
Ситуация на рынке
Базовая особенность рынка производства дверей – высокая конкуренция. Основная масса изготовителей представлены небольшими «гаражными» мастерскими, выпускающими недорогую продукцию. При этом спрос растет быстрее, нежели предложение, поэтому перенасыщение рынка наступит не скоро.
Основными покупателями дверей выступают застройщики, строительные фирмы, владельцы офисов, магазинов, а также рядовые граждане, которые заботятся о безопасности собственного жилища.
Успеха может достичь производитель, способный предложить оптимальное соотношение цены и качества дверей. В данном случае речь может идти об установке замков, разработке дизайна дверного полотна и т. д.
При этом около 80% объема продаж все равно будет приходиться на образцы стоимостью 150-200 долларов. Соответственно, даже небольшой цех окупится в достаточно короткие сроки.
Разметка
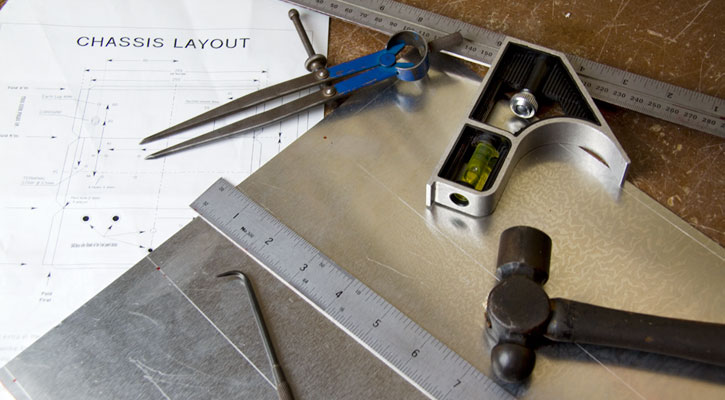
Следующий этап подготовки деталей для сварки проводится вручную или с помощью специальных устройств. Самые простые приспособления – керн, металлическая линейка и штангенциркуль. Поверхность металла предварительно грунтуют, чтобы хорошо были видны риски. При поточном производстве делают шаблоны, их накладывают, обводят.
Различают понятия «наметка» и разметка. Первая – создание предварительного контура, вторая подразумевает кернение по всему периметру, маркировку. Наметка нужна при использовании шаблонов. Его сначала обводят чертилкой, а затем контур проходят керном. При ручной разметке сразу проводят кернение.
Размечать заготовки вручную сложно и долго. Подготовка и сборка заготовок с использованием оптической или мерной резки предпочтительнее. Для разметки металла созданы разметно-маркировочные автоматы, они работают на основе оптики по заданной программе. Керн движется быстро, размеченный листовой прокат выезжает из автомата со скоростью до 10 метров в минуту.
 Этап разметки проводится вручную или с помощью специальных устройств
Этап разметки проводится вручную или с помощью специальных устройств
Подготовка труб под сварку
Подготовка фрагментов проводится так, чтобы исключить осевое смещение. Для подготовки нержавеющих и толстостенных труб нужны заводские условия. Марка стали влияет на глубину разделки торцов, угол снимаемой фаски
Трубы из углеродистой и низколегированной стали обрабатывают вручную холодным способом. Последовательность операций такая же, как при работе с плоскими деталями. Для резки используют несколько вариантов:
- делают раскрой ножницами по металлу;
- используют циркулярную пилу, насадку-фрезу или болгарку;
- применяют газовый резак.
Процесс подготовки металла к сварке заключается в обработке торцов, сглаживании кромок, снятии фасок, если стенка толще 3 мм.
Для любого вида сварки металл предварительно зачищают по всей окружности. Только для специальных электродов по ржавчине допускается варить металл без зачистки.
Виды входных дверей
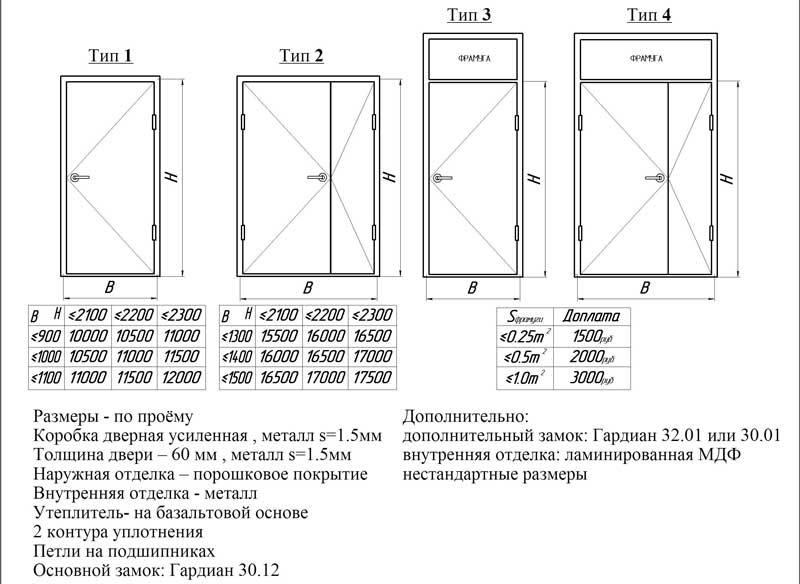
В зависимости от предназначения двери делятся на следующие типы.
- Технические – устанавливаются в помещениях специального назначения, таких как подъезды, подвалы, чердаки, промышленные цеха. Кроме того, присутствует этот тип дверей и там, где нужна усиленная защита от проникновения (кассы в банках, архивы, хранилища). Одна из разновидностей дверей данного типа – противопожарная. К производству и монтажу конструкций этого вида предъявляются самые жесткие требования.
- Квартирные – устанавливаются в жилых помещениях. Это самый распространенный тип входных дверей. Они представлены в очень широком ассортименте, различаются по толщине, внутреннему наполнителю, материалу отделки и другим параметрам.
- Парадные – отличаются эксклюзивной конструкцией и уникальным внешним видом. Они устанавливаются в помещениях для подчеркивания статуса, оформляются коваными элементами, вставками из различных видов стекла, драгоценными металлами.
Подразделяются двери и по числу створок.
- одностворчатые – состоят из одного дверного полотна и дверной коробки;
- полуторные – в них две створки, но рабочей (постоянно открывающейся) является одна;
- двухстворчатые – две створки открываются.
Число полотен в большинстве случаев обусловлено шириной проема в стене.
Входные двери представлены в разных ценовых категориях. Условно выделяют следующие классы дверей:
- Эконом – характеризуется использованием тонкого металла в производстве дверей (часто это жесть), дешевого наполнителя (он может отсутствовать вовсе), недорогих отделочных материалов. Защитная функция такого изделия находится на низком уровне.
- Стандарт – для изготовления дверей этого класса используется только сталь, наполнителем выступает шерстяной ватин или минеральная вата. Встроенные замки гарантируют некоторую степень защиты от вскрытия. Двери открываются легко и бесшумно.
- Элит – в производстве может использоваться сталь толщиной до пяти миллиметров, отделочные материалы и фурнитура очень высокого качества, что обеспечивает максимальную степень защиты, хорошую звукоизоляцию. Двери этого сегмента могут быть огнеупорными, пуленепробиваемыми.
Есть еще один параметр, по которому подразделяют изделия, – степень сопротивления вскрытию. Выделяют четыре класса дверей. К первому относятся те, которые легче всего взламываются, а к четвертому – бронированные с самой большой степенью защиты.
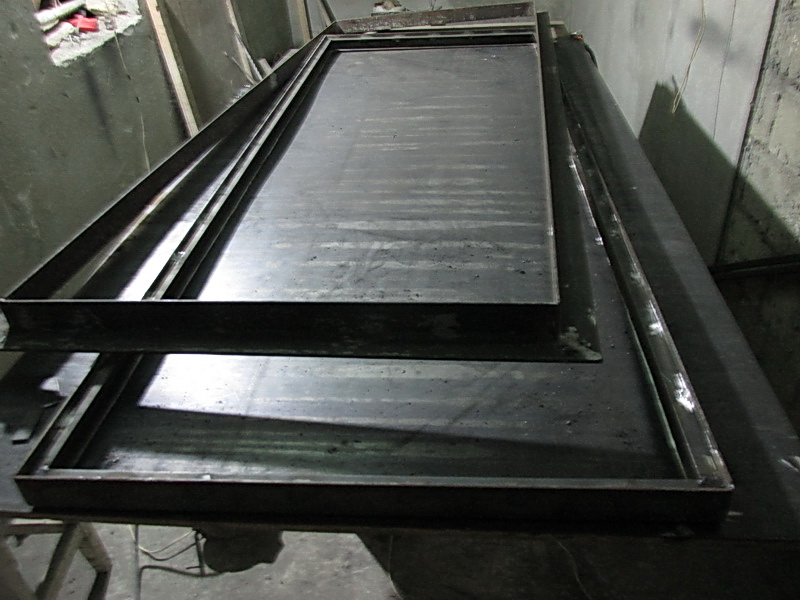
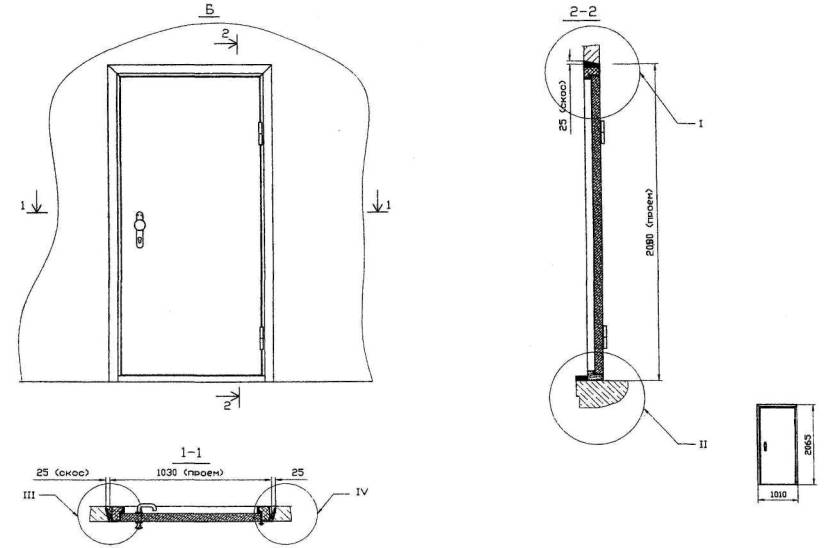
Сборка коробки и рамы
Размеры теплых металлических дверей будут зависеть от габаритов дверного проема. Удобнее всего их монтировать, если с каждой стороны от лутки до стенки остается около 2 см пространства. Исходя из этого, высота и ширина коробки должны быть меньше соответствующих габаритов проема на 3-4 см. Начинать изготавливать стальные двери нужно со сборки коробки.
Она делается из профильных труб, торцы которых обрезаются под углом в 45°. Внешние стороны профтруб должны соответствовать размерам лутки. Коробка собирается на сварочном столе или другой горизонтальной плоскости. Вначале все стороны лутки слегка прихватываются друг к другу, потом угольником проверяются углы, а рулеткой измеряются диагонали. Если все нормально, трубы свариваются окончательно. Швы обрабатываются болгаркой.
См. также: Обзор и рейтинг лучших входных дверей в квартиру
Трубы на каркас двери обрезаются таким же образом, как и заготовки лутки, но их размеры должны быть на 1 см меньше внутренних высоты и ширины коробки. Утепленные стальные двери должны так входить в нее, чтобы зазор с каждой стороны составлял 5 мм. Соответствие размеров дверного каркаса можно проверить, уложив его трубы в готовую раму. Правильность углов после легкой прихватки заготовок сваркой также проверяется угольником и рулеткой.
После этого рама сваривается. Для усиления к каркасу привариваются 2 перекладины. Кроме того, в раму с перемычками будет легче укладывать утеплитель. Перед установкой полотна на каркасе нужно подготовить место для замка (врезного, так как накладной можно устанавливать на готовое дверное полотно). В передней стойке двери вырезается паз. Замок должен входить в него как можно плотнее.
Вариант первый. Классическая железная дверь
Классическая железная дверь состоит непосредственно из полотна, металлической дверной коробки, соединяющих их петель и крепежных пластин, которые фиксируют дверь в проеме.
Шаг 1
Разметка и резка уголка
Собираем раму двери (коробку). Для этого по произведенным ранее разметкам нарезаем металлический профиль (уголок) под углом 45 градусов. Проверяем точность резки, соединяя раму и прикладывая столярный уголок.
Проверяем точность резки, соединяя раму и прикладывая столярный уголок
Также может собрать раму из металлических труб, сварив их между собой в прямоугольную конструкцию
При работе важно проверять не только точность соединения углов, но и производить замеры диагоналей конструкции во избежание перекоса
Цены на двери СтройГост
Дверь металлическая СтройГост
Все сварные швы сразу обрабатываем углошлифовальной машинкой. Это необходимо, чтобы в дальнейшем полотно плотно прилегало к коробке.










Все сварные швы сразу обрабатываем углошлифовальной машинкой
Шаг 2
Делаем заготовки для каркаса двери. Используем уголок металлический. Зазор между рамкой двери и коробкой будем выдерживать в пределах 5 мм – со стороны замка и 3 мм с остальных трех сторон. Для удобства можно подготовить металлические прямоугольники заявленной толщины (шаблоны).
Дверная коробка из квадратной трубы
Размечаем и нарезаем металлический профиль. Вкладываем его внутрь дверной коробки. Проверяем диагонали. Если они соответствуют, то в одном из боковых профилей делаем прорезь для дверного замка. Далее прихватываем сваркой углы рамки и оба каркаса по периметру в нескольких местах.
Рамка двериРамка двериРамка двериРамка двериРамка двери
На этом этапе на дверную рамку можно наварить металлические полосы, которые станут фиксаторами для будущей обшивки двери.
Шаг 3
В середину будущего дверного полотна привариваем первое ребро жесткости. Для этого замеряем длину дверного каркаса, отрезаем профиль и сваркой фиксируем его вертикально в центре. Зачищаем сварные швы болгаркой.
Шаг 4
Резка листа
Производим разметку дверного полотна. Напуски стального листа на коробку по 10-15 мм, со стороны петель – 5 мм.
Привариваем к получившейся дверной раме лист металлаПривариваем к получившейся дверной раме лист металлаРазрезаем сталь болгаркой и привариваем к дверной раме
Разрезаем сталь болгаркой и привариваем к дверной раме.
Внутрь дверного полотна привариваем горизонтальные ребра жесткости. Если их окажется недостаточно, то количество арматуры следует увеличить.
Шаг 5
Прорези для замкаНарезка резьбыУстановка замкаУстановка замкаДля сохранности замка привариваем уголокЗамочная скважинаЗамок
Устанавливаем замок. Делаем мелом или маркером разметку на дверном полотне. Просверливаем замочную скважину, обрабатываем ее напильником. Сверлим отверстия под крепеж замка, метчиком нарезаем резьбу и фиксируем замок болтами. Устанавливаем ручку замка.
Установка ручки двериЦилиндровый замокЗамок для двери
Шаг 6
Смазываем петли и привариваем их к дверной коробке и каркасу дверного полотна.
ПетлиПетли
Болгаркой разрезаем места соединения рамы и дверного полотна (прихваченные сваркой участки). Раскрываем дверь. Фиксируем петли сваркой изнутри.
Шаг 7
Входная дверьПластины для крепления двери в проемеПластины для крепления двери в проеме
Изготовим крепеж для двери. Берем металлические полоски (от 6 до 10 штук). Привариваем их к дверной коробке. В дальнейшем в этих полосках появятся отверстия для анкеров.
Шаг 8
Утепляем дверь. Разрезаем пенопласт, минеральную вату либо любой другой утеплитель. Заполняем им пространство между ребрами жесткости двери.
Утепление двери
Делаем внутреннюю декоративную обшивку. Например, можно использовать вырезанный по размеру лист фанеры и закрепить его клепками. Также для отделки можно использовать ламинированные, пластиковые панели или вагонку. Последний вариант особенно актуален, если дверь будет установлена в бане.
Разметка и резка фанерыГотовая дверьГотовая дверьОтделка металлической двери вагонкой
Шаг 9
Дверь готова. Остается ее покрыть автомобильной грунтовкой и краской. Вместо окрашивания дверь можно обшить дерматином или кожей. При необходимости установите уплотнители на дверную раму.
Можно переходить к установке, высверлив отверстия в приваренных ранее полосках стали и фиксируя дверную коробку в проеме анкерами
При установке важно использовать уровень, чтобы исключить перекос
Входные конструкции по типу открытия
Итак, входные двери по вариантам открывания делятся на две основные категории – распашные и раздвижные. Существуют еще несколько вариантов, например, карусельные, но они, как правило, в жилищах не используются, так как ориентированы на большой поток проходящих через них людей, и их можно видеть только в общественных зданиях и на предприятиях.








Распашные двери имеют одно или два полотна, которые могут открываться как внутрь, так и наружу. Раздвижные двери тоже могут иметь два полотна, которые при открывании движутся вдоль стены. Однако большинство распашных и раздвижных дверей имеют одно полотно, которые могут располагаться слева или справа от дверного проема. Впрочем, в частном домостроении (также как и в городских квартирах) в качестве входных используются в основном двери распашные, так как раздвижные имеют некоторые недостатки, например, плохую тепло- и звукоизоляционную герметичность, которая обязательна для дверей входных. Однако как межкомнатные двери они используются довольно часто.
Особенности установки входной двери
Чтобы входные железные двери служили исправно не один год, необходимо правильно их устанавливать. Монтаж входной конструкции производится с учетом глубины промерзания стен и температурного режима внутри и снаружи помещения.
Установка включает следующие этапы:
- Демонтаж старой конструкции. Этот этап работы нужно выполнять аккуратно, чтобы не нарушить целостность стен.
- Подготовка дверного проема. При необходимости его необходимо расширить или сузить. Однако лучше предварительно произвести замеры. Официальные производители железных дверей предлагают изготовление на заказ, что позволяет получить изделия необходимых вам размеров.
- Монтаж дверной коробки. Выравнивание дверного блока выполняется при помощи строительного уровня. На этом этапе следует добиться предельной точности, иначе перекоса не избежать. Монтаж дверной коробки начинают со стороны крепления навесов. Эта процедура выполняется путем просверливания отверстий, в которые вставляются анкера.
- Заключительные работы. После того, как дверная коробка установлена, нужно проверить плотность прилегания конструкции. При необходимости образовавшиеся щели заделывают строительной пеной.
Все работы, связанные с установкой, необходимо проводить согласно нормам ГОСТ и СНиП. Не зная требований и особенностей в строительной сфере, можно не только ухудшить эксплуатационные качества изделия, но и нарушить целостность стен. Лучше всего, если монтаж будет произведен фирмой-изготовителем, или сотрудниками дилера, у которого была приобретена продукция.
Этап подготовки
Начинать работу следует с демонтажа старой двери и полной зачистки проема. Только после тщательного обследования состояния основы можно сделать вывод, подходит он для установки металлоконструкции или нет. Возможно, придется его сужать (расширять) в соответствии с требуемыми размерами, дополнительно усиливать. Последнее характерно для строений из ячеистых бетонов, древесины, а также из иных материалов при значительной степени изношенности. Следовательно, проводятся необходимые технологические операции.
После получения прохода в стене с правильной геометрией можно приступать к производству замеров. На основании этого разрабатывается чертеж металлической двери. Кроме определения габаритов каркаса и створки, следует выбрать и схему конструкции. В первую очередь, в какую сторону удобнее распахивать полотно, где на нем лучше установить запоры, петли (их количество) и элементы фурнитуры (ручку, глазок). Иногда целесообразно изготовить вариант «полуторки». В нем малая створка жестко фиксируется, но при необходимости временно расширить проем (например, при перемещении габаритных грузов) ее несложно распахнуть.
Советы:
- Схема металлической двери составляется с учетом того, что между косяком и основой должен быть небольшой зазор (порядка 15 – 20 мм). Его называют монтажным. Он позволяет, во-первых, правильно выставить раму, отрегулировать ее положение, во-вторых, дополнительно утеплить проем по периметру.
- Петли на дверь расставляются на равном удалении друг от друга, а их количество определяется массой полотна; при его небольшом весе достаточно и двух навесов. Но в любом случае их отстояние (верхнего и нижнего) от срезов створки выбирается около 150 мм (для проемов стандартной высоты).
Готовятся материалы и принадлежности. При работе с железом обязательно понадобится сварка. Плюс к этому – перфоратор (эл/дрель с отбойником) и «болгарка». Все остальное – обычный бытовой инструмент, угольник, рулетка. С материалами несколько сложнее, придется выбирать.
- Для каркаса подходят уголки или профили (со стороной в 4 см). Здесь стоит ориентироваться на предназначение конструкции, требования к ее устойчивости и вариант дальнейшей отделки. Если предполагается качественное утепление, повышенная прочность, то дверь из профильной трубы – лучшее решение. А вот ребра жесткости можно выполнить и из уголка.
- Обшивка рамы делается из листовой стали. Необходимо оптимально сочетать такие показатели, как общая масса полотна и его прочность. Но в любом случае использовать металл толщиной менее 2 мм не рекомендуется.
- Элементы крепления. Любая железная дверь, хоть самодельная, хоть покупная, в проеме фиксируется анкерными болтами. Исключение лишь для моделей, монтируемых в деревянных (каркасных) строениях. Как правило, при самостоятельной установке дверей на их входе они крепятся к специальным рамам или к основе при помощи сварки или крупного метиза.
Все остальное – уплотнители, теплоизоляционные и отделочные материалы, элементы крепежа, фурнитура – на усмотрение мастера.
Правка и очистка
Деформации, полученные при транспортировке проката, устраняют вручную с помощью молотка или кувалды. Если не получается, применяют ручной пресс: заготовку укладывают между толстыми пластинами, с усилием сжимают, стягивая пластины между собой
Важно придать поверхности первоначальную форму, иначе возникнут внутренние напряжения, сварное соединение не получится прочным
Небольшие искривления тонких заготовок устраняют на мягкой подложке, для исправления сложных дефектов применяются:
- листоправильные станки;
- всевозможные прессы, создающие высокое давление.
Очистка – еще один этап подготовки заготовок, подразумевает удаление грязи, пыли с поверхности металла, скопившейся за время транспортировки или хранения на складе. Для удаления стойких загрязнений бывает нужна вода. Старую краску с б/у металла счищают пескоструйными аппаратами или шлифовальным инструментом, шкуркой.
Выбор и установка фурнитуры
Выполняется разметка деталей для последующего сверления крепёжных отверстий, а затем и непосредственно сверление. При отмеривании расстояний необходима высокая точность, чтобы впоследствии, при сборке, не было перекосов. После разметки отверстия высверливают на сверлильном станке, который не позволяет заглублять сверло дальше требуемой глубины. Отверстия тщательно очищают от пыли и опилок.
Правильный выбор фурнитуры чрезвычайно важен при изготовлении мебели, ведь от него зависит функциональность изделия. Дверцы должны легко открываться и надёжно закрываться, ящики – выдвигаться без перекосов и застревания. Дизайн фурнитуры выбирают в соответствии с общим стилем мебели. Крепление элементов фурнитуры выполняют при помощи шуруповёрта.
Контроль
Следующая стадия производства дверных конструкций — проверка уровня надежности и качества. Эксперты отслеживают эти показатели на всех этапах процесса.
- В первую очередь тщательной проверке подвергается используемое оборудование и приспособления. Они обязательно должны быть в исправном состоянии и обладать соответствующими сертификатами.
- Аналогичные требования предъявляются к материалам и дополнительным элементам. Металлические заготовки проходят тестирование на спецустройствах. Изготовитель дает оценку целому ряду характеристик.
- Далее похожим испытаниям подвергается и уже готовая дверь. Размеры ее должны сходиться с требованиями ГОСТов. Помимо этого, эксперты проверяют целостность металлического сплава и его поверхности.
Контроль производства — это важный этап всего цикла. Постоянные проверки минимизируют риск брака, а также увеличивают эффективность и существенно ускоряют производственный процесс.
Срок окупаемости производства
Уровень доходности предприятия рассчитывается на основании стоимости единицы продукции и количества изделий, реализуемых ежемесячно.
Для изготовления металлической двери класса «стандарт» условно потребуется:
- металлический лист 2180х1040х25 – ≈ ₽3200;
- утеплитель – ₽300;
- электроды для сварки – ₽180;
- замковый механизм – ₽800;
- фурнитура – ₽600;
- шлифовальные круги – ₽450;
- ЛКМ (обычно молотковая краска) – ₽1750.
Таким образом, себестоимость одной двери составит порядка 7200 тыс. рублей. Если предприятие оказывает услуги по установке, дополнительно клиент заплатит еще около 2 тыс. рублей. Ежемесячная выработка одного мастера механизированного цеха при шестидневном графике – 75 изделий бюджетного класса стоимостью около 15 тыс. рублей. Соответственно, совокупный доход от реализации дверей будет равен порядка 1 125 000 рублей. Из этой суммы следует вычесть производственные расходы и подсчитать рентабельность работы предприятия в тех или иных условиях.
При этом нужно помнить, что основной упор следует делать на двери бюджетного ценового сегмента и лишь 20% отводить под элитную продукцию. При грамотной организации процесса и наличии рынков сбыта, даже небольшое производство окупается от 6-8 месяцев.
Основной этап — сварка
Профили и заготовки скрепляются посредством сварки. При этом на материале делается особый акцент. На металле не должно быть никаких повреждений и дефектов, в противном случае сварочные швы получаются не совсем ровными.
Для сварки могут применяться разные инструменты и приспособления. В частности, горелка применяется для скрепления тонких деталей. В итоге получается изделие с незаметными стыками. Это увеличивает антикоррозийную стойкость металлического сплава и обеспечивает защиту от преждевременного разрушения. Способ и технология сварки выбирается в зависимости от толщины материала и конструктивных особенностей изделия.
Проектирование корпусной мебели и выбор материалов
Для быстрой разработки проектов мебельных изделий используются специальные компьютерные программы. Сегодня не составляет труда выбрать подходящее ПО для изготовления мебели, так как рынок этих программных продуктов чрезвычайно обширен. Многие программы доступны в бесплатной версии, что позволяет сэкономить хотя бы на начальном этапе. Некоторые из них позволяют не только разрабатывать чертежи и визуализировать их в объёмном виде, но и рассчитывать смету проекта для разных материалов.
На этапе проектирования определяется внешний вид и функциональные элементы мебели, выбираются габаритные размеры изделия и материалы, из которых оно будет изготовлено. Исходя из проекта, подбираются фурнитура и крепёжные элементы, декор и вставки, прочие детали. Изготавливаются чертежи элементов изделия для раскроя, составляется технологическая карта сборки.
Стальные дверные блоки: необходимое оборудование для старта бизнеса
Стальные металлические системы в развороте
Главный атрибут каждого строения заключен в наличии надежного перекрытия входа. Стоит оговорить производственный процесс этапов изготовления железных конструкций.







Так каждый изготовитель старается сделать изготовление стальных дверей более модернизированным, а застройщики в современное время используют исключительно металлические блоки для перекрытия входа в новых строениях. На сегодняшний день производители стараются совершенствовать не исключительно технические показатели систем, но эстетическую сторону продукта с дизайнерской точки зрения относительно последних тенденций интерьерной стилистической моды.
Бизнес по производству железных конструкций ничего особо сложного собой не представляет, поэтому дать жизнь такому производству в силах любой предприниматель. Так перечень необходимого оборудования для производственных целей допустимо вместить в единую таблицу:
| № | Оборудование | Примечания к оборудованию | Стоимость оборудования |
| Станок для порезки стального листа (металла) | Может использоваться лазерный либо плазменный, поскольку порезка на таких станках происходит быстро и равномерно | От $1 800,00 | |
| Пресс для загиба металла (листогибочный) | От $11 200,00 | ||
| Сварочный комплекс для финишной и точечной сварки | Допустимо использовать обычные аппараты или же специализированные сварочные станки | От $1 600,00 | |
| Установка для порошкового окраса изделий: для подготовки поверхности блока к покраске | Это может быть специальная покрасочная камера | От $980,00 | |
| Установка для порошкового окраса изделий: компрессор для покраски, пистолет окрасочный и камера (печь) полимеризации | Вместо этапа полимеризации может использоваться покрытие поверхности после окраса двумя слоями специальных вандалоустойчивых лаков | От $2 400,00 |
Вышеприведенный перечень оборудования относится к минимуму необходимого оборудования. Так на
Станок для изготовления конструкции
мировом рынке доступны готовые комплексные линии по производству стальных блоков, где совмещены все перечисленные выше станки и установки. Типичные производственные линии могут быть полностью автоматизированы либо частично, когда к определенному этапу должна прикладываться рука человека.
Такие автоматизированные линии выпускаются в мир зачастую зарубежными производителями и наделяются таким перечнем оборудования:
- Установка плазменной порезки металла;
- Пресс для загиба листов металла;
- Автомат координатной сварки полотен двери;
- Две машины для сварочного процесса клещами с кондукторами;
- Два пункта финального сварочного процесса, происходящего в особой среде (углекислый газ).
Типичная линия не предусматривает наличия покрасочного бокса, что обустраивается в отдельности. Производительность линии сводится к производству 10 блоков в течение одного часа времени, но и при контроле, как минимум 10 человек. Примерная стоимость такого производственного беспрерывного процесса в собранном виде сводится ни много, ни мало, но к $100 тысячам.