avito) и простоте в обучении персонала. Пусть станок не позволяет добиться высочайших показателей автоматизации, но может являться прекрасным переходным звеном для производства, только наращивающим произведённые мощности и количество выпускаемой продукции. Также станок из 3го этапа развития станков с ЧПУ и в плане технического обслуживания самого станка не прихотлив, а связанно это с тем что третий этап обозначил появление электрооборудования с микропроцессорами, но не интеграцию этого оборудования конкретно в производство станков (появления тех самых «шкафов» подсоединяемых к станкам), что происходит с оборудование 4го этапа. Как раз это и расширяет возможности станка по использованию на производстве. Не чувствительная к сильным нагрузкам кинематика позволяет использовать его даже для обдирачных (черновых) работ, а лёгкость ремонта позволяет использовать даже старые станки по всё той же высокой точности, что заявлена по паспорту.