
Возможные неисправности и ремонт
Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности.
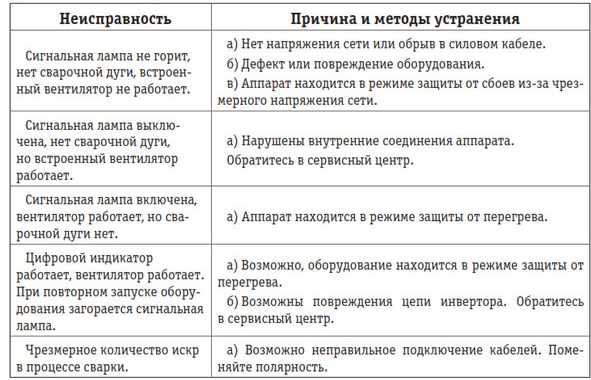
Возможные неисправности
Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин. Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию.
Устройство сварочного трансформатора
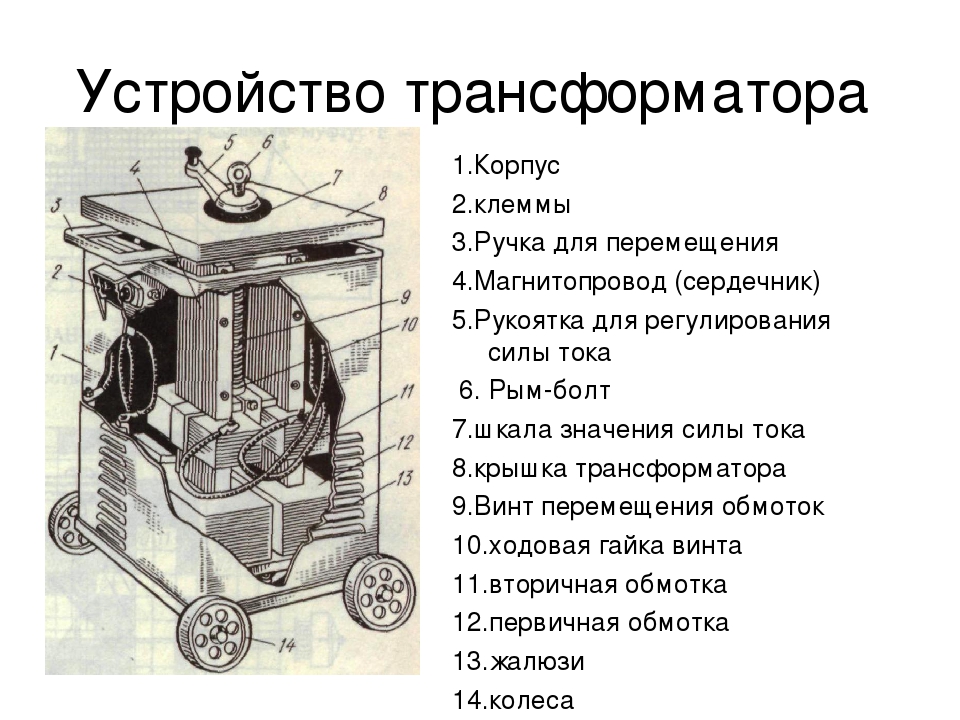
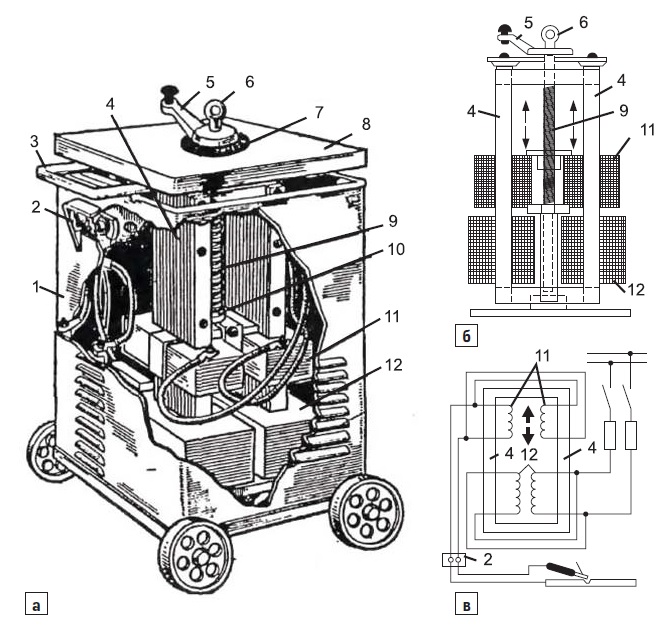
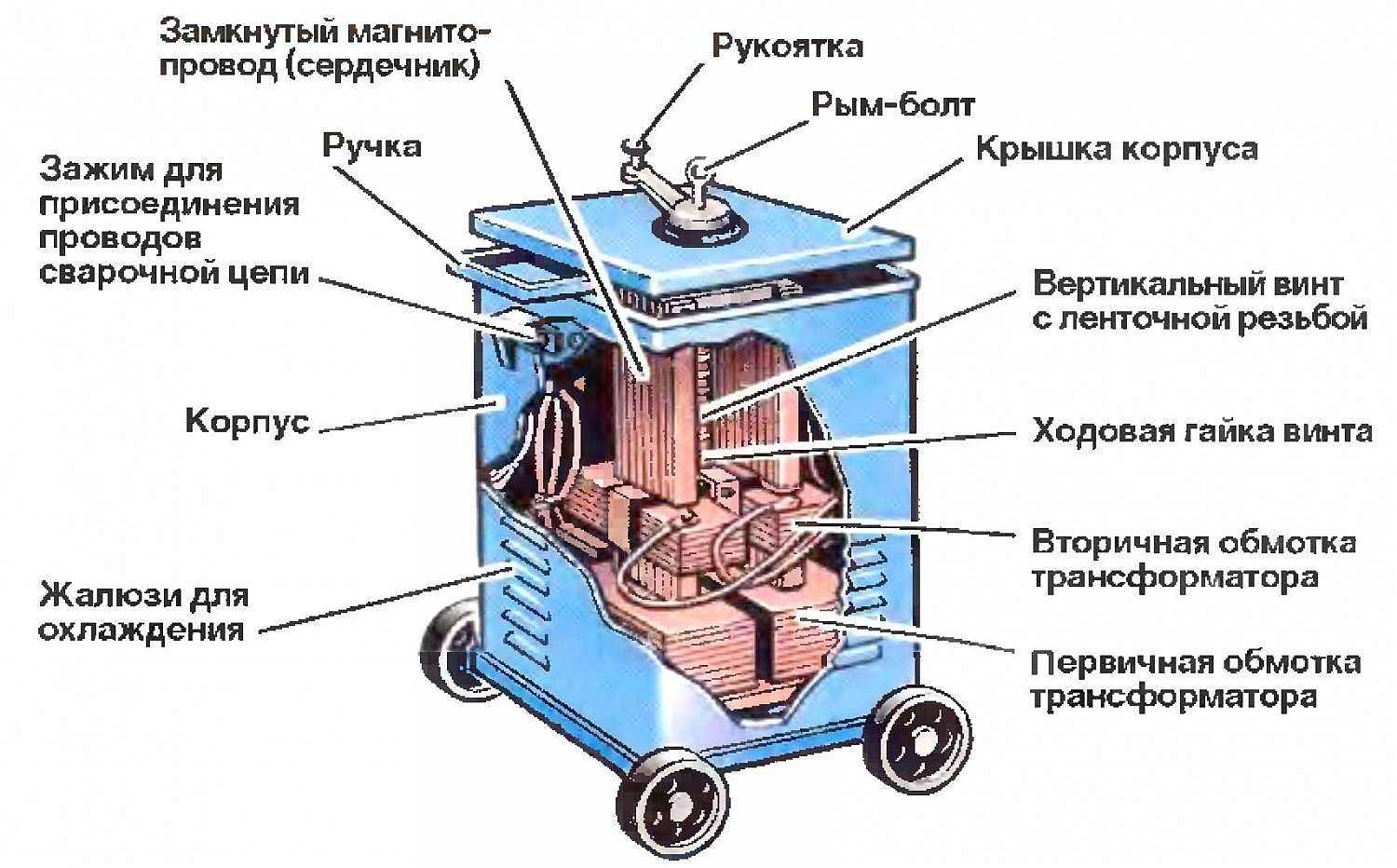
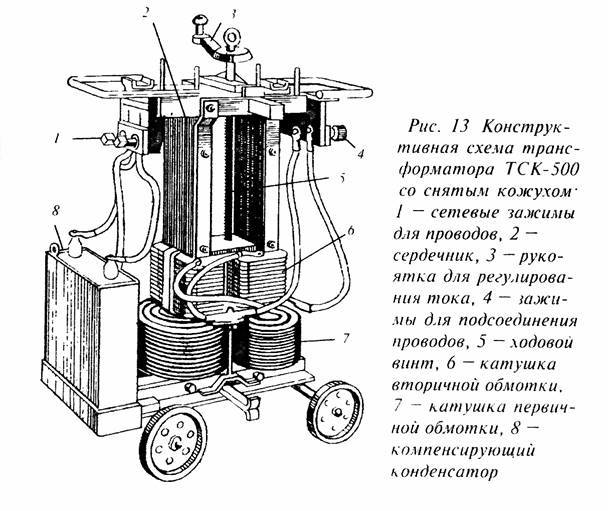
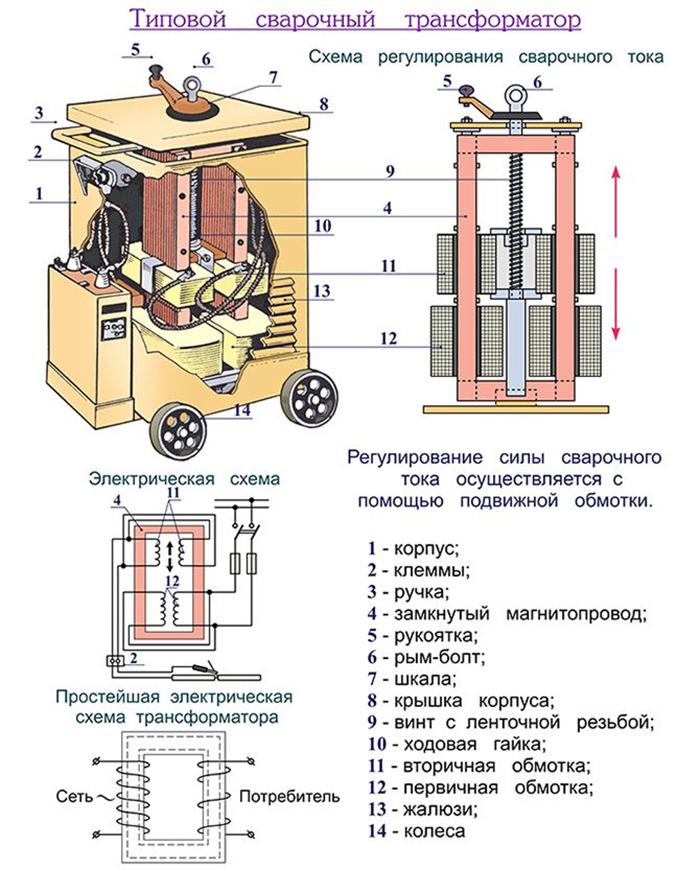
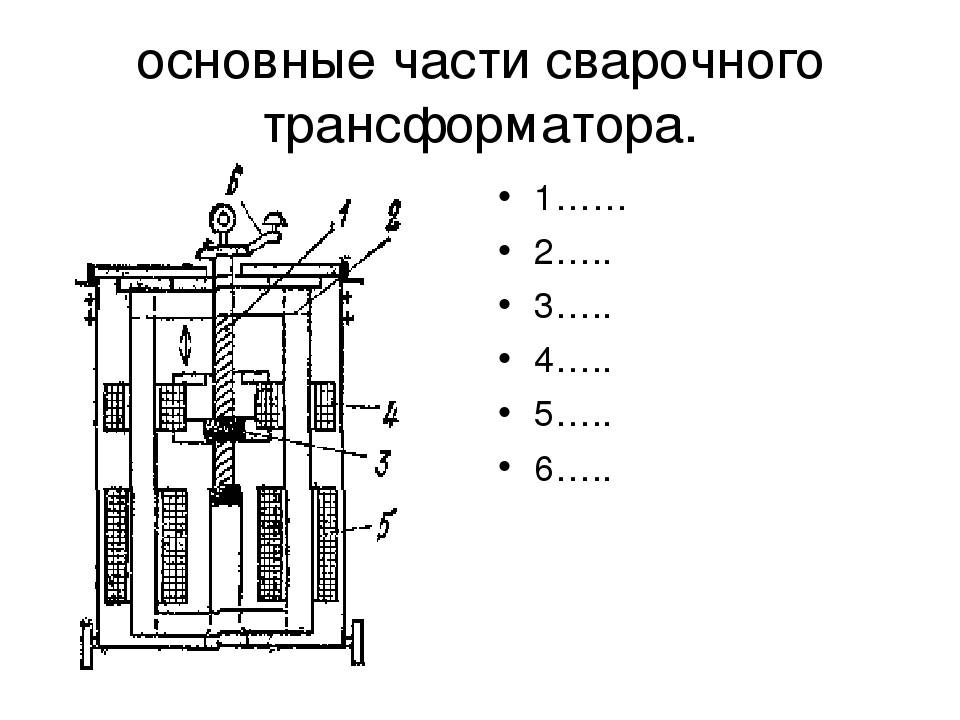
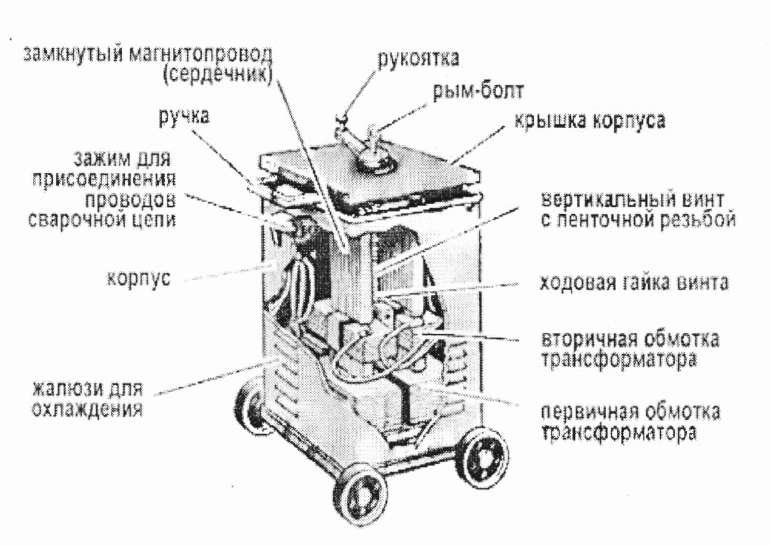
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
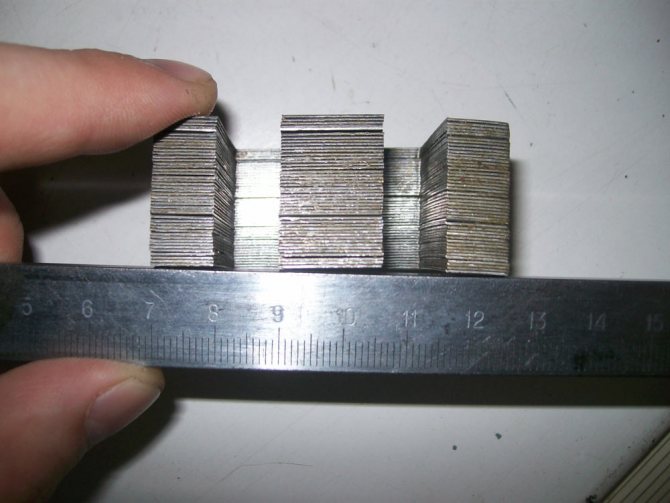
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц
Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
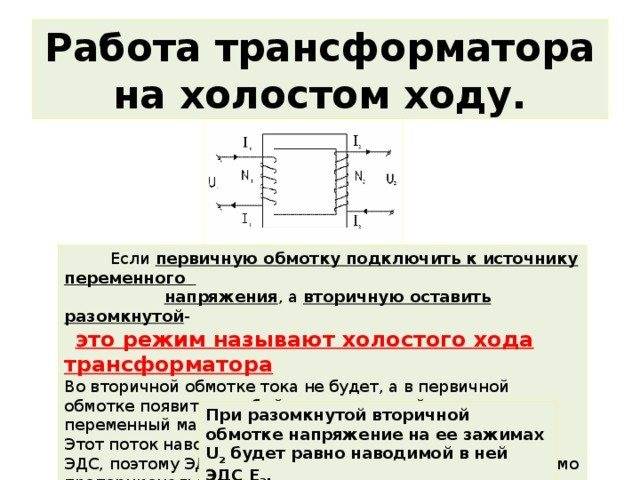
Работа трансформатора на холостом ходу
Любое сварочное работает в двух режимах: под нагрузкой и на холостом ходу. Под нагрузкой трансформатор оказывается тогда, когда происходит процесс сварки. Сварщик замыкая цепь, тем самым замыкает вторичную обмотку. Такое действие способствует «образованию» тока большой мощностью. Именно поэтому удаётся расплавить и сварить металл.
После того как сварщик разомкнул цепь (прекратил варить), нагрузка на вторичную обмотку пропадает и трансформатор начинает работать в режиме холостого хода.
Электромагнитное поле образует электродвижущую силу. Она образуется между витками обмоток. Они формируют величину холостого хода.
Холостое напряжение не представляет опасности для человека так как оно составляет 48 В. В некотором оборудовании это значение может доходить до 70 В. Если напряжение холостого хода выше этого значения, тогда следует установить автоматический ограничитель. Такое устройство будет срабатывать сразу после того, как сварщик прекратит варить.
Расчет трансформатора для сварки
Перед тем как преступить к расчёту трансформатора для сварки, нужно определиться с необходимым напряжением и номинальным током
Это очень важно знать в самом начале, видь от этого будет зависть то, сколько витков придётся намотать
Чтобы сделать правильный расчёт трансформатора для сварки, нужно знать некоторые величины. Часть из них придётся просчитать самостоятельно.
U1 – напряжение подающееся на первичную обмотку (напряжение сети);
U2 – напряжение вторичной обмотки;
I – сила тока которое необходимо получить;
Sc – площадь (сечение) сердечника;
So – плошать окна сердечника;
Uст – напряжение ступени.
Для расчёта трансформатора возьмём следующие значения:
U1=220 В;
U2=50 В;
I= 250 А;
Sc=50 см2;
Sо=110 см2.
Определяем мощность по формуле P=1,5*Sс*So, получается 1,5*50*110=8250 Вт (8,25кВт).
Далее определяет количество витков на первичной обмотке. Для начала нужно узнать количество витков на 1 вольт по формуле K=50/ Sc. Получается K=50/50=1
Определяем на первичной обмотке силу тока по формуле Imax=P/U. Получается Imax=8250/220=37,5 А.
Определяем количество витков на второй обмотке по формуле W2=U2*K. Получаем W2=50*1=50 витков.
Теперь можно определить количество витков на первой обмотке по формуле W1=(U*W2)/Uст.
Uст=P/I. Получается Uст=8250/210=39 В.
W1 =(220*50)/39=282 витка.
Определяем сечение провода. Для этого Imax/3 А/мм2.



После того как всё будет посчитано, можно приступать к сбору трансформатора.
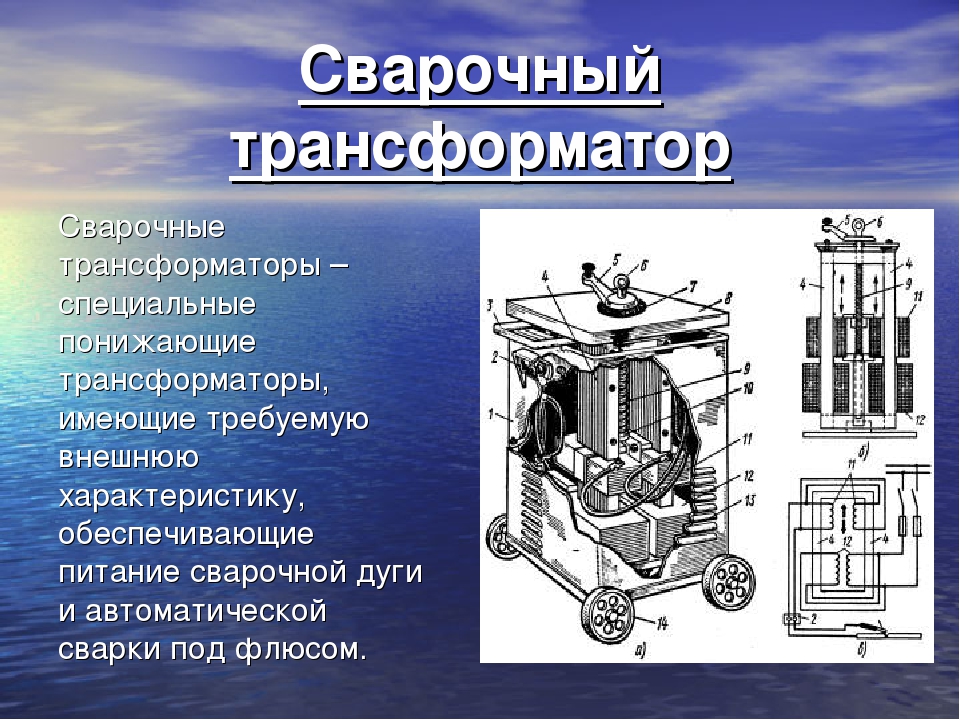
Классификация сварочных трансформаторов
Классификация сварочных трансформаторов происходит по их характеристикам и особенностям. В основном это:
1. Сила тока. В зависимости от того, какое оборудование, величина тока может быть разной. В основном от 120 до 500 А.
2. Напряжение холостого хода. Как выше уже говорилось, у разного оборудования такое значение может быть разным. Обычно оно составляет 48-70 В.
3. Питающее напряжение. Обычно бытовые сварочные трансформаторы питаются от сети 220 В. Оборудование, которое используется на больших предприятиях, подключается к сети 380 В.
4. Габаритные размеры. Все сварочные трансформаторы имеют большие габаритные размеры.
Несмотря на их отличия по характеристикам и особенностям, сварочный трансформатор способен качественно выполнить сварной шов электродом на переменном токе. Хоть у такого оборудования имеется много недостатков, он прост, надёжен и готов справляться с поставленными перед ним задачами.
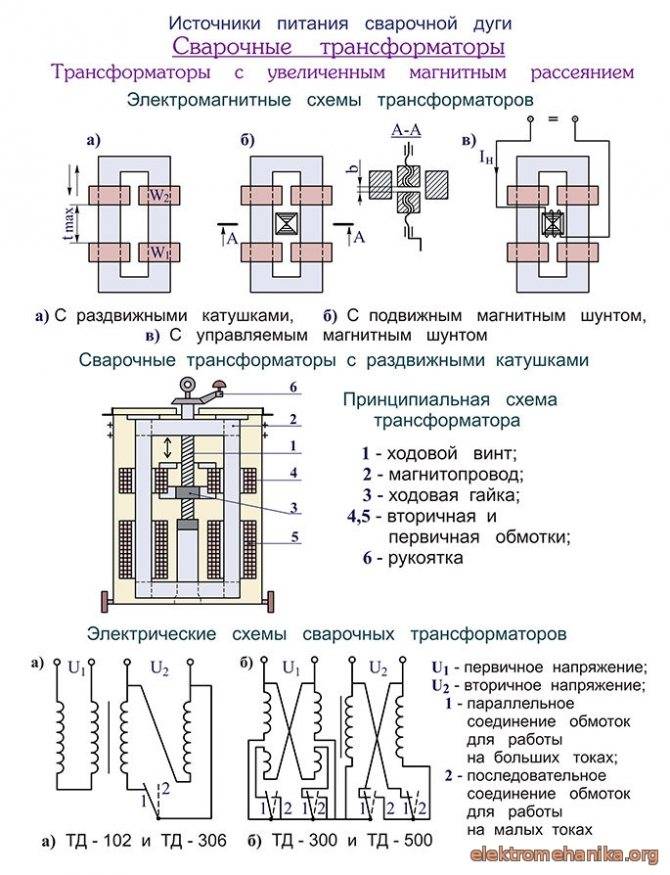
Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
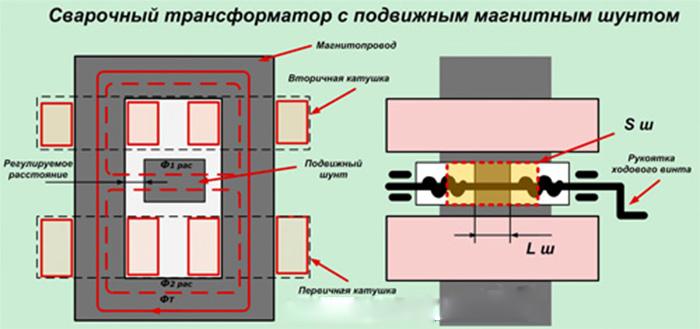
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.
С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.

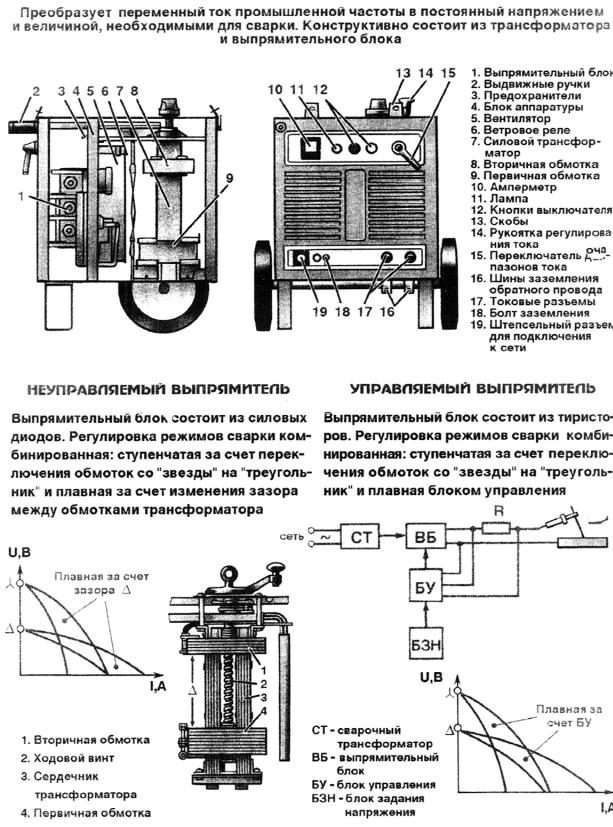
Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.
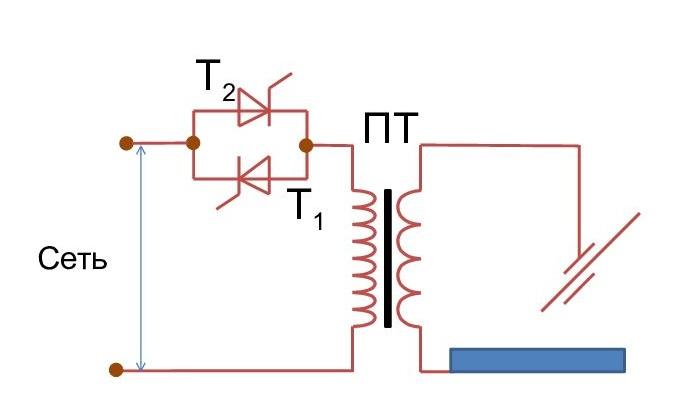
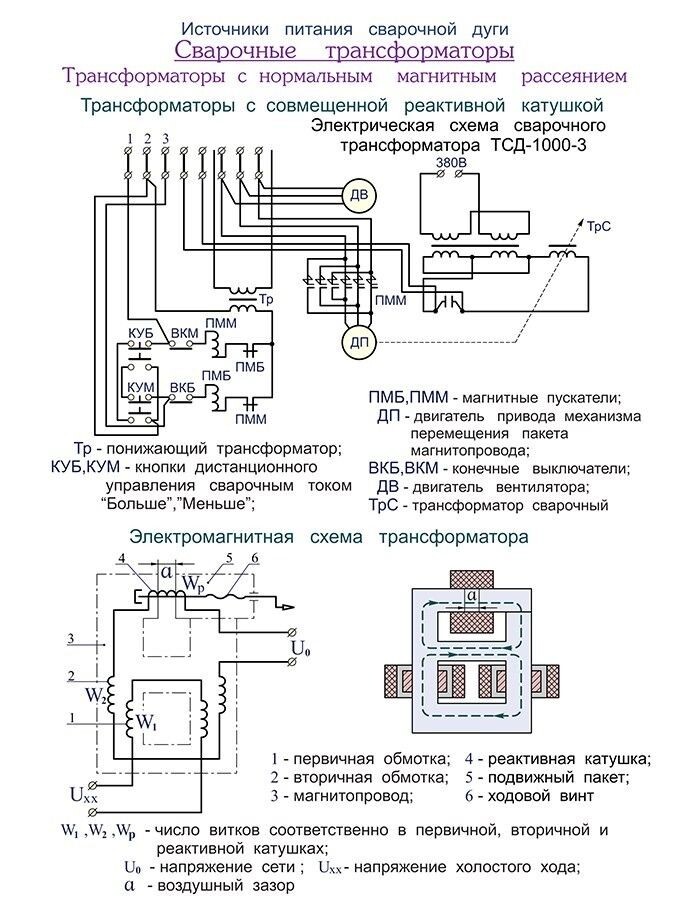
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
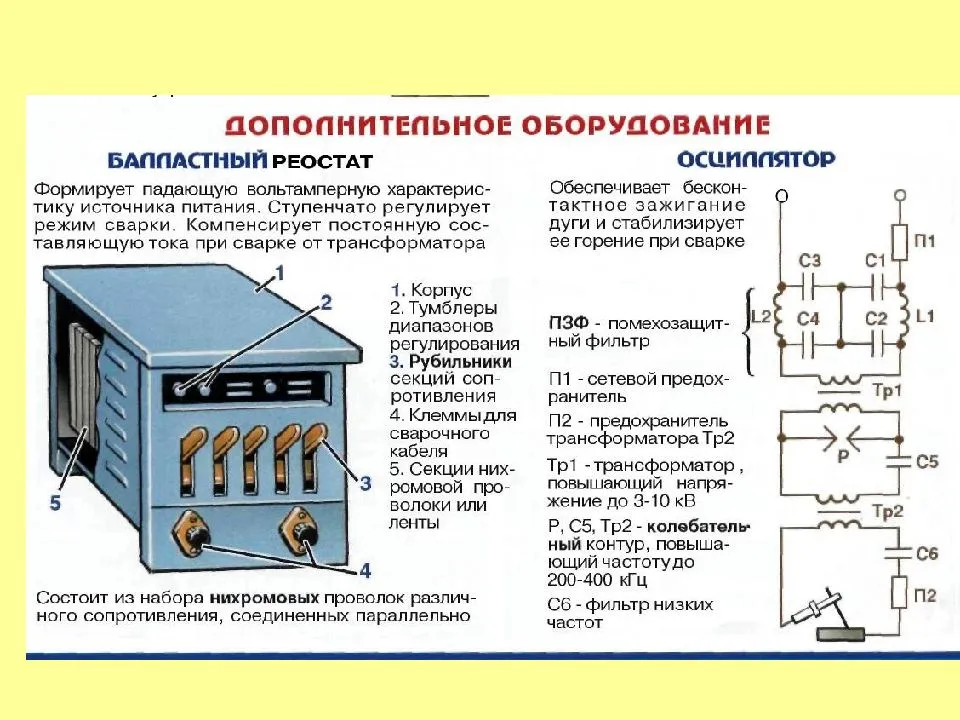
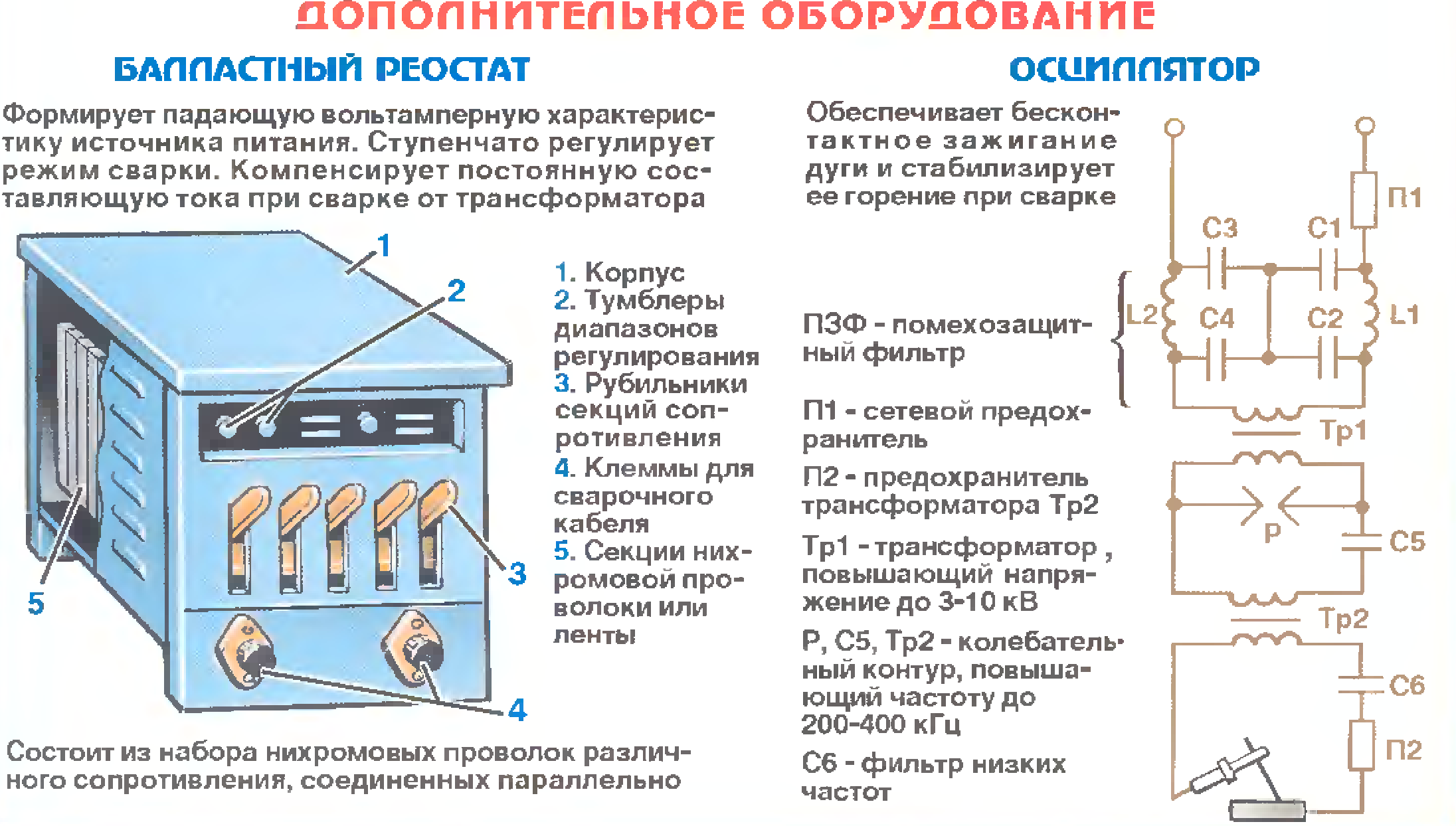
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Схема сварочного трансформатора и ее модификации
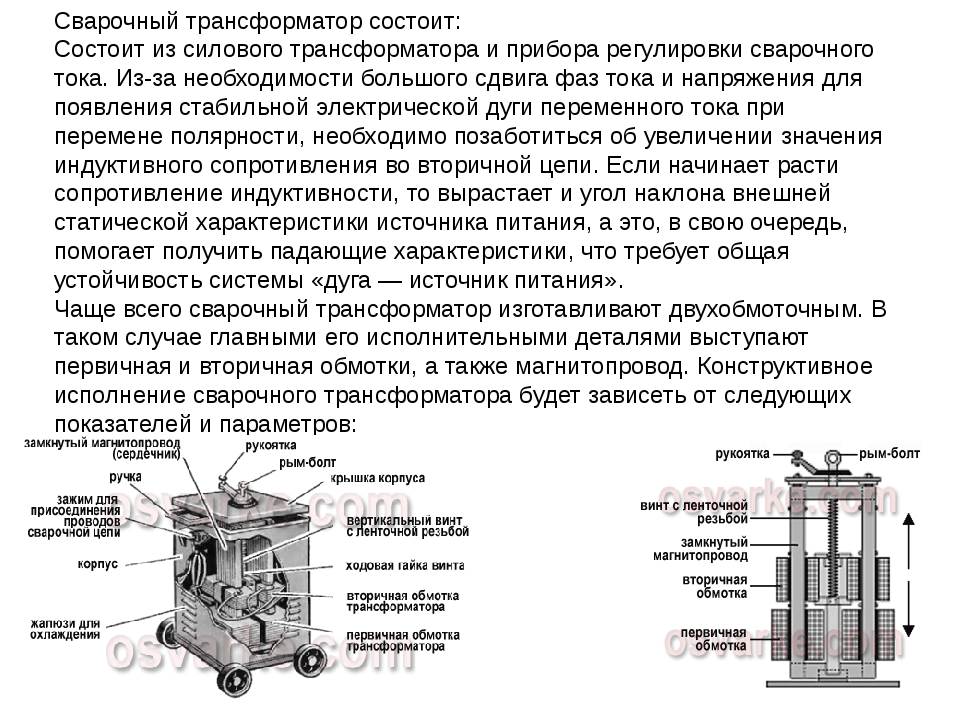
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.
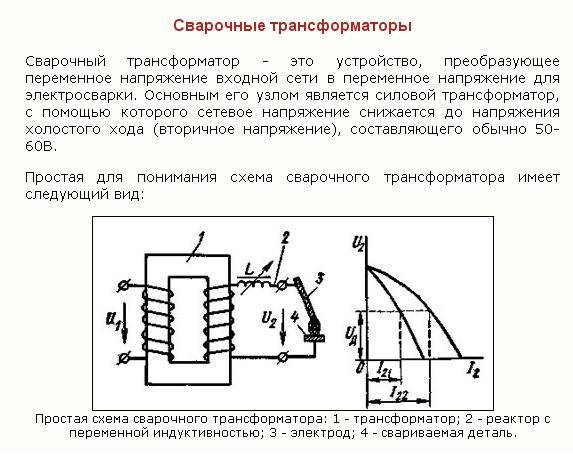
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки. Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».
Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.
Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
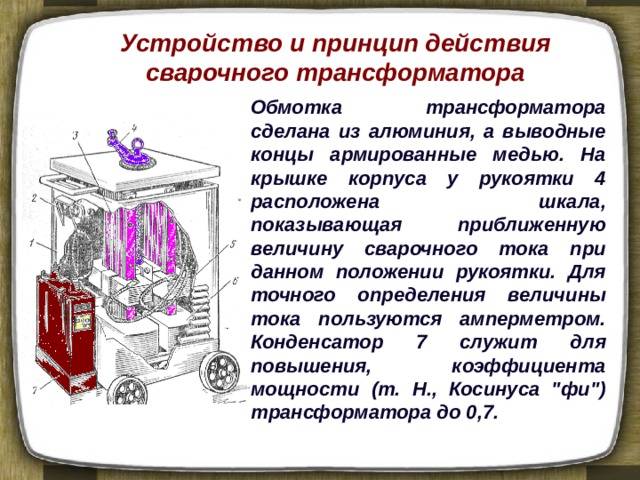
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
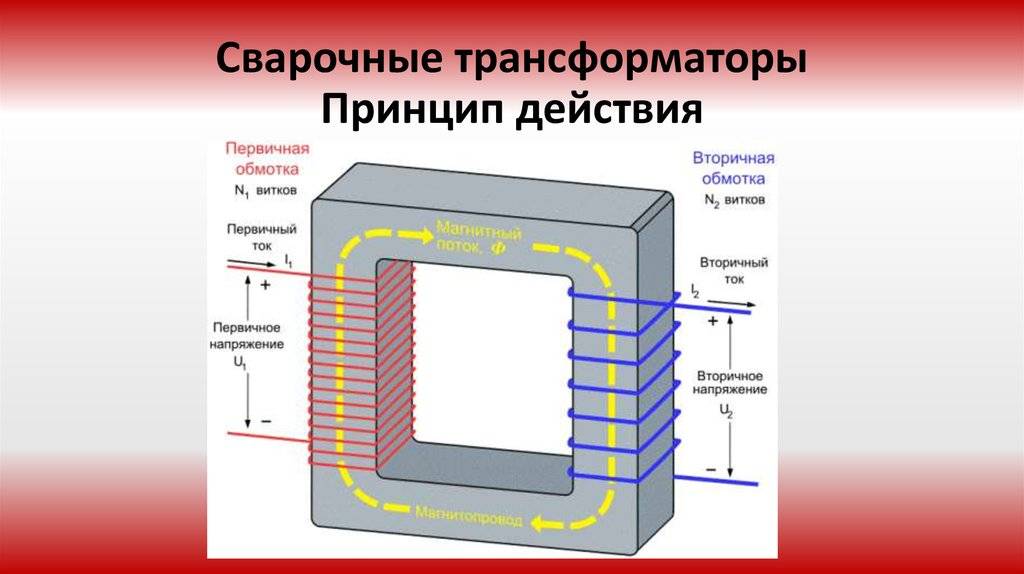
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
Электродвижущие силы замыкаются в воздушных зазорах между витками. Именно они создают напряжение холостого хода. Такая работа аппарата считается безопасной. Показатели холостого хода достигают 48-70 Вольт. Они не должны превышать допустимые нормы.



В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
На этом видео показан принцип работы трансформатора:
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.

Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
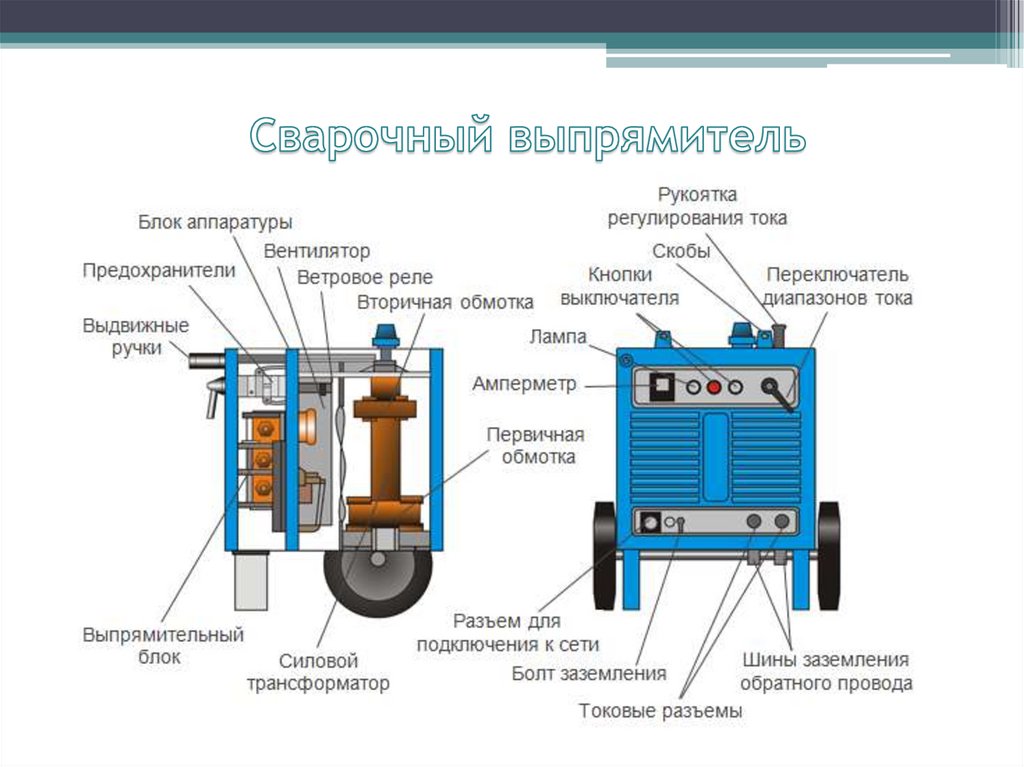
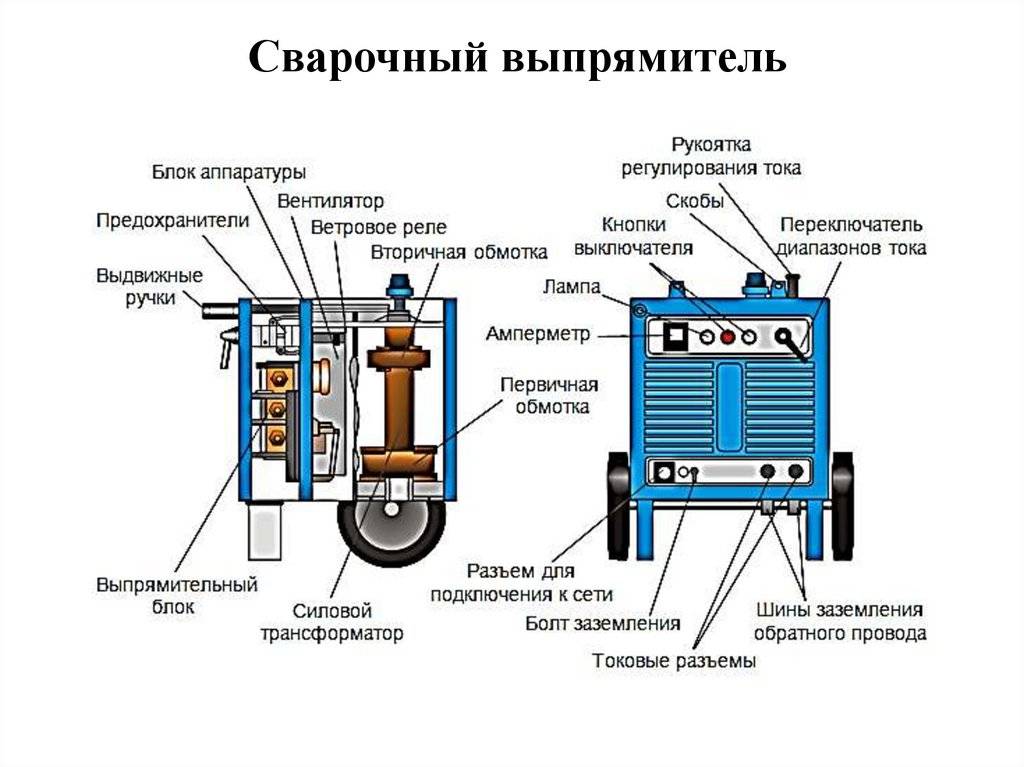
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).

Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Виды оборудования, используемого при аргонно дуговой сварке
Сварочный аппарат это друг и помощник сварщику
В зависимости от уровня механизации такую сварку можно разделить на несколько видов:
- Механизированная. Проволока подается механизированным, а горелка находится в руках рабочего;
- Ручная. Подача сварочной проволоки и перемещение горелки выполняет сам сварщик в ручном режиме. Такие работы выполняются с применением вольфрамового электрода, который не поддается плавлению;
- Автоматизированная. В таком случае и подачу проволоки, и перемещение горелки выполняет машина, которой дистанционно управляет оператор. Также существует роботизированное оборудование, которое не требует вмешательства операторов.
Оборудование для сварки можно разделить на специальное, специализированное и универсальное. Универсальные сварочные аппараты аргонодуговой сварки выпускаются серийно и являются самыми востребованными. В большинстве случаев аргонная сварка выполняется в условиях производства на специальных рабочих местах, которые зовутся «сварочными постами». Установка аргонно дуговой сварки с применением неплавящегося вольфрамового электрода с среде аргона оснащена следующими элементами:
- Источник сварочного тока – постоянный или переменный;
- Регулировочное устройство, которое направлено на работу с током;
- Горелка или комплект горелок, который предназначен для работы с разными напряжениями;
- Аппаратура для управления сварочным циклом и его защитой;
- Устройство, которое обеспечивает стабилизацию дуги переменного тока или ее возбуждение.
Чтобы расширить диапазон толщины свариваемых материалов, повысить производительности получить неразъемные соединения инженеры разработали несколько новых методов аргонной сварки, которые были внедрены за последние несколько лет. Одна из них – это работа с пульсирующим током. Когда импульс тока попадает на металл – он расплавляется, кристаллизируясь во время промежутка паузы. Дуга движется либо шагами, либо с постоянно скоростью, которая синхронизированная с импульсами сварочного тока. При таком методе обеспечивается тщательное проплавление во всех положениях и нечувствительность к мелким ошибкам, допущенным при сборке. Снижение поступления напряжения не дает металлу перегреться, тем самым снижается риск деформации.
Также популярен способ, когда используется подогрев присадочной проволоки. Этот метод в первую очередь направлен на повышение производительности. Следующий метод – это применение сразу нескольких вольфрамовых электродов, при такой операции швы получаются без подреза за счет высоких скоростей сваривания металла. Для вышеперечисленных методов может использоваться стандартный аппарат аргонодуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Инверторный сварочный аппарат – это наиболее популярное устройство для аргонной сварки, которое можно использовать не только на производстве, но и в домашних условиях. Он отлично подходит для тех, кто хочет узнать, как научиться варить аргоном, использование аппарата аргоновой сварки является оптимальным вариантом, потому что разобраться с принципом его работы сможет даже новичок в области сварной деятельности. Аппарат для аргонной сварки идет вместе с инструкцией, которая описывает азы сварки и помогает начинающим ознакомиться с основами процесса.
Инверторный сварочный аппарат аргоновой сварки обладает существенными преимуществами. Перове – это высокое качество сварочного шва, которое позволяет использовать этот аппарат для ремонта автомобилей (различных деталей кузова, узлов двигателя, коробки передач). Малые габариты позволяют брать такой аппарат с собой. Инверторный аппарат прост в использовании – для начала процесса нужно уложить присадочную проволоку и запустить аппарат аргонодуговой сварки. Подача инертного газа и проволоки запускается в автоматическом режиме. Как правило, такие современные устройства оснащены рядом полезных функций. Например, ускоренный поджиг, модуляция сварочного тока, стабилизация дуги.
Почему электричество соединяет металлы?
Трансформатор понижает сетевое напряжение до требуемого уровня. Предъявляемые к аппарату требования исходят из особенностей материалов для обработки. Под них подбирают принцип действия и комплектацию, детали уточняются в параметрах и регулировке. Во многих случаях требуется очень точная настройка, и устройство аппарата это учитывает. Функциональный принцип работы сварочного трансформатора и его устройство взаимосвязаны.
 Вторичная обмотка сварочного трансформатора
Вторичная обмотка сварочного трансформатора
Аппарат выполняется обычно с первичной и вторичной обмотками. Напряжение 220 или 380 В подается на первичную. Со вторичной снимается напряжение 30–80 В. Ток увеличивается до 100–700 А, отчего металл плавится и соединяется. В основу ТСА заложена наивысшая отдача мощности. Металлические изделия соединяются между собой при температуре в тысячи градусов, вырабатываемой электрической дугой. Ее появление вызывается коротким замыканием между электродом и металлом. Разряд пробивает воздух, образуется плазма. С уменьшением сопротивления воздушного изолятора увеличивается ток. Чтобы стабилизировать дугу, проводящую ток, поддерживают расстояние между электродом и металлом.
Устройство сварочного трансформатора позволяет изменять силу тока, добиваясь оптимального режима в зависимости от толщины заготовок и вида работ. Постоянство напряжения влияет на стабильность дуги. Малый скачок напряжения ее обрывает, а немного сглаживает скачки регулятор. Используя дополнительные приспособления, можно добиться стабильности электродуги. Перепады гасят фильтры из конденсаторов на входе.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В
Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.

Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
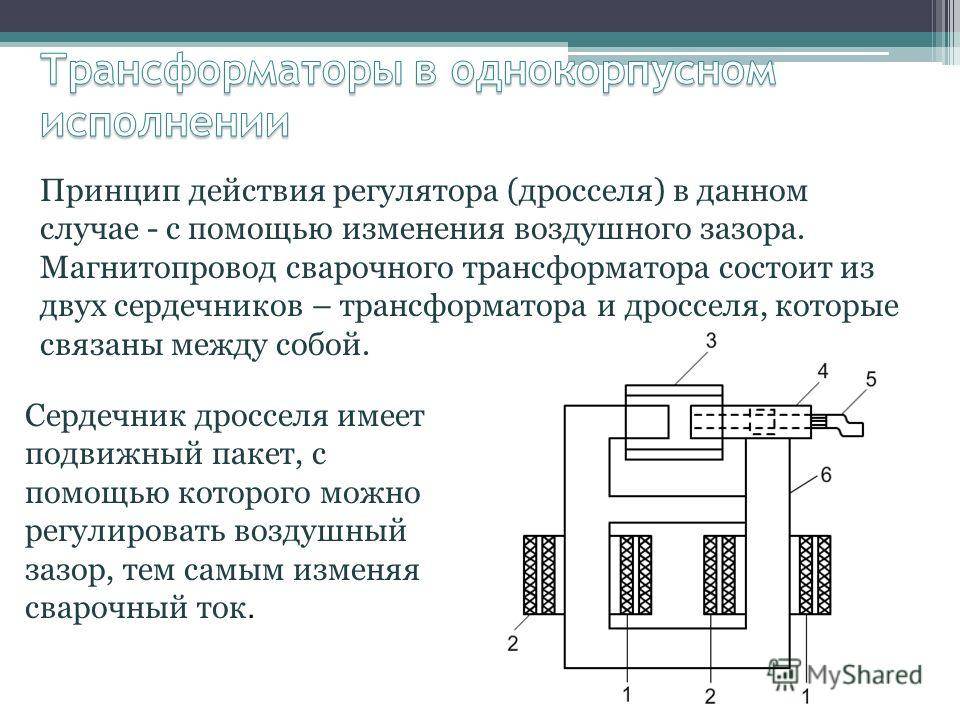
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.


Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.

Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).

Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
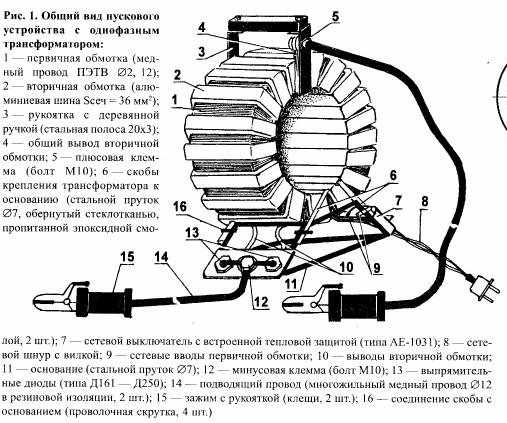
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
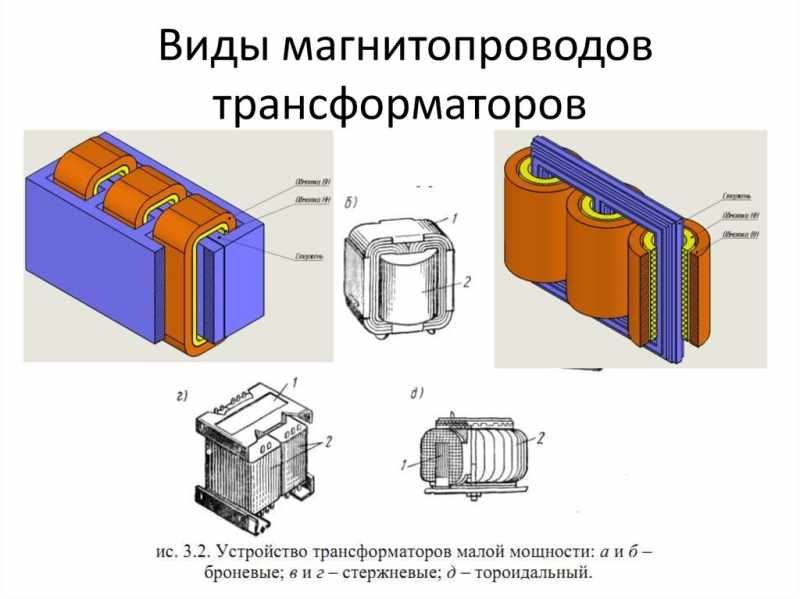
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока. Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией. Принцип работы сварочного трансформатора Аппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой. Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками. Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход. ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую. Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.