
Доводка плит
Итак, мы имеем три подготовленные плиты, все необходимые порошки, «капельницы», керосин, бензин, стеарин и другое, о чём писалось ранее. Плиты пронумерованы, прошлифованы и окрашены. В работе с плитами мы имеем два схожих метода: доводка и шаржировка. Доводка обычно производится всего лишь один раз – её цель придание шлифованной плите необходимой чистоты и плоскостности. Шаржировка технически почти идентична доводке. Её повторяют регулярно – зависит от интенсивности работы по ремонту КМД (об этом будет сказано позже).
Убираем все лишнее со стола, обеспечиваем нормальное освещение. У нас должен быть рабочий халат, влажные и обычные бумажные салфетки, салфетки из ткани, ветошь, техническая вата – на первоначальном этапе сойдет и она. Чтобы не мешались, снимаем часы (вообще, часы, браслеты и прочее довольно сильно мешают как при доводке и шаржировке плит, так и во время повседневной работе с ремонтом КМД). Закатываем рукава и приступаем.
Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. Москва
Новые технологии снабжения город Москва!
Для того чтобы найти поставщика сортамента Все виды работ по Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. %CITY%, вам не нужно долго бродить по интернету и искать сайты поставщиков, сравнивать цены, созваниваться и уточнять наличие. Мы предлагаем Вам автоматически отправить Вашу Заявку на покупку всем основным Поставщикам не только региона Москва, но и в выбранных Вами регионах РФ и СНГ.
Фактически Вы объявите Тендер на Все виды работ по Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. %CITY% в регионе Москва.
Отправить заявку поставщикам
Наша автоматическая система очень проста. Metal100.ru — это информационный портал, здесь представлены цены основных поставщиков металлопроката с ежедневным обновлением ценовых предложений. Как только Вы отправите свою заявку на поставку, система автоматически оповестит всех поставщиков в городе Москва, а так же в других указанных Вами регионах. Получив Ваш запрос, поставщики сделают соответствующий расчёт и предлежат Вам лучшие цены!
Кроме того, на нашем сайте размещены прайс-листы основных поставщиков, и Вы всегда можете сравнить актуальность поступивших предложений.
Экономьте время и деньги!
Так же просим обратить Ваше внимание на авторизацию пользователя. Как правило, все авторизованные поставщики металлопроката имеют Рейтинг и отзывы покупателей
Неавторизованные пользователи в основной своей массе небольшие металлотрейдеры, занимающиеся поставкой мелкооптовых партий, что не гарантирует 100% выполнение последними своих обязательств по срокам и качеству продукции
Неавторизованные пользователи в основной своей массе небольшие металлотрейдеры, занимающиеся поставкой мелкооптовых партий, что не гарантирует 100% выполнение последними своих обязательств по срокам и качеству продукции.
Остерегайтесь мошенников!
Удобная навигация портала МЕТАЛ100 позволяет в несколько кликов находить нужный Вам сортамент металлопроката в регионе Москва. Сравнивайте цены поставщиков сортамента Все виды работ по Кругло шлифовальная обработка металла, кругло-шлифовальные работы в г. %CITY% и выбирайте лучшее предложение!
Желаем Вам удачных сделок!
Плиты поверочные
Назначение средства измерений
Плиты поверочные и разметочные чугунные предназначены для измерений отклонений от прямолинейности и плоскостности, поверочных и разметочных работ в различных отраслях промышленности.
Описание средства измерений
Принцип действия плит поверочных и разметочных чугунных основан на измерении отклонений от прямолинейности и плоскостности поверхности. Плиты поверочные и разметочные чугунные выпускаются в следующих исполнениях: 1- с ручной шабровкой рабочих поверхностей;
2- с механически обработанными рабочими поверхностями.
У плит размерами 630×400 мм и менее имеются три опорные точки, а у плит размерами свыше 630×400 мм не менее пяти опор. Пломбирование плит поверочных и разметочных чугунных не предусмотрено.
Метрологические и технические характеристики
Класс точности плит поверочных и разметочных чугунных 1, 2. Таблица 1 — Допуск плоскостности рабочих поверхностей плит при температуре от плюс 16 до плюс 24 °С для плит класса точности 1 и от плюс 14 до плюс 26 °С для плит класса точности 2
| Размеры плит, мм | Допуск плоскостности, мкм | |
| Классы точности | ||
| 1 | 2 | |
| 250×250 | 8 | 16 |
| 400×400 | 12 | 25 |
| 630×400 | 16 | 30 |
| 1000×630 | 20 | 40 |
| 1600×1000 | 25 | 50 |
| 2000×1000 | 30 | 60 |
| 2500×1600 | 30 | 60 |
Таблица 2 – Шероховатость рабочих поверхностей механически обработанных чугунных плит (исполнения 2
| Размеры плит, мм | Параметр шероховатости Rа, рабочих поверхностей, | |
| мкм, не более | ||
| Классы точности | ||
| 1 | 2 | |
| От 250×250 | 0,63 | 1,25 |
| До 630×400 | ||
| От 1000×630 | 1,25 | |
| До 2500×1600 |
Шероховатость боковых поверхностей плит Rа ≤ 5 мкм. Шаброванные плиты имеют число пятен в квадрате со стороной 25 мм не менее 20 для плит класса точности 1. Разность количества пятен в любых двух квадратах со стороной 25 мм не превышает пяти. Допуски перпендикулярности боковых поверхностей к рабочей поверхности и боковых поверхностей плит между собой не превышают 12-й степени точности по ГОСТ 24643-81 «Ос-новные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения». Таблица 3 – Габаритные размеры и массы плит
| Наименование характеристики | Значение характеристики | ||||||
| Размеры, мм | 250×250 | 400×400 | 630×400 | 1000×630 | 1600×1000 | 2000×1000 | 2500×1600 |
| Габаритные размеры (Д×Ш×В), мм, не более | 250×250×60 | 400×400×90 | 630×400×105 | 1000×630×180 | 1600×1000×230 | 2000×1000×260 | 2500×1600×380 |
| Масса, кг, не более | 14 | 38 | 65 | 320 | 850 | 1100 | 4000 |
| Условия эксплуатации: | От +10 до +40 | ||||||
| — температура окружающей среды, ºС | |||||||
| — относительная влажность воздуха, %, не более | 80 | ||||||
| Полный средний срок службы, лет, не менее | 10 |
Виды притирочных плит, их конструкции и использование
Притирочная плита – это специальный инструмент, изготовленный из чугуна или другого твердого материала, применяемый для доводки плоских поверхностей до идеально ровного состояния путем механической притирки с использованием абразивной пасты.
При изготовлении разных деталей бывает необходимо получить ровную поверхность. Если обрабатываемая часть имеет маленькую площадь, соизмеримую с размером наждачного полотна, имеющегося в продаже, а точность обработки допустимо контролировать визуально, то выполнить работу несложно на обычном ровном столе, разложив наждачку и притерев на ней заготовку. Но если отклонение при этом не должно превышать микрон, а обрабатываемая поверхность детали имеет большую площадь, то здесь может помочь только изготовленная в заводских условиях специальная притирочная плита.



![§ 86. приемы притирки [1980 макиенко н.и. - общий курс слесарного дела]](https://takorest.ru/wp-content/uploads/2/8/d/28d84a6e275468aeeb14de0b9b6438be.jpeg)

Назначение метрического приспособления
Плита поверочная применяется для осуществления измерения точности размерных и плоскостных параметров деталей и механизмов. Приспособление часто применяется для юстировки механизмов с целью совмещения двух показателей: точность исполнения и регулировка рабочих параметров механизмов. Благодаря ровной базовой поверхности метрический прибор является установочным измерительным инструментом для деталей или механизмов. Среди большого перечня предложений от приборостроительных компаний наиболее популярными и наиболее дорогими, стали плиты эталонные и прецизионные поверочные плиты, изготовленные из благородного металла, высоколегированных сплавов и полудрагоценного полированного камня повышенной прочности.
Основным условием проведения точных измерений является установка оборудования на ровное прочное основание (стол, тумба, верстак) в термостатированном изолированном боксе.
https://youtube.com/watch?v=ugW3nu0EVFU
Поверочная плита: чугунная или гранитная
Поверочные плиты сегодня изготавливают, как правило, из двух материалов – чугуна и гранита. Сделать выбор достаточно непросто и тому есть вполне логичное объяснение: плита поверочная чугунная и плита поверочная гранитная практически ничем не отличаются по качеству и могут быть использованы одинаково успешно в любой сфере. Впрочем, многие специалисты предпочитают использовать в своей работе именно гранитные изделия, так как они обладают рядом особенностей:
- имеют больший запас прочности;
- обладают высоко точностью измерений;
- имеют минимальные показатели износа;
- представлены в максимально широком ас сортименте;
- имеют регламентированные показатели плоскостности и шероховатости;
- имеют вариативное количество опор, что делает их использование более удобным;
- имеют специальные приспособления для правильной транспортировки и т.д.
Гранитные поверочные плиты чаще используют в производственной сфере и в научно – исследовательской деятельности, в то время как чугунные поверочные плиты считаются более универсальными и широко применяются во всех остальных сферах. Разнообразие размеров и форм делает поверочные поверхности востребованными и актуальными. Купить плиты поверочные и поверочные кубы в широком ассортименте и на самых выгодных для вас условиях вы можете в нашем интернет – магазине. Мы соблюдаем условия хранения и транспортировки, сотрудничаем с лучшими отечественными производителями и гарантируем качество, подтвержденное сертификатами соответствия и паспортами на все изделия, представленные в нашем каталоге.
Поверочная плита — 9. Поверочная плита (п. 2.5) Основные технические требования должны соответствовать указанным в табл. 21 Таблица 21 Габаритные размеры Допуск прямолинейности в любых направлениях, мкм на всю длину измерения местный на длине, мм 160 250 Не менее… … Словарь-справочник терминов нормативно-технической документации
Плита — Плита «большой плоский с ровной поверхностью кусок твёрдого материала», обычно слово считают производным от греч. plínthos: Плита (строительная механика) Плита (строительная деталь): железобетонная плита; плита перекрытия здания; плита… … Википедия
ПЛИТА ПОВЕРОЧНАЯ — чуг. монолитная жёсткая коробчатая ребристая конструкция с точно обработ. наружной плоскостью для проверки плоскостности деталей и разметочных работ. См. рис. Плита поверочная … Большой энциклопедический политехнический словарь
ПЛИТА — (1) плоское прямоугольное (иногда круглое) монолитное изделие из твёрдого материала чугуна, стали, железобетона, камня и др., толщина которого в несколько раз меньше ширины и длины, а рабочая поверхность (обычно одна) ровная и гладкая (кроме… … Большая политехническая энциклопедия
ГОСТ 17734-88: Станки фрезерные консольные. Нормы точности и жесткости — Терминология ГОСТ 17734 88: Станки фрезерные консольные. Нормы точности и жесткости оригинал документа: 6. Контрольная цилиндрическая консольная оправка (пп. 1.4.13, 1.4.14, 1.4.15) Основныетехнические требования должны соответствовать указанным… … Словарь-справочник терминов нормативно-технической документации
Притирание — Притирание технологическая процедура по изменению геометрии плоскостей и их чистоты поверхностей. Суть операции заключается в придании сопрягающимся поверхностям определенной шероховатости. Также используется при изготовлении химической… … Википедия
Шабрение — (также шабровка, шабрование; от нем. schaben «скоблить») технология прецизионного (высокоточного) выравнивания поверхности изделия из металла (реже из дерева или пластика) специальным режущим инструментом шабером.… … Википедия
Витуорт, Джозеф — Джозеф Витуорт Sir Joseph Whitworth … Википедия
Поверхность плиты: разновидности
Электроплиты, представленные на рынке бытовой техники, по типу варочной поверхности подразделяются на две большие категории. Каждая из них заслуживает отдельного рассмотрения.
Эмаль
 Конфорки электрических плит изначально изготавливались из чугуна и покрывались термостойкой эмалью. Такое устройство домашней электроплитки имеет очевидные достоинства:
Конфорки электрических плит изначально изготавливались из чугуна и покрывались термостойкой эмалью. Такое устройство домашней электроплитки имеет очевидные достоинства:
- низкая стоимость применяемых материалов;
- простота изготовления;
- ремонтопригодность;
- высокая надежность;
- удобство обслуживания.
На такую поверхность можно без опаски повреждения ставить тяжелую сковороду или кастрюлю, не сильно беспокоясь об их материале. Эмаль можно чистить с применением любых моющих средств.
Но специалисты видят и недостатки подобных плит:
- ухудшенная теплопередача, приводящая к удлинению времени приготовления пищи;
- долгий нагрев и остывание уже после снятия кастрюль с плиты, что увеличивает необоснованные энергетические потери;
- нагар сложно счистить без применения средств бытовой химии.
Стеклокерамика
 Современные электроплиты все чаще оснащаются варочными поверхностями из стеклокерамики. Этот материал выглядит стильно и безупречно красиво. Он изготавливается в условиях интенсивной термической обработки и не боится повышенных температур. Устройство такой электрической плиты обладает рядом достоинств:
Современные электроплиты все чаще оснащаются варочными поверхностями из стеклокерамики. Этот материал выглядит стильно и безупречно красиво. Он изготавливается в условиях интенсивной термической обработки и не боится повышенных температур. Устройство такой электрической плиты обладает рядом достоинств:
- верхняя поверхность плиты представляет собой идеально гладкий лист керамики, удобный для обслуживания и внешне красивый;
- при включении нагревается только зона конфорки, что безопасно для пользователя;
- отсутствие выступающих деталей исключает непреднамеренное опрокидывание посуды;
- стеклокерамика быстро нагревается и остывает, что уменьшает тепловые потери и дает экономию расхода электроэнергии;
- такая поверхность не склонна к налипанию грязи и легко отмывается.
Полезная информация! Большинство моделей известных производителей электрических плит с варочной поверхностью из стеклокерамики устанавливают автоматические сенсорные датчики, отключающие ТЭН при снятии посуды.
Ограничения при использовании:
- нельзя готовить пищу в посуде из алюминия или медных сплавов, которые в отличие от нержавеющей стали оставляют на стеклокерамике заметные следы;
- надо быть осторожным в обращении с твердыми острыми предметами, способными поцарапать плиту.
Слайды и текст этой презентации
Поверочная плита.
Составитель – Оралбек Д.С.
Поверочные плиты –
Поверочные плиты (измерительные плоскости) и эталонные линейки – одни из старейших инструментов, применяемых для контроля плоскостей изделий и деталей.
Для изготовления эталонных измерительных плоскостей применяют три вида материалов:
чугунгранитстекло
Назначение:
Помимо контроля поверочная плита используется: в качестве поверхности нулевых точек (базы) для установки измерительных приборов при производстве точных измерений; для настройки (юстировки) средств измерений; при разметке заготовок и деталей.
Виды:
Промышленность выпускает измерительные плоскости размером от 250×250 до 2500×1600 мм в пяти различных исполнениях. Номер исполнения зависит от геометрических размеров плиты, примененного материала и конструкции. Основным нормативным документом, определяющим требования к поверочным и притирочным плитам, является ГОСТ 10905-86. Согласно государственному стандарту выделяются 6 классов точности измерительного и калибровочного инструмента: 000, 00, 0, 1, 2, 3. Дополнительные классы точности 4 и 5 присваиваются плитам, находившимся в эксплуатации или прошедшим ремонт. Характеристикой, которая определяет точность измерительных плоскостей, является допуск (отклонение), выраженный в микронах. Для плит одного класса, но разного размера величины допусков отличаются.




Чаще всего поверочные плиты используются для проверки прямолинейности и плоскости. В процессе контроля плоскостей может применяться методика проверки на свет или метод пятен. На эталонных поверхностях с помощью мер толщины, микрометрических индикаторов часового типа, штихелей, рейсмасов и других инструментов производятся прецизионные измерения и разметка заготовок. Для выполнения перечисленных операций необходимо использовать измерительные инструменты, превосходящие по классу точности изготавливаемые детали. Рекомендуется использовать калибровочные плоскости, внесенные в государственный реестр, и средства измерения, прошедшие проверку по утвержденной методике.
Поверочные линейки.
В соответствии с ГОСТ 8026—92 поверочные стальные линейки выпускаются шести типов (рис. 2.56): с двухсторонним скосом ЛД, трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения ШП и хромированные ШПХ, двутаврового сечения ШД. Все они подразделяются на лекальные (ЛД, ЛТ, ЛЧ) и с широкой рабочей поверхностью (ШП, ШПХ, ШД).
Кроме стальных линеек предусмотрены чугунные линейки с широкой поверхностью: мостики ШМ, угловые трехгранные УТ и твердокаменные.Длина линеек варьируется от 80 до 4 000 мм.
В зависимости от точности изготовления линеек им присваивают соответствующие классы точности: для лекальных линеек — 0 или 1 класса, а для линеек типа ШП, ШД и ШМ — 00; 0; 01; 1 и 2 классы.
Средний полный срок службы стальных линеек должен быть не менее восьми лет, а твердокаменных — не менее десяти лет.
Погрешность контроля поверочными линейками зависит от применяемого метода контроля, опыта оператора, условий контроля и составляет 1 …5 мкм.
Контроль отклонений от прямолинейности и плоскостности поверочными линейками выполняют одним из трех методов: «на просвет», методом «линейных отклонений» или «на краску».
При отсутствии отклонений от плоскостности свет не должен пробиваться сквозь щель между линейкой и поверхностью. Линейное отклонение определяют на глаз или сравнением с образцами просвета. В качестве образцов просвета могут выступать концевые меры длины. Минимальная ширина щели, устанавливаемая глазом, составляет 3… 5 мкм.
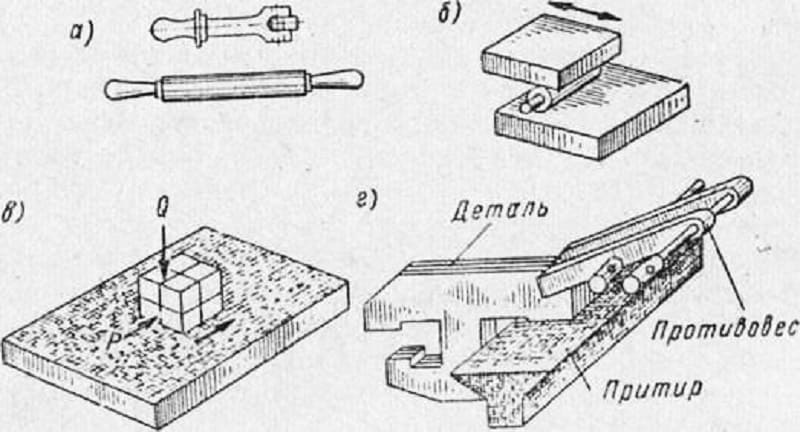
а и б — контроль «на просвет»; в и г — определение линейных отклонений; д — контроль отклонений в углах
Контроль отклонений поверочными линейками:
Контроль отклонений от плоскостности методом «на краску» выполняют линейками типа ШТ, ШД, ШМ и УТ, причем у линеек типов ШМ и УТ рабочие поверхности должны быть шаброваны.
При этом способе контроля рабочую поверхность линейки покрывают тонким слоем краски (например, смесью берлинской лазури или сажи с машинным маслом), перемещают по контролируемой поверхности и определяют число (площадь) пятен краски, оставшихся на выступах этой поверхности в квадрате 25 х 25 мм. Погрешность контроля составляет примерно 3…5 мкм.
1 — контролируемая деталь; 2 — концевые меры длины; 3 — поверочная линейка; 4 — измерительная головка
Книги с тегом “Притирка и доводка”
Справочник содержит данные о процессах обработки свободным абразивом, технологических материалах и составляющих смесей, приготовлении, свойствах и порядке применения паст и суспензий. Приведены характеристики абразивно-доводочных и абразивно-полировальных смесей, доводочно-притирочных станков и технологической оснастки, притиров, контрольного инструмента.
Предназначен для высококвалифицированных рабочих и специалистов среднего звена машиностроительных и приборостроительных, инструментальных и ремонтных предприятий. Может быть использован студентами вузов, учащимися техникумов и технических училищ.
В рубрике Шлифование
Tags: Абразивные материалы, Абразивные пасты, Абразивный слой, Геометрия абразивных зерен, Доводка, Зернистость абразивов, Припуск на обработку, Притирка и доводка
Суть технологии
Притирка, благодаря которой можно получить поверхности с требуемой степенью шероховатости и с заданными отклонениями, предполагает снятие с обрабатываемой детали тонкого слоя металла, для чего в отличие от доводочной операции шабрения, используются не только инструменты, но и мелкодисперсные абразивные порошки или пасты. Абразивный материал, при помощи которого выполняется такая обработка, может наноситься как на поверхность детали, так и на специальное приспособление, которое называется притир.
Схемы доводки
Притирка, выполняемая с медленной скоростью и при помощи постоянно меняющих направление движений, позволяет не только уменьшить шероховатость поверхности до требуемой величины, но и значительно улучшить ее физико-механические характеристики.
Притирку, которую часто называют и доводка, можно выполнять различными способами. Так, детали сложной конфигурации, изготавливаемые в единичных экземплярах, обрабатывают полностью вручную, а для притирки изделий, выпускаемых мелкими сериями, используют полумеханический способ. При этом подача детали в зону обработки осуществляется вручную, а саму притирку выполняют при помощи механических устройств. При производстве деталей крупными сериями и в массовом порядке не обойтись без такого устройства, как притирочный станок, при помощи которого и выполняют доводочные операции.
Положение рук при притирке металлических поверхностей
Предлагаем купить поверочные плиты российского производителя
Продукция прослужит более 30 лет, так как она:
- Обладает классом точности 0
Вы сможете выполнять любые измерения без ошибок. Все приборы проходят метрологическую проверку по ГОСТ на заводе, при поступлении к нам и перед отправкой клиентам
- Выдерживает постоянные нагрузки до тонны
На поверхности не появится трещин и сколов при правильном использовании и соблюдении инструкции по эксплуатации. Не подвергаются деформации под нагрузкой, так как состоят из прочных материалов
- Не разрушается от коррозии
Вам не нужно бояться, что инструмент со временем покроется ржавчиной. Чугунные детали закаливают и покрывают антикоррозийным напылением, а гранитные комплектующие вообще не подвержены этому процессу
- Имеет матовую поверхность
Вам будет удобно работать. Верхняя часть зашлифована так, чтобы не отбрасывать бликов. В глаза мастера попадает свет, который мешает следить за изготовлением деталей
-


![§ 85. притиры [1980 макиенко н.и. - общий курс слесарного дела]](https://takorest.ru/wp-content/uploads/9/8/4/98495fcb44be7d7be7df96d92675a9fd.jpeg)




Суть технологии
Целью операции является доведение поверхностей деталей до оптимальных характеристик, необходимых для совместной работы с другими элементами конструкции. Часто узлы механизма при эксплуатации работают при взаимном трении, например, поршень и цилиндр. Допуск в этом случае около 0,001 мм, что обеспечивает необходимую герметичность и свободный ход без заклинивания. Добиться такой точности позволяет операция по доводке и притирке. Но во время ее проведения слой металла частично удаляется, поэтому при производстве заготовок оставляют припуск 0,01-0,02 мм, чтобы в конечном результате получить деталь с точностью 0,001-0,002 мм.
Не следует считать термины синонимами, притирка отличается от доводки согласно действующим нормам ГОСТ 23505-79. В рабочей документации следует точно указывать название операции.
Главной задачей при доводке является получение гладкой поверхности и соблюдение геометрической точности детали согласно чертежу. При этом характеристики по чистоте обработки, допуски могут полностью совпадать в обоих видах работ. Поэтому в реестре рабочих специальностей утвержден профессиональный стандарт специальности — «доводчик-притирщик». Обе операции финишные и если технология изготовления детали требует термической обработки детали то делают ее до слесарной работы.
Технология доводки и притирки заключается в нанесении абразивных смесей в виде паст, гелей, жидкостей на поверхность детали из стали, алюминия и других металлов и последующей механической обработкой специальными приспособлениями. Необходимый для работы инструмент и использующиеся расходные материалы указаны в инженерной документации. Доводкой сглаживают поверхность до нужных значений, удаляя излишки металла абразивными частицами, находящимися на поверхности обрабатывающего инструмента. Различают прямое и косвенное покрытие притирочной смеси. В первом случае абразив до начала операции вдавливается в поверхность приспособления, а во втором равномерно размещается по всей площади детали.
Чаще всего в роли притира используется брусок из чугуна, который хорошо удерживает абразив на поверхности. Уступая часто по прочности он эффективно обрабатывает закаленный металл. На практике используются свинцовые и деревянные притиры. Для холодной притирки сложных поверхностей применяются дополнительные устройства, например, стягивающая гайка при доводке резьбы. Возможны по технологии и предварительные операции. В станкостроении, к примеру, часто поверхности перед обработкой абразивными смесями шабрят. Это улучшает геометрию поверхности и ускоряет процесс.
Заключение
При покупке электрической плиты следует рассматривать ее не только как удобный и функциональный бытовой прибор для ежедневного приготовления разнообразной пищи. Она по праву служит одной из основных частей интерьера кухни. Современные производители подобной техники предоставляют покупателю право выбора модели с характерными особенностями общего стиля, материального исполнения и цветового оформления. Пусть сочетание широких возможностей с интересным дизайном электроплиты станет еще одним элементом комфорта вашего дома.
Посмотрите видео об устройстве духовых шкафов