
Сфера потребления алмазных кругов и классификация
Заточные круги алмазные по назначению пользуют для заточки пил изготовленных из твёрдых сплавов, с их помощью выполняют доработку напаек, они незаменимы при заточке токарных резцов и т. д. У них мелкая структура, позволяющая выполнить отделку обрабатываемого изделия, что невозможно сделать, используя рядовой стандартный абразивный наждак. Диски шлифовальные разных видов, типов алмаза и зернистости на механических и органических связках используют для доработки и заточки токарных резцов, фрез и других приборов из твердого сырья. Российский рынок алмазных кругов представлен изделиями разнообразной формы:
- тарелка;
- чашка;
- профиль;
Какой диск применять в каждом конкретном случае, нужно определять индивидуально, исходя из предлагаемой заготовки, поверхности, площади и технологичности. Если для дисковой пилы нужен круг тарелка, которая благодаря острому краю может работать между зубьями, то для ножа более подходящим будет прямой профиль или чашка. Чтобы вернуть первоначальные качества токарных резцов, сверл и других приборов необходимо использовать надежные точила.
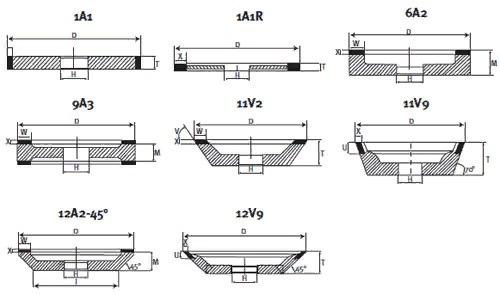
Формы алмазных дисков
Заточные круги различают и по зернистости:
- 100/80 – мелкая фракция;
- 125/100 – средняя;
- 160/125 — крупная;
- 200/160 – более крупная;
Изделия с мелкой зернистостью используют для завершающей доводки токарных резцов, ножей, лезвий и т. п. Используя изделия со средним звеном можно добиться нужной остроты режущей части приспособления. Крупная структура зерна позволяет, например, снять часть металла и выровнять режущую часть детали. Изделия с мелкой и средней зернистостью наиболее распространены, ими пользуются и в быту.
Точильный диск различают по диаметру (125–300 мм). Поэтому подбирать его нужно исходя из размера имеющегося точила
Немаловажной считается в таких изделиях толщина и ширина алмазного слоя. Широкий слой позволит удобно обработать деталь приличной площади или большого диаметра сверло, кроме того, износ алмазного покрытия будет продолжительным
Алмазные круги для заточки универсальны, именно они могут реставрировать режущие возможности вышедшего из работы продукта, а после выполнения этой процедуры вернуть в технологический процесс. Его употребляют для заточки концевых и дисковых фрез, резцов, сверл разного диаметра, такой инструмент после обработки отличается достойными режущими способностями и точностью.
https://youtube.com/watch?v=q-YOP-F7jt8
Отличительной чертой такого заточного круга считается наличие на рабочей части мелкой фракции алмазного зерна, доказано практикой, что он способен выполнить точную отделку режущей части резца, пластины, ножа и других инструментов. В зависимости от цели применения делается выбор алмазного круга для заточки. Для финишной доработки практикуют использование точила прямого профиля.
Зернистость
Круги бывают мелкими, средними и крупными, правда, зерно обозначается сразу 2 числами через дробь.
- 200/160 — самый крупный
- 165/100 — крупный
- 125/100 — средний
- 100/80 — мелкозернистый
Самое крупное алмазное зерно применяют там, где необходимо снять слой металла заметно. Например, для выравнивания режущей части ножа. Также используют крупное.Среднее зерно — для доводки режущей части, для придания идеальной остроты.Мелкое — для окончательной доводки — для заточки ножей как лезвие подойдет.
Также в маркировке можно увидеть значение АС4. АС — алмаз синтетический. Чаще всего такие круги делают из него, поэтому особо заморачиваться не стоит.
Вывод — «алмазы» отлично подходят для заточки инструмента, чаще всего это твердый сплав и твердые инструментальные стали(Р18, Р9, сталь с кобальтом Р6М5К5 и другие). Помимо этого можно точить ножи и другие бытовые инструменты, правда тогда лучше брать более крупное зерно(не менее 165/100), а то если купите для дома круг с зерном 100/80, то ничего на нем заточить не сможете, уж настолько он мелкий, будет только снимать микроны, незаметные глазу.
Мои рекомендации — для большинства заточных работ по дому отлично подойдет алмазная тарелка 12А220 150*10*3*18*32 зерно 165/100. Её стоимость примерно 650 рублей, у нас такие просто нарасхват.
Из качественных производителей рекомендую продукцию Белгородского завода. Их продукция просто замечательная, используем в работе только их. Да и заводы берут и хвалят. В общем, если подбираете — ищите Белгородскую марку.
Режущий инструмент тупится во время работы. Это естественный процесс. Качество металла резца или пилы может повлиять разве что на скорость изнашивания, но в любом случае от операции заточки не уйти. Именно для этой процедуры существуют специальные круги алмазные заточные. Их закрепляют на точильный станок или шлифовальную угловую машинку.
Конструкции заточных дисков бывают разными, например, есть алмазная тарелка, инструмент в виде чашки, просто плоский диск либо любой другой формы. Все это множество конфигураций обусловлено целью сделать удобным выполнение шлифования или заточки разного инструмента.
Наиболее востребованы алмазные круги для заточки дисковых пил. Они рассчитаны на работу с твердыми победитовыми напайками, с которыми тяжело справиться обычному заточному инструменту. Попробуем разобраться в вопросах, как устроены алмазные круги, какими бывают и для чего конкретно предназначен тот или иной тип изделия.

Сфера применения
Высокая надежность и износостойкость алмазной чашки ставят ее вне конкуренции среди прочих оснасток для обработки твердых материалов. С помощью насадки осуществляют обдирку и шлифовку бетона, кирпичной кладки, каменной плиты, керамогранита, тротуарной плитки. Алмазные диски широко применяются для полировки природного камня – мрамора или гранита. К операциям, выполняемым с помощью дисков, относят грубую, профилированную и финишную шлифовочные операции. Алмазные чашки используются в следующих целях:
- удаление наплывов стяжки;
- обдирка неровностей;
- выравнивание швов;
- шлифование стыков;
- зачистка поверхностей;
- удаление старого или выступающего слоя;
- финишная полировка.
При установке насадок на болгарку обычно применяют пылеотсос или смачивают обрабатываемую поверхность водой (влажная шлифовка). Это поможет снизить количество пыли и упростить уборку.

Шлифовальные диски по бетону получили широкое применение при демонтажных работах. Они эффективно снимают слои отслужившего клея, трудноудаляемых покрытий (эпоксидка, штукатурка, гипс) и обладают большим ресурсом. Шлифование алмазной чашкой позволяет сэкономить время: она не только убирает ненужные наслоения, но и сразу выравнивает поверхность.
Выбираем круги и чашки для заточки резцов инструмента
Режущий инструмент тупится во время работы. Это естественный процесс. Качество металла резца или пилы может повлиять разве что на скорость изнашивания, но в любом случае от операции заточки не уйти. Именно для этой процедуры существуют специальные круги алмазные заточные. Их закрепляют на точильный станок или шлифовальную угловую машинку.
Конструкции заточных дисков бывают разными, например, есть алмазная тарелка, инструмент в виде чашки, просто плоский диск либо любой другой формы. Все это множество конфигураций обусловлено целью сделать удобным выполнение шлифования или заточки разного инструмента.






Наиболее востребованы алмазные круги для заточки дисковых пил. Они рассчитаны на работу с твердыми победитовыми напайками, с которыми тяжело справиться обычному заточному инструменту. Попробуем разобраться в вопросах, как устроены алмазные круги, какими бывают и для чего конкретно предназначен тот или иной тип изделия.

Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор алмазного круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.

Диаметр алмазного круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
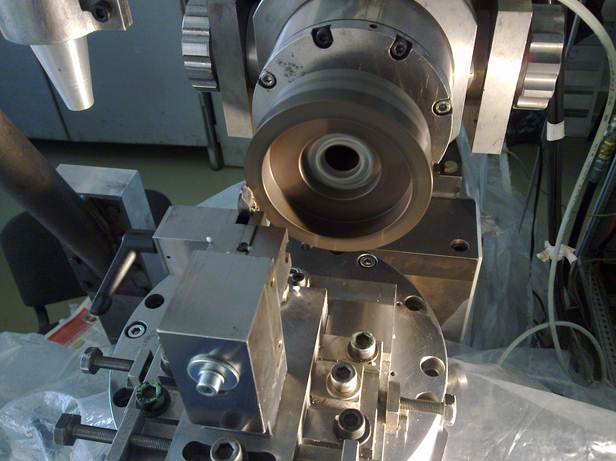
Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
Общая последовательность затачивания выглядит следующим образом:
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия алмазного круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).

СПРАВКА: Шаблоны можно купить или сделать специальные трафареты из металла самостоятельно.
Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление алмазных кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Алмазный круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
Виды алмазных чашек
Существует несколько основных критериев классификации инструмента, которые обуславливают его сферу применения:
- Тип связующего вещества.
- Параметры алмазной крошки.
- Форма и расположение фрез.
- Количество рядов – одно- или двухрядные.
Применяется три основных типа связующего материала – органический, металлический и гальванический. Органическое связующее наименее твердое, но обладает высокой термостойкостью, что позволяет использовать данные чашки для выполнения работ на высоких скоростях. Из-за минимизации прилагаемых усилий данный вид чашек более всего подходит для чистовой обработки поверхностей, а также заточки инструментов из твердых марок стали.
Металлическое связующее вещество наиболее твердое, но подвержено сильному нагреву из-за высокой теплопроводности металла. Поэтому чаще всего чашки на его основе используются для черновой обработки поверхностей. Также они отлично подходят и для профилирования после грубого снятия поверхностного слоя. Гальванический материал создан на основе никеля и также обладает высокой теплопроводностью. Чашки на его основе часто используются для резки технического стекла, фактурной обработки камня, изготовления алмазных головок и других работ. Данный тип связующего не подходит для обработки металла.
Следующий важный показатель – зернистость рабочего покрытия. В зависимости от размера крошки оно может быть мелко-, средне- или крупнозернистым. Размер зерна можно определить по двум цифрам через дробь. Для мелкозернистых чашек наиболее частый размер 100/80, универсальная среднезернистая 165/100, крупнозернистая – 200/160. От размера крошки зависит тип операции. Чем оно более крупное – тем больший слой материала можно снять и, соответственно, более шероховатой будет поверхность.
Виды алмазных дисков
Итак, одно мы уже знаем точно – для резки любого типа материала мы теперь выбираем только алмазные диски. Но какой диск выбрать среди них? Действительно, несмотря на кажущееся сходство, алмазные диски различаются по внешнему виду и функциональному назначению. Для того, чтобы при резке или шлифовке добиться наилучшего результата, и, что намного важнее, для того, чтобы не повредить само лезвие и пилу, в каждом отдельном случае необходимо использовать правильный тип диска. В промышленном строительстве выделяют три основных вида алмазных дисков:
Сегментные диски

Этот вид алмазного диска легко отличить по глубоким вырезам (или сегментам), идущим по краю лезвия. Размер и форма сегментов варьируются от диска к диску в зависимости от типа материала для резки: например, лезвия для асфальта обычно имеют более широкие U-образные бороздки, тогда как в диске для бетона эти бороздки будут намного уже. Кроме того, чем более абразивным является разрезаемый материал, тем шире должны быть прорези между сегментами – для лучшего отвода тепла и удаления отработанного шлака. Наконец, сами прорези могут быть разной формы: угловой, каплевидной или в виде замочной скважины. Так, сегментные алмазные диски с прорезями в форме замочной скважины могут быть использованы практически для любых материалов, в то время как диски с угловыми прорезями используются, как правило, только для резки мрамора и гранита.
Сегменты – это ахиллесова пята всех подобных резаков, их главное преимущество и их же главный недостаток. С одной стороны, вырезы создают множество воздушных потоков, позволяя быстро охлаждать сердечник лезвия и линию разреза. Благодаря этому сегментные диски чаще других используются «в полях», там, где нет возможности использовать влажную резку. С другой стороны, сегменты «рвут» кромку материала, давая самый неаккуратный и грубый срез. Поэтому лучше всего сегментные алмазные диски подходят для резки бетона, кирпича, известняка и других твердых или армированных материалов – там, где имеет значение результат, а не точность, и, наоборот, использование этого типа лезвия на хрупких материалах вроде плитки обычно приводит к сколам или рваному краю разреза.
Сплошные диски

В отличие от сегментного диска, сплошной алмазный диск, как нетрудно понять из названия, представляет собой сплошное лезвие без каких бы то ни было сегментов или вырезов. Из-за их отсутствия подобные диски используются только для влажной резки: роль воздуха, очищающего и охлаждающего лезвие, в данном случае выполняет вода. Кроме того, сплошной диск, как правило, режет материал намного медленнее – но при этом обеспечивает наивысшее качество среза. Сплошной алмазный диск можно и нужно использовать там, где требуется гладкий и качественный пропил и там, где есть высокий риск сколов: при резке керамической плитки, фарфора, керамогранита или мрамора. В ручных углошлифовальных машинах чаще всего можно встретить сплошные диски диаметром от 100 до 150 мм; диски большего диаметра, как правило, используются в циркулярных и плиточных пилах.
Турбо

Среди всех разновидностей алмазных дисков диск «турбо» является, пожалуй, самым сбалансированным, совмещая в себе лучшие качества сегментных и сплошных лезвий. Его рабочая поверхность представляет собой сплошной обод с зубчатой кромкой, предназначенной для увеличения скорости резки при сохранении гладкости пропила; кроме того, очень часто на алмазных турбо-дисках можно заметить многочисленные отверстия, призванные охлаждать лезвие во время работы. Несмотря на то, что его сегменты в разы меньше, чем у диска первого типа, диск «турбо» отлично сохраняет свою поверхность прохладной и может быть использован как для влажных, так и для сухих работ. Говоря проще, «турбо» способен резать те материалы, на которых запнется сплошной диск (вроде бетона, кирпича или известняка), но сделает это намного быстрее, за счет выталкивающих шлак турбо-элементов, и аккуратнее, чем его сегментный собрат.
Виды зернистости в зависимости от вида обработки
Под зернистостью понимают размер основной массы зерен среди общего количества алмазных частиц в абразиве. Размер зерна обычно определяется тремя параметрами: высотой, шириной и толщиной, но на практике за основу берут ширину. Чистота обработки поверхности материала зависит от степени зернистости круга для заточки. Также этот параметр влияет на оперативность проведения работ, количество металла, который можно удалить за один проход инструмента по заготовке и изнашиваемость рабочей области алмазного диска для заточки. Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.

По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Как купить инструмент «Круги алмазные»?
Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Купить», затем необходимо перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа с указанием ваших координат. После этого на вашу электронную почту (если она указана верно) придет письмо, о том что ваша заявка принята.








Доставка инструмента
Заказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. По умолчанию, все счета выставляются без учета транспортных расходов.
Обращаем Ваше внимание на то, что согласно ст. 26.1 закона «О защите прав потребителей» Покупатель имеет право отказаться от товара в любое время без объяснения причин до его передачи, а после передачи товара – в течение 7 дней
Возврат товара надлежащего качества возможен при условии, если указанный товар не был в употреблении, сохранен его товарный вид, потребительские свойства, а также документ, подтверждающий факт и условия покупки.
В случае отказа от товара компания производит возврат денежных средств, уплаченных Покупателем по договору, за исключением расходов на доставку возвращенного товара от Покупателя, в течение 10 дней со дня предъявления Покупателем соответствующего требования.
Обмен товара надлежащего качества
Согласно ст. 25 «О защите прав потребителей» Покупатель имеет право обменять товар надлежащего качества на аналогичный товар у продавца, у которого этот товар был приобретен, если указанный товар не подошел по форме, габаритам, фасону, расцветке, размеру или комплектации. Обменять товар на подходящий Покупатель может в течение 14 дней, не считая день покупки.
Обмен производится только при условии сохранения товарного вида и потребительских свойств товара, наличии товарного чека или иного документа, подтверждающего оплату, а также, если указанный товар не был в употреблении. В случае, если аналогичный товар отсутствует в продаже, Покупатель имеет право требовать возврата денежных средств, уплаченных им за указанный товар.
В случае отказа от товара компания производит возврат денежных средств, уплаченных Покупателем по договору, за исключением расходов на доставку возвращенного товара от Покупателя, в течение 14 дней со дня предъявления Покупателем соответствующего требования. Кроме того, по соглашению с продавцом, Покупатель может обменять товар при поступлении аналога в продажу.
Возврат товара ненадлежащего качества
В случае обнаружения недостатков товара Покупатель вправе:
- Потребовать замены на товар этой же марки (модели);
- Потребовать замены на такой же товар другой марки (модели) с соответствующим перерасчетом покупной цены;
- Потребовать соразмерного уменьшения покупной цены;
- Отказаться от исполнения договора купли-продажи и потребовать возврата уплаченной за товар суммы.;
Возврат товара ненадлежащего качества осуществляется средствами продавца.
Приведенные выше условия возврата/обмена товара не распространяются на товар, изготовленный по индивидуальному заказу Покупателя.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
Заточка чашечным алмазным кругом
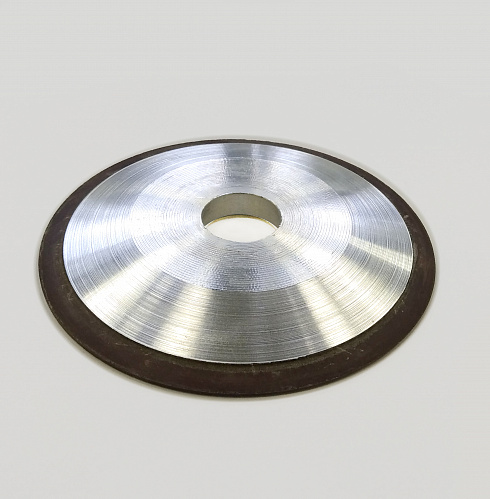
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
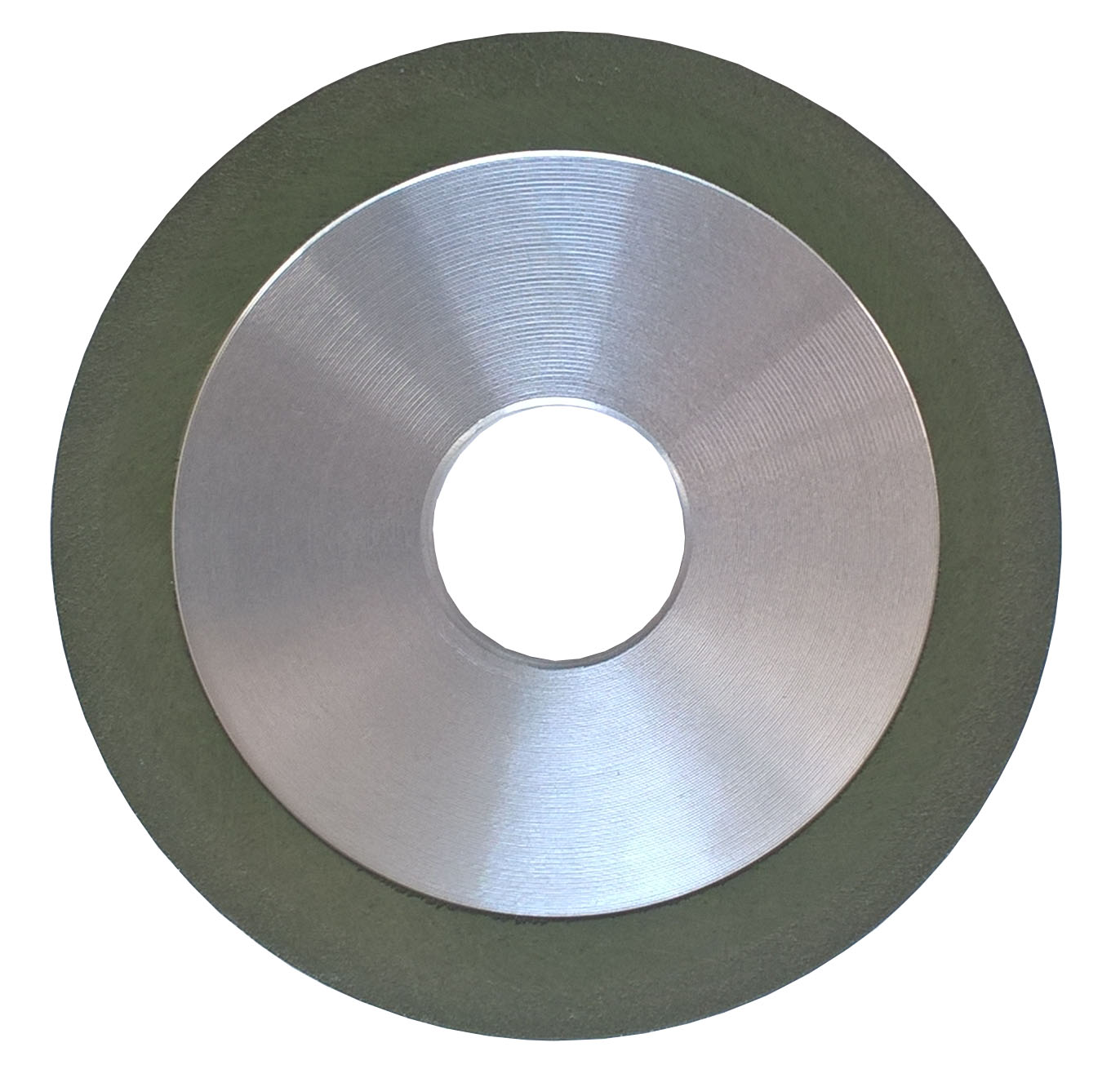
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Круги для заточки инструмента бывают не только абразивными(почитать о вулканитовых кругах). Конечно, чаще всего на наждаках стоят именно такие, поскольку без проблем выполняют требования владельца. Поточить кухонный нож или ножницы — без проблем. Однако существуют и другие виды — алмазные.




Они также подходят для заточки домашнего инструмента, но для более тонкой доводки. Поточить топор таким кругом не получится, слишком уж мелкое зерно у него. Итак, алмазные круги служат для заточки инструмента, ими затачивают твердый сплав(напайки на бурах для перфоратора, напайки на сверлах и дисковых пилах для циркулярной пилы).
Как видим, область применения достаточно велика. Плюсы таких кругов — они практически не изнашиваются, одного круга хватает на год и более(в зависимости от частоты использования). В бытность мою работы гравером по камню для заточки победитовых резцов(вырубать узоры на граните) мы пользовались алмазной чашкой, установленной на наждак — ее хватило на 3 года использования (а точили резцы из стали Р18 мы каждый день).
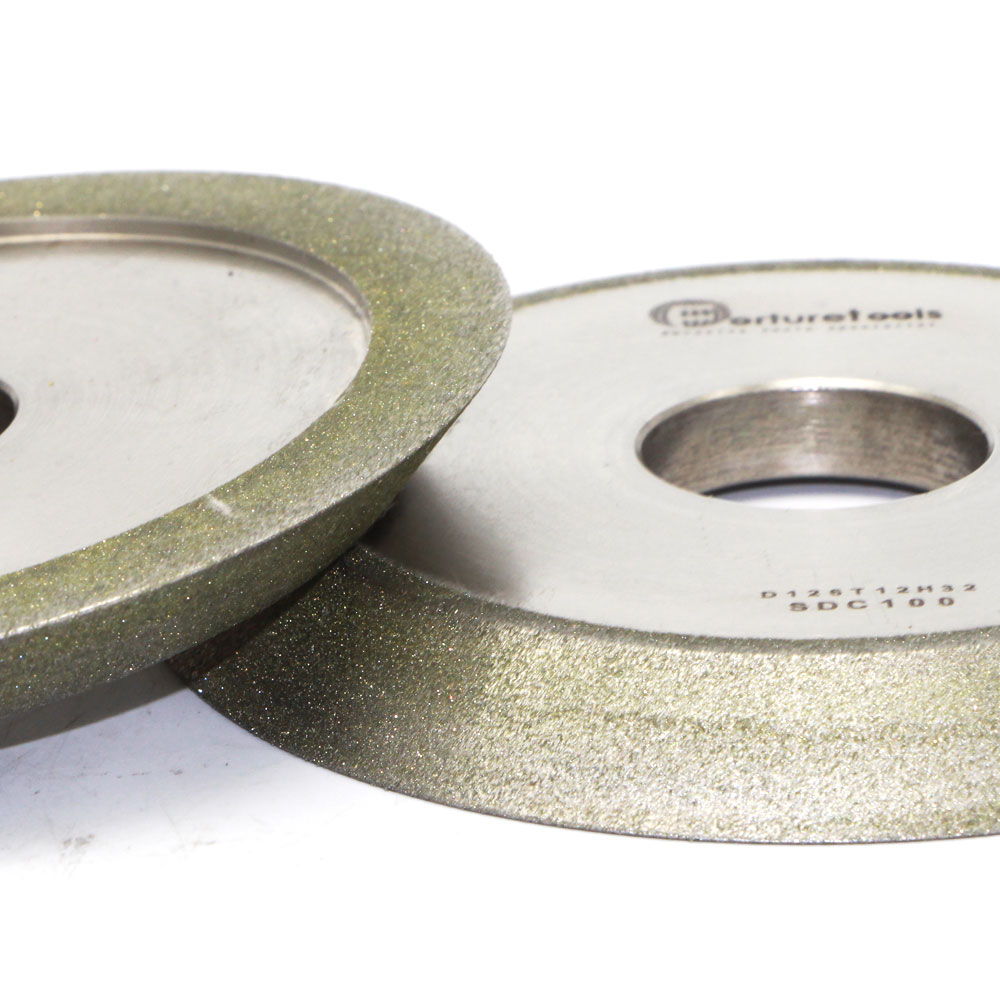
Рассмотрим классификацию алмазных кругов, как выбрать подходящий, на что обратить внимание.Первое — форма, бывает 3 вида — чашка, тарелка и прямой профиль
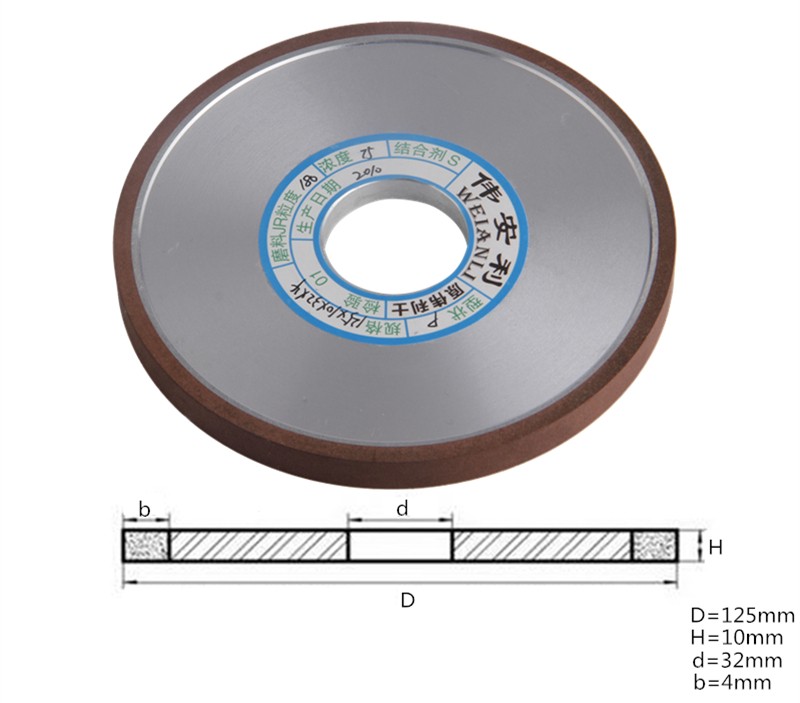
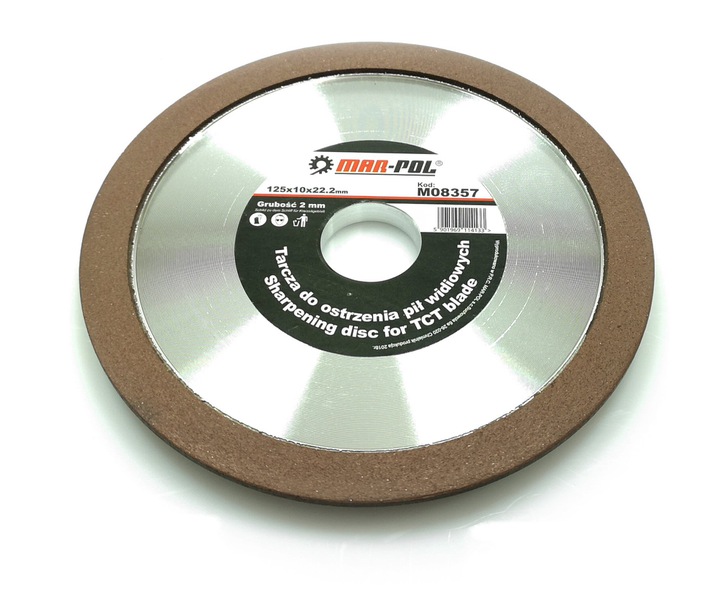
Маркировки
Стандартная строка маркировки алмазных кругов включает в себя две части. В первой содержится информация о конструкции и геометрических размерах изделия, а во второй — о характеристиках абразива и связки (см. рис. ниже). Помимо этого производители в соответствии со своими регламентами могут дополнять правый конец строки другими данными.
Чтобы расшифровать тип изделия, необходимо воспользоваться ГОСТ 24747-90 или таблицами с кодами и эскизами наиболее распространенных конструкций. В нашем случае это алмазный круг тарельчатый конической формы с углом 20° Ø150 мм, размером рабочего слоя 6×4 мм и посадочным отверстием Ø32 мм. Во второй части маркировки указаны следующие параметры абразивного слоя:
- D126 — номер алмазного зерна по FEPA, что соответствует диапазону 106-125 мкм или 120/140 меш.
- К75 обозначает концентрацию зерна в каратах на кубический сантиметр рабочего слоя.
- B — обозначение органической связки по FEPA.
- T — кодировка твердости связки. Регламентируется ГОСТ Р 52587-2006 (см. далее) и международными стандартами. В нашем случае круг относится к категории «весьма твердые».
Зернистость
От зернистости алмазного круга напрямую зависят его главные технологических параметры: производительность шлифовки и класс чистоты
Поэтому при подборе размера зерна важно учитывать совокупность этих характеристик. При предварительной шлифовке применяют инструмент с зернистостью D151, что сокращает количество проходов, обеспечивает высокую производительность и позволяет получить поверхности 7 класса чистоты (Ra до 1.4; Rz = 6÷8)
При чистовом шлифовании производительность не является основным критерием, поэтому в этом случае используют алмазные круги с зерном D54 и в результате получают поверхность 10 класса с Ra = 1.2 и Rz =1.0÷1.6. От размера зерна также зависит глубина резания и, соответственно, толщина припуска, снимаемая за один проход. Рекомендуется выбирать глубину шлифования не более 1/3 нормативного размера зерна. В приведенном выше примере в первом случае эта величина будет составлять 0.05 мм , а во втором — 0.018 мм. На фото ниже — алмазное зерно размером 10÷15 мкм под электронным микроскопом при увеличении 500Х.
Концентрация алмазов (размер алмазного слоя)
Эта величина показывает пропорцию алмазных зерен в объеме рабочей части и измеряется в каратах (0.2 г) на кубический сантиметр (ct/cм³). Типовые значения этого параметра: K25 (1.1 ct/cм³), K50 (2.2 ct/cм³), K75 (3.3 ct/cм³), K100 (4.4 ct/cм³), K125 (5.5 ct/cм³) и 150 (6.6 ct/cм³), но могут выпускаться изделия с большим или меньшим значением концентрации. Он влияет сразу несколько технических характеристик алмазного круга и оказывает значительное влияние на его стоимость. Концентрация свыше К125 характерна для инструмента с твердой связкой и небольшой высотой рабочего слоя. Кроме того, она позволяет сохранять неизменной геометрию периферии в течение всего цикла шлифования. В целом значение этого параметра пропорционально размеру абразивного слоя: чем меньше концентрация, тем он толще и шире. Алмазные круги с низкой (до К25) концентрацией обычно имеют рабочий слой большей ширины и малую зернистость.