
Характеристики оцинкованной стали, преимущества применения оцинковки
Это совершенно неудивительно, ведь возможности этого материала действительно велики. Такая сталь прекрасно подходит для изготовления кабельных лотков предназначенных для прокладки проводов и кабелей напряжением до 1000 Вольт, монтажа перекрытий, из нее делают профнастил, используют при создании кровли, а также в процессе создания штампованных изделий. Кабельные лотки из «оцинковки», не только защищают электропровода от механических повреждений, но и обеспечивают безопасность кабельной трассы. Устанавливаются лотки внутри помещений, а для защиты уличной электропроводки устанавливаются снаружи зданий и сооружений.
Характеристики оцинкованной стали
Перед тем, как металл превратится в оцинкованный лист, который обладает антикоррозийными свойствами, он проходит процесс легирования цинком. Предпочтение отдается данному металлу из-за того, что он обладает большой устойчивостью к коррозии. Если сравнивать его с другими металлами, которые устойчивы к ржавчине, то он является самым дешевым.
Оцинкованную защиту сталь получает после того, как ее погружают в расплавленный цинк, при этом в результате химической реакции получается сцепка молекул цинка и железа. Конечным результатом является оцинкованная сталь, в которой цинк — это составляющая часть. Наружным слоем этой стали является цинк, после него идут смешанные слои, доля цинка в которых постепенно уменьшается, а в качестве сердцевины выступает сталь. Как правило, данный материал называют оцинковка.
Оцинкованный рулон делится по назначению на несколько различных групп: группа общего назначения, группа холодного профилирования, группа под окраску и группа холодной штамповки. Сталь холодной штамповки из-за своего качества к вытяжке подразделяется на подгруппы: нормальной, глубокой и очень глубокой вытяжки. Также оцинковка по толщине может быть нормальной и уменьшенной. Такой материал может иметь узоры кристаллизации или быть без них.
Интенсивность оцинковки можно узнать, опираясь на массу цинка, которая была затрачена на обработку одного квадратного метра стали. Таким образом, можно понять, сколько было затрачено цинка на защиту металла. Исходя из этого, можно выделить три класса оцинкованной стали:• Повышенный класс, имеющий массу один квадратный метр с нанесенным с двух сторон покрытием от 570 до 855 граммов. Толщина такого покрытия от 40 до 60 мкм. • Первый класс, имеющий массу не больше 258, покрытие с обеих сторон достигает 570 грамм, толщина от 18 до 40 мкм.• Второй класс обладает массой покрытия от 142,5 до 258 грамм, его толщина от 10-18 мкм. Данный класс стали используют при изготовлении оцинкованных кабельных лотков (коробов).
Обязательным качеством оцинкованной стали является чистота: так, на поверхности листа не должно быть никаких наплывов или трещин. Допустимо нахождение на поверхности мелких наслоений или незначительных натеков, возможна неравномерная кристаллизация покрытия и наличие мелких частиц. При создании оцинкованной стали нормой принято считать ширину от 710 до 1500 мм и толщину от 0,5 до 3,0 мм.
Преимущества оцинкованной стали
Металлические изделия имеют много плюсов перед своими конкурентами – камнем и деревом. Лист железа обладает почти одинаковой легкостью, если сравнивать его с деревом, однако при этом он намного прочнее (прочность его сравнима с камнем, при этом металл значительно легче). Основной недостаток металла – это коррозия. К примеру, необработанный кузов автомобиля может прослужить всего десять лет, после этого он будет подвержен коррозии и уже через несколько лет металл полностью будет ржавым.
Есть множество способов, с помощью которых можно бороться с коррозией. Один из таких способов – это антикоррозийная обработка разными составами. Основной минус подобных составов заключается в том, что если он сотрется, то открытое место станет полностью беззащитно перед коррозией. В наши дни один из наиболее эффективных методов предотвращения коррозии – оцинковка металла.
В зависимости от области применения оцинкованного металла толщина его может иметь различия: так, самое тонкое покрытие имеет толщину 10 мкм. Сталь подобной толщины используют для несложных условий работы. Оцинкованная сталь с покрытием в 50 мкм обладает повышенной устойчивостью к различным тяжелым работам, подобное покрытие способно полностью защитить металл от опасных химических веществ и коррозии на протяжении многих лет.
www.koks-montazh.ru
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566—94 с дополнениями.
6.2. Для защиты поверхности оцинкованной стали от коррозии проводят консервацию: пассивирование, промасливание или пассивирование и промасливание.
По требованию потребителя оцинкованную сталь не консервируют.
При отгрузке в районы Крайнего Севера и труднодоступные районы консервация обязательна.
6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листовс дифференцированным покрытием сторона со 2-м классом толщины покрытия должна бытьобращена к низу пачки.
Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации.
К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695—83 и ГОСТ 8486—86 сечением не менее 80×80 мм или металлические бруски по нормативно-технической документации.Количество деревянных и металлических брусков при ширине пачки до 1200 мм — 2 шт.; свыше1200 мм — соответственно 3 шт. и 2 шт.
6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, чтосторона со 2-м классом толщины цинкового покрытия располагается внутри рулона.
6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566—94.
При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566—94.
Для обвязки применяют металлическую ленту толщиной 1,2—2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560—73, ГОСТ 6009—74 или другой нормативно-технической документации.
Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно — 6,2 и 1 м.
6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т.
До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна
превышать 5 т.
6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192—96 краскойтемного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные,дополнительные и информационные надписи.
6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляютоткрытым подвижным составом в соответствии с правилами перевозки грузов, действующими натранспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС.
6.9. Хранение оцинкованной стали должно соответствовать условиям Ж3 по ГОСТ 15150—69,исключающим совместное нахождение с химически активными веществами.
Размеры и классификация оцинкованного листа
Оцинкованные листы производятся в нескольких видах:
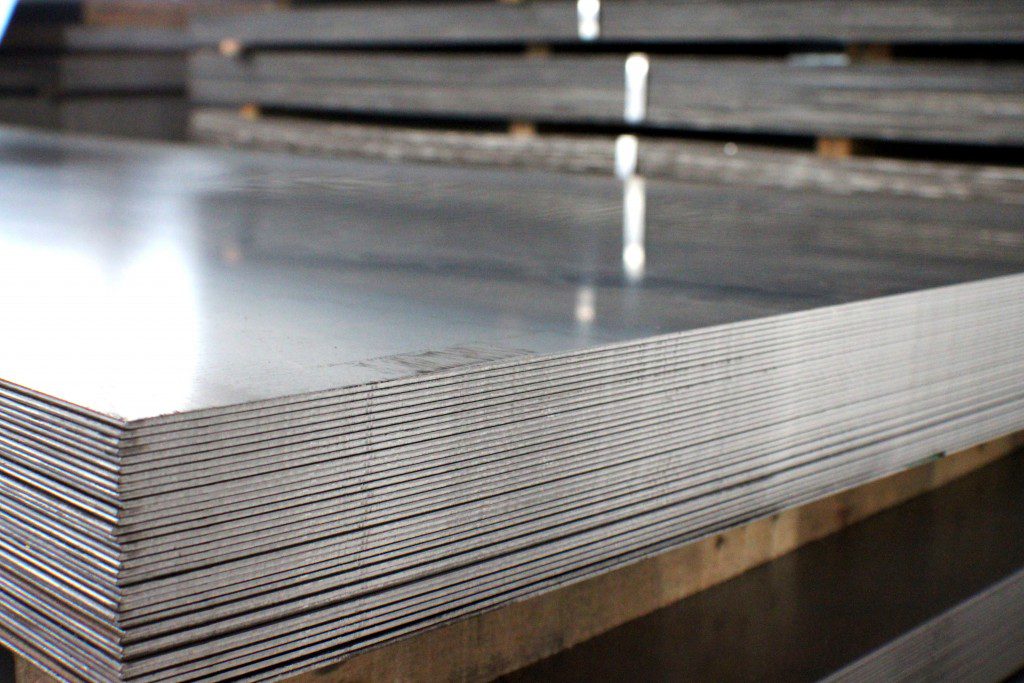
- Лист в рулонах. Ширина рулона от 710 до 1800 мм. Толщина листа от 0,3 до 3,0 мм. Длина листа от 4000 до 6000 мм.
- Лист гладкий. Стандартный лист имеет размеры −1250*2500 мм. Путем нарезки из рулонного материала можно получить лист любого размера.
- Гофрированный лист. Ширина от 920 до 1150 мм. Длина от 2000 до 2500 мм.
- Профнастил. Ширина от 800 до 1200 мм. Длина от 2000 до 2500 мм.
Оцинкованный лист изготавливается согласно параметрам, установленным ГОСТ 14918−80. Сортамент должен соответствовать регламенту ГОСТ 19904−74.
К качеству оцинкованного листа предъявляются следующие требования:
- Поверхность листа чистая и цельная.
- Кромки листов ровные.
- Покрытие сплошное и равномерное.
- Листы общего назначения могут иметь небольшие шероховатости, разводы, потертости.
- На листах под покраску допускаются небольшие царапины, наплывы.
- В местах изгибов не допускаются отслоения покрытия.
- Толщина покрытия должна соответствовать – для 2 класса – от 10 до 18 мкм. Для 1 класса – от 18 до 40 мкм. Для класса повышенной толщины от 40 до 60 мкм.
- Для цинкования применяется цинк марки Ц0 или Ц1.
- Оцинкованный лист высшей категории должен выдерживать изготовление двойного замка без нарушения целостности покрытия.
По толщине цинкового слоя, листы делятся на классы:
- Класс П – толщина слоя – от 40 до 60 мкм.
- Класс 1 – толщина покрытия от 18 до 40 мкм.
- Класс 2 – толщина от 10 до 18 мкм.
По виду дальнейшей обработки листы делятся:
- ОН – лист общего назначения.
- ПК – для последующей покраски.
- ХП – для профилирования холодным методом.
-
ХШ – для штамповки холодной. В свою очередь, ХШ делится по способности к вытяжке на:
- ВГ –весьма глубокой вытяжки;
- Г – глубокой вытяжки;
- Н – нормальной вытяжки;
После каждого из этих обозначений могут стоять цифры, определяющие область применения материала:
- 01 – для производства изделий методом изгиба;
- 02 – для изготовления хозяйственного инвентаря, посуды методом гнутья и соединения в замок;
- 03 – производство сложных профилей и штамповки с глубокой вытяжкой;
- 04 – штамповка деталей сложной вытяжки;
- 05−06 – штамповка с особо сложной вытяжкой;
По степени стабильности расположения цинкового слоя листы делятся на две группы:
- НР – нормальная разнотолщинность.
- УР – уменьшенная разнотолщинность.
Покрытие цинком может изготавливаться с узором кристаллизации или без него. Наличие узора обозначается – КР. Отсутствие узора – МТ.




Точность изготовления листов делится на три категории:
- В – высокая точность.
- Б – точность нормальная.
- А – повышенная точность.
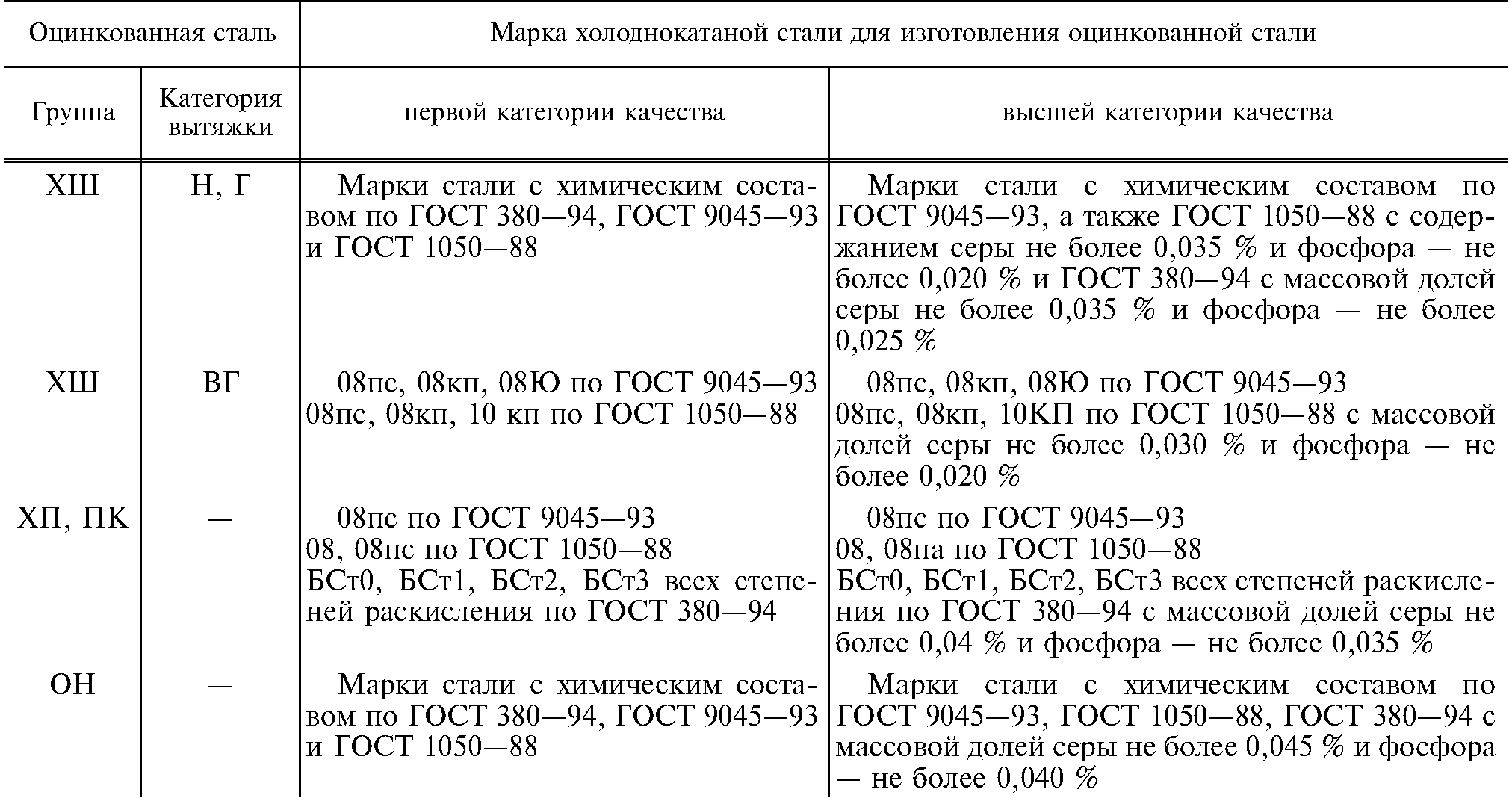
Марки стали, применяемые для изготовления
Для промышленного производства оцинкованных листов используется сталь, произведенная холоднокатаным способом.
Марки применяемых для оцинковки сталей зависят от области дальнейшего применения материала:
- Для изготовления оцинкованных листов ХШ с вытяжкой Г и Н применяются марки стали по ГОСТ 1050 −88; 9045 −93; 380 −94. Установлены ограничения содержания серы −0.035% и фосфора −0.02%.
- Для вида ХШ и категории ВГ – марка стали 08пс, 08ю, 08кп.
- Для вида ХП и ПК – 08, 08пс, 08па – по ГОСТ 1050-88. БСт1, БСт 0, БСт3, БСт2 по ГОСТ 380-94 с ограничением по фосфору −0.035%, серы −0.04%.
- Для группы ОН – марки стали с ограничением содержания фосфора −0.04%, серы −0.045%.
МЕТОДЫ ИСПЫТАНИЙ
5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов.
5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл.2.
Схема вырезки образцов для испытаний
Схема вырезки образцов для испытаний (— ширина листа)
Таблица 2
| Номер образца | Размеры образца, мм | Метод испытаний | |
| ширина | длина | ||
| 1, 2 | 50 | 150 | На прочность сцепления цинкового покрытия с основным металлом |
| 3, 4, 5 | 50 | 50 | На определение массы цинкового покрытия и разнотолщинности |
| 6 | 20 | 150 | На перегиб |
| 7 | 90 | — |
На вытяжку сферической лунки ( — место испытаний) |
| 8 | 30 | 180−300 | На растяжение |
| 9, 10 | 30 | 40 | Оценка микроструктуры |
| Примечание. Образцы вырезают с предельными отклонениями по размерам — ±3 мм. |
(Измененная редакция, Изм. N 1).
5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы () или хлористой сурьмы () в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим.Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118−77) для второго и первого классов или 50 г окислов сурьмы класса П.Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах () на 1 мвычисляют по формуле
, (1)
где — масса трех образцов (3, 4 и 5) до растворения цинкового покрытия, с погрешностью 0,01 г, г; — масса трех образцов (3, 4 и 5) после растворения цинкового покрытия, с погрешностью 0,01 г, г; — фактическая площадь поверхности образцов с погрешностью 1·10м, м.Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность.Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке.(Измененная редакция, Изм. № 1, 2).
5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
, (2)
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
, (3)
где — толщина покрытия соответствующего образца, мкм; — масса образца до снятия цинка, г; — масса образца после снятия цинка, г; — плотность цинка, г/см; — площадь поверхности цинкового покрытия, см.(Измененная редакция, Изм. N 1).
5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично.
5.5. Испытание на перегиб проводят по ГОСТ 13813–68.
5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510–80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение.
5.7. Испытание на растяжение проводят по ГОСТ 11701–84.
5.8. Определение величины зерна феррита проводят по ГОСТ 5639–82 и структурно-свободного цементита — по ГОСТ 5640–68.
5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019–2003. Образец оцинкованной стали испытывают на оправке, равной толщине проката.Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон.По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411−196−86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765–73.Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке.
5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля.(Измененная редакция, Изм. N 2).
Горячекатаная и холоднокатаная
Эти два вида стали отличаются типом производства.
Горячекатаную подвергают прокатке еще в горячем виде. Ее отличительными особенностями является толщина листа 10-15 мм средний показатель гладкости поверхности и сравнительно низкий порог износостойкости. Однако это вовсе не значит, что такой материал не найдет применения. Он широко используется при изготовлении профильных труб разного типа.
Холоднокатаная сталь в рулонах имеет некоторые отличия от предыдущего варианта. Она представляет собой тот же горячекатаный металл, однако уже с дополнительной обработкой. Именно это позволяет ей содержать пониженное количество углерода. Особенности в технологии изготовления придают холоднокатаной стали и некоторые эксплуатационные особенности:
минимальная толщина достигает 0,45 мм; поверхность листа становится идеально гладкой; отлично поддается сварке.
Виды оцинкованной кровли
Оцинкованная стали нередко используется в частном, коммерческом и производственном домостроении в качестве кровельного материала. Это покрытие отличается демократичной ценой, достаточно легким весом, долгим сроком службы, высокой надежностью.
Если раньше в распоряжении кровельщиков были только листы прокатной стали, которые для создания герметичного слоя соединяли фальцевым способом, то сейчас выбор материалов на основе этого металла намного шире. Самыми распространёнными производными кровельной стали являются:
- Кровельная сталь. Этот материал представляет собой рулон прокатной оцинкованной стали, из которого изготавливают кровельные картины необходимого размера. Картины соединят между собой фальцевым соединением, то есть края большого фальца загибают поверх малого с помощью листогиба. Такая технология позволяет прочное, долговечное покрытие, в котором при необходимости очень легко выполнять ремонт отдельных полотен. Кроме того, фальцевое соединение листов уменьшает расход материала, сокращают количество горизонтальных швов.
- Профнастил. Следующей эволюционной формой кровельной стали является профнастил. В строительстве все чаще применяют листы оцинкованной стали, которым в процессе формовки придается гофрированная форма. За счет трапециевидного или волнообразного профиля повышается несущая способность и жесткость материала. С одной стороны профнастил может быть покрыт полимерной пленкой или краской, а с другой стороны лита он остается неокрашенным.
- Металлочерепица. Металлочерепица – это металлическая имитация керамической традиционной черепицы. Технология заключается в придании заготовки из оцинкованной стали поперечного волнообразного профиля с помощью пресса. С наружной стороны металлочерепица покрывается специальным устойчивым полимером, повышая антикоррозионные свойства кровельного материала.
Производство
Оцинковка – технологический процесс, в ходе которого на поверхность стального листа наносится слой цинка. Толщина покрытия может различаться в зависимости от предназначения листа, но не может быть менее 0,02 мм.
Цинкование может осуществляться гальваническим методом, холодным цинкованием, но наиболее часто применяется горячая оцинковка.
Горячее цинкование проходит поэтапно. Вначале происходит обезжиривание поверхности, далее — травление и промывка. В заключении стальной лист погружается в ванну с расплавом цинком. При этом скорость процесса, качество и температура цинка контролируется специальными приборами. В результате получается гладкая металлическая поверхность, с высокими характеристиками, которая хорошо переносит механическую обработку не теряя своих свойств.



Области применения
Оцинкованный материал в процессе изготовления из него деталей и заготовок подвергается штамповке и изгибу, оба способа не нарушают целостности листа. Высокие антикоррозийные свойства позволяют использовать материал в производстве бытовых приборов, строительстве, трубопрокате, автомобилестроении.
Особо актуально применение оцинковки в строительной отрасли. Материал после цинкования красится полимерными красителями и составами на основе эпоксидной смолы в расплавленных печах. Покрытая полимерами сталь служит основой в производстве кровельных покрытий и стеновых материалов, выгода от применения которых становится очевидной.
Профнастил, металлочерепица, кровельная сталь — вот наименования легкого прочного и практичного кровельного покрытия для современных коттеджей. Помимо кровельных работ, оцинковка используется для изготовления:
- металлического декоративного штакетника;
- при монтаже фальцевых крыш в качестве картины;
- водопроводных труб;
- штрипса — сортового лентопроката;
- монтажных профилей для гипсокартона, евродоски, пластика и других стеновых покрытий;
- перфорированного крепежа и различных кронштейнов;
- кровельных фартуков, обделок, элементов водостоков, коньков, ендов и других вспомогательных деталей крыши;
- вентиляционных каналов;
- разводных лотков для кабелей в электротехнике, корпусов приборов, устройств и др.
Способы устройства кровли из рулонной и листовой стали
По мнению экспертов, монтаж кровли из рулонной или листовой стали – процесс не сложный, благодаря технологии её изготовления, предусматривающей способы соединения картин при помощи фальца. Что такое картина и фальцевое соединение?
Картина – кровельный лист, имеющий кромку, подготовленную для фальцевого соединения.
Фальц – соединительный шов, образованный в местах соединения элементов кровли. Также необходимо знать виды фальцевых соединений.
- Их различают по способу соединения: одинарные и двойные;
- По направлению относительно поверхности кровли – лежачие и стоячие. Вертикальное двойное соединение, являющееся наиболее прочным, используют для боковых краёв, расположенных вдоль скатов, горизонтальные полосы соединяют лежачими фальцами.
Существует, так называемое, защёлкивающееся соединение, которое не требует использования инструмента при монтаже. Также фальцы можно выполнить самостоятельно, при помощи специальных закаточных устройств.
Более удобно использовать заранее подготовленный профильный материал. Такой способ соединения швов даёт экономию времени монтажных работ, сокращение расхода материала. Кроме того, выполненные в производственных условиях картины, дают повышенную герметичность и надёжность кровли при любых климатических условиях.
Ещё одно преимущество: хороший внешний вид. Для выполнения дизайнерских конструкций, изготовленный на производстве материал – незаменимый помощник. Такие картины могут иметь разнообразную форму и размеры, что придаст кровле оригинальный и эстетичный вид.
Преимущества и недостатки
Профнастил в виде кровельного покрытия стоит достаточно дешево, чтобы его могли применять для строительства широкие слои населения. Легкость установки на стропильные конструкции позволяет сделать это даже новичку. К плюсам материала относятся:
- длительный срок эксплуатации по сравнению с обыкновенным металлом, время работы оцинкованного листа исчисляется десятками лет без изменения не только качеств, но и внешнего вида изделия;
- экономия на составах для лакокрасочной обработки — лист ставят в некоторых случаях без покраски, так как его покрытие является стойким к влажности и нагреванию солнцем;
- покрытие из цинка на поверхности металла прочно соединено с центральным слоем, при изгибе, штамповке, растягивании слой цинка не скалывается, остается неотделимым;
- часто у покрывающего слоя прочностные показатели превосходят эти значения для внутреннего слоя стали, поэтому в комплексе увеличивается восприятие нагрузок;
- цинковое покрытие на металле соответствует экологическим нормам и является безопасным для человека и животных;
- цинк обладает свойством затягивать мельчайшие царапины на поверхности и в местах прохождения крепежных метизов, а также на местах резов;
- изделия из оцинковки стоят ниже таких же деталей, выполненных из нержавейки;
- металлизированная матовая поверхность материала имеет привлекательный внешний вид и применяется в некоторых дизайнерских разработках без окрашивания.
Недостатки оцинковки можно считать условными:
- с каждым годом эксплуатации теряется микроскопическая толщина слоя;
- оцинкованный лист не подвергается соединению сваркой;
- окраска лакокрасочными составами поверхности из оцинковки требует подготовительного процесса.
Области применения
Оцинкованный материал в процессе изготовления из него деталей и заготовок подвергается штамповке и изгибу, оба способа не нарушают целостности листа. Высокие антикоррозийные свойства позволяют использовать материал в производстве бытовых приборов, строительстве, трубопрокате, автомобилестроении.
Особо актуально применение оцинковки в строительной отрасли. Материал после цинкования красится полимерными красителями и составами на основе эпоксидной смолы в расплавленных печах. Покрытая полимерами сталь служит основой в производстве кровельных покрытий и стеновых материалов, выгода от применения которых становится очевидной.
Профнастил, металлочерепица, кровельная сталь — вот наименования легкого прочного и практичного кровельного покрытия для современных коттеджей. Помимо кровельных работ, оцинковка используется для изготовления:
- металлического декоративного штакетника;
- при монтаже фальцевых крыш в качестве картины;
- водопроводных труб;
- штрипса — сортового лентопроката;
- монтажных профилей для гипсокартона, евродоски, пластика и других стеновых покрытий;
- перфорированного крепежа и различных кронштейнов;
- кровельных фартуков, обделок, элементов водостоков, коньков, ендов и других вспомогательных деталей крыши;
- вентиляционных каналов;
- разводных лотков для кабелей в электротехнике, корпусов приборов, устройств и др.
Классификация материала
Чтобы разобраться в вопросе о том, почему этот вид кровельного материала не сдаёт своих позиций при строительстве промышленных объектов и, может, не вполне заслуженно почти вытеснен из ниши частного строительства, стоит рассмотреть, как изготавливается оцинкованная сталь.
В упрощённом понимании оцинкованная сталь представляет собой лист металла с цинковым покрытием. По такому же принципу изготавливается металлочерепица на начальной стадии производства.
Производство оцинкованный стали — сложный и многоуровневый процесс. Поэтому и классификация всех видов имеет несколько ступеней.
Первый классификатор оцинкованного листа – его хозяйственное назначение.
Отсюда, оцинкованная сталь классифицируется по назначению:
- ХП — лист для холодного профилирования, предназначенный для последующей обработки, без термального способа. Этот лист прокатывают через вальцы, получая готовое изделие.
- ХШ – штампованный лист, также, без термического способа обработки.
- ПК – лист под покраску. Этот вид оцинкованного профиля после дальнейшей покраски используется в автомобилестроении, на других хозяйственных объектах.
- ОН – лист общего назначения, который используется для ремонтно-строительных работ, для кровельных работ, в частности.
Следующий вид классификации – по возможности вытяжения:
- Н – нормальное вытяжение;
- Г – глубокое вытяжение;
- ВГ – весьма глубокое вытяжение.
Дальше, антикоррозийные свойства:
- НР – лист с нормальной разнотолщинностью;
- УР – лист с уменьшенной разнотолщинностью.
Существенным значением является классификатор толщины цинкового покрытия:
- 40 – 60 мкм – повышенный класс;
- 18 – 40 мкм – класс I;
- 10 – 18 мкм – класс II.
Остановимся более подробно на вопросе о том, как наносится цинковое покрытие.
Оно осуществляется двумя способами:
- Стальной лист погружается в расплавленный цинк.
- Электролитический способ. Под воздействием электротока ионы цинка оседают на стальной лист.
Цинковое покрытие вторым, холодным способом — более экономичный вариант, но при помощи горячего, первого способа, достигается наиболее стойкий эффект при нанесении антикоррозийного, цинкового слоя. Поэтому для монтажа кровли оцинкованной сталью наиболее подходит именно профиль, покрытый горячим способом.
Выпускается металлический лист различной толщины, что также отображено в маркировке оцинкованного профиля.
В строительстве используется оцинкованный профиль толщиной 4 – 10 мм. Шаг толщины листа составляет 0,5 – 1,0 мм.
Масса листов, соответственно, составляет от 2,3 кг до 11,0 кг, в зависимости от толщины листа.
Для того, чтобы рассчитать нагрузку кровли из оцинкованного железа на основные несущие конструкции кровли, стен и фундамента, важно учитывать вес металлического профиля. Как уже было сказано, в зависимости от толщины листа, вес бывает разный
Если один лист может весить 2,0 кг, то такая нагрузка для основания кровли не значительна, при весе листа 11,0 кг – значение укрепления основания кровли увеличивается в разы. С учётом того, что для кровли потребуется довольно большое количество материала, прочность несущих конструкций лучше учитывать даже в самом фундаменте, если выбор кровельного материала остановлен на оцинкованной стали.
Для выполнения кровельных работ обязательно необходимо учитывать существующие размеры оцинкованной стали.
Стандартные листы при толщине 0,4 мм имеют размеры 1000х2000 мм и 1250х2500 мм
Эти же размеры применяют для листов с полимерным покрытием.



Но для монтажа кровли из оцинкованного металла лучше купить листы нестандартных размеров, в целях экономии средств и возможности выполнять работу без значительных отходов.
Для этой цели существует рулонная сталь. Такой способ изготовления позволяет нарезать металл необходимой длины, что является удобным преимуществом для устройства кровли.
После нарезки листов необходимой длины их прогоняют на формовочном станке, с помощью которого наносятся рёбра жёсткости и загиб кантов (фальцев), для удобства монтажа. Также бывают гофрированные листы волнами.
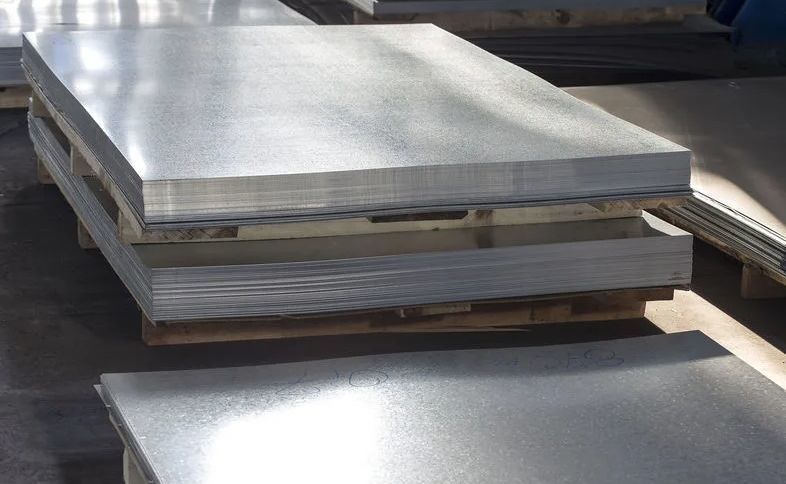
Горячее цинкование: сталь рулонная оцинкованная и сталь листовая оцинкованная
Горячее цинкование погружением в расплав является наиболее популярным способом получения рулонной и листовой стали с защитным слоем цинка. Данная технология обеспечивает максимальную защиту изделий из стали от агрессивной внешней среды благодаря сплошному, прочному, металлургически связанному покрытию большой толщины. Горячеоцинкованный рулонный и листовой стальной прокат широко используются в строительстве, машиностроении, изготовлении мебели, бытовой техники и товаров народного потребления.
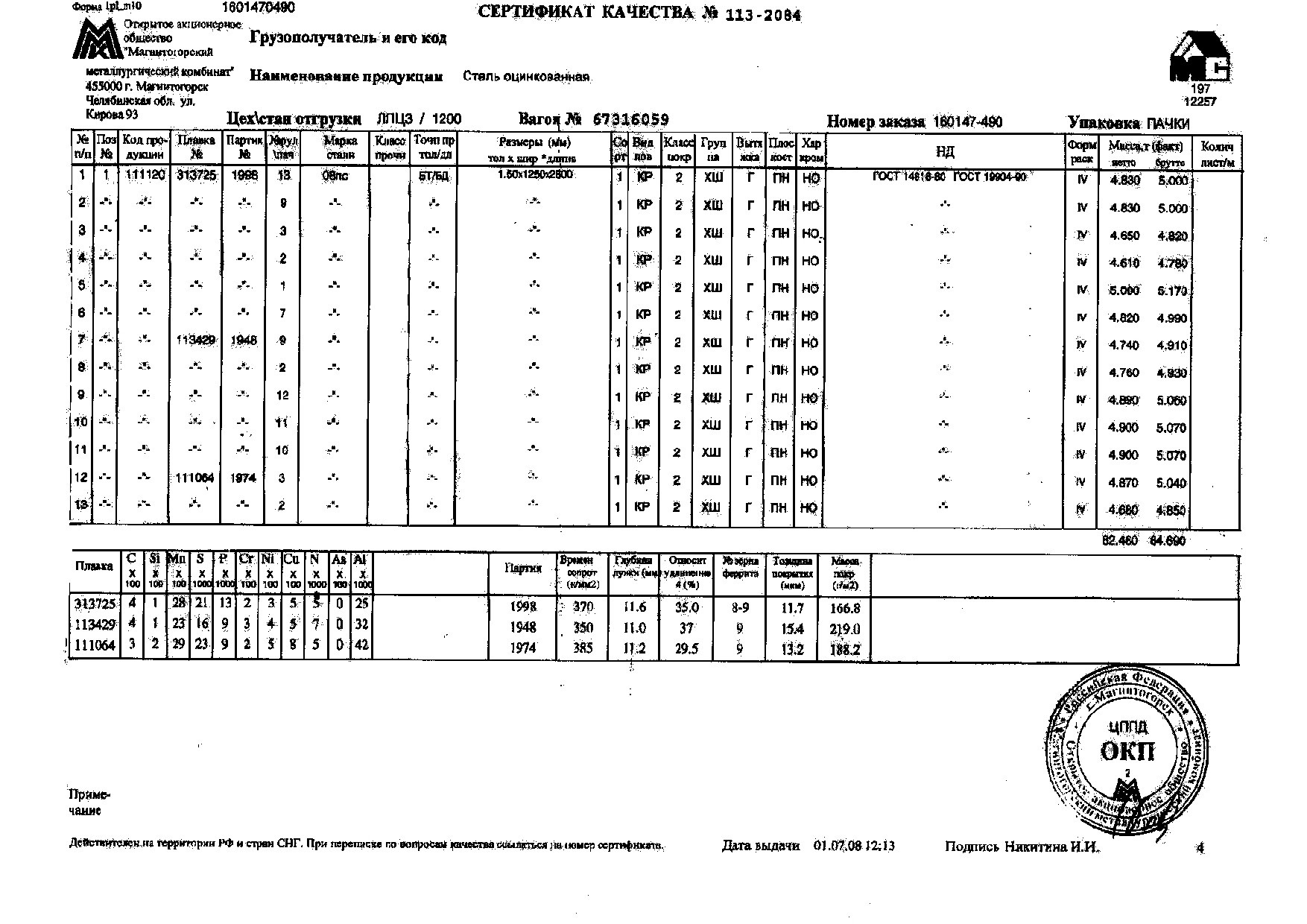
производит и реализует оцинкованный лист и рулон, изготовленный методом горячего цинкования в соответствии с требованиями международных и государственных стандартов — EN 10346, ДСТУ EN 10346, ASTM A653/A653M, ГОСТ 14918, ГОСТ Р 52246. Это тонколистовая оцинкованная сталь толщиной от 0,4 мм до 2 мм, с классами цинкового покрытия от Z80 до Z350.
Процесс горячего цинкования состоит из трех основных этапов – подготовки стальной полосы (электрохимическая очистка, отжиг или нанесение флюса с последующей сушкой), погружения ее в ванну с расплавленным цинком с дальнейшим регулированием толщины покрытия, а также отделки (пассивирование, нанесение изоляционных покрытий, правка, смотка, упаковка).
Существуют две основные технологии по которым изготовляется сталь рулонная оцинкованная — на линиях непрерывного цинкования с печами безокислительного отжига и на линиях, использующих нанесение жидкого или сухого флюса. В первом случае исходной заготовкой является горячекатаный или холоднокатаный неотожженный (нагартованный) стальной рулон. В процессе производства полоса подвергается высокотемпературной обработке (отжигу), которая обеспечивает получение требуемого комплекса механических свойств и дополнительную очистку поверхности перед оцинкованием. В случае использования агрегатов с нанесением флюса рулон из стали перед оцинкованием должен обладать необходимыми свойствами, т.к. печи в них нет. Поверхность полосы подготавливают к оцинкованию путем механической очистки, химического обезжиривания и последующего покрытия слоем флюса. Дальнейший процесс оцинкования, охлаждения и отделки готовой продукции в обеих технологиях идентичен. В зависимости от толщины нанесенного цинкового покрытия и условий эксплуатации конечных оцинкованных изделий их долговечность может варьироваться в широких пределах – от года до столетий.

Размерные характеристики материала
Вес оцинкованного листа зависит от его толщины и слоя цинка. Стандартная толщина профлиста 0,3-1,7 мм, хотя чаще всего используется материал 0,45-0,7 мм. Антикоррозийная устойчивость зависит от толщины слоя цинка.
По ГОСТу требуется показатель 275 г/кв. м, что обеспечивает долгосрочность эксплуатации до 20 лет. Если слой будет меньше, то наряду со снижением цены будет уменьшаться и время эксплуатации.

Со временем цинк может выветриваться, а в результате механических повреждений возможно нарушение целостности. Это становится фактором появления ржавчины.

Показатель ширины определяется высотой волны. С ее увеличением по высоте лист становится уже. При этом разные производители изготавливают материал с разной конфигурацией волны. Длина зависит от потребностей заказчиков. Обычно данный параметр варьируется в пределах 200-12000 мм с шагом 50 мм.
