
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Читать также: Очистить латунь от окислов в домашних условиях
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
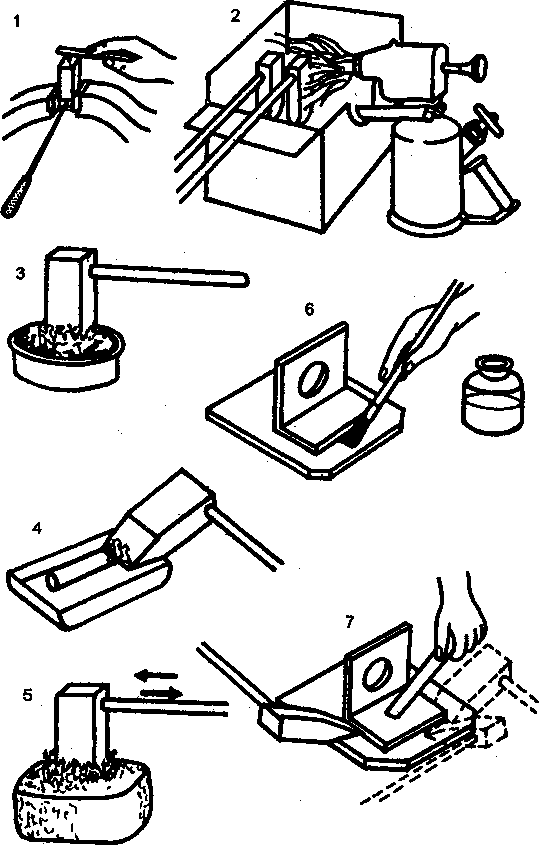
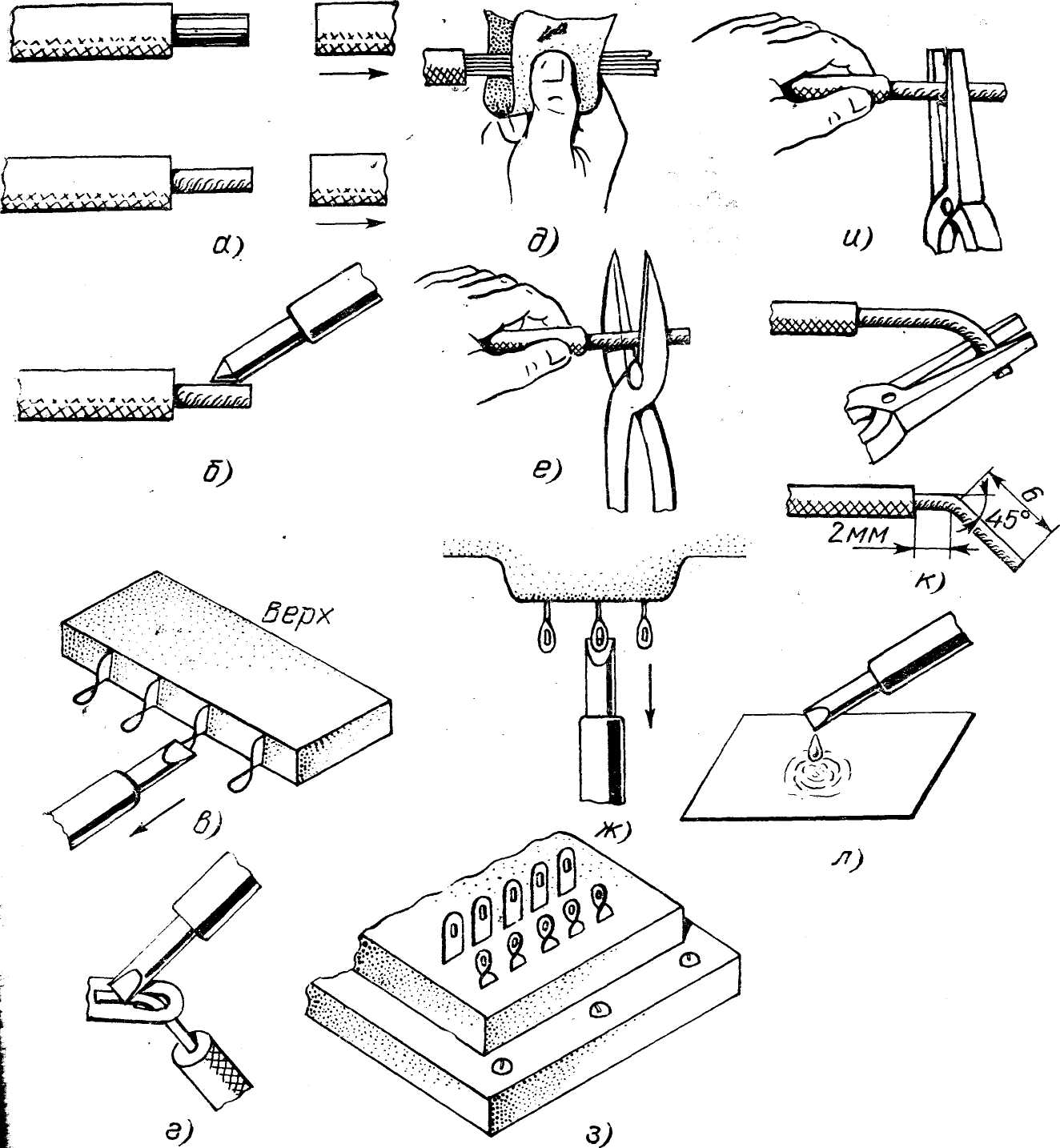
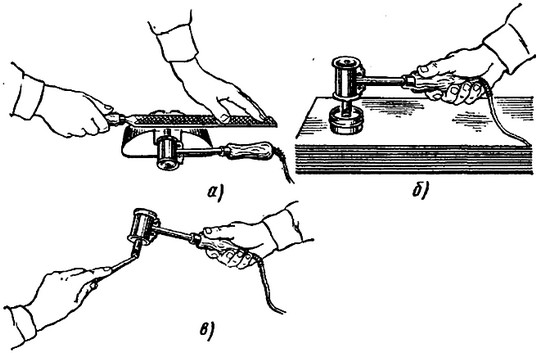
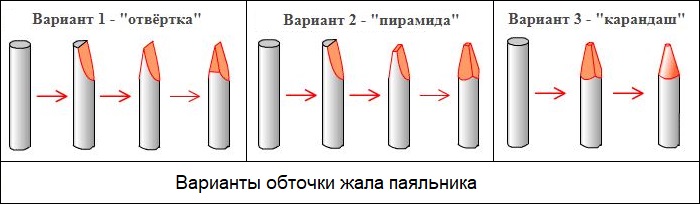
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
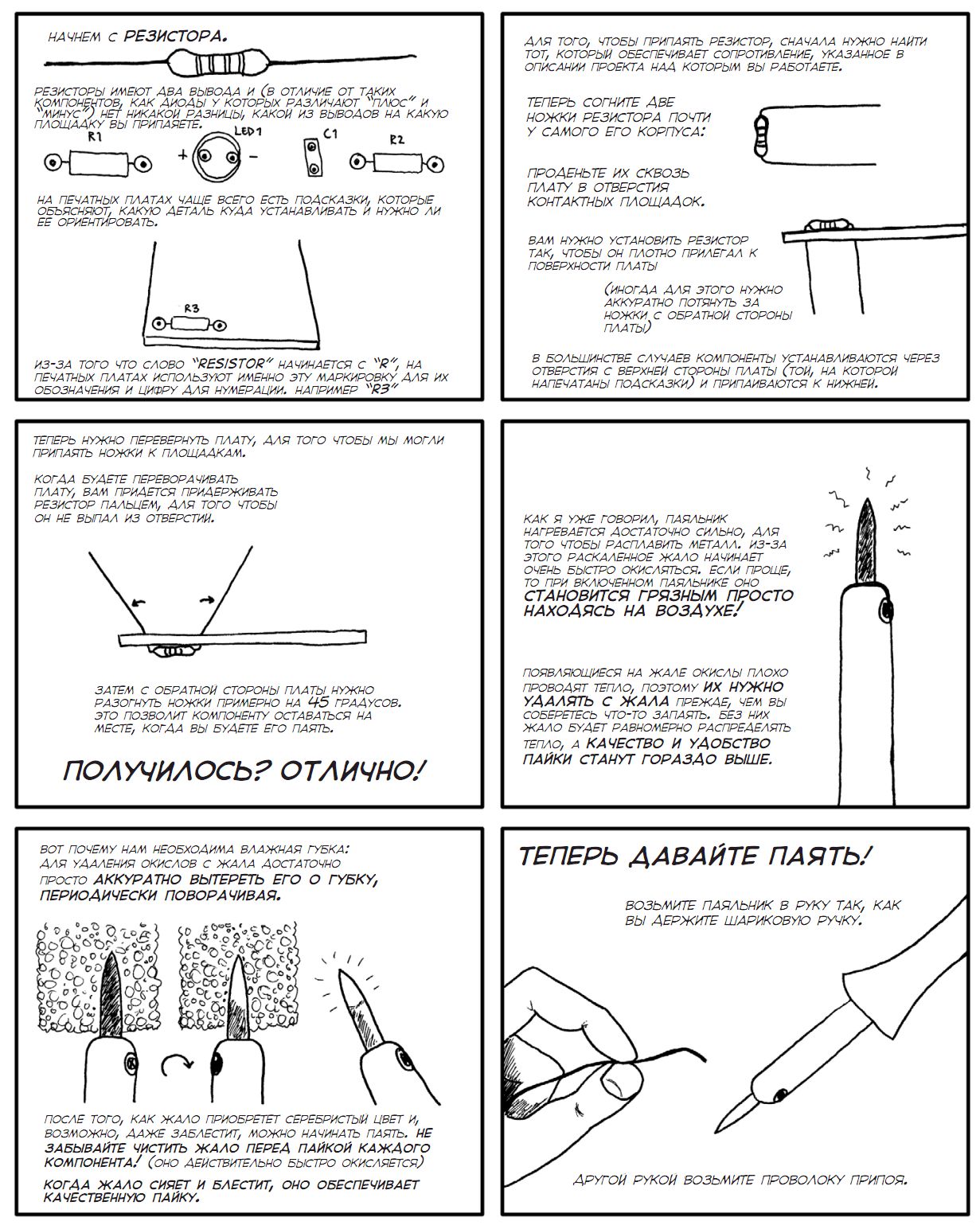
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Чем отличается стержневой паяльник от импульсного: принцип работы
Стержневой паяльник называется так потому, что он выглядит как стержень или ручка для письма. Держится он так же, как и ручка, но не у основания стержня, за рукоятку. Чаще всего рукоятка деревянная, пластиковая или резиновая. Реже встречаются паяльники с керамической рукояткой.
Ни в коем случае нельзя держаться за металлические части, потому что во время работы они нагреваются. Многие допускают ошибку, хватая паяльник возле жала (рабочая часть на конце стержня). Заканчивается это ожогами. Поэтому второй раз такую ошибку не совершают, хотя случаи были.
С паяльником-пистолетом проще разобраться. Его нужно держать за пистолетную рукоятку.
Отличаются два этих паяльника типом нагрева. Стержневой греется всё время после включения в розетку. А импульсный греется только тогда, когда зажат курок. У большинства моделей импульсных паяльников под жалом есть лампочка, которая подсвечивает детали схем.
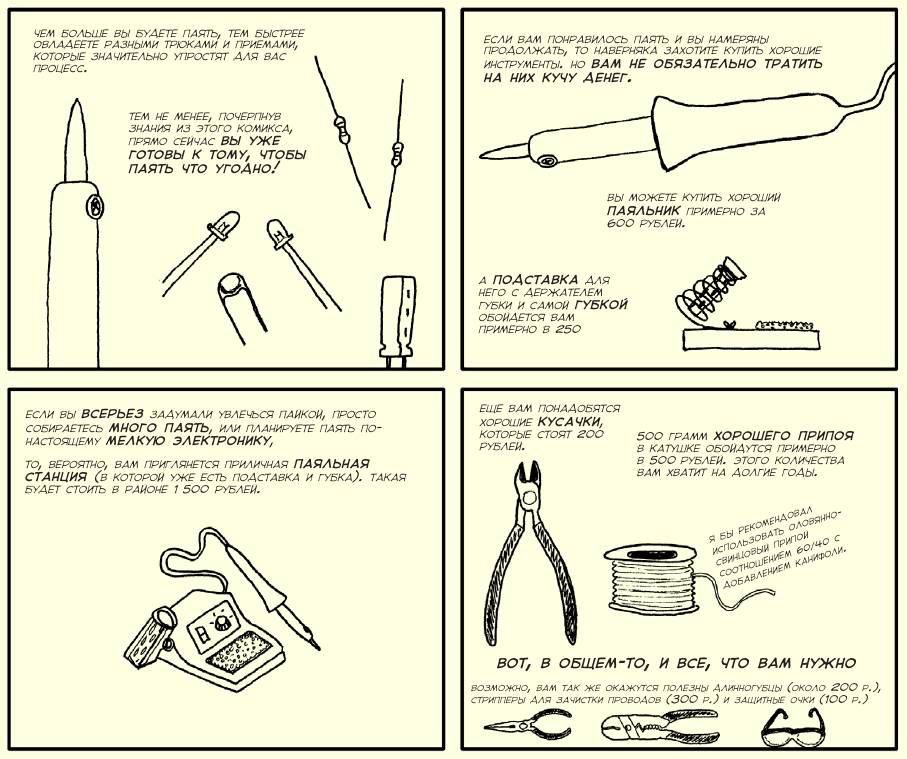
Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
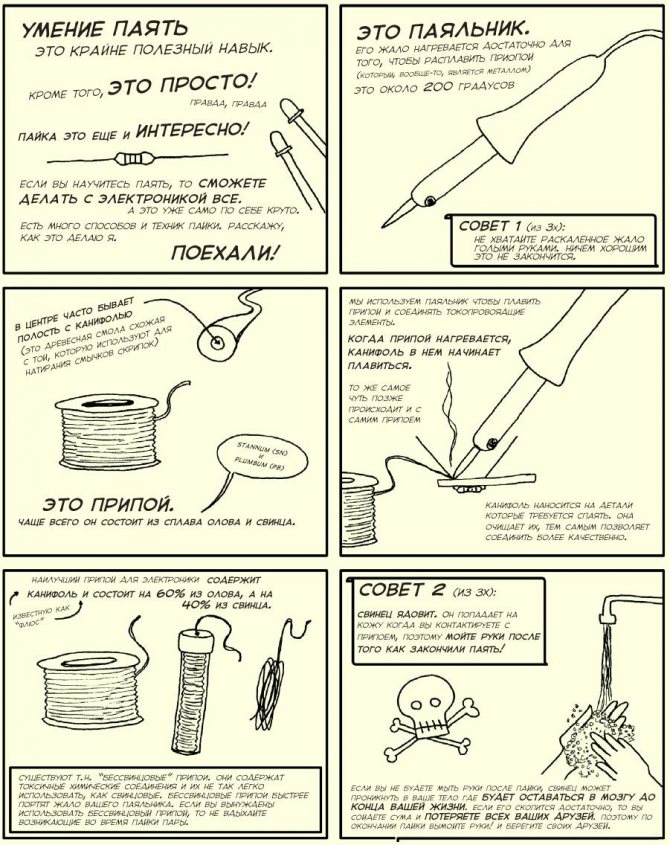
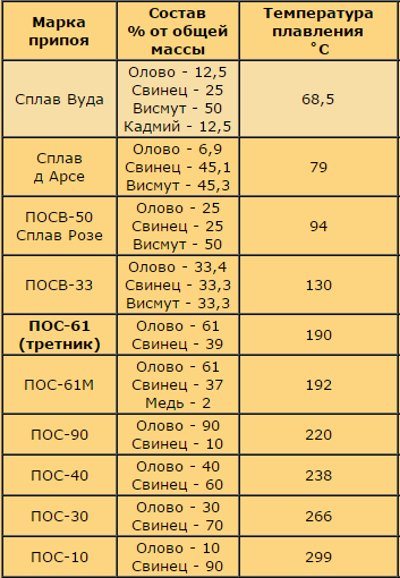
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
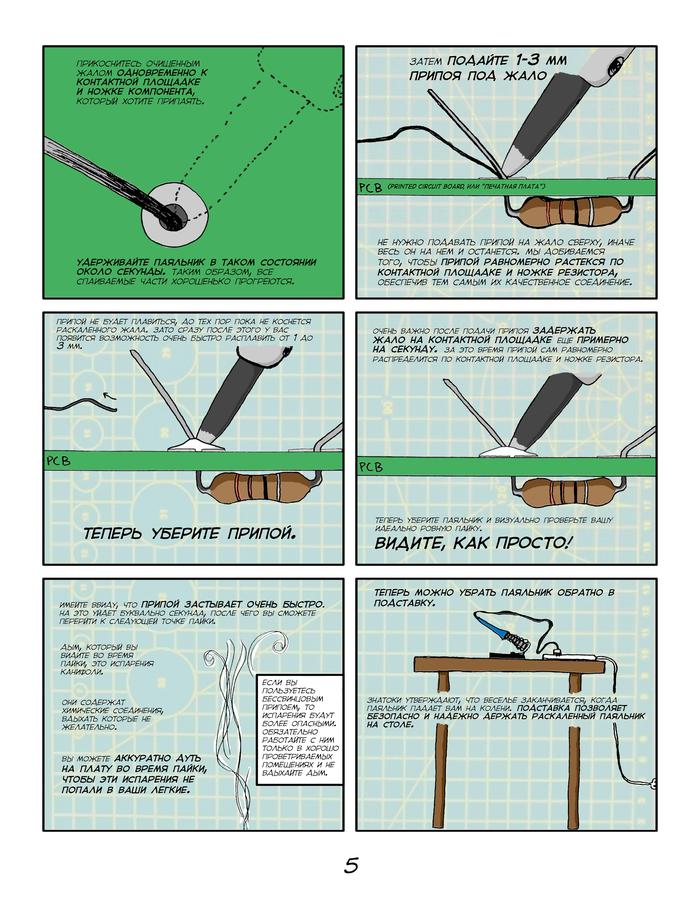
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.




Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Паяльник
Главный инструмент для пайки. Существует множество приспособлений, отличающихся ценой и сложностью конструкции. Самый простой контактный аппарат можно изготовить своими руками. Профессионалы используют паяльники с подачей припоя, которые увеличивают производительность процесса.
Рассмотрим основные виды инструментов.
Молотковый
Своим названием обязан специфической форме, напоминающей молоток. Классический инструмент, которым работали на заре развития технологии. Сейчас используется для соединения массивных деталей – проводов большого диаметра, труб, листового металла.
Конструкция представляет собой ручку-держатель и наконечник из меди, способный долго сохранять тепло. Раньше его нагревали на открытом огне и приступали к работе. Современные аппараты используют электричество для достижения заданных параметров.
Электрический
Самая распространенная конструкция. Своей популярностью инструмент обязан простоте исполнения. Устройство состоит из трех элементов:
- корпус;
- термоэлемент;
- стержень.
Простота конструкции позволяет легко ремонтировать прибор в домашних условиях.
По мнению специалистов – это лучший прибор для изучения основ пайки. Рабочие параметры зависят от мощности термоэлемента.
Стержень или жало – контактная часть паяльника
Многофункциональные устройства оснащают функциями регулировки температуры, за счет изменения уровня напряжения. Это увеличивает круг возможностей использования.
Заслуживает внимания импульсные приборы – одна из разновидностей электропаяльников. Их стоимость выше, чем у классических моделей, однако быстрый нагрев и высокая точность работы компенсируют этот недостаток.
Для пайки заготовок, чувствительных к перегреву используют паяльники с безопасным напряжением – 12 В. Наряду с приборами, работающими от домашней сети, имеется множество беспроводных аппаратов со стационарными источниками питания.
Паста для пайки печатных плат
Состав не сильно отличается от пасты, которую используют, чтобы припаять без паяльника, в порошок входят следующие компоненты:
- олово – 14,8 г;
- канифоль – 4 г;
- цинковая пыль – 738 г;
- свинцовый порошок – 7,4 г.
Для пастообразной консистенции добавляют диэтиловый эфир – 10 мл, его можно заменить, использовать глицерин – 14 мл.
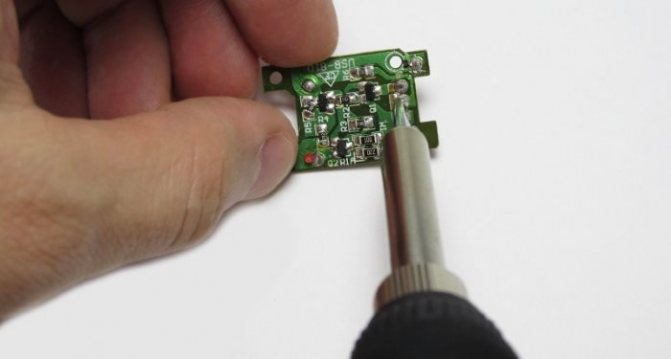
Последовательность пайки:
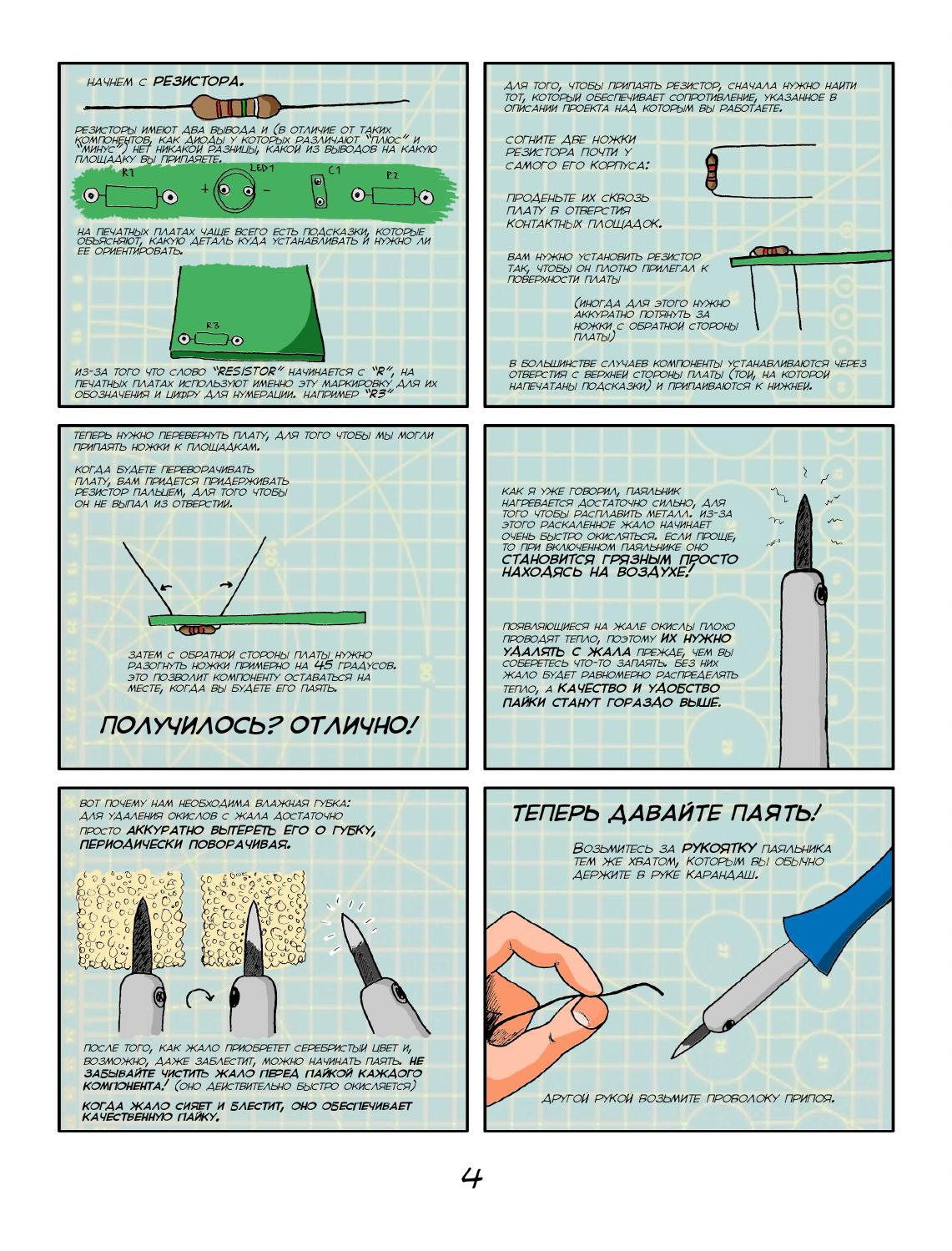
- зачищаются ножки и дорожки печатной платы;
- для того чтобы запаять, ножки деталей вставляются в отверстия платы;
- места, где надо запаять на плате смазываются пастой;
- паста разогревается паяльником до плавления;
- припой растекается и застывает, обеспечивая надежный электрический контакт деталей с дорожками печатных плат.
Устройство электропаяльника
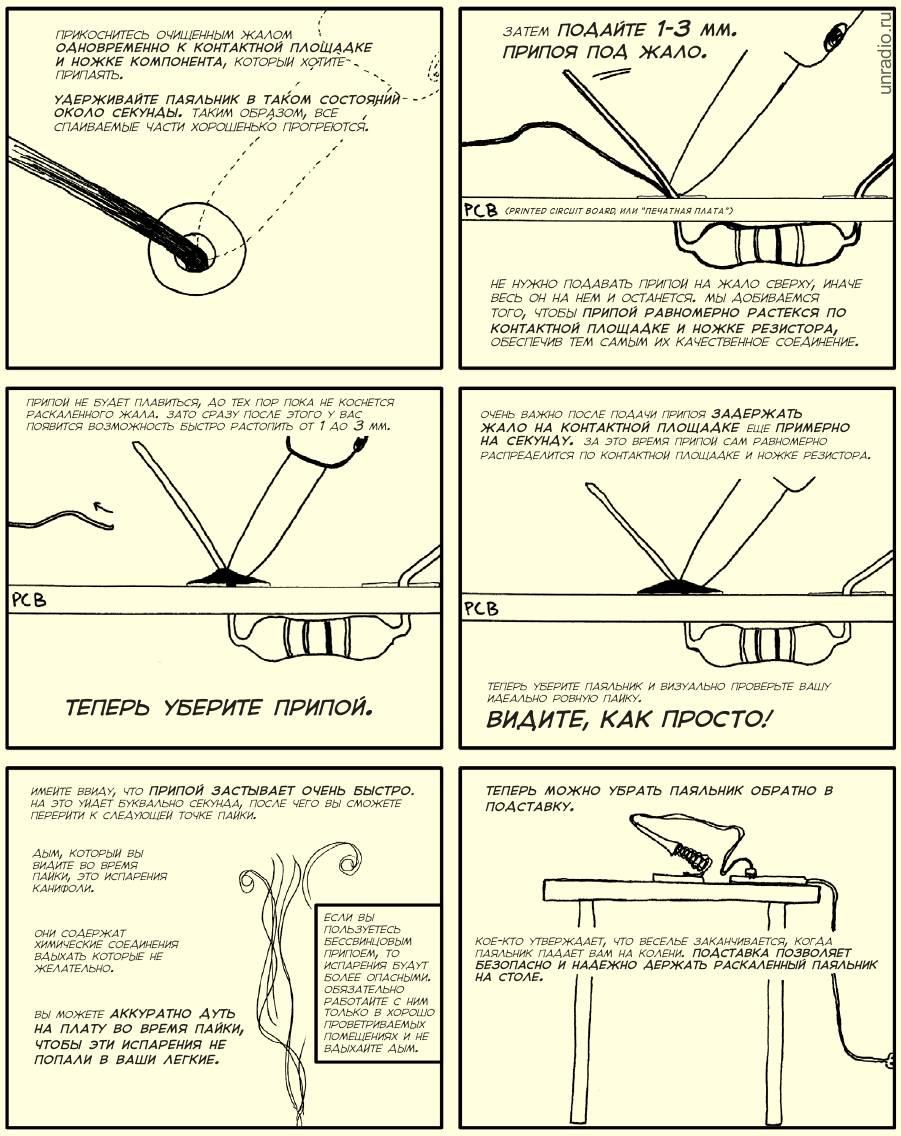
Традиционно паяльник представляет собой инструмент, жало которого нагревается до температуры, достаточной для расплавления припоя и прогрева материала соединяемых деталей. Пайка паяльником имеет свои особенности, соблюдение которых позволит получить качественное прочное соединение.
Электропаяльник состоит из таких деталей:
- нагревательного элемента, заключенного в корпус из материала, не поддающегося горению или плавлению;
- жала. Его делают из меди, могут покрывать стальными, никелевыми сплавами;
- шнура питания.

Некоторые модели могут оснащаться регулятором температуры жала. Нагревательный элемент служит для преобразования электрической энергии в тепловую и передачи ее жалу, которое расплавляет припой. Существуют паяльники со сменными жалами.
Корпус нагревательного элемента – это, как правило, металлическая трубка с отверстиями для отвода избыточного тепла. Шнур питания чаще двужильный с сечением, обеспечивающим безопасное использование инструмента определенной мощности.
Терморегулятор может быть встроен в корпус паяльника, а может быть интегрирован в блок питания. Второй вариант чаще встречается у паяльников, работающих на низком напряжении – 12 В или 36 В. Такими паяльниками чаще пользуются для монтажа электрических плат.
Ошибка №5 Пайка под напряжением.
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.
Делается это
намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность
элемента. Однако с такими кнопочками часто путаешься в каком они состоянии,
отключенном или включенном.
Если на
вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей
части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”.
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.
Сперва
убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить
можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы
забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте
может умереть окончательно и бесповоротно.
Выбор флюса и припоя для пайки проводов
В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.





Храрактеристики припоев
Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям.
Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов — это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое.
Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки, в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же.
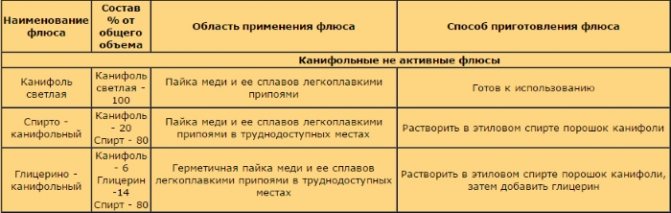
Флюсы на основе канифоли для пайки электрическим паяльником
Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные.
Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку.
Что такое пайка?
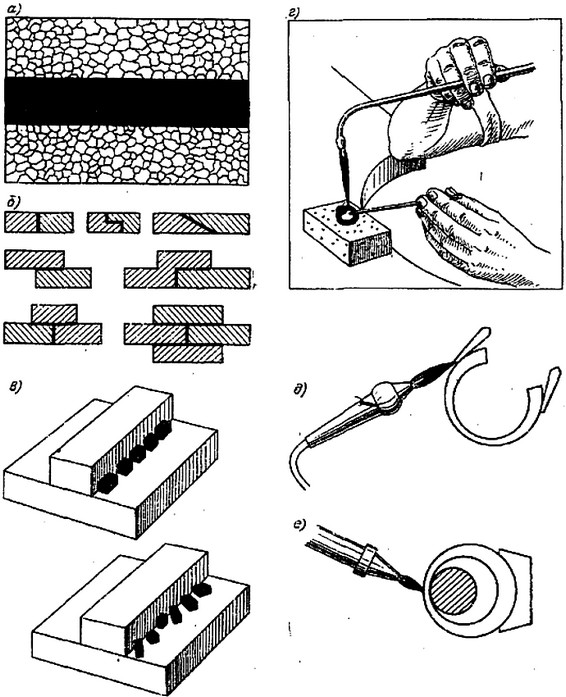
Пайка своими руками в домашних условиях сводится к следующим технологическим операциям:
- Паяемые поверхности очищают от загрязнений, коррозионных корок и т.п.
- Зачищают до блеска, т.е. до отсутствия видимых следов окислов;
- Покрывают флюсом – веществом, удаляющим остатки окисла и не допускающим окисления поверхностей в дальнейшем процессе. Для флюсовки под лужение предпочтительно использовать не жидкие или твердые флюсы, а флюс-пасты;
- Затем поверхности лудят – наносят на них расплавленный припой (специально предназначенный для пайки сплав), он при этом растекается тонкой пленкой и химически соединяется с основным металлом;
- Детали предварительно соединяют механически: скруткой, сжатием пинцетом, пассатижами, в тисках, струбциной и пр.
- Наносят еще флюс, чтобы не допустить окисления припоя под нагревом;
- Наносят с прогревом еще припой (возможно, уже другой) до получения спая заданного качества;
- Если пайка велась паяльником с луженым жалом (см. ниже), по ее окончании его очищают и покрывают неактивным флюсом. Чтобы пайки были качественными, обычный паяльник должен храниться с зафлюсованным жалом!
Далее мы рассмотрим подробнее операции ключевые, на которые следует обратить особое внимание, чтобы научиться паять как следует
Зачистка
Зачистка после очистки – первая каверзная операция пайки. Использование для нее абразивов недопустимо! Их мельчайшие частички, въевшиеся в металл, полностью удалить невозможно. Впоследствии они становятся очагами процессов, разрушающих спай.
Зачищают поверхности под пайку надфилем, напильником, шаберным инструментом (разные виды скребков) или просто ножом. Но лучше всего, особенно если готовятся для пайки токоведущие провода, сразу покрыть их активированным флюсом (см. далее), а после пайки тщательно удалить его остатки. Это удобно делать зубной щеткой, смоченной спиртом.
Как приготовить флюс для пайки своими руками
Разобравшись с тем, что такое флюс для пайки, стоит рассмотреть самый простой способ самостоятельного изготовления подобного вещества, используемого при пайке радиодеталей, для лужения печатных плат:
- Несколько кусков канифоли заворачиваются в плотную ткань;
- При помощи ударов тяжелого молотка по образовавшемуся кульку находящаяся внутри канифоль тщательно измельчается;
- Полученную измельченную канифоль засыпают в емкость с этиловым спиртом и, помешивая, растворяют в нем полностью.

Для того чтобы ускорить растворение канифоли, емкость со спиртом помещают в небольшую кастрюльку с горячей водой. Для получения гелеобразного вещества в полученный раствор добавляют глицерин.
Ошибка №3 Работа без очков.
При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.
Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Секреты пайки
-
Использование материалов по назначению. Для пайки можно применять олово. Но его температура плавления составляет 230 ºС. При радиомонтаже соединяемые детали могут выйти из строя из-за перегрева. Сплав олова со свинцом становится жидким при температуре 180-200 ºС. К тому же он дешевле, а качество соединения получается не хуже. Чистое олово преимущественно используют при ремонте емкостей. В радиомонтажных работах применяют припой марки ПОС-61, где число показывает процентное содержание олова. Для удаления окислов с места соединения применяют флюсы. Жестянщики используют для этого кислоты, которые непригодны для электрических соединений. Для них нужно использовать флюсы, которые не будут разрушать контакты. Как правильно паять паяльником с канифолью, которая чаще всего применяется для защиты соединений от окисления?
Она является пассивным флюсом и должна постоянно защищать расплавленный припой от контакта с воздухом, препятствуя появлению окислов, но с поверхности их не удаляет. Удобным для работы является трубчатый припой, заполненный изнутри канифолью. Для труднодоступных мест используется ее спиртовой раствор.
-
Жало паяльника должно быть зачищено и покрыто слоем припоя, чтобы оксидный налет не мешал в работе.
-
Поверхности контакта предварительно зачищают и залуживают. Тогда соединение получается надежным и прочным.
-
Детали следует правильно соединять и прогревать места спайки.
Как правильно паять паяльником: несколько советов
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
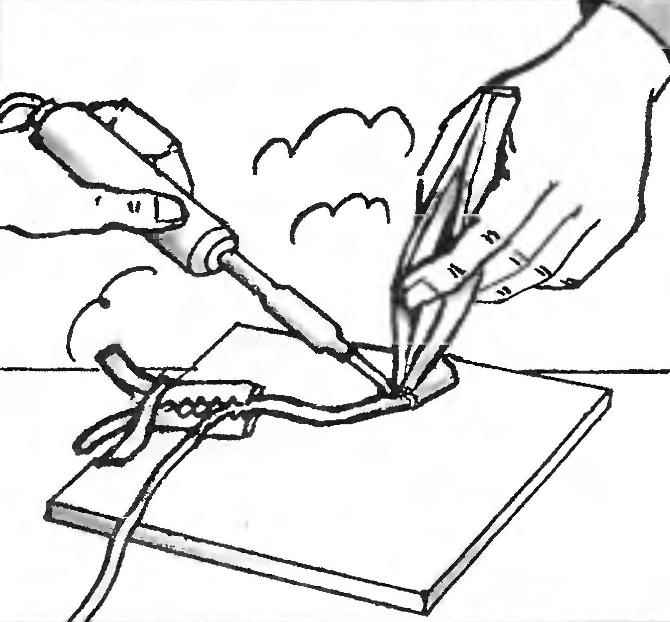
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
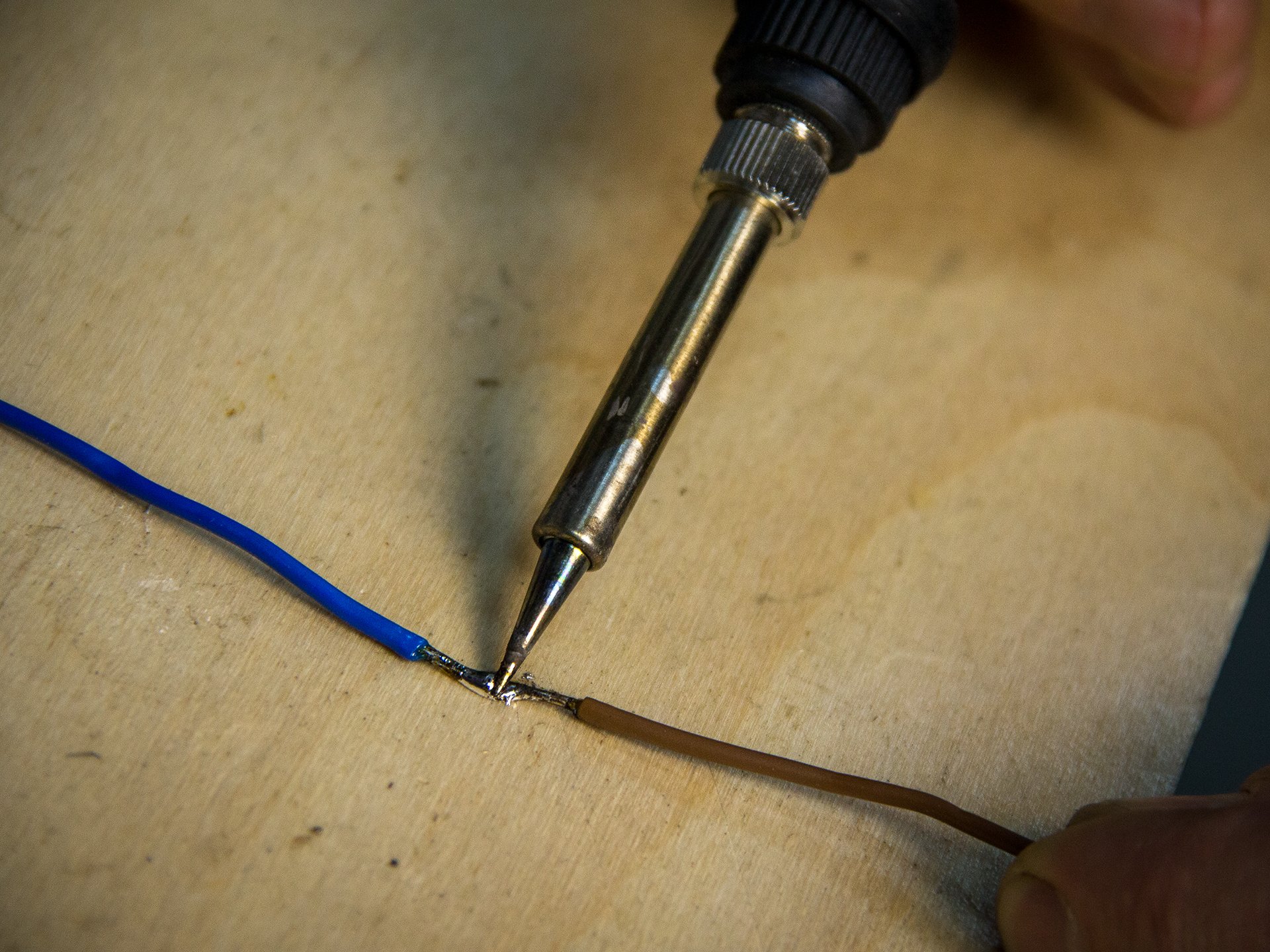
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
- она нормального цвета (с ярким блеском);
- без излишков припоя;
- ее не получится разорвать, потянув проводники в разные стороны;
-
изоляция не оплавлена.
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Как сделать жидкую?
Твердый паяльный флюс не всегда удобно использовать. Если металл расположен горизонтально и на плате много места для работы паяльником, достаточно взять кусочек флюса, расплавить его и добавить припой. Часто положение детали горизонтальное и олово стекает. В таком случае используется жидкий сосновый флюс.
- Измельчить канифоль и насыпать в стеклянную посуду.
- Залить ацетоном.
- Растворить, поместив закрытую емкость в горячую воду и регулярно встряхивая ее.
Ацетон можно заменить скипидаром, бензином, этиловым спиртом и минеральным маслом для создания флюса для пайки своими руками из канифоли. При работе с деталями любой сложности достаточно нанести кисточкой полученную жидкость.
Можно делать и гель. Для этого смешать канифоль с вазелиновым маслом. После растворения можно заправить составом шприц без иглы и наносить флюс или использовать натирание поверхности густым составом.


Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.
Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.
Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.
Канифоль — это очень интересное вещество
Канифоль – это аморфное, хрупкое вещество, имеющее стекловидную структуру и цвет от светло-желтого до темно-красного. Она получается после отгонки летучей составляющей из смол хвойных деревьев. Химические свойства канифоли (до 90% смоляных кислот, в том числе основная – абиетиновая) делают ее нерастворимой в воде, но растворяющейся в эфирах, спирте, хлороформе и бензоле. При нагревании до 50-120 С (для разных сортов) канифольные бруски размягчаются.

Откуда произошло слово «канифоль»? Это, вероятнее всего, искаженное название древнего греческого города Колофон, вокруг которого росли деревья, дающие такое вещество. В древности (более трех тысяч лет назад) из смол получали скипидар путем нагревания, а сухой остаток как раз и являлся примитивной канифольной субстанцией.
Канифоль – это аксессуар, без которого нельзя играть, например, на скрипке, альте, контрабасе, виолончели. При натирании смычка кусочком этого вещества образуются свободные молекулы, которые дают определенное сцепление со струной, что способствует извлечению звука. Такую канифоль часто производят непромышленным способом из смол, собранных исключительно осенью с добавлением «секретных» ингредиентов, которые свои у каждой фирмы (может добавляться металлическая, серебряная и даже золотая пыль и др.). Кроме того, канифолью раньше натирали подошвы перед спортивными состязаниями, к примеру, борцов, а также седла жокеев перед скачками.

Канифоль – это вещество, которое широко применялось и применяется в промышленности. В прежние времена она была востребована в мыловарении, производстве пластырей, сургуча. Сегодня составами с канифолью пользуются для крепления стеклянных составляющих ламп к цоколям, для производства лаков, при полиграфических работах, на паяльных производствах, а также в бумажной промышленности. И везде применяется ее главное свойство – способность создавать липкие соединения при нагреве.
Производство канифоли в общих чертах не изменилось за тысячелетия. Исходный материал (просмоленные пни, собранная смола — живица) помещают в кубы, где он обрабатывается паром или подогревается на огне. Из центнера живицы получают около 12 кг скипидара (отгоняется) и 70 кг канифоли, которая уваривается для удаления жидкости и размещается по емкостям. Если вещество извлекается из пней, то они предварительно измельчаются, а потом смесь щепок и воды подвергается процессу экстрагирования. Из одного кубического метра просмоленной древесины можно получить около сорока килограммов канифоли.

Какие основные нормативные акты используются предприятиями, которые выпускают канифоль? ГОСТ № 19113 – 84, в частности, содержит основные требования к продукции и ряду параметров производства. Из него мы можем узнать, какой должен быть внешний вид у канифоли, какова допустимая плотность, содержание воды, температура размягчения, кислотное число и др. В документе также указываются требования к безопасности производственного процесса (канифоль – это умеренно опасное вещество, т.к. ее аэрозоль может вызвать раздражение), правила приемки, методы анализа готового продукта, правила хранения и гарантии.
Как подготовить жало
Работу с паяльником необходимо начинать с проверки его состояния и параметров. Состояние устанавливается путем осмотра. должно быть чистым, без нагара. Питающий провод должен быть целым, без нарушений изоляции.

Информацию о параметрах паяльника – рабочем напряжении и мощности – содержит инструкция. Помимо этого, значение требуемого напряжения должно быть промаркировано на корпусе.
Если паяльник совершенно новый, необходимо сначала прогреть его и дождаться, пока обгорит заводская смазка внутри корпуса. В этот период необходимо обеспечить очень хорошую вентиляцию помещения.
Жало нового паяльника следует заточить или отформовать легкими ударами молотка. Второй вариант, при наличии должных навыков, предпочтительнее, так как кончик жала становится плотнее и меньше сгорает.
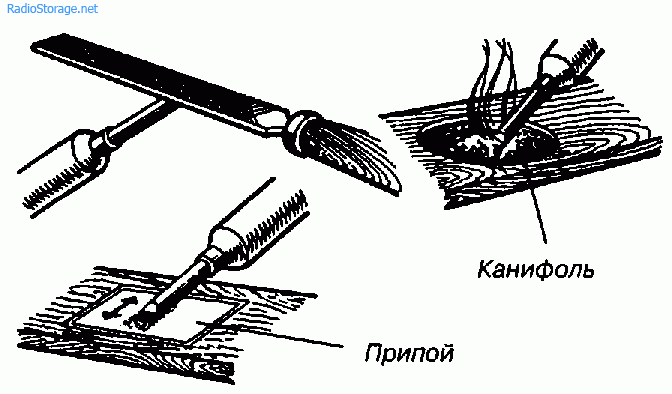
Далее необходимо облудить жало паяльника. Это необходимо для того, чтобы припой приставал к нему, а не скатывался. Для этого нужно нагреть жало, смазать его флюсом и сразу же прикоснуться к припою (обычно он оловянный).
Расплавленный припой покроет жало паяльника. Можно дополнительно распределить припой деревянной щепкой.
Облуженное жало покроется тонкой оловянной пленкой, препятствующей окислению материала, из которого оно изготовлено. После проведения этих операций паяльником можно пользоваться.