
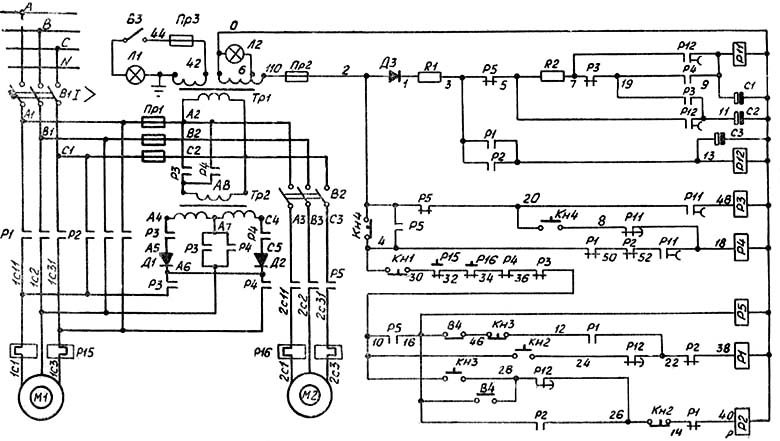
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
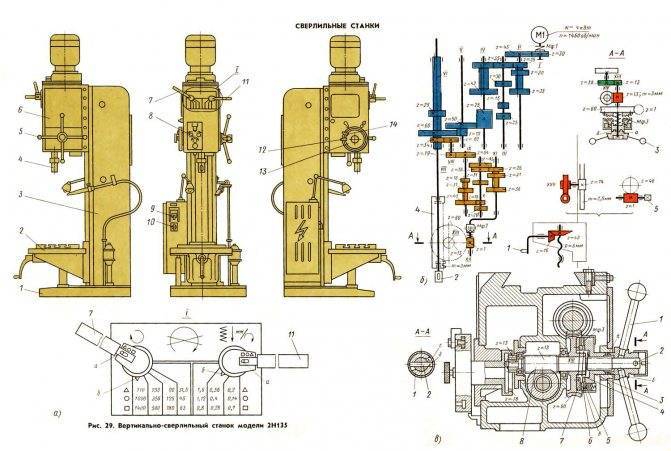
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания — вращение шпинделя с режущим инструментом
- Движение подачи — осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения — ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
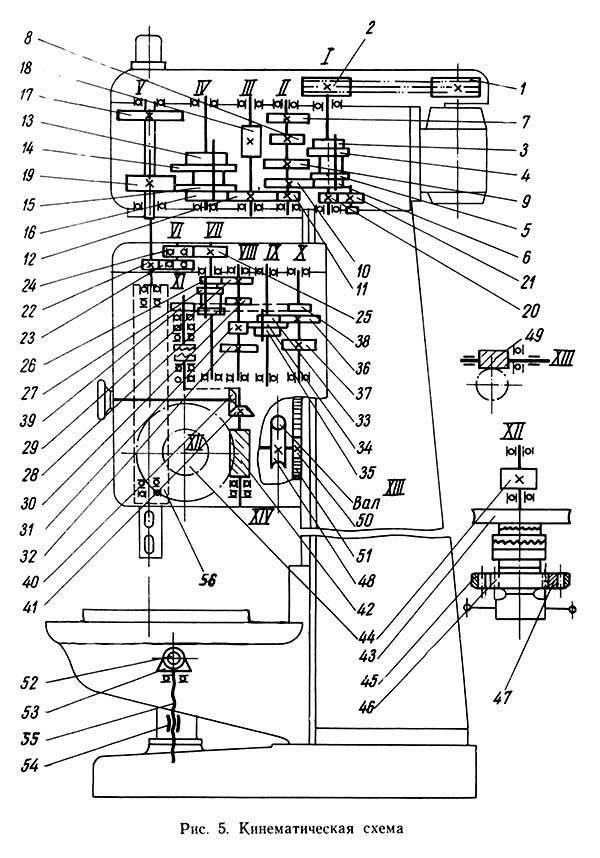
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.
1 2А135 – назначение и сфера использования агрегата
Как и многие другие станки для сверления, интересующая нас установка дает возможность осуществлять различные процедуры, включая и следующие:
- зенкерование;
- нарезание при помощи метчиков резьб;
- зенкование;
- подрезание торцов заготовок;
- развертывание отверстий.
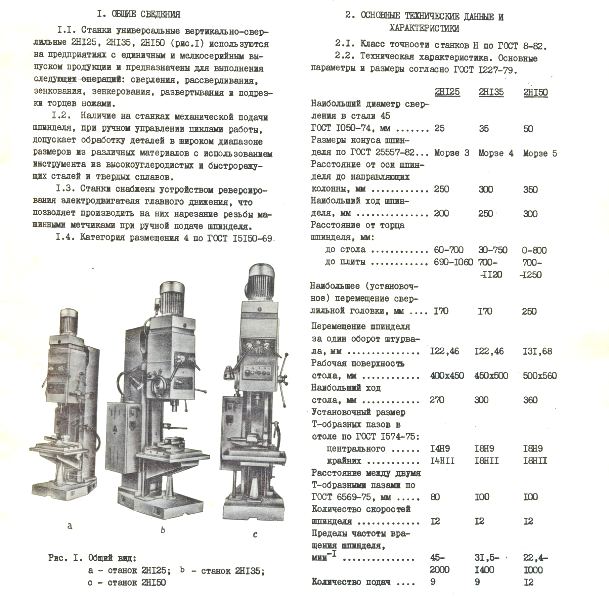
Описываемый в статье агрегат относится к группе вертикально-сверлильного универсального оборудования с диаметром (условным) сверления 35 миллиметров. Используют его обычно на заводах с мелкосерийным и единичным изготовлением продукции. Для крупных предприятий, выпускающих большую номенклатуру изделий, его применение нецелесообразно.
Станки серии «А» отличаются тем, что они дают возможность осуществлять рабочие операции на наиболее рациональных режимах обработки деталей. Достигается это за счет высоких пределов подач шпинделя и чисел оборотов агрегатов. Такое оборудование в большинстве случаев эксплуатируется в инструментальных цехах, а также на ремонтных участках производственных предприятий. Стоит отметить – рассматриваемый станок также может использоваться и в массовом производстве, но при условии монтажа на него дополнительных приспособлений.
По ГОСТ 15150–69 станок 2А135 относят к четвертой категории размещения. Он позволяет выполнять обработку заготовок из разных по своим характеристикам материалов. При этом детали могут иметь широкий диапазон геометрических параметров. Обработка изделий производится режущими приспособлениями, сделанными из:
При ручном управлении рабочими циклами шпиндель на агрегате подается механически. Данная особенность имеет большое значение для мелкосерийных компаний. А вот когда шпиндель подается вручную, на станке допускается при помощи машинных метчиков нарезать резьбу, так как двигатель агрегата оснащен реверсным механизмом.
Рассматриваемая нами универсальная установка для выполнения сверлильных работ имеет множество аналогов. Так, Стерлитамакский завод выпустил на ее основе ряд станков, включая 2С125-04, 2Н132, 2170М, 2С132ЦП, 2С170, 2С125-01, 2С50, 2С132Л, 2С125, 2170, 2С132. Да и зарубежные предприятия изготовили широкий спектр качественно сверлильного оборудования на базе описываемого агрегата:
- болгарский «Zmm Metalik AD» – PK032 и РК050;
- украинский «Веркон» – КА-232;
- гомельский РУП – 2Т150, 2ТС140 и 2Т140.
Устройство сверлильного станка. Кинематическая схема станка.
5 класс
Раздел:
Элементы машиноведения.
Тема урока:
Общее устройство и принцип действия сверлильного станка. Кинематическая схема станка.
Цели:образовательная: систематизировать знания учащихся о технологических машинах на примере сверлильного станка.
воспитательная
: расширить кругозор учащихся.
развивающая
: способствовать развитию умения делать обобщения и выводы.
Тип урока:
Комбинированный.
Методы обучения:
рассказ, демонстрация, практическая работа, инструктаж.
1. Организационный момент.
Приветствие учащихся.
Проверка явки.
Назначение дежурных.
Объявление темы урока
: Общее устройство и принцип действия сверлильного станка. Кинематическая схема станка (ученикам записать дату и тему урока в тетрадь).
Объявление цели урока.
2. Повторение материала изученного на предыдущем занятии (по вопросам).
1.Дайте определение — что такое детали машин?
2.Дайте определение – типовые детали машин?
3.Ребята, расскажите, что такое валы и оси?
3.Объяснение нового материала.
Одной из технологических машин, предназначенных для обработки различных материалов, изменения размеров и формы заготовки, является сверлильный станок. В школьных мастерских широко применяется вертикально-сверлильный станок модели НС-12 для сверления отверстий до 12мм. Сверлильный станок, как и любая технологическая машина, состоит из следующих частей: двигателя, передаточного механизма, рабочего органа, органов управления. Передаточный механизм служит для передачи движения от электродвигателя к рабочему органу, которым является сверло. Оно крепится в патроне, насаженном на вращающийся вал- шпиндель. Вращение от электродвигателя к шпинделю передаётся с помощью ременной передачи, закрытой ограждением. Поворотом рукоятки подачи патрон со сверлом можно поднимать или опускать с помощью реечной передачи. Также рукоятка подачи служит для передачи поступательного движения шпинделю — рабочему органу станка. Вращательное движение он получает от электродвигателя через клиноременную передачу.
На передней панели станка расположены кнопки включения и выключения электродвигателя. Включают станок нажатием на кнопку зелёного цвета, а выключают станок кнопкой красного цвета. К основанию станка неподвижно прикреплён вертикальный винт- колонна. Поворотом рукоятки можно перемещать шпиндельную бабку вниз и вверх вдоль винта- колонны, а рукояткой фиксировать её в необходимом положении. Для контроля глубины глухих отверстий предусмотрена шкала. В зависимости от материала заготовки требуется различная скорость сверления. Для этого устанавливают необходимую частоту вращения шпинделя, перебрасывая ремень ременной передачи на шкивы разных диаметров.
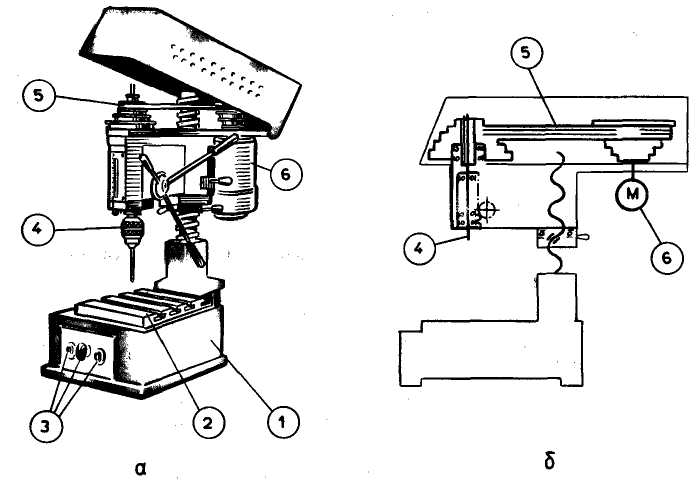 Рис. 1. Сверлильный станок:
Рис. 1. Сверлильный станок:
а — общее устройство; б — кинематическая схема: 1 — плита; 2 — стол; 3 — кнопки пуска и остановки; 4 — патрон; 5 — ремень приводной; 6 — электродвигатель
Станок включают только с разрешения учителя!
Включать станок можно только при закрытом кожухе ременной передачи!
Спросить, понятен ли учащимся новый материал? При положительном ответе – проверить усвоение нового материала, при отрицательном – ответить на вопросы.
4. Проверка усвоения нового материала (по вопросам).
1. Что такое сверлильный станок, и из каких частей он состоит?
2. Какие механизмы передачи движения имеются в сверлильном станке?
3. Найдите на кинематической схеме станка условные обозначения неподвижного и подвижного соединений детали с валом, клиноременной передачи и передачи винт – гайка?
4. Назовите органы управления сверлильным станком. Для чего они предназначены?
5. Практическая работа по художественному выпиливанию.
1. Выполнение работ связанных с этапом изготовления поделок.
2. Напомнить правила техники безопасности при выпиливании из фанеры.
3. Самостоятельная работа учащихся.
6. Подведение итогов занятия.
1. Контроль выполненной работы.
2. Разборка допущенных учащимися ошибок.
3. Оценка выполненной работы.
4. Сдача дежурным инструмента.
Устройство двигателя и коробки передач
Сверлильный агрегат имеет конструктивные особенности.
Станочный шпиндель закрепляется в опорах посредством подшипников прецизионного типа, что обеспечивает плавность и точность сверления изделий.
Одно и то же устройство отвечает за включение, выключение подач и быстрое перемещение шпинделя, что способствует значительной экономии времени на выполнение дополнительных операций.
Режущий инструмент подается автоматически сразу после его подвода к поверхности изделия. Станочный стол двигается в процессе работы горизонтально.
Вертикально-сверлильный аппарат оснащен специальным механизмом остановки с упором, с помощью которого подача режущего инструмента выключается автоматически при достижении нужной глубины просверливания.
Для агрегата предусмотрена возможность замены приводных шкивов, входящих в состав клиноременной передачи.
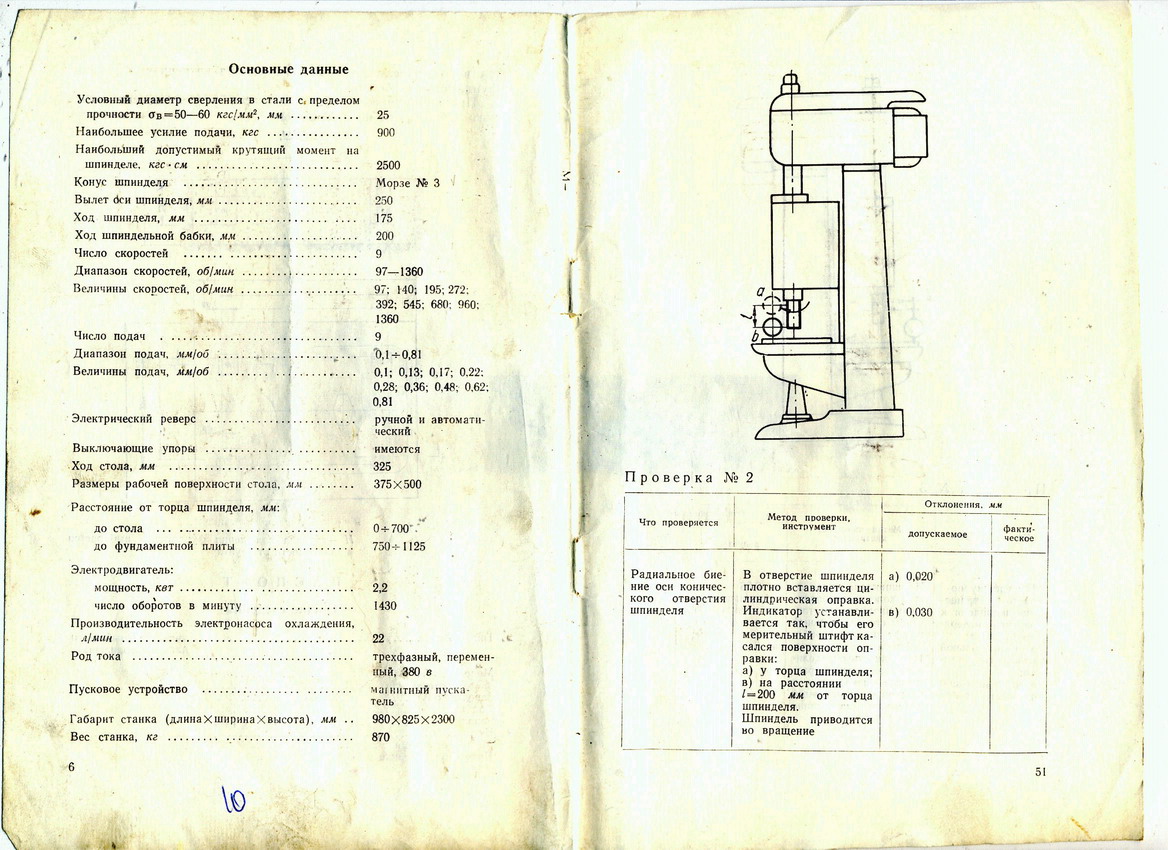
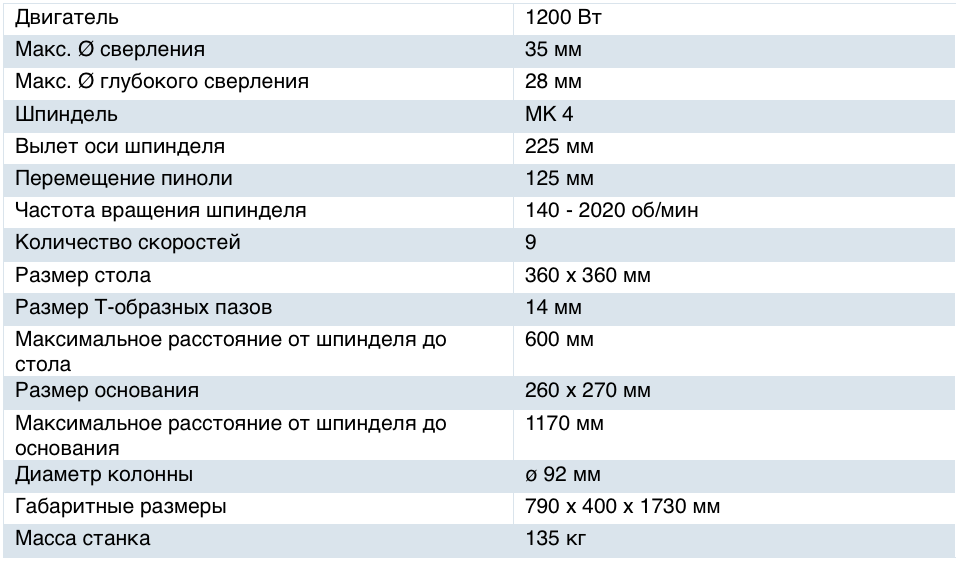
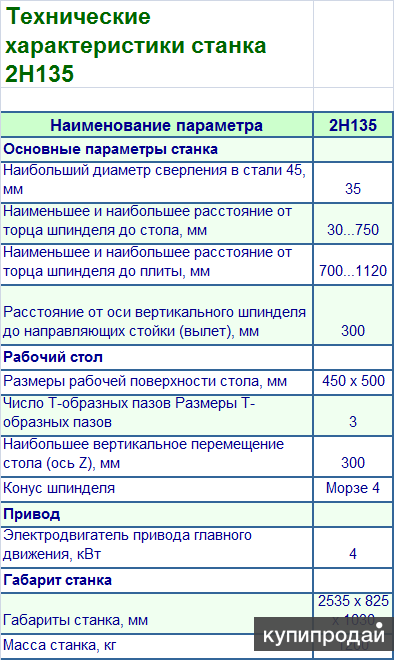
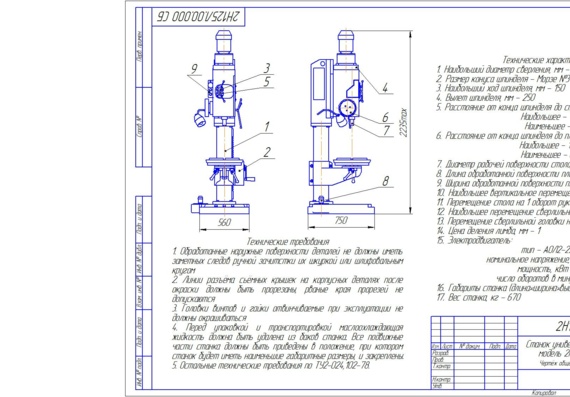
Технические характеристики
 Характеристики станка указывают на его хорошую универсальность. С помощью станка 2Н135 можно выполнять технологические операции с заготовками из разнообразных материалов, причём с размерами довольно широкого диапазона. Благодаря применению инструментов, изготовленных из быстрорежущих сталей и сплавов, имеющих высокие показатели твёрдости, это оборудование способно выполнить различные работы.
Характеристики станка указывают на его хорошую универсальность. С помощью станка 2Н135 можно выполнять технологические операции с заготовками из разнообразных материалов, причём с размерами довольно широкого диапазона. Благодаря применению инструментов, изготовленных из быстрорежущих сталей и сплавов, имеющих высокие показатели твёрдости, это оборудование способно выполнить различные работы.
Основными техническими характеристиками, от которых зависит функциональность любого оборудования, являются: ход шпинделя; наибольший диаметр сверления; максимальный промежуток между рабочим столом и шпинделем; количество оборотов в минуту; размер рабочей поверхности.
Для станка 2Н135 эти параметры выглядят так:
- Расстояние между направляющими и осью шпинделя — 300 мм.
- Максимальный диаметр отверстий, которые способен проделывать станок в стали — 35 мм.
- Минимальное расстояние между опорной плитой и торцом шпинделя — 700 мм, максимальное — 1120 мм.
- Минимальное расстояние между рабочим столом и торцом шпинделя — 30 мм, максимальное — 750 мм.
- Максимальный крутящий момент, способный развивать шпиндель — 400 Нм.
- Частота вращения от 31,5 до 1400 оборота в минуту.
- Количество скоростей вращения -12.
- Максимальный ход шпинделя — 250 мм.
- При одном обороте маховика-рукоятки шпиндель совершает ход на 122,46 мм.
- Деление лимба соответствует ходу шпинделя на 1 мм.
- Максимальное усилие подачи — 15 кН.
- За один оборот шпиндель совершает подачу на 0,1−1,6 мм.
- Регулировка подачи — 9 ступеней. Все режимы устанавливаются вручную. Существует система динамической остановки шпинделя.
- Размеры рабочего стола — 450×500 мм, в вертикальной плоскости рабочая поверхность может перемещаться на 300 мм. Имеется три Т-образных паза.
- Габариты станка 2Н135—2535×825×1030 мм.
- Мощность электрического двигателя, осуществляющего за подачу шпинделя — 4 квт.
- Подача жидкости для охлаждения в зону обработки производится электрическим насосом серии Х14−22М.
- Масса станка — 1200 кг.
Этот станок, как и всё другое оборудование, собранное в производственных цехах станкостроительного завода города Стерлитамак, сделан с умом и на совесть. Пластмассовые детали, которые широко используются современными производителями для удешевления своей продукции, в конструкции этого станка полностью отсутствуют. Этот фактор даёт полную гарантию, что ремонт оборудования можно будет произвести при любой его поломке. Причём обойдётся ремонт не очень дорого из-за широкого ассортимента запасных частей на рынке.
Конечно, этот станок по многим техническим характеристикам уступает современному оборудованию. Сверлильные станки хороших производителей по скорости проведения операций, точности сверления, эргономичности и удобстве работы превосходят 2Н135. Однако, если вам важна надёжность, функциональность и минимальная стоимость для выполнения сверлильных работ в гараже или небольшой мастерской, то лучше чем станок 2Н135 не найти.
Основные преимущества этого оборудования — долговечность, выносливость и простой ремонт.
Конструктивные особенности
Конструкция сверлильного станка состоит:
- Рабочая головка, которая служит для закрепления инструмента.
- Привод.
- Насос масляный плунжерного типа.
- Система охлаждения обрабатываемой зоны.
- Шпиндель.
- Коробка подач.
- Система электроснабжения агрегата, электрический шкаф для подключения к сети.
- Коробка скоростей.
- Система контроля скорости и подачи.
- Плита основания, колонна, рабочий стол.
Станина агрегата сделана в виде монолитной, массивной, чугунной конструкции. Положение производительной поверхности выполняется оператором по несущей колонне вручную, путём отжима фиксирующего устройства и поворота штурвала, выполняющего функцию регулировки положения шпинделя. Для движения поверхности стола на колонне сделаны специальные направляющие пазы.
А также чугунной является и опорная плита. Она имеет пустотелую конструкцию, внутри которой находится ёмкость для хранения жидкости охлаждения. Там же расположен отстойник для металлических крупных загрязнений и устройство фильтрации. На самой опорной колонне располагается электрический насос мощностью 120 Вт, который отвечает за подачу жидкости. Подача охлаждающей жидкости осуществляется через систему различного диаметра трубок, которые подают воду непосредственно к сверлильному элементу.
Силовой агрегат станка располагается на верху корпуса. Шпиндельный блок и коробка передач станка располагаются в корпусе. Кинематическая схема оборудования имеет простое конструктивное решение, при котором силовой агрегат и скоростная коробка соединены прямым валом. Механическая регулировка скоростей осуществляется с помощью рукоятки, размещённой на фронтальной стороне сверлильной головки. Регулировка скорости производится вручную. Коробка осуществляет передачу скорости вращения шпинделя на двенадцати частотах.
Смазка работающих элементов агрегата осуществляется с помощью плунжерного насоса в автоматическом режиме. Оператору понадобится только контролировать по датчику, который расположен на фронтальной панели, уровень количества масла.
На этой модели установлена система ручной подачи шпинделя. Эта система включает в себя:
- Штурвал, который выполняет регулировочную функцию.
- Передачу червячного вида.
- Обгонной храповой и кулачной муфты.
- Лимба.
- Вала, горизонтального расположения, с реечной шестерней.
Устройство и особенности аппарата
Устройство агрегата данного типа включает в себя следующие элементы:
- шпиндель;
- коробка скоростей;
- основание, рабочее место и колонна;
- привод;
- головка для закрепления инструмента;
- электрический шкаф;
- охлаждающая система;
- коробка подач;
- система, контролирующая скорости и подачи;
- плунжерный масляный насос.
Плунжерный масляный насос
У вертикально-сверлильных станков техническая характеристика свидетельствует об их универсальности. Данными аппаратами можно выполнять не только сверление, но и зенкерование, рассверливание, нарезание резьбы и развертывание отверстий.
Это происходит благодаря применению прочных и твердых инструментов, выполненных из хорошо режущих сталей.
Основные особенности аппарата заключаются в следующем:
- вес станка — 1199 кг;
- крутящий момент шпинделя максимально может достигать 399 Нм;
- наличие системы остановки работы шпинделя;
- максимально допустимое усилие, при котором выполняется подача, составляет 15 кН;
- применение электронасоса типа Х14-22М в составе конструкции для передачи жидкости для охлаждения в место обработки;
- габариты рабочего стола составляют 449*499 мм, на поверхности которого предусмотрены пазы в количестве трех штук в форме буквы «Т».
Одной из главных технологических особенностей станка является его 100-процентное ручное управление. Все этапы работы регулируются вручную, а подача шпинделя осуществляется механически.
Общие характеристики агрегата включают в себя три большие части:
- рабочее место-стол, на котором находится деталь, подлежащая обработке;
- устойчивая чугунная станина, имеющая пространство внутри для электрического оборудования;
- сверлильная головка со шпинделем, которая движется по вертикали при помощи червячного вала.
Технические характеристики
Основными техническими характеристиками, от которых зависит функциональность любого оборудования, являются: ход шпинделя; наибольший диаметр сверления; максимальный промежуток между рабочим столом и шпинделем; количество оборотов в минуту; размер рабочей поверхности.
Для станка 2Н135 эти параметры выглядят так:
- Расстояние между направляющими и осью шпинделя — 300 мм.
- Максимальный диаметр отверстий, которые способен проделывать станок в стали — 35 мм.
- Минимальное расстояние между опорной плитой и торцом шпинделя — 700 мм, максимальное — 1120 мм.
- Минимальное расстояние между рабочим столом и торцом шпинделя — 30 мм, максимальное — 750 мм.
- Максимальный крутящий момент, способный развивать шпиндель — 400 Нм.
- Частота вращения от 31,5 до 1400 оборота в минуту.
- Количество скоростей вращения -12.
- Максимальный ход шпинделя — 250 мм.
- При одном обороте маховика-рукоятки шпиндель совершает ход на 122,46 мм.
- Деление лимба соответствует ходу шпинделя на 1 мм.
- Максимальное усилие подачи — 15 кН.
- За один оборот шпиндель совершает подачу на 0,1−1,6 мм.
- Регулировка подачи — 9 ступеней. Все режимы устанавливаются вручную. Существует система динамической остановки шпинделя.
- Размеры рабочего стола — 450×500 мм, в вертикальной плоскости рабочая поверхность может перемещаться на 300 мм. Имеется три Т-образных паза.
- Габариты станка 2Н135—2535×825×1030 мм.
- Мощность электрического двигателя, осуществляющего за подачу шпинделя — 4 квт.
- Подача жидкости для охлаждения в зону обработки производится электрическим насосом серии Х14−22М.
- Масса станка — 1200 кг.
Этот станок, как и всё другое оборудование, собранное в производственных цехах станкостроительного завода города Стерлитамак, сделан с умом и на совесть. Пластмассовые детали, которые широко используются современными производителями для удешевления своей продукции, в конструкции этого станка полностью отсутствуют. Этот фактор даёт полную гарантию, что ремонт оборудования можно будет произвести при любой его поломке. Причём обойдётся ремонт не очень дорого из-за широкого ассортимента запасных частей на рынке.
Конечно, этот станок по многим техническим характеристикам уступает современному оборудованию. Сверлильные станки хороших производителей по скорости проведения операций, точности сверления, эргономичности и удобстве работы превосходят 2Н135. Однако, если вам важна надёжность, функциональность и минимальная стоимость для выполнения сверлильных работ в гараже или небольшой мастерской, то лучше чем станок 2Н135 не найти.
Основные преимущества этого оборудования — долговечность, выносливость и простой ремонт.
голоса
Рейтинг статьи
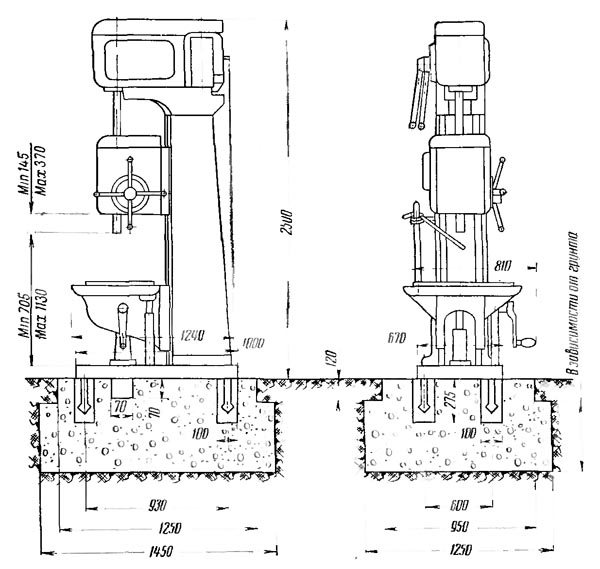
Технические особенности 2а135
Чтобы специалисты могли получить максимально объективную информацию о данной модели, мы представим ниже основные технические параметры агрегата:
- Максимальное расстояние от стола до торца шпинделя: 750 мм;
- Габариты рабочего стола: 450х500 мм;
- Диапазон частот вращения шпинделя: 68-1100 оборотов в минуту;
- Тип конуса шпинделя: Морзе 4;
- Максимальное усилие подачи: 1.6 тонн;
- Наличие динамического торможения шпинделя: Да;
- Мощность электропривода: 4.5 кВт;
- Габариты агрегата в собранном виде: 1240х810х2500 миллиметров;
- Масса станка: 1300 кг.
Выводы
Выбор сверлильного станка по определению не может быть простой задачей. У каждой техники есть свои особенности – как положительные, так и отрицательные. Говоря о недостатках 2а135, стоит заметить, что модель является морально устаревшей, хоть и приспособленной для выполнения основных целевых задач. Не стоит ожидать от нее также эргономичности, так как проектировалась она очень давно, и в то время этому параметру уделялось минимум внимания.
Тем не менее, в поисках доступного станка, способного выполнять широкий спектр задач, вам сложно будет найти более выгодный вариант, нежели 2а135
Именно поэтому мы рекомендуем мастерам уделить должное внимание этой модели
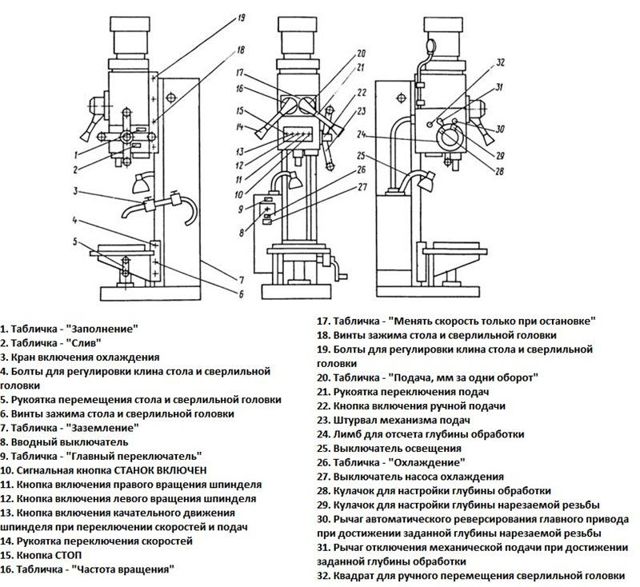
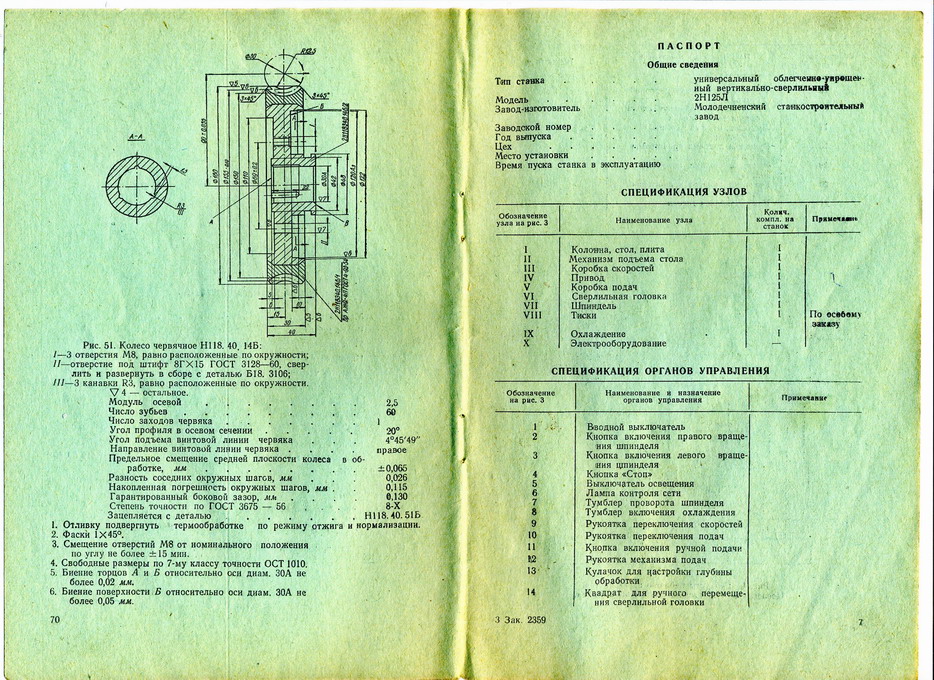
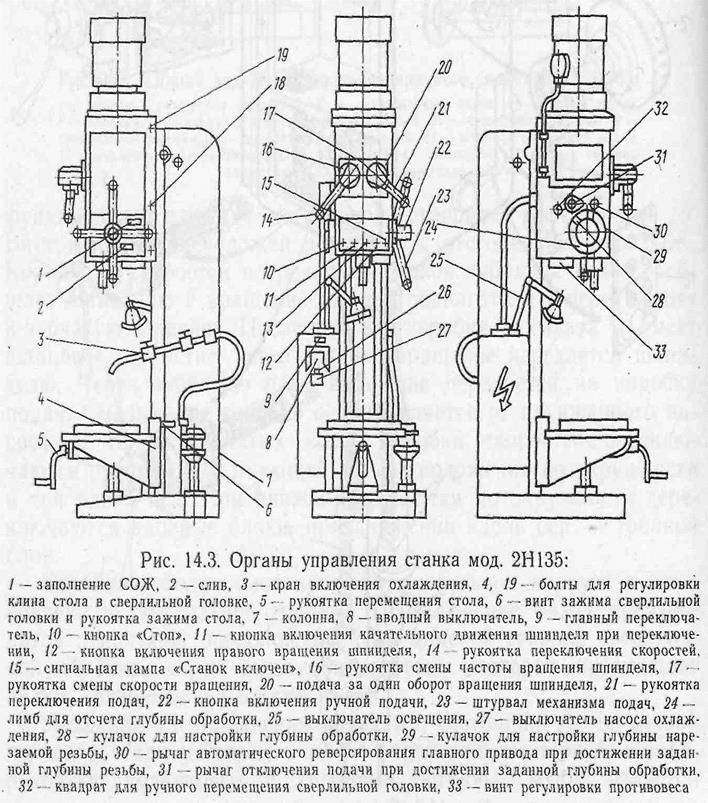
Общий вид и органы управления сверлильного станка 2Н118
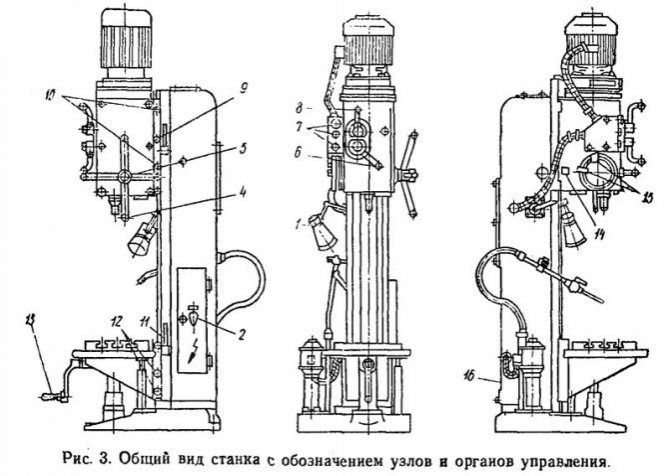
Органы управления сверлильным станком 2н118
Спецификация органов управления сверлильным станком 2Н118
- Выключатель освещения
- Выключатель насоса охлаждения
- Вводный автоматический выключатель
- Рукоятка управления механизмом подачи
- Кнопка включения механической подачи
- Рукоятка переключения подач
- Кнопочная станция «Вправо», «Влево», «Стоп»
- Рукоятка переключения скоростей
- Рукоятка зажима сверлильной головки
- Болты для регулировки клина сверлильной головки
- Рукоятка зажима стола
- Болты для регулировки клина стола
- Рукоятка подъема стола
- Квадрат валика механизма подъема сверлильной головки
- Кулачки настройки циклов работы
- Отверстие 3/4″ для подключения станка к электросети
Технические особенности
Особенность станка — в наличии в нем системы динамического торможения шпинделя.
Электрическое оборудование агрегата представлено в виде электродвигателя, обладающего мощностью 4,4 кВт. Аппарат оснащен электрическим насосом, подающим охлаждающую жидкость. Насос имеет тип Х14-22М.
Указанный вертикально-сверлильный аппарат обладает рядом технических особенностей:
- максимально возможный диаметр деталей, которые допустимо сверлить на станке, составляет 50 мм,
- шпиндель за счет наличия реверсивного устройства в составе аппарата способен выполнять вращения в разных направлениях,
- для устройства предусмотрена 9-ступенчатая коробка скоростей, благодаря которой шпиндель совершает до 1100 оборотов в течение минуты,
- агрегат управляется исключительно вручную, для него не предусмотрены автоматизированные системы.
Сверлильный станок 2а135 позволяет использовать машинные метчики, предназначенные для нарезки резьбы, что обеспечивается за счет наличия в конструкции реверсивного устройства.
Для получения должного результата работы рекомендуется использовать в качестве режущего инструмента для станка материалы, выполненные из твердых сплавов. Сверление изделий рекомендуется выполнять при малых оборотах инструмента из-за невысокой мощности всего оборудования.
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.





Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».
Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл. 10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».
Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
Назначение аппарата и сферы его использования
Вертикально-сверлильный агрегат 2А135 предназначен для выполнения широкого ряда операций:
- зенкование;
- развертывание отверстий;
- зенкерование;
- подрезание заготовочных торцов;
- нарезание резьбовыми метчиками.
Выполнение широкого спектра работ позволяет относить агрегат к универсальным устройствам. Указанный аппарат не предназначен для серийного производства и не используется на промышленных предприятиях, выпускающих широкий спектр изделий. Применение станка сводится к мелкосерийным производствам единичных изделий.
Оборудование идеально подходит для ремонтных отделов заводов и инструментальных цехов. При условии внесения усовершенствований в конструкцию агрегат возможно использовать для массового производства продукции.
Станок относится к четвертой группе размещения. Аппарат оборудован режущими инструментами, изготовленными из трех основных видов материала:
- высоколегированных сталей;
- быстрорежущих сталей;
- сплавов высокой твердости.
Агрегат обладает относительно небольшим по размерам рабочим столом. По этой причине на нем обрабатываются детали малых размеров. Подходящими изделиями для обработки на станке являются:
- чугунные детали;
- заготовки из разных видов стали;
- детали из цветных металлов.
Обработка деталей на станке https://www.youtube.com/watch?v=ywmMxacPUeI
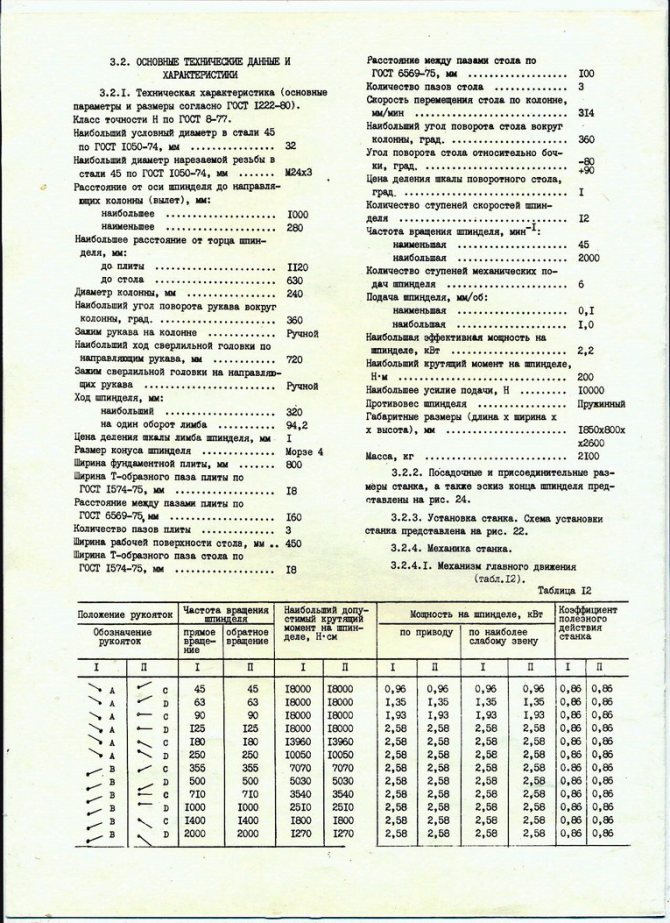
4.2. Краткая техническая характеристика станка 2н135
-
Размеры рабочей поверхности стола, мм (ширина х на длину) 450х5002. Наибольший диаметр сверления в стали, мм 35
2. Конус Морзе шпинделя №4
3. Наибольшее вертикальное перемещение стола, мм 300
4.Число ступеней частоты вращения шпинделя 12
5. Частота вращения шпинделя, мин –1 31,5; 45; 63; 90;125; 180; 250; 355; 500;
1000; 1400
6. Число ступеней подач шпинделя 9
7. Подачи шпинделя, мм/об 0,1; 0,14; 0,2;0,28; 0,4; 0,56;0,8; 1,12;1,6
8. Мощность электродвигателя привода главного движения, кВт 4
4.3.Формообразование отверстий на вертикально-сверлильных станках
На вертикально-сверлильных станках для формообразования отверстий используются следующие методы.
1. Сверление в сплошном металле и рассверливание спиральными, перовыми и шнековыми сверлами (рис.4.2, а, б, в). Спиральные сверла используются для получения отверстий диа-
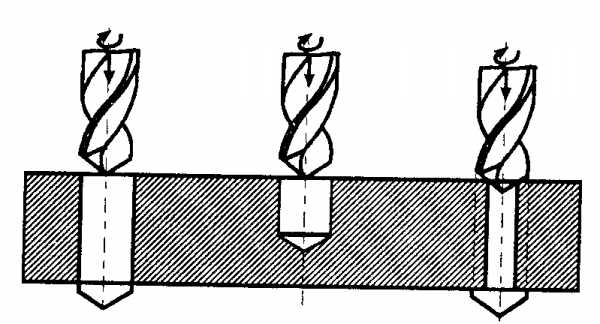
Рис.4.2. Сверление и рассверливание отверстий
метром D = 0,3-85 мм и глубиной до 10 d, перовые — диаметром d = 6… 40, шнековые — диаметром d = 5… 20 для отверстий глубиной до 30 d. Сверлением обеспечивается 14-12 квалитет точности и шероховатость поверхности 12-25 мкм. Спиральное сверло (рис.4.3) является двузубым инструментом и состоит из рабочей части, шейки, цилиндрического или конического хвостовика, лапки. Рабочая часть состоит из режущей с двумя главными режущими кромками, поперечной режущие (перемычкой) и направляющей части с двумя
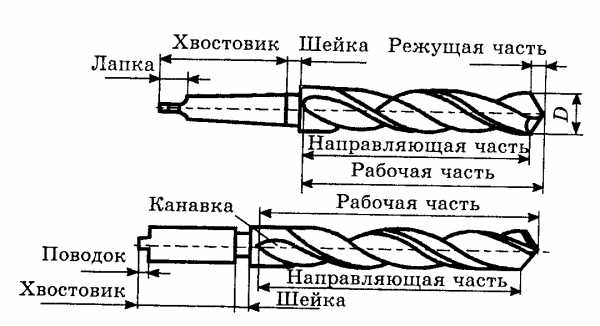
Рис.4.3. Спиральное сверло
вспомогательными кромками (ленточками) на винтовой поверхности зубьев и канавками для выхода стружки. Перовое сверло представляет одно или двухступенчатую лопатку и применяется при тяжелых
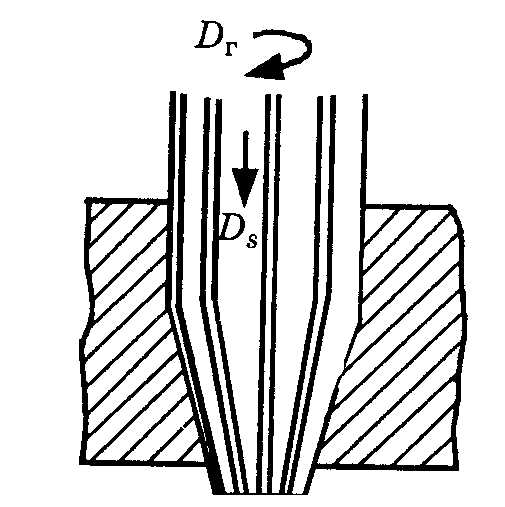
Рис.4.4. Рассверливание отверстий развертками
условиях работы. Шнековое сверло имеет треугольный шлифованный профиль стружечных канавок и плоскую заточку передних и задних поверхностей. 2. Зенкерование отверстий, полученных в отливках, поковках или штамповках или ранее просверленных с помощью цельных и насадных зенкеров. Зенкер является 3-х или 4-х-зубым инструментом, что обеспечивает лучшее его центрирование отверстии и большую жесткость. Припуск на зенкерование составляет 0,5-3 мм. Зенкерованием обеспечивается 11 квалитет точности и шероховатость поверхности Ra = 3,2-6,3 мкм.
3. Развертывание (рис.4.4.) точных от-
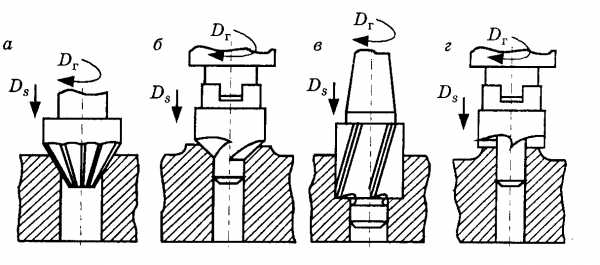
Рис.4.5. Схемы обработки отверстий
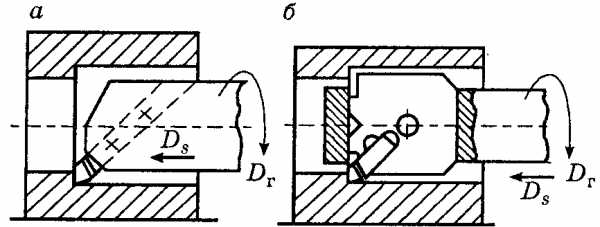
Рис.4.6. Схема растачивания отверстий резцом (о) и плавающим
блоком (б)
верстии с помощью разверток: ручных или машинных, цилиндрических, конических и ступенчатых; с прямыми и винтовыми канавками, право- и леворежущих. Развертка имеет 6-12 зубьев,
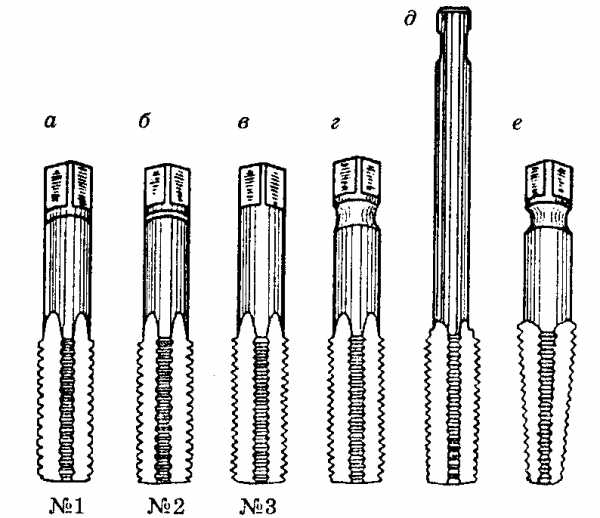
Рис.4.7. Типы метчиков: а — ручные (№1 — черновой, №2 — средний, №3 — чистовой), б — машинно-ручные, в — машинные, г — конические
высокую жесткость. Припуск на развертывание составляет: при черновом 0,15-0,5 мм; чистовом — 0,05- 0,15 мм. Обеспечивается 9-7 квалитет точности и шероховатость поверхностей, Ra = 0,8-1,6 мкм и менее.
4. Зенкование и цекование — обработка конических (рис.4.5., а, б) и торцовых (рис.4.5., в) поверхностей отверстий и торцов бобышек (рис.4.5., г).
5. Растачивание с помощью расточных резцов, закрепленных в концевых оправках. (рис.4.6)
6. Нарезание резьб с помощью машинных метчиков, типы метчиков приведены а рис.4.7.
7. Метод пластического деформирования с помощью раскатных роликов и калибрующих устройств.
8. Обработка комбинированными инструментами: сверлозенкер, сверло-зенковка, сверло-метчик, сверло-развертка и др.
ПРИМЕР:
Настройка станка на обработку отверстия D=30Н7 Формообразование отверстия, D30Н7 (7 квалитета точности) с шероховатостью поверхностей Ra = 1,6 мкм в сплошном металле рекомендуется вести в последовательности:
-
сверление отверстия спиральным сверлом D=15 мм;
-
рассверливание отверстия сверлом D=28 мм;
-
зеккерование отверстия зенкером D=29,75 мм;
-
развертывание черновое разверткой D=29,95 мм;
-
развертывание чистовое разверткой D=30Н7.
-
Условия обработки отверстия D=30Н7 приведены в табл.4.1.
-
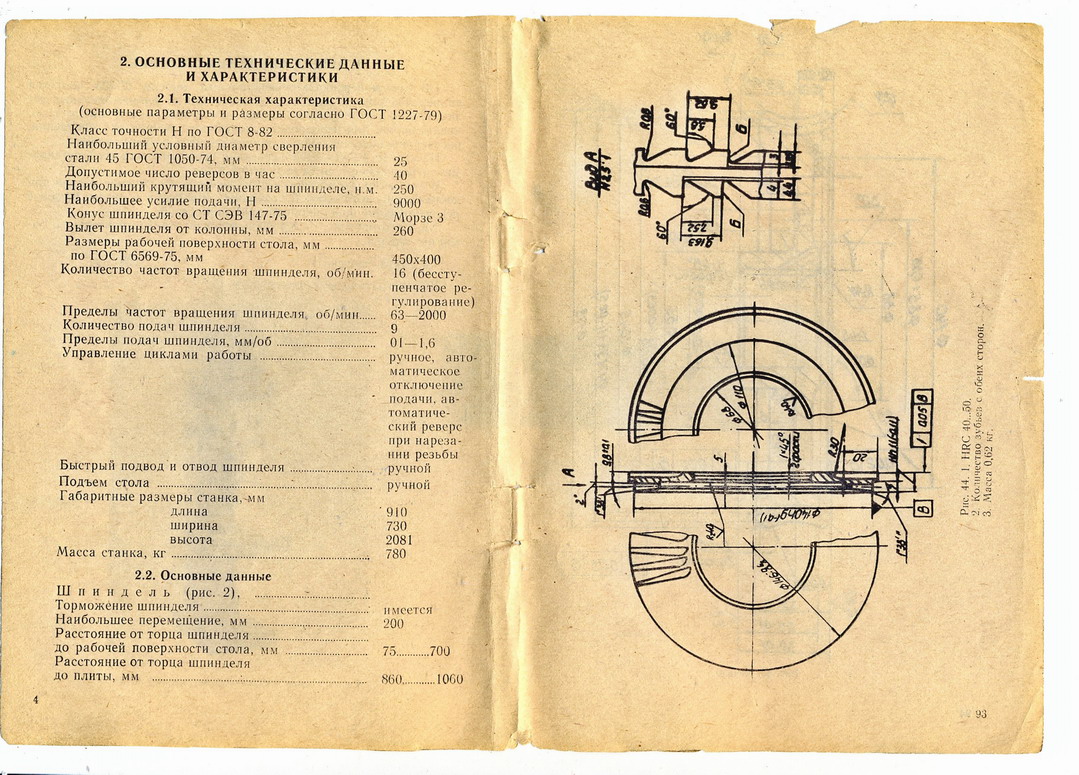
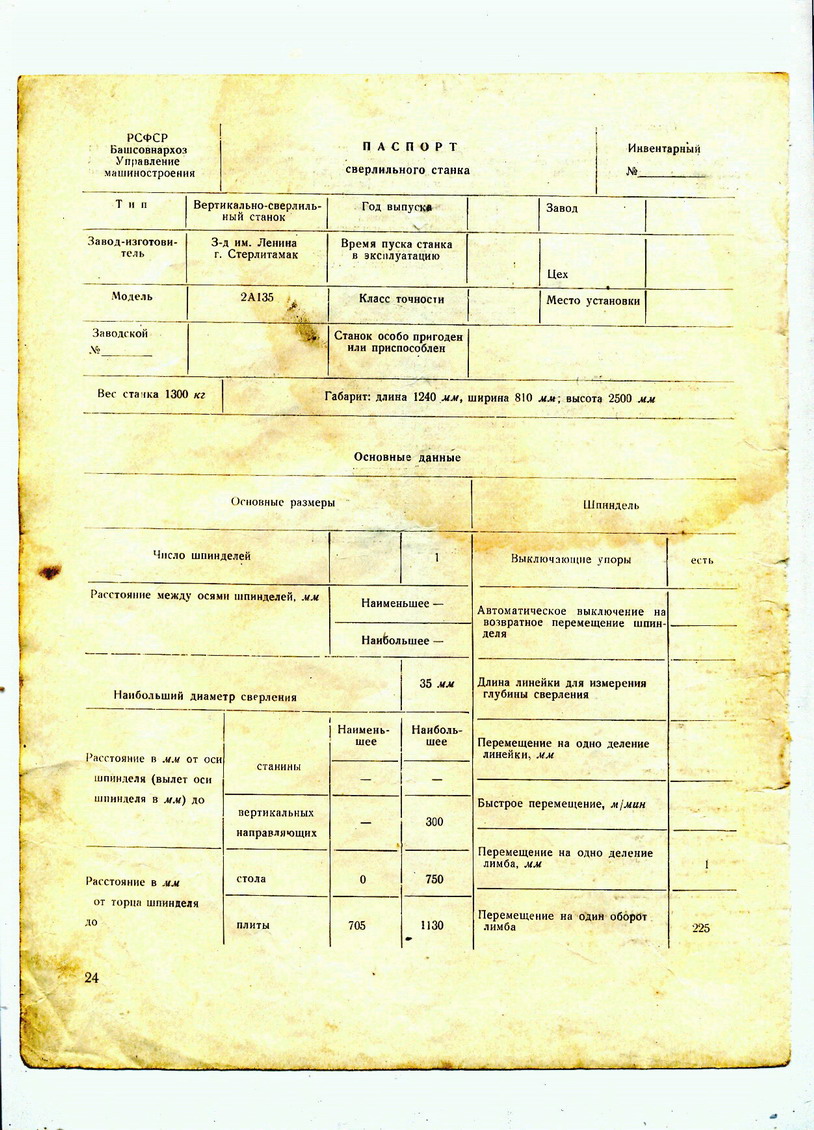
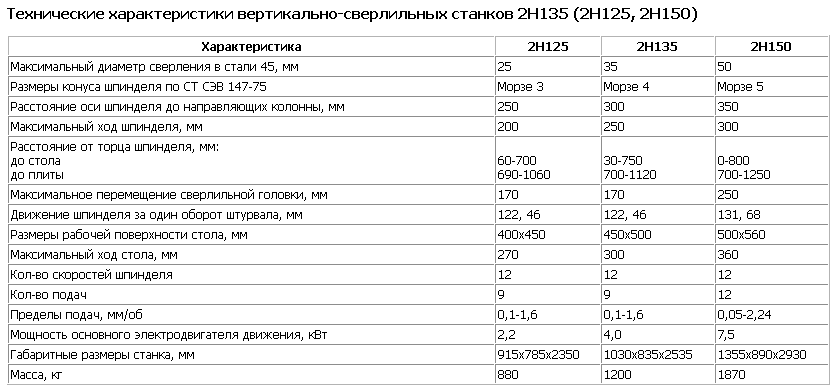
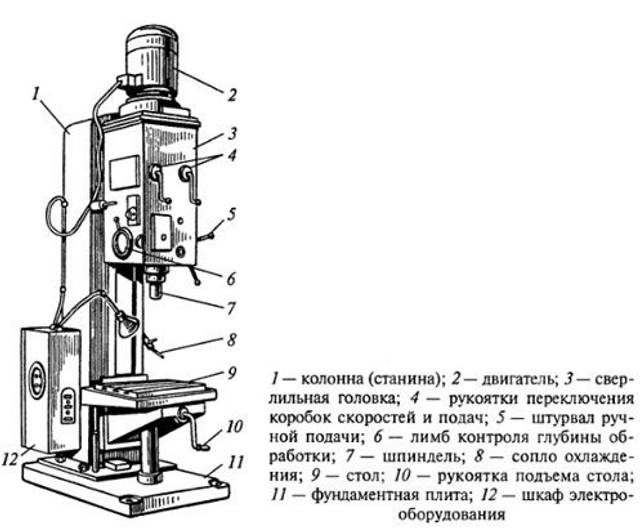


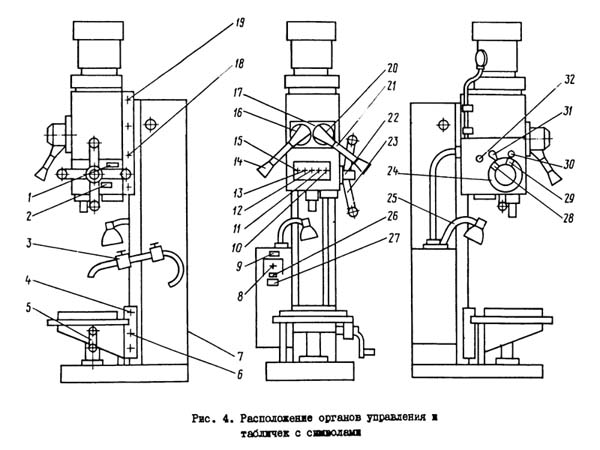
Таблица 4.1Условия обработки
|
Номер перехо да |
Наименование переходов |
Режущий инструмент |
v, м/мин |
n1, об/мин |
S0, мм/об |
|
1. 2. 3. |
Сверление отверстий D=15 мм Рассверливание отверстий до D=27 мм Зенкерование отверстий до D=29,70 мм |
сверло спиральное D=15 мм Р6М5 сверло спиральное D=27 мм Р6М5 зенкер D=29,70 мм Р6М5 |
24 27 19 |
250 180 180 |
0,2 0,28 0,8 |
|
4. 5. |
Развертывание черновое до D=29,96 мм Развертывание чистовое до D=30Н7 |
развертка D=29,96 Р6М5 развертка D=30Н7 Р6М5 |
7,9 7,9 |
180 180 |
1,12 1,12 |
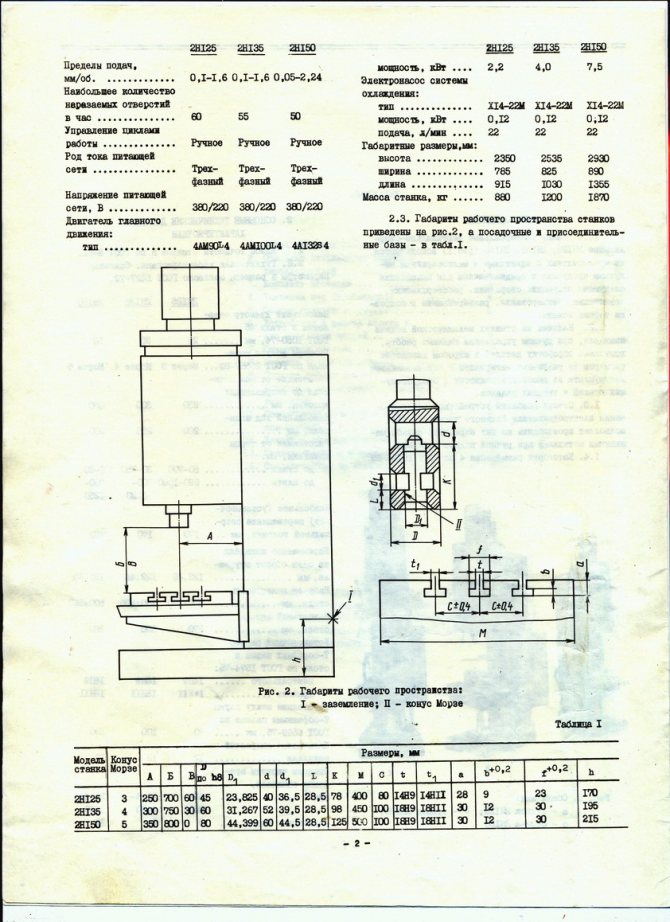
Характеристики оборудования
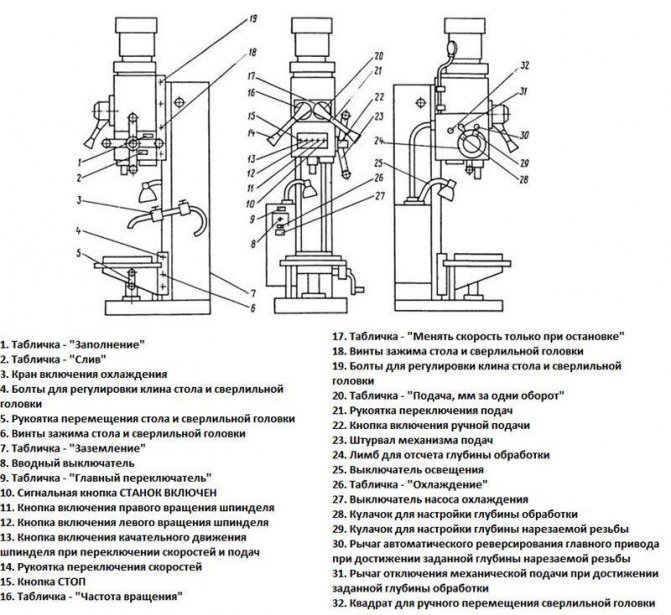
Схема расположения компонентов
Основные параметры станка подробно изложены в его паспорте и технической документации. Для эксплуатации оборудования следует знать, что максимальный диаметр отверстия сверления может составлять 25 мм (для деталей из стали 45). При этом характеристики пределов расстояний от поверхности рабочего стола до конуса шпинделя составляют от 6 до 70 см.
Большая масса станка 880 кг придает всей конструкции максимальную устойчивость и является основным фактором гашения колебаний, возникающих во время работы. При этом габариты конструкции позволяют установить ее в ограниченном пространстве производственного или ремонтного цеха. Они составляют 235*78,5*91,5 см.
Но главными паспортными характеристиками станка 2Н135 являются параметры шпинделя:
- максимальное вертикальное перемещение – 17 см;
- ход – до 20 см;
- при одном обороте маховика происходит смещение на 122,46 мм;
- количество скоростей равно 12;
- допустимый крутящий момент составляет 250 Нм;
- конус соответствует параметру Морзе 3.
Станок 2н135 имеет 12 ступеней подач. При этом пределы вертикальных составляют от 0,1 до 1,6 мм при одном обороте шпинделя. Конструкция станка 2Н135 рассчитана только на ручное управление.