
Особенности напильника
Ручные изделия этого вида, можно разделить на такие категории:
- Слесарные – можно сказать, что это инструмент широкого профиля. Его можно встретить практически на любом предприятии, мастерской, домашнем хозяйстве.
- Надфили – это изделия, имеющие небольшой размер и предназначены для обработки мелких деталей. Их широко используют граверы, ювелиры, лекальщики. Кроме того, надфили бывают, незаменимы при обработке в труднодоступных местах.
- Заточные – их применяют для заточки пильных цепей, ножовок и пр.
- Рашпили – это изделия с самым крупным зубом и их применяют для работы с неметаллическими материалами, то есть в тех случаях, когда обычный не подходит для решения поставленных производственных или бытовых задач.

Напильник слесарный квадратный
Как уже отмечалось, на рабочую поверхность наносят рабочие зубья. Она может быть одинарной или двойной. Для обработки мягких материалов применяют инструмент с дуговой насечкой.
На поверхности рашпиля изготавливают точечные зубья.
Насечка напильников
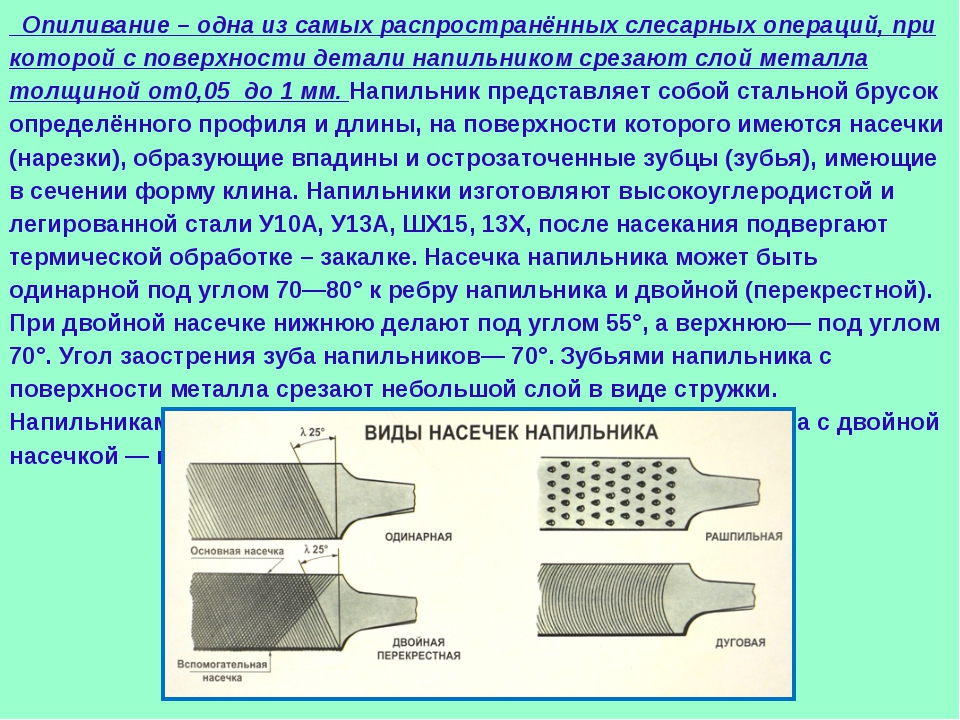
Виды насечек:
- Одинарная насечка – наносится под углом 70° к продольной оси напильника, иногда – под 45°. Она снимает широкую стружку с обрабатываемого материала и предназначена для получения поверхности с небольшой шероховатостью;
- Двойная (перекрестная) насечка – представляет собой комбинацию одинарной насечки и менее глубокой вспомогательной, сделанной под углом к одинарной. Точки пересечений этих насечек разламывают образующуюся стружку в процессе опиливания. Такая насечка основная для слесарных напильников;
- Двойная (“oberg”) – с более редкой (в 2-3 раза) вспомогательной насечкой. Занимает промежуточное положение между одинарной и двойной насечками по эффективности и чистоте обработки поверхности;
- Рашпильная (точечная) насечка – применяют для обработки очень мягких металлов и неметаллических материалов – кожи, резины и др. Рашпильная (точечная) насечка получается вдавливанием металла специальными зубилами;
- Дуговая насечка – напильники с дуговой насечкой применяют при обработке мягких металлов. Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.
В зависимости от обрабатываемого материала пользуются той или другой формой насечки напильника. При обработке мягких металлов, которые имеют сравнительно небольшое сопротивление резанию, применяют напильники с крупной однорядной насечкой. Для обработки алюминия или меди применяют напильники специального назначения для обработки цветных сплавов, которые, в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Для обработки же более или менее твёрдых металлов (сталь и чугун), с большим сопротивлением резанию, применяют напильники с двойной, перекрёстной насечкой. Пилить их широкими зубьями было бы очень трудно.
Размер насечки – это количество зубьев на 1 см длины полотна напильника.
По числу насечек (зубьев), приходящихся на 1 cм длины, напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, и 5.
- Драчевые напильники (насечка 0 и 1) – самая грубая насечка, имеет малое число зубьев на 1 см;
- Личные напильники (насечка 2 и 3) – средняя насечка, число зубьев на 1 см больше предыдущей;
- Бархатные напильники (насечка 4 и 5) – мелкая насечка, самое большое число зубьев на 1 см.
В основном, чем грубее насечка, тем выше скорость удаления материала.
Длинные напильники имеют более крупную насечку, чем короткие. Во всех случаях, когда надо снять большой слой материала, пользуются напильниками с крупной насечкой. При этом поверхность получается грубая, покрытая царапинами и неточная. Если же требуется получить гладкую и более точную поверхность, то применяют напильники с более мелкой насечкой. Поэтому, когда надо снять большой слой металла и получить гладкую поверхность, то сначала опиливают напильником с крупной насечкой, а затем отделывают напильником с мелкой насечкой.
Одно и то же количество зубьев на 1 см, но на напильниках разной длины будет относиться к разным размерам насечки. Например: 20 зубьев на 1 см при длине напильника 200 мм – личная насечка, столько же зубьев на 1 см на напильнике 300 мм – бархатная.
Технология изготовления напильника
В России для производства напильников применяют две группы инструментальных сталей: нелегированные улучшенные стали с содержанием углерода от 1 до 1,3% (УЮА — У13А) или легированные хромистые стали ШХ15 или 13Х. Аналогичные стали используют и производители напильников за рубежом. Содержание углерода от одного процента и выше позволяет закаливать насечку до высокой твердости.
Технология производства напильников может существенно отличаться в деталях от одного производства к другому, но в ней всегда присутствуют следующие этапы:
- Формообразующая обработка;
- Формирование насечки на рабочих поверхностях;
- Термическая обработка.
Последние две операции особенно важны. От того, насколько качественно выполнена насечка, зависит эффективность напильника. При использовании изношенного оборудования и инструмента можно получить напильник, внешне «совсем как настоящий», но в котором работают, скажем, не более 30% насечки.
От качественно проведенной термической обработки зависит срок службы напильника
Здесь очень важно распределение твердости и вязкости по глубине тела напильника. Твердость должна быть максимальной на поверхности и плавно снижаться в глубину, вязкость — наоборот
Малая твердость приводит к быстрому затуплению зубьев насечки, а малая вязкость (т.е. высокая хрупкость) — к быстрому их разрушению в процессе эксплуатации.
Большинство производителей регламентирует номинальную поверхностную твердость напильников в зависимости от их назначения следующим образом:
- Слесарные напильники: от 64 до 66 HRc.
- Заточные напильники: от 65 до 67 HRc.
- Рашпили: от 53 до 56 HRc.
Полноценно проверить качество напильника можно только в процессе его эксплуатации. Качество напильников (как эффективность, так и срок службы) особенно важны для производств, в которых ручное опиливание является частью технологического процесса. Таких много и до сих пор. Это производство некоторых разновидностей ручного инструмента, лесоразработки, где применяются цепные пилы, требующие периодической заточки режущих цепей, и много других. При использовании напильников в производстве необходимо постоянно контролировать их эффективность и срок службы, так как опыт показывает, что бракованные напильники могут быть почти у любого производителя напильников.
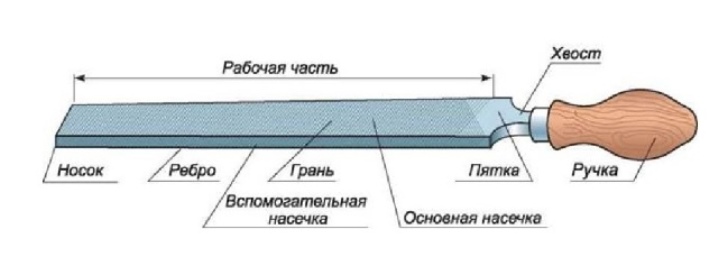
Под длиной напильника всегда понимается длина его рабочей части (всей, а не только насеченной), без хвостовика. Исключение составляют надфили. Для них всегда указывается общая длина, включая и хвостовик (если он есть).
В странах с метрической системой измерений используется следующий ряд размеров (в мм): 100, 125,150, 200, 250, 300, 350 и 400.
Большинство производителей используют только часть номиналов из этого ряда.
Несмотря на то что большинство производственных процессов выполняются посредством автоматизированных систем и электроприборов, некоторые виды работ до сих пор нуждаются в человеческих руках и эффективном инструменте. Напильник по металлу – это режущее приспособление из очень твердой стали для обработки изделий из соответствующего материала. Отталкиваясь от вида выполняемых работ и структуры материала, могут понадобиться напильники по металлу разных видов и форм, и мастеру необходимо уметь правильно выбрать инструмент.
Общая информация
Напильником принято называть изделие, имеющее в составе два элемента:
- Стальной брусок. Его поверхность предназначена для насечек, наносимых на производстве при помощи специальных шаблонов. Насечки бывают нескольких видов, среди которых самыми распространенными являются прямоугольные, треугольные и круглые.
- Рукоятка. Закреплена на инструменте при помощи стяжного кольца и необходима для предотвращения трещин. Крепление ее выполняется на конусообразный хвостовик. С помощью рукоятки, которая бывает пластиковой и деревянной, обеспечиваются более удобные условия работы напильником. В случае поломки заменить ее не составит труда. Этот элемент чаще всего изготавливают из бука, березы и прессованной бумаги. Рукоятка должна иметь длину в полтора раза больше, чем хвостовик.
Напильники могут отличаться друг от друга и своими размерами. Так, в продаже можно найти инструменты, имеющие длину 9, 10, 11, 12, 13 и 14 см. Также они могут отличаться и диаметром, который может составлять 12, 16, 20, 23, 25 и 28 мм.
Все напильники относятся к категории режущего инструмента. Основное их назначение — придание обрабатываемым изделиям определенных размеров и форм. В основе работы инструмента лежит принцип послойного стачивания поверхности.
Материалы
Эти устройства для шлифовки металлоизделий чаще всего изготавливаются из очень твёрдой инструментальной стали высокого качества:
- Марки ШХ15 или 13Х. Так обозначается легированная хромистая сталь.
- У10А или У13А. Маркировка указывает на использование улучшенной нелегированной стали.
В процессе изготовления напильники в обязательном порядке проходят процедуру закаливания, что позволяет обеспечить им уровень твердости 54−58 HRC. Из стали указанных марок изготавливается инструмент, предназначенный для обработки металлоизделий. Если нужна шлифовка деревянных и других материалов, то на этот случай используют инструменты, выполненные из более мягкой стали.
Это интересно: Как выбрать самый правильный и долговечный мангал
Размер зубьев
Кроме размера зуба, изделия этого класса отличаются друг от друга плотностью нарезки.
Для грубой обработки поверхности применяют изделия с крупной насечкой. Ее называют №1, на один сантиметр приходится от 5 до 15 зубцов. Его использование позволяет за один проход снять довольно толстый слой материала, особенно с мягких материалов, напильники этого вида называю драчевыми.
У напильников №2 на один сантиметр поверхности приходится от 14 до 25 канавок. Пожалуй, это самый популярный вид этого инструмента. На самом деле – этот напильник чаще всего применяют на практике.
Действительно, с его помощью можно обрабатывать практически любые материалы. Но, существует одна тонкость, при работе с мягкими металлами или с древесиной, через довольно короткое время насечка будет забита отходами обработки. Именно поэтому необходимо очищать рабочую поверхность с помощью металлической щетки.
Изделия с насечкой от 26 до 80 канавок на 1 сантиметр применяют при окончательной обработке поверхности. После правильной обработки, на поверхности, практически не остается следов.
Специальные виды
Кроме обычных широко распространённых инструментов для металлообработки, имеются узкоспециализированные.
Надфиль для тонкой обработки металла
Такие приспособления делают преимущественно из стали У13 или У13А, реже У12 или У12А. Формой повторяют конфигурацию напильников. Стандартный размер 80, 120, 160 миллиметров, длина насечки соответственно 50, 60, 80 миллиметров. На такой инструмент наносят двойную штамповку: главную — с углом 25 градусов и вспомогательную поперечную с углом 45 градусов. На кончике имеется только основной узор.

Сфера применения оснащения с алмазным покрытием — керамика, стекло, твёрдые сплавы металлов, точная обработка режущих элементов твердосплавных инструментов. Поверхность после прохождения надфиля имеет 9-й или 10-й класс шероховатости.








Сфера применения рашпилей
Они используются для обработки мягких металлов и сплавов, неметаллических деталей. Для шлифовки медных, оловянных, свинцовых изделий, а также деревянных, резиновых и кожаных, простые напильники не годятся по структуре поверхности, которая при забивании стружкой становится бесполезной.
Есть рашпили плоские с обрезанным или заострённым концом, круглой или полукруглой формы. Нумеруются первым или вторым номером в зависимости от штамповки и имеют длину 250—350 миллиметров. Канавки спереди каждого зубца предназначены для отвода стружки.
С подгонкой деревянной заготовки в станке хорошо справляется подобный напильник по дереву.
Прочие устройства
Этот инструмент не используется в домашних условиях, а находит применение исключительно на производстве в специальных приспособлениях:
- Головки со штампованной или фрезерованной насечкой и имеющие особые хвостовики или наворачивающиеся на оправку называются борнапильниками. Они могут быть угловыми, цилиндрическими, шаровидными для обработки фасонных поверхностей.
- Зачищают отливки, кованные изделия и заусенцы с наждачных кругов дисковыми напильниками диаметром 150—25 — миллиметров. Толщина таких приспособлений находится в диапазоне от 10 до 20 миллиметров. Закрепляются в агрегате специальными зажимами. Закруглённые либо прямоугольные детали с просечным узором и без хвостовиков, фиксируемые заклёпками к самодвижущейся ленте, называются пластиночными напильниками.
- Для механических отрезных аппаратов существуют машинные напильники различных габаритов. По внешнему виду и типам штампованного узора они аналогичны простому слесарному инструменту. Для их крепления имеются специальные патроны.
Виды насечек
Существует вариант классификации по видам нанесенной насечки. Об одинарном и двойном исполнении уже было немного сказано.
Между тем существует два вида двойной насечки. Первую называют перекрестной. Это, по сути, комбинация одинарной и второй, мелкой (вспомогательной), она выполняется под углом к базовой. В точках пересечения канавок происходит слом образовавшейся стружки. Этот вид чаще всего применяют при производстве слесарных напильников.
Второй» вариант двойной насечки носит название Oberg. Вспомогательные канавки проходят реже. По сути, этот вариант, можно назвать промежуточным между одинарной и двойной насечками по качеству обработки детали.
Нумерация насечек
Применение определяют, учитывая видом, размером и конфигурацией нанесенных зубьев. Для получения рабочей поверхности применяют различные технологии:
- накат;
- фрезерование;
- нарезка и многие другие.
Многие производители, в целях повышения производительности труда, применяют специализированное оборудование, позволяющее не только ускорить выпуск этой продукции и расширить количество ее видов, но и поддерживать ее качество на надлежащем уровне.
От размера и вида нанесенной насечки на единицу длины, обычно это 1 см, напрямую зависит размер зуба. То есть, чем на один сантиметр длины нанесено меньшее количество канавок, тем больше размер режущего зуба. На практике применяют напильники с насечками от 0 до 5.
К самому крупному виду относят зубья с №0 и №1. Их применяют тогда, когда необходимо за один проход снять слой металл от 0,05 до 0,1 мм. Такой инструмент обладает следующим недостатком – малая точность, она колеблется в пределах от 0,1 до 0,2 мм.
Напильники с размером зуба №2 и №3 применяют в тех случаях, когда требуется удалить слой металла от 0,02 до 0,06 мм. Точность работы такого инструмента составляет от 0,02 до 0,05 мм.
Для финишной обработки поверхности применяют изделие, который позволяет снимать слой металла от 0,01 до 0,005 мм. Инструмент такого вида иногда называют бархатным.
Геометрические параметры насечки
В соответствии с требованиями ГОСТ 1465-80, изложенными в п. 2.1. на поверхности инструмента насечка наносится под углом 65 градусов относительно оси.
Кроме этого оговорено и то, по какой технологии должна она быть выполнена. Например, круглые напильники могут быть выполнены либо с помощью насечки или нарезки. Все остальные виды должны быть выполнены с помощью насечки.
Виды напильников по металлу
Напильник – это специальный режущий инструмент, повсеместно используемый в разных отраслях производства. Внешне он представляет из себя стальной брусок большой или средней длины с закрепленной на основании деревянной, пластмассовой или прорезиненной ручкой. Она необходима, чтобы обеспечить работнику комфорт при работе с инструментом и снизить риски получения производственных травм.

Тело напильника выполнено из стали специальной марки, что позволяет инструменту взаимодействовать с объектами из металла. Хвостовая часть стального бруса покрыта особым узором, который называется иссечением. Именно от формы и величины насечки будут зависеть и характер, и разновидность выполняемых работ.
Обработка деталей из металла происходит посредством поэтапного стачивания слоев инструментом до придания изделию необходимой формы. Главное, чтобы режущая по металлу часть была подобрана по назначению.
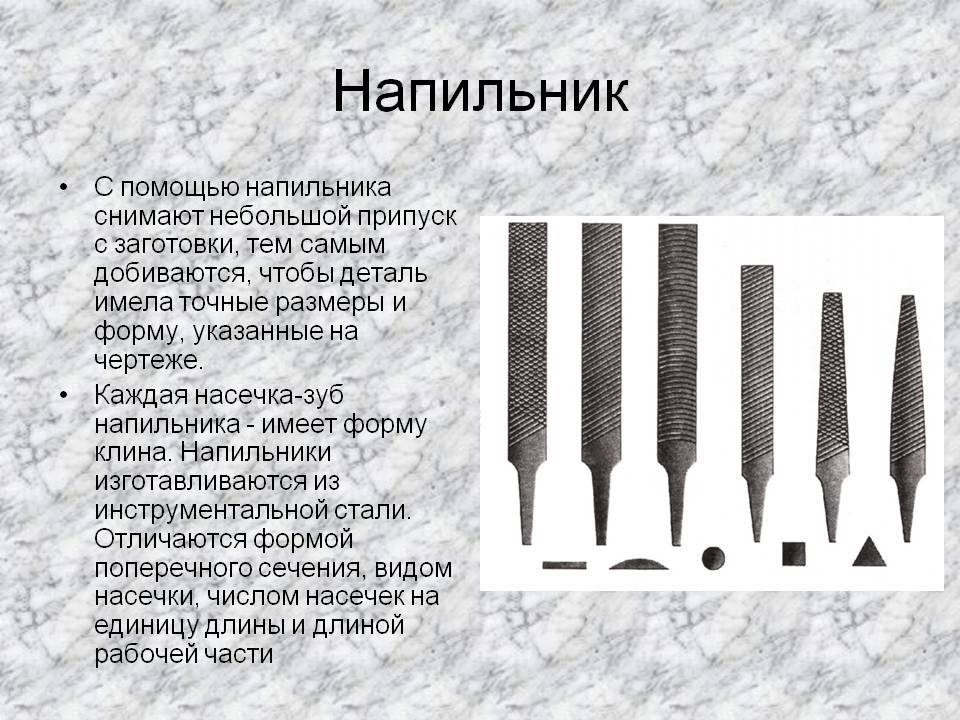
Формы напильников
Геометрическая форма напильника по металлу определяет область его применения в сфере производства и обработки изделий:
- плоские или плоские остроносые: обработка плоских деталей из металла, а также ровные поверхности;
- квадратные: необходимы для вырезания и формирования технических отверстий различных многоугольных форм;
- трехгранные треугольные: используя такой инструмент, режущий по металлу, можно отполировать, обработать и вычистить зазоры, пазы и иные производственные отверстия;
- полукруглые: отлично подходят для различных видов обработки искривленных вогнутых поверхностей;
- круглые: используются для отточки и обработки округлых или овальных вогнутых поверхностей с маленьким радиусом кривизны;
- ромбические: обработка деталей из металла с наличием зубьев;
- ножовка: инструмент для отточки узких зазоров, отверстий и других мелких деталей.
Типы напильников
Тип инструмента по обработке металла определяется исходя из его прямого предназначения:
- Резчики по металлу общего назначения. Их принято использовать в слесарном деле. Хвостовая часть выполнена в виде двух зазубренных насечек, которые наложены друг на друга: их длина может варьироваться от 1 до 4,5 см и сочетаться с зубьями всех размеров.
- Резчики по металлу специального назначения. Необходимы в сфере промышленности, так как их основная задача – это устранение отклонений и подгонка мелких деталей, пазов и поверхностей разных радиусов кривизны. Данный вид инструмента имеет много разновидностей, которые подбираются на основании характера выполняемых работ: двухконцевые, плоские, разовые и прочие.
- Надфили. Эта группа напильников по металлу включает в себя самое большое количество видов. Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
- Рашпили. От всех остальных типов напильников рашпили отличаются особо длинной частью стального бруса и крупными зубьями на хвостовой части. Существует 3 основных вида такого инструмента: сапожные резчики по металлу, копытные и напильники-рашпили общего назначения. Форма инструмента преобладает круглая и полукруглая с концом разной степени остроты.
Читать также: Как подключить телефонную розетку к телефонному кабелю
Разновидности насечек и их геометрия
Чтобы качественно выполнить работу резчиком по металлу, необходимо определить требуемый вид насечки. Строение и размер зубьев также имеют большое значение при выборе инструмента.
Стальные зубчики могут быть нанесены на хвостовую часть стального бруса разными способами:
Наиболее широкое применение в сфере обработки металлических изделий находят резчики по металлу, зубья которых выполнены посредством насечения их на специальных автоматизированных станках. При этом сами насечки могут быть как двойными, так и одинарными.
Двойная представляет из себя две насечки, одна из которых является основной, а вторая – вспомогательной. Относительно друг друга насечки расположены под особым углом, что позволяет производить отточку твердых материалов (металлы и их сплавы).
Геометрия зуба у напильников будет зависеть от количества насечек на теле стального бруса.
Как закалить нож из напильника
После обжига возможно приступи к формированию будущего изделия. Заготовка закрепляется в тисках, болгаркой обрабатывается детали и снимается все лишние шлаки, слои металла. Заточный станок используется с крупнозернистым кругом из абразивного состава. Степень, форма заточки осуществляется согласно подготовленному эскизу. На отделении для рукоятки необходимо высверлить одно или два отверстия для крепления рукоятки.
https://youtube.com/watch?v=FU05HClBgM4
После происходит закаливание инструмента из напильника, обработать необходимо всю поверхность кроме рукояти. Инструментом для закаливания может выступать горелка, так как температура более высока и закаливание ножа произойдет быстрее. Равномерное выполнение закала ножа из напильника придаст прочность будущему изделию. Правильность закалки ножа, сделанного из напильника, возможно определить магнитом, если не происходит реакции с металлом, значит он пригоден к дальнейшему использованию. После процесса металл необходимо резку остудить, достаточно опустить его в ведро с водой.
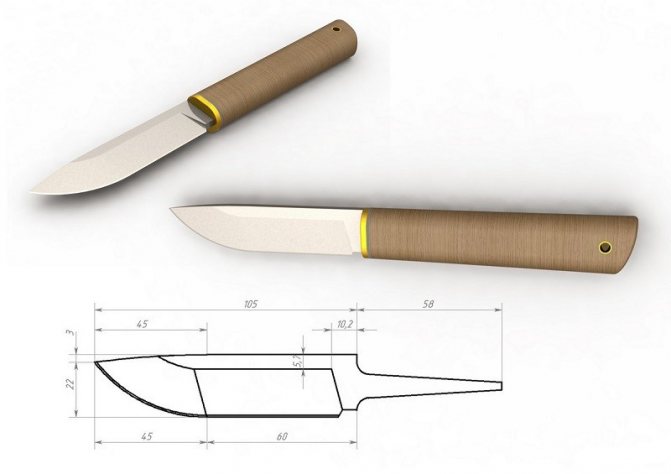
Нож из напильника и чертеж к нему
Существует такое понятие, как напряжение металла. При данном действии, металл крошится и сыпется. Чтобы избежать неблагоприятных последствий, необходимо прогреть инструмент в духовке при максимально температуре несколько часов.
Как сделать ручку напильника
Те, кто часто использует напильник в работе, рано или поздно сталкиваются с тем, что его ручка приходит в негодность и поэтому встает вопрос его замены. Бесспорно, можно пойти в хозяйственный магазин и купить готовую деталь. Но это не всегда лучшее решение. Как правило, там продают рукояти, выполненные из пластмассы или непонятных сортов древесины. Именно поэтому многие предпочитают изготавливать ручки своими руками.
Выбор материала
Практика показывает то, что для ручки оптимальным материалом можно считать такие материалы как – орех, клен. Это довольно прочные материалы, ко всему прочему они обладают привлекательной фактурой.






Ручка орех
Но кроме материала для самой ручки потребуется подобрать клей. Для соединения составных частей инструмента целесообразно использовать клеящие составы на основании эпоксидной смолы.
Как ее сделать
Для изготовления ручки можно воспользоваться токарным станком. Если такой возможности нет, то можно вспомнить детство и выточить его с помощью ножа.
При изготовлении ручки имеет смысл выдерживать следующие размеры:
- диаметр рабочей части 25 – 30 мм;
- длина рабочей части 120 – 150 мм;
Глубина отверстия для закрепления хвостовика инструмента должна быть чуть длиннее, чем сам хвостовик.
Заключительной операцией при изготовлении ручки для напильника – это обработка ее поверхности с помощью абразивной шкурки. Это необходимо для того, что бы на ее поверхности рукоятки не осталось заусенцев, могущих впиться в руку рабочего.
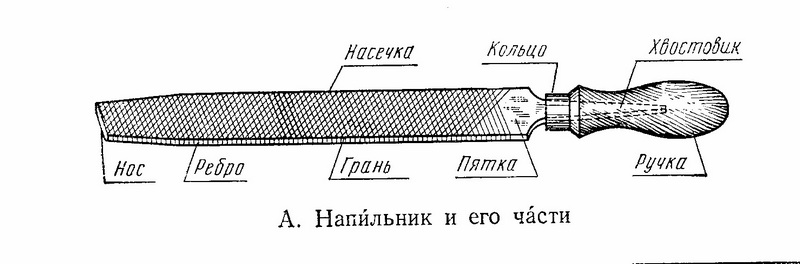
Напильники
Напильники (рис. 1) изготовляют из инструментальной и углеродистой сталей марок У13 или У13А или легированной хромистой стали ШХ15.
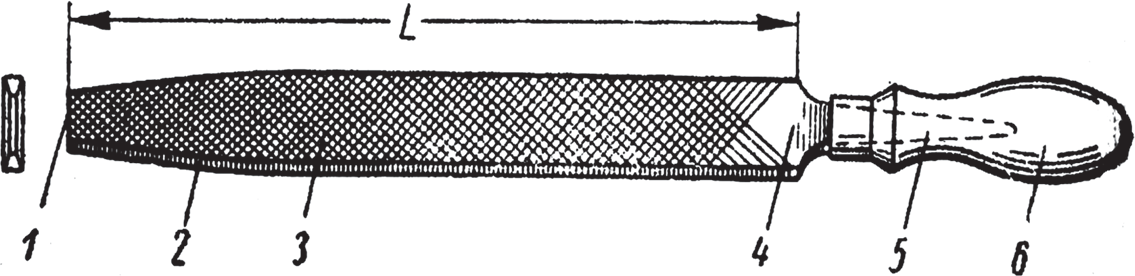
Рис. 1. Элементы напильника: 1 — нос; 2 — ребро; 3 — грань; 4 — пятка; 5 — хвостовик; 6 — ручка; L — длина
После насечки зубьев напильники подвергают термообработке. Твердость и острота зубьев напильника должна обеспечивать сцепляемость с поверхностью твердостью 54 HRC.
Длиной напильника считается только длина его насеченной части. Напильники изготовляют длиной от 100 до 400 мм.
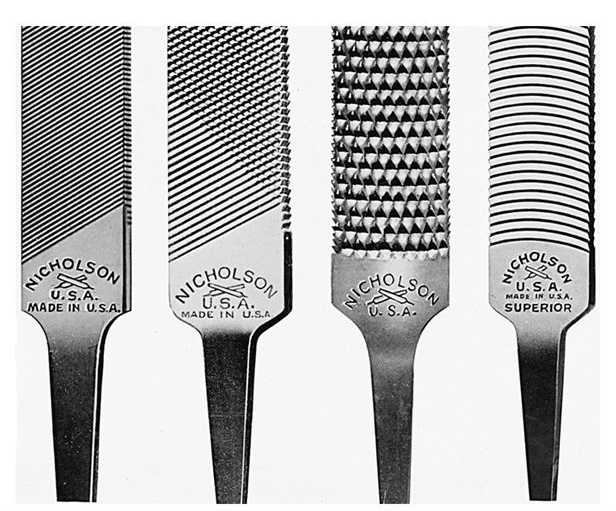
Насечка напильников бывает простой (одинарной, рис. 2, а), перекрестной (двойной, рис. 2, б) и рашпильной (рис. 2, в).
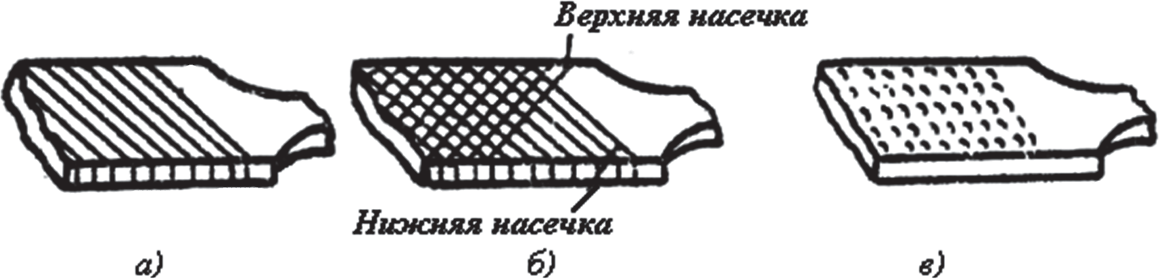
Рис. 2. Виды насечек: а — одинарная; б — двойная (перекрестная); в — рашпильная
Напильники общего применения для облегчения дробления стружки выполняются с двойной насечкой, при этом основная насечка располагается под углом λ=25°, а вспомогательная под углом ω=45° (рис. 3).
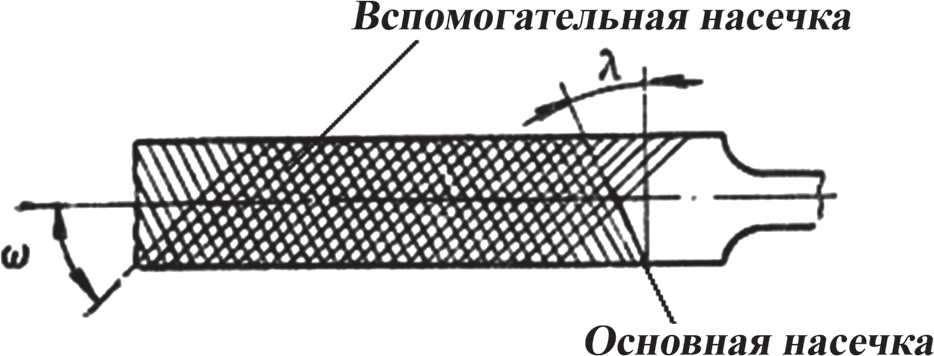
Рис. 3. Напильники с насечкой для дробления стружки
Зубья напильника имеют форму клина с углом заострения β, задним углом α, передним углом γ и углом резания δ (рис. 4). Передним углом γ называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Этот угол колеблется в пределах от +10 до -16°.
Угол заострения β образуется между передней и задней поверхностями зуба напильника.
Задним углом α называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки.
Угол резания δ образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки.
Практикой слесарной обработки установлены следующие значения углов зубьев напильника:
- а) для напильников с насеченными зубьями (рис. 4, а): γ – отрицательный до -16°, β=70°, α=30°, δ=106°;
- б) для напильников с фрезерованными и шлифованными зубьями (рис. 4, б): γ=2–10°, β=60–65°, α=20–25°, δ=80–88°.
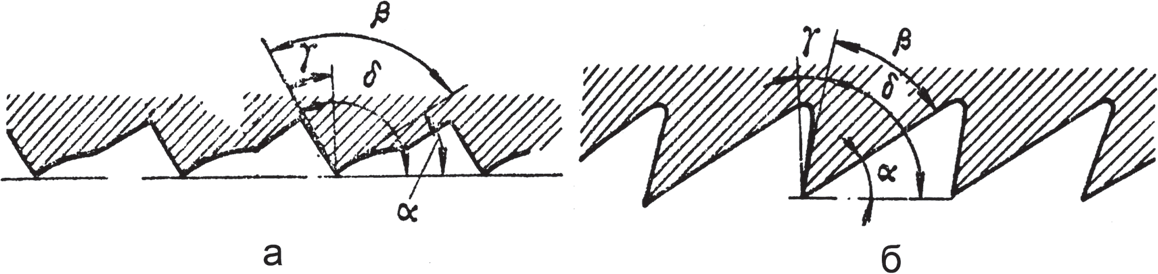
Рис. 4. Геометрия зубьев напильника: а — насеченные зубья; б — фрезерованные и шлифованные зубья
Зубья рашпильной насечки образуются выдавливанием металла заготовки рашпиля насекательными зубилами со специальной формой заточки. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с такой насечкой применяются для опиливания мягких материалов (дерево, каучук, резина, кость, рог и др.).
По своему назначению напильники разделяются на:
- слесарные общего назначения;
- рашпили;
- надфили;
- машинные (для опиловочных станков);
- вращающиеся (дисковые и головки);
- специальные.
После обработки на станках и при ремонте приходится опиливать заготовки, плоскости станин, плит, стоек, пазы, выступы, подгонять шпонки, снимать фаски, зачищать заусенцы, забоины и т.п.
Опиливание подразделяется на предварительное и окончательное (отделочное). Выполняется опиливание различными по назначению, размерам и форме напильниками.
Опиливанием снимают слой металла в пределах от 0,05 до 1 мм. Точность этого вида обработки (табл. 1) зависит прежде всего от квалификации слесаря.
Таблица 1. Точность обработки при опиливании напильниками
| Опиливание напильниками | Припуск на обработку, мм | Точность обработки, мм | Шероховатость
обработанной поверхности Rа, мкм |
|
| отклонение от прямолинейности
или плоскостности на всю длину или ширину поверхности |
среднее отклонение
от заданного размера |
|||
| Драчевыми | 0,5 — 1 | 0,15 — 0,20 | 0,2 — 0,3 | 80 — 20 |
| Личными | 0,15 — 0,3 | 0,03 — 0,06 | 0,05 — 0,1 | 10 — 2,5 |
| Бархатными | 0,05 — 0,1 | 0,02 — 0,03 | 0,02 — 0,05 | 1,25 — 0,32 |
Особенности и сфера применения рашпиля
В столярном деле часто используется отдельный вид напильника, называемый рашпилем по дереву. На первый взгляд эти два инструмента похожи, но между ними имеются серьезные отличия. Дело в том, что насечка рашпиля выполнена в виде отдельных заусенцев разной формы. Благодаря подобной конфигурации инструмент не забивается и может быстро обработать большую поверхность.







Например, нужно удалить несколько миллиметров с торцевой поверхности небольшой дощечки. Пила с высокой долей вероятности испортит заготовку, использовать рубанок невозможно из-за небольшой длины доски, простым напильником работать долго, к тому же он будет постоянно забиваться опилками.
Виды насечки на поверхности инструмента
По характеру насечек принято говорить об одинарном или двойном исполнении.
Одинарное исполнение чаще встречается у грубого инструмента. Здесь зуб имеет длинную режущую кромку. Ее длина соответствует ширине напильника. Чтобы легче производить заглубление в толщу обрабатываемого металла, насечку выполняют наклонной под углом 25⁰. Получается резание с некоторым смещением. Облегчается внедрение вглубь детали. Несколько снижается усилие.
Двойное исполнение насечки выполняют под углом друг к другу. Вторую насеку выполняют под углом 45 ⁰. Теперь режущие зубья ограничены по длине. Там, где происходит пересечение линий, формируются места, где ломается стружка. Следовательно, подобные напильники при работе требуют меньших физических затрат (не нужно тратить силы на скручивание длинной стружки).
Материал напильника
На территории РФ напильники по металлу изготавливаются из следующих групп инструментальной стали:
- Нелегированные марки улучшенной стали с долей углерода от 1 до 1,3% (УЮА-У13А).
- Марки стали с содержанием хрома ШХ15 или 13Х.
Подобное производство напильников практикуется и за границей, а высокое содержание углерода (свыше 1%) позволяет добиться высокой твердости насечки.
В разных странах технология изготовления напильников может отличаться в деталях, однако существуют обязательные производственные этапы:
- формообразование;
- формирование образа насечки;
- термообработка.
Термическая обработка очень важна для любого стального инструмента. Необходимо сделать акцент на распределении твердости и мягкости по телу стального бруса. Сверху стальной стержень должен быть максимально твердым и плавно смягчаться в сторону центра. Если поверхность недостаточно твердая, это может привести к быстрому износу зубьев насечки, а недостаточная мягкость в середине тела стального бруса – к разрушению зубьев во время эксплуатации.
У производителей принята условная регламентация твердости поверхностной части напильника по металлу исходя из сферы применения:
- Слесарные: от 64 до 66 HRc.
- Заточные: от 65 до 67 HRc.
- Рашпили: от 53 до 56 HRc.
Но в любом случае проверить качество инструмента, режущего по металлу, можно только в процессе его применения.
Если вы имеете опыт использования различных форм и типов напильников в профессиональной и повседневной деятельности, можете поделиться им, оставив комментарий под этой статьей.
Особенности использования инструмента
Работа с напильником не требует особых знаний и навыков, тем не менее не стоит забывать о внимательности и осторожности. Неверным движением можно испортить заготовку, зазевавшись, можно пораниться. Чтобы работать было удобно и безопасно, обрабатываемую деталь необходимо зажать в тиски или зафиксировать несколькими струбцинами на верстаке
Чтобы работать было удобно и безопасно, обрабатываемую деталь необходимо зажать в тиски или зафиксировать несколькими струбцинами на верстаке.
Правой рукой берут напильник или рашпиль за ручку, левую кладут на край рабочей поверхности. Совершают возвратно-поступательные движения от себя – на себя. При этом левая рука слегка надавливает на инструмент. Хороший результат дает движение не перпендикулярно волокнам дерева, а несколько под углом.
Качество работы постоянно контролируют, для этого необходимо периодически сметать стружку щеткой с длинным ворсом. Ближе к завершению работы давление на инструмент снижают. При этом не надо стараться получить сразу идеальную поверхность, скорее всего, чтобы окончательно убрать шероховатости, придется поработать и наждачной бумагой.
Умение пользоваться напильником – навык полезный во всех отношениях. Этому несложно научиться, достаточно лишь немного потренироваться. Усердие и трудолюбие помогут освоить этот несложный инструмент, что наверняка не единожды пригодится в жизни. Стоит только отметить, что выбирать надо качественный инструмент, в противном случае простая работа может превратиться в настоящую каторгу.
Шлифовка металла не всегда выполняется с помощью электроинструмента. Иногда для таких работ используют напильники, главное, правильно подобрать их. Этот инструмент бывает двух типов – для работ по металлу и дереву. Напильники, предназначенные для металла, являются более твердыми, чем собратья, используемые для древесины. Это объясняется тем, что поверхность металла обрабатывается гораздо труднее дерева.
Производятся такие инструменты из очень твердой стали, а отличаются друг от друга разными формами и размерами надсечек. Такое разнообразие привело к тому, что простому обывателю довольно сложно разобраться в том, для каких целей предназначен тот или иной инструмент
. Для улучшения ситуации была разработана их классификация, которая действует и в настоящее время.