
Введение в государственный стандарт
Начинается документ с того, что его действие распространяется на правые и левые спиральные сверлильные изделия с цилиндрическим хвостовиком в диапазоне диаметров от 0,3 до 20 миллиметров. Стандарт соответствует ИСО 235−1−75 в той части, которая касается размеров диаметров, а также полностью аналогичен СТ СЭВ 273.
Основные размеры должны соответствовать указанным на чертеже и в таблице. В конце приведено справочное приложение, где даны сверла с промежуточными размерами диаметров. В нем указано, что размеры в пределах одного интервала диаметров между минимальным и максимальными значениями соответствуют приведенным в таблице для ближайших пределов интервала.
Основное содержание
Главным разделом, регулирующим изготовление сверлильного изделия ГОСТ 10902 77, служит таблица. Она подробно описывает параметры сверл, а именно такие как:
- Сверла повышенной и нормальной точности.
- Исполнения 1 и 2.
- Правые и левые модификации.
- Обозначение и применяемость сверлильной принадлежности.
Каждое наименование описано подробно, включая маркировку и сферу применяемости. Таблица занимает несколько страниц. Обозначения начинаются с 2300 и далее через каждые 2 пункта. Все размеры указываются в миллиметрах для каждого из видов сверл.
Далее в таблице приводятся такие важные примечания:
- Изделие повышенной точности диаметром 15 миллиметров правого типа исполнения 1 класса точности А1 обозначаются, к примеру, как сверло 2300−6411-А1 ГОСТ 10902 77.
- Сверло с нормальной точностью диаметром 15 миллиметров правое исполнения 1 класса В обозначается как сверло 2300−0230, а при классе В1 как 2300−0230-В1.
- Основные размеры, которые отличаются от стандартных, приведены в справочном приложении.
- Допускается изготовление подобных инструментов без центрового отверстия или при наличии такого.
- Они могут выполняться с шейкой или без таковой. Размеры данного элемента не регламентируются рассматриваемым стандартом.
https://youtube.com/watch?v=8eIU12CbWMI
Размеры поводков и технические требования соответствуют стандартам СТ СЭВ 198 и ГОСТ 2034 . А ГОСТ 4010 регламентируют конструктивные элементы и геометрические параметры режущих элементов сверлильных инструментов.
Введение в государственный стандарт
Начинается документ с того, что его действие распространяется на правые и левые спиральные сверлильные изделия с цилиндрическим хвостовиком в диапазоне диаметров от 0,3 до 20 миллиметров. Стандарт соответствует ИСО 235−1−75 в той части, которая касается размеров диаметров, а также полностью аналогичен СТ СЭВ 273.
Основные размеры должны соответствовать указанным на чертеже и в таблице. В конце приведено справочное приложение, где даны сверла с промежуточными размерами диаметров. В нем указано, что размеры в пределах одного интервала диаметров между минимальным и максимальными значениями соответствуют приведенным в таблице для ближайших пределов интервала.
Введение в государственный стандарт
Начинается документ с того, что его действие распространяется на правые и левые спиральные сверлильные изделия с цилиндрическим хвостовиком в диапазоне диаметров от 0,3 до 20 миллиметров. Стандарт соответствует ИСО 235−1−75 в той части, которая касается размеров диаметров, а также полностью аналогичен СТ СЭВ 273.
Основные размеры должны соответствовать указанным на чертеже и в таблице. В конце приведено справочное приложение, где даны сверла с промежуточными размерами диаметров. В нем указано, что размеры в пределах одного интервала диаметров между минимальным и максимальными значениями соответствуют приведенным в таблице для ближайших пределов интервала.
Справочное приложение
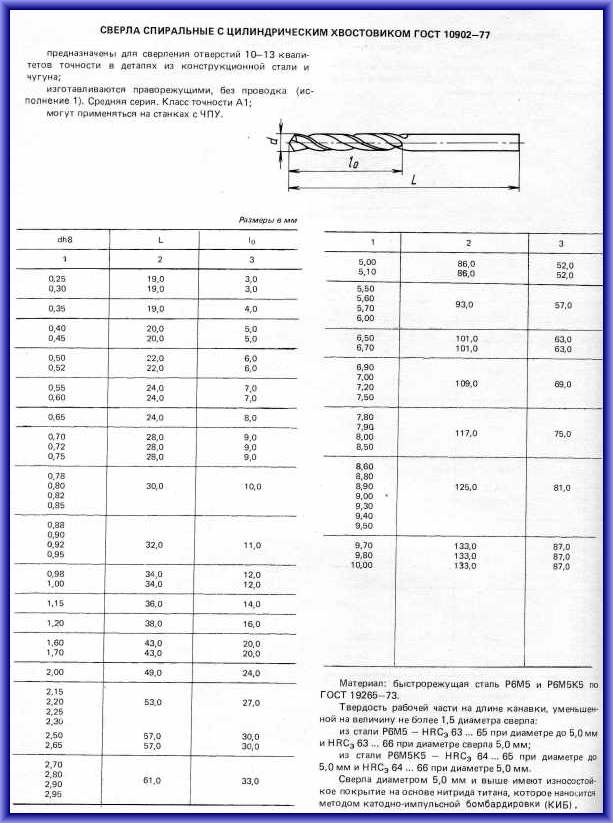
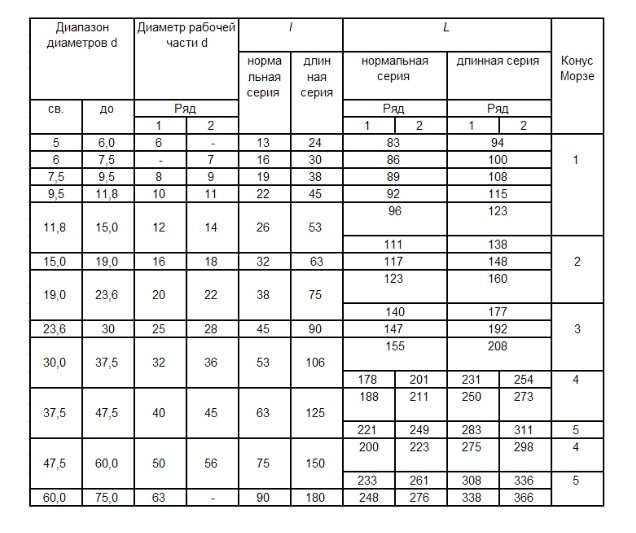
После основной таблицы следует справочное приложение, где указываются основные размеры сверл, чьи диаметры отличаются от основных и относятся к промежуточным значениям. Указываются диаметры, например, свыше 0,24 до 0,3 миллиметра, длины вида l и L. Диапазон величин в указанном приложении следующие:
- Диаметры от 0,24 до 21,2 миллиметра, каждый из них находится в определенном интервале.
- Длина l может быть от 3 до 145 миллиметров.
- Вторая из указанных длин L имеет диапазон от 19 до 210 миллиметров.
Например, для диаметра 4,1 миллиметра длина l изменяется от 39 до 47 миллиметров при номинальном показателе в 44 миллиметра, а L меняется от 70 до 80 миллиметров при номинальном значении 75 миллиметров. При этом значения указанных в приложении сверлильных инструментов не рекомендуется использовать, поскольку действие стандарта распространяется на основные значения сверлильных изделий для дрелей и станков.
Окончание документа
В конце указываются сведения о том, что государственный стандарт разработан и внесен министерством станкостроительной и инструментальной промышленности СССР. Затем его внесли и утвердили постановлением Государственного комитета стандартов при совете министров СССР 14 октября 1977 года под номером 2443.
Далее, гост соответствует таким стандартам как СТ СЭВ 273−87 и ИСО 235−1−75. Этот документ был введен на замену ГОСТ 10902–64 и МН 5807−65. Также дается ссылка на нормативно-технические документы. Ограничение срока действия стандарта снято постановлением госстандарта СССР в 1982 году под номером 2776.
ГОСТ для сверл по металлу является очень важным стандартом. С его помощью можно изготавливать сверла правого и левого исполнения, высокой и нормальной точности. Подробно расписывается каждая группа таких изделий, с указанием всех необходимых параметров. Одной из особенностей данного стандарта является наличие в нем справочного приложения, которое расписывает промежуточные значения диаметров сверлильных изделий в определенных диапазонах. Умение грамотной работы с технической документацией позволяет грамотно изготавливать приспособления различных модификаций с высоким уровнем качества. Удачной работы с государственными стандартами и техническими условиями!
Виды свёрл по металлу
Всего насчитывается 4 вида свёрл по металлу:
- Спиральные – универсальные, подходят для любого вида отверстий;
- Конические – характеризуются ровной конусной формой, подходят для отверстий любого диаметра. Нуждаются в постоянном контроле со стороны мастера;
- Ступенчатые – тоже конусной формы, но делают процесс сверления отверстий определённого диаметра проще за счёт наличия ступеней разного размера;
- Корончатые (кольцевые фрезы) – для отверстий диаметром от 12 до 150 мм, многослойных материалов. Характеризуются малой силой резанья, дают высокие показатели шероховатости, которых невозможно добиться свёрлами других видов. Подходят даже для обычных дрелей. Хвостовик должен быть прочным и мощным, чтобы исключить проскальзывание в патроне. Их выбирают в зависимости от того, какие работы проводятся и с каким видом стали. От свёрл по дереву они отличаются углом заточки и наличием двух продольных канавок, отводящих стружку в сторону.
Варианты на фото
Профессионалы выделяют 5 пунктов общих критериев выбора сверла по металлу:
- Вид и особенности металла, с которым собираетесь работать, в том числе марка стали;
- Глубину «проходки»;
- Вид сверления (сквозное или проникающее);
- Диаметр отверстий;
- Каким инструментом пользуетесь (ручная или электрическая дрель, разновидности – перфоратор, шуруповёрт или дрель), его общие характеристики.
Справочное приложение
После основной таблицы следует справочное приложение, где указываются основные размеры сверл, чьи диаметры отличаются от основных и относятся к промежуточным значениям. Указываются диаметры, например, свыше 0,24 до 0,3 миллиметра, длины вида l и L. Диапазон величин в указанном приложении следующие:
- Диаметры от 0,24 до 21,2 миллиметра, каждый из них находится в определенном интервале.
- Длина l может быть от 3 до 145 миллиметров.
- Вторая из указанных длин L имеет диапазон от 19 до 210 миллиметров.
Например, для диаметра 4,1 миллиметра длина l изменяется от 39 до 47 миллиметров при номинальном показателе в 44 миллиметра, а L меняется от 70 до 80 миллиметров при номинальном значении 75 миллиметров. При этом значения указанных в приложении сверлильных инструментов не рекомендуется использовать, поскольку действие стандарта распространяется на основные значения сверлильных изделий для дрелей и станков.
Расшифровка маркировки
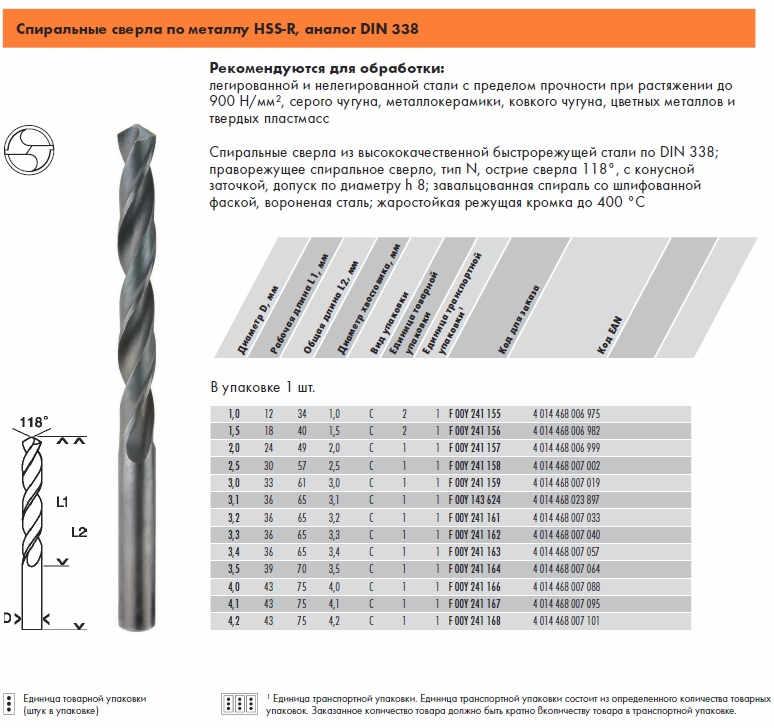
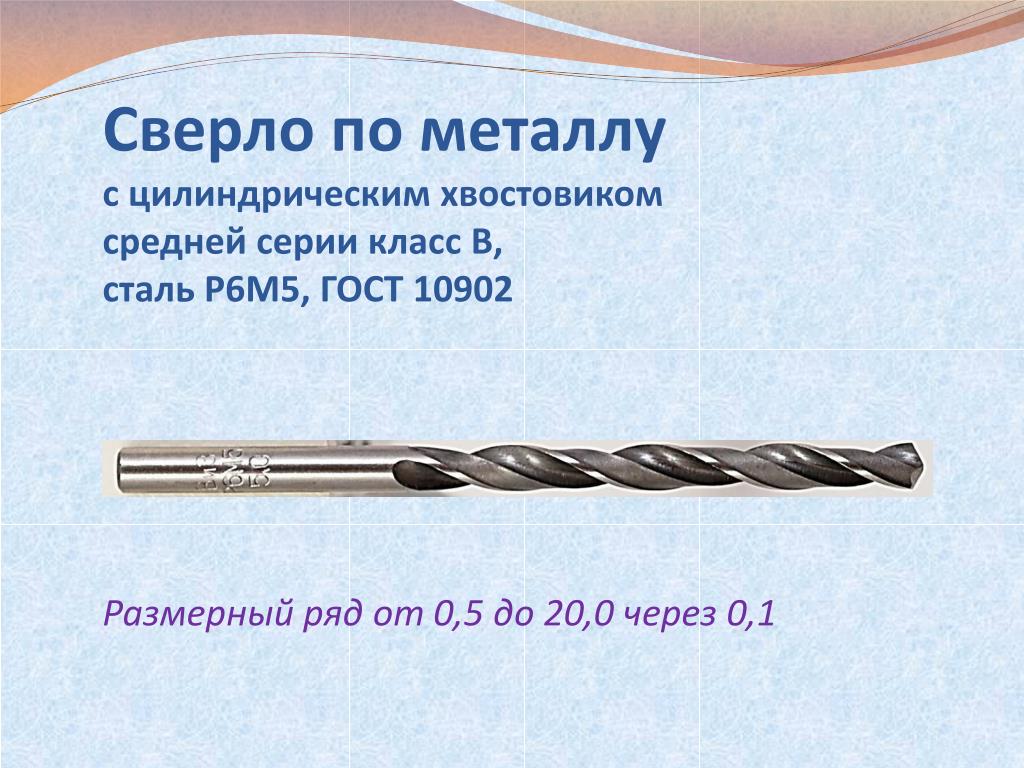
Прежде чем разобрать, какие бывают сверла по моделям, следует обратить внимание на маркировку. На обозначение в первую очередь оказывает влияние диаметр
Для тонких изделий маркировка обычно не предусмотрена, обозначатся начинают изделия от 3 мм. При увеличении толщины возрастает количество информации – классы точности, производители и т.п.
Цифро-буквенное обозначение расшифровывается просто. По традиции отечественные изделия начинают обозначаться с буквы P, то есть быстрорежущая сталь. Следующая цифра обозначает процентное соотношение вольфрама. В последующих цифрах и буквах заключены дополнительные компоненты и их количество. Так, K – это кобальт, M – молибден. Чем большее количество включено элементов, тем лучшие характеристики (температурная, механическая нагрузка) имеет сверло.

Содержание углерода, хрома не наносится, т.к. с первым содержание пропорционально количество ванадия, а второго всегда 4 процента. При внедрении ванадия больше 3%, то появляется буква Ф и его количество.
Импортные изделия маркируются так – DIN и HSS.
DIN обозначаются многоцелевые инструменты, подходящие для обычного и глубокого сверления. Обладают различными покрытиями, с легкостью распознаваемое по цветам.
HSS имеют различия в буквах, идущих после аббревиатуры. G – говорит о наличии инструмента, способного справляться с углеродистой, легированной сталью, обработает чугун, алюминий, медный сплав. E – инструмент, справится с легированными/углеродистыми сталями, а также кислотостойким и нержавеющим металлом.

Титановые свела имеют обозначение HSS-G TiN и HSS-G TiAlN. Для них любой приведенный выше металл будет не помехой.




Маркировка сверл по металлу, расшифровка обозначений

На всех сверлах по металлу, согласно требованиям ГОСТ, должна присутствовать маркировка, по которой можно понять марку стали из которой изготовлен данное оборудование.
Если же такой маркировки нет, вероятнее всего данное сверло соответствует требованиям качества и применять его в профессиональной металлообработке не рекомендуется. Однако для домашнего мастера оно может быть отличным вариантом так как стоит дешевле.
Давайте разберемся в маркировке, которую можно увидеть на самом сверле, она состоит из букв и цифр, например Р 9, Р18, р6м5, Р9К15. Буква Р
здесь означает что данный инструмент изготовлен из быстрорежущей стали. Далее идет цифра, обозначающая количество вольфрама в стали. Далее идет обозначение легирующего вещества в сплаве, пример:
- К6 – в сплаве присутствует шесть частей кобальта.
- М4 – присутствует четыре части молибдена.
- Ф3 – три части ванадия.
Эти элементы увеличивают прочность, теплостойкость и другие характеристики.
Маркировка, которая идет в сопровождающих документах (упаковке) к оборудованию. Обозначение точности оборудования:
А1 – повышенная точность.
В1 – нормальная точность.
Пример 2300-7055 А1 ГОСТ 885-77, где 2300 это эксплуатационно-конструктивные характеристики, 7055 – порядковый номер изготовления (серия), А1 – повышенная точность инструмента, ГОСТ 885-77 – инструмент соответствует требованиям стандартов 886-77.
1 Спиральные сверла – конструкция и основные характеристики
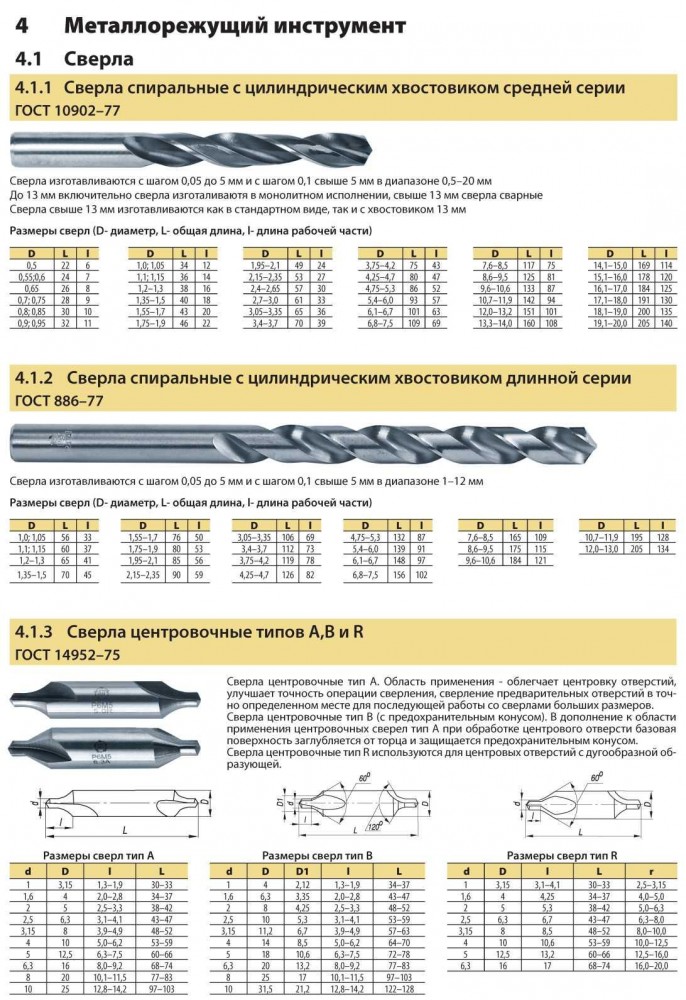
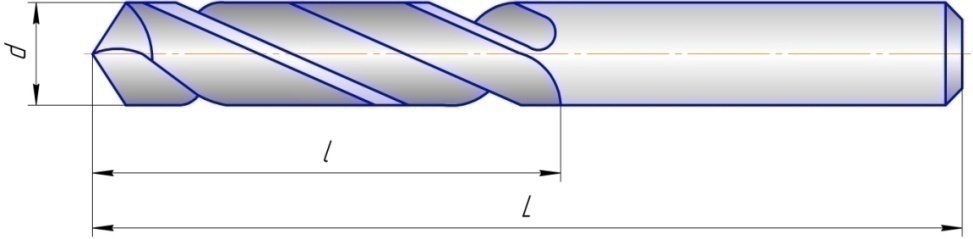
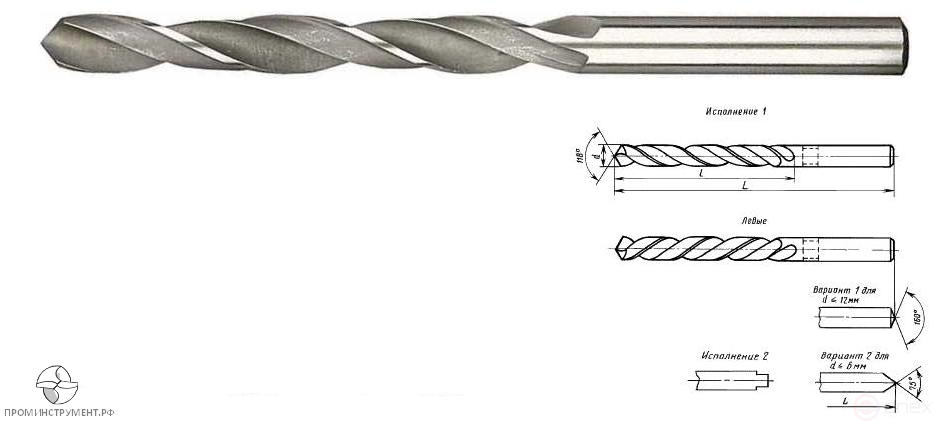
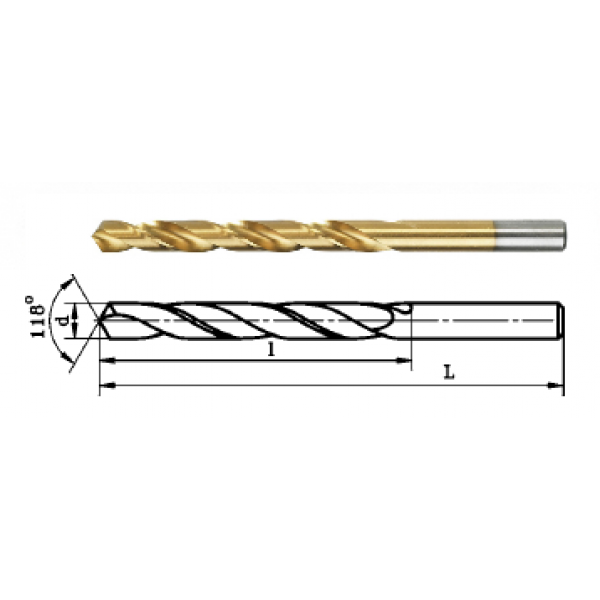
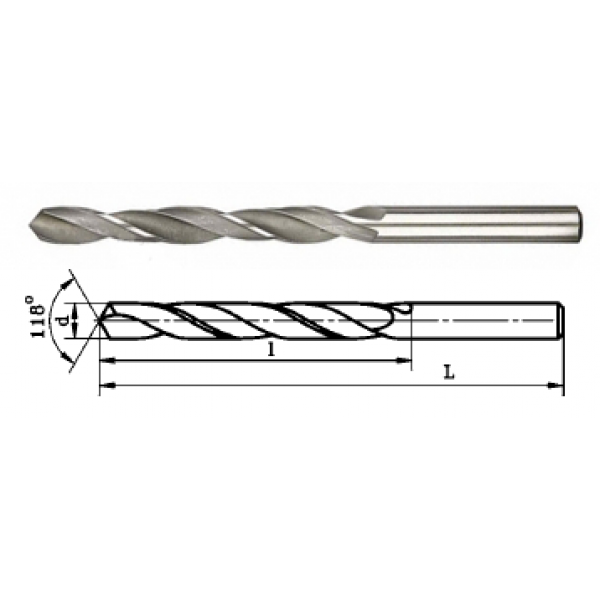
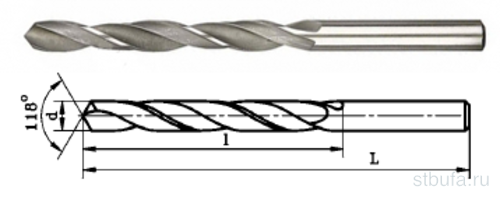
Спиральное сверло (или, по-другому, винтовое) конструктивно представляет собой стержень цилиндрической формы, состоящий из элементов:
- Рабочей части – снабжена двумя спиральными винтовыми канавками, которые образуют режущие элементы и предназначены для эффективного отвода стружки, а также подачи смазки в зону сверления.
- Хвостовика – предназначен для надежного закрепления сверла в ручном инструменте или на станке. Может иметь лапку для извлечения сверла из гнезда конусной формы или поводок, обеспечивающий передачу крутящего момента от патрона оборудования.
- Шейки – обеспечивает выход абразивного круга в процессе шлифовки рабочей части.
Рабочая часть состоит из:
- Калибровочной (направляющей) части – это узкая полоска, продолжающая поверхность канавки на окружности сечения сверла. Еще ее называют ленточкой.
- Режущей части – включает две главные и две вспомогательные, расположенные вдоль сверла по спирали, а также одну поперечную (конусообразную на конце сверла) режущие кромки. Все они образованы пересечением поверхностей канавок: главные – передних с задними, вспомогательные – передних с поверхностью ленточки, поперечная – обеих задних.

Из всех сверл известных на сегодняшний день конструкций спиральные нашли наиболее широкое применение за счет следующих достоинств:
- большому запасу под переточку;
- хорошему направлению в отверстии;
- отличному отводу стружки.
Основные геометрические параметры спирального сверла:
- угол на кончике при вершине – обозначается 2φ;
- угол наклона канавки ω;
- передний угол γ;
- задний угол α;
- угол наклона концевой поперечной кромки ψ.

Спиральные сверла по металлу также отличаются от прочих винтовых (по бетону, дереву, универсальных и других) размерами, формами и протяженностью своих конструктивных элементов. По форме хвостовика они бывают:
- с цилиндрическим хвостовиком;
- с коническим.
Для установки последних на станок используют универсальные специальные переходные втулки – конусы Морзе. Для наиболее распространенных видов инструмента по металлу ниже даны короткие описания.
Охлаждение и смазка сверл с твердосплавными пластинами
Разогрев инструмента – это проблема, которая ухудшает качество поверхности обрабатываемого материала, влияет на износ применяемого оборудования и быстро выводит из работоспособного состояния сам режущий инструмент. Сверла с твердосплавными пластинами, которые называют изделиями с механическим креплением сменных пластин, применяют для обработки поверхностей ровных, вогнутых и наклонных без предварительного засверливания. При выполнении операции, когда диаметр будущего отверстия превышает диаметр сверла, необходимо обеспечить охлаждение инструмента. Осуществляется это с помощью наружного охлаждения или с применением сверл, имеющих отверстия и канавки для прохождения охлаждающей жидкости (СОЖ). При этом она должна подаваться под давлением не менее 15 Атм со скоростью около 15 л/мин. Это также улучшит отвод стружки. В качестве СОЖ применяют многие жидкости и их смеси. В зону сверления может подаваться масло смешанного типа, керосин, эмульсии и их сочетания. Для каждого материала разработаны свои составы, которые применяются на производственных предприятиях. В быту обычно используют мыльную воду, смесь скипидара и керосина, вазелин технический, масло касторовое, скипидар, разведенный спиртом. Готовые спреи, которые можно приобрести в торговой сети, решат вопрос охлаждения режущего инструмента во время работы.

Режущий инструмент и применяемое для выполнения отверстий оборудование прослужит дольше, если использовать качественную СОЖ.
На качество выполнения операции оказывает влияние еще один фактор – скорость подачи инструмента. Вначале она должна быть в 2 раза меньше, чем рекомендовано в таблицах на инструмент. Режимы резания зависят от материала, с которым необходимо работать, выбранного диаметра сверла, а также условий резки. Скорость резания лежит в довольно широких пределах – от 70 до 260м/мин. Опытные сверлильщики уже интуитивно знают, как правильно выполнять операции твердосплавными сверлами.
Справочное приложение
После основной таблицы следует справочное приложение, где указываются основные размеры сверл, чьи диаметры отличаются от основных и относятся к промежуточным значениям. Указываются диаметры, например, свыше 0,24 до 0,3 миллиметра, длины вида l и L. Диапазон величин в указанном приложении следующие:
- Диаметры от 0,24 до 21,2 миллиметра, каждый из них находится в определенном интервале.
- Длина l может быть от 3 до 145 миллиметров.
- Вторая из указанных длин L имеет диапазон от 19 до 210 миллиметров.
Например, для диаметра 4,1 миллиметра длина l изменяется от 39 до 47 миллиметров при номинальном показателе в 44 миллиметра, а L меняется от 70 до 80 миллиметров при номинальном значении 75 миллиметров. При этом значения указанных в приложении сверлильных инструментов не рекомендуется использовать, поскольку действие стандарта распространяется на основные значения сверлильных изделий для дрелей и станков.
Сплав для сверл по бетону
Большая Советская Энциклопедия Значение слова в словаре Большая Советская Энциклопедия твёрдый спечённый сплав, получаемый методом порошковой металлургии из монокарбида вольфрама (около 90%) и кобальта (около 10%). П. ≈ первый сплав такого типа, изготовленный в СССР (1929). Твёрдость по Роквеллу 85≈90 (шкала А), износостойкость 0,5≈0,6 мг/мм2….
Википедия Значение слова в словаре Википедия «Победи́т» — предприятие цветной металлургии во Владикавказе ( Северная Осетия ). Производит продукцию из вольфрама и молибдена , а также рений . Решение о строительстве завода было принято Министерством цветной металлургии СССР в 1946 году , строительство…
Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова. Значение слова в словаре Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова. м. Металлокерамический твердый сплав из порошка монокарбида вольфрама и кобальта.
Энциклопедический словарь, 1998 г. Значение слова в словаре Энциклопедический словарь, 1998 г. первый в CCCР (1929) металлокерамический твердый сплав из WC (ок. 90%) и Со (ок. 10%). Термин победит» иногда распространяют на другие вольфрамокобальтовые твердые сплавы. Применяется главным образом для изготовления режущего инструмента.
Часть 1
Издание официальное
Москва
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ 200 3
УДК 621.951.452.001.24:006.354
ОТ ИЗДАТЕЛЬСТВА
Сборник «Сверла спиральные. Часть 1» содержит стандарты, утвержденные до 1 марта 2003 г.
В стандарты внесены изменения, принятые до указанного
срока.
Текущая информация о вновь утвержденных и пересмотренных стандартах, а также о принятых к ним изменениях публикуется в выпускаемом ежемесячном информационном указателе «Государственные стандарты».
ИПК Издательство стандартов, 2003
ГОСТ
885-77
Twist drills. Diameters
МКС 25.100.30


Взамен
ГОСТ 885-64
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 октября 1977 г. № 2443 дата введения установлена
01.01.79
Ограничение срока действия снято Постановлением Госстандарта от 22.07.82 № 2776
1. Настоящий стандарт устанавливает диапазоны и градацию диаметров сверл.
Стандарт соответствует международному стандарту ИСО 235-1—75 в части диапазонов диаметров.
(Измененная редакция, Изм. № 1).
2. Градация диаметров сверл должна соответствовать приведенной в таблице.
мм
| Диапазоны диаметров сверл | Градация диаметров сверл |
| Св. 0,24 до 0,30 | 0,25; 0,28; 0,30 |
| » 0,30 » 0,38 | 0,32; 0,35; 0,38 |
| » 0,38 » 0,48 | 0,40; 0,42; 0,45; 0,48 |
| » 0,48 » 0,53 | 0,50; 0,52 |
| » 0,53 » 0,60 | 0,55; 0,58; 0,60 |
| » 0,60 » 0,67 | 0,62; 0,65 |
| » 0,67 » 0,75 | 0,68; 0,70; 0,72; 0,75 |
| » 0,75 » 0,85 | 0,78; 0,80; 0,82; 0,85 |
| » 0,85 » 0,95 | 0,88; 0,90; 0,92; 0,95 |
| » 0,95 » 1,06 | 0,98; 1,00; 1,05 |
| » 1,06 » 1,18 | 1,10; 1,15 |
| » 1,18 » 1,32 | 1,20; 1,25; 1,30 |
| » 1,32 » 1,50 | 1,35; 1,40; 1,45; 1,50 |
| » 1,50 » 1,70 | 1,55; 1,60; 1,65; 1,70 |
| » 1,70 » 1,90 | 1,75; 1,80; 1,85; 1,90 |
| » 1,90 » 2,12 | 1,95; 2,00; 2,05; 2,10 |
| » 2,12 » 2,36 | 2,15; 2,20; 2,25; 2,30; 2,35 |
| » 2,36 » 2,65 | 2,40; 2,45; 2,50; 2,55; 2,60; 2,65 |
| » 2,65 » 3,00 | 2,70; 2,75; 2,80; 2,85; 2,90; 2,95; 3,00 |
| » 3,00 » 3,35 | 3,10; (3,15); 3,20; 3,30; (3,35) |
| » 3,35 » 3,75 | 3,40; 3,50; 3,60; 3,70 |
| » 3,75 » 4,25 | 3,80; 3,90; 4,00; 4,10; 4,20; (4,25) |
| » 4,25 » 4,75 | 4,30; 4,40; 4,50; 4,60; 4,70 |
| » 4,75 » 5,30 | 4,80; 4,90; 5,00; 5,10; 5,20; 5,30 |
| Издание официальное | Перепечатка воспрещена |
★
Издание с Изменением № 1, утвержденным в июле 1982 г. (ИУС 11—82).
С. 2 ГОСТ 885-77
Продолжение
мм
| Диапазоны диаметров сверл | Градация диаметров сверл |
| Св. 5,30 до 6,00 | 5,40; 5,50; 5,60; 5,70; 5,80; 5,90; 6,00 |
| » 6,00 » 6,70 | 6,10; 6,20; 6,30; 6,40; 6,50; 6,60; 6,70 |
| » 6,70 » 7,50 | 6,80; 6,90; 7,00; 7,10; 7,20; 7,30; 7,40; 7,50 |
| » 7,50 » 8,50 | 7,60; 7,70; 7,80; 7,90; 8,00; 8,10; 8,20; 8,30; 8,40; 8,50 |
| » 8,50 » 9,50 | 8,60; 8,70; 8,80; 8,90; 9,00; 9,10; 9,20; 9,30; 9,40; 9,50 |
| » 9,50 » 10,60 | 9,60; 9,70; 9,80; 9,90; 10,00; 10,10; 10,20; 10,30; 10,40; |
| 10,50; 10,60 | |
| » 10,60 » 11,80 | 10,70; 10,80; 10,90; 11,00; 11,10; 11,20; 11,30; 11,40; 11,50; |
| 11,60; 11,70; 11,80 | |
| » 11,80 » 13,20 | 11,90; 12,00; 12,10; 12,20; 12,30; 12,40; 12,50; 12,60; 12,70; |
| 12,80; 12,90; 13,00; 13,10; 13,20 | |
| » 13,20 » 14,00 | 13,30; 13,40; 13,50; 13,60; 13,70; 13,75; 13,80; 13,90; 14,00 |
| » 14,00 » 15,00 | 14,25; 14,50; 14,75; 15,00 |
| » 15,00 » 16,00 | 15,25; (15,40); 15,50; 15,75; 16,00 |
| » 16,00 » 17,00 | 16,25; 16,50; 16,75; 17,00 |
| » 17,00 » 18,00 | 17,25; (17,40); 17,50; 17,75; 18,00 |
| » 18,00 » 19,00 | 18,25; 18,50; 18,75; 19,00 |
| » 19,00 » 20,00 | 19,25; (19,40); 19,50; 19,75; 20,00 |
| » 20,00 » 21,20 | 20,25; 20,50; 20,75; (20,90); 21,00 |
| » 21,20 » 22,40 | 21,25; 21,50; 21,75; 22,00; 22,25 |
| » 22,40 » 23,02 | 22,50; 22,75; 23,00 |
| » 23,02 » 23,60 | 23,25; 23,50 |
| » 23,60 » 25,00 | 23,75; (23,90); 24,00; 24,25; 24,50; 24,75; 25,00 |
| » 25,00 » 26,50 | 25,25; 25,50; 25,75; 26,00; 26,25; 26,50 |
| » 26,50 » 28,00 | 26,75; 27,00; 27,25; 27,50; 27,75; 28,00 |
| » 28,00 » 30,00 | 28,25; 28,50; 28,75; 29,00; 29,25; 29,50; 29,75; 30,00 |
| » 30,00 » 31,50 | 30,25; 30,50; 30,75; 31,00; 31,25; 31,50 |
| » 31,50 » 31,75 | 31,75 |
| » 31,75 » 33,50 | 32,00; (32,25); 32,50; 33,00; 33,25; 33,50 |
| » 33,50 » 35,50 | 34,00; 34,50; 35,00; (35,25); 35,50 |
| » 35,50 » 37,50 | (35,75); 36,00; (36,25); 36,50; 37,00; 37,50 |
| » 37,50 » 40,00 | 38,00; (38,25); 38,50; 39,00; (39,25); 39,50; 40,00 |
| » 40,00 » 42,50 | 40,50; 41,00; (41,25); 41,50; 42,00; 42,50 |
| » 42,50 » 45,00 | 43,00; (43,25); 43,50; 44,00; 44,50; 45,00 |
| » 45,00 » 47,50 | (45,25); 45,50; 46,00; 46,50; 47,00; 47,50 |
| » 47,50 » 50,00 | 48,00; 48,50; 49,00; 49,50; 50,00 |
| » 50,00 » 53,00 | 50,50; 51,00; (51,50); 52,00; 53,00 |
| » 53,00 » 56,00 | 54,00; 55,00; 56,00 |
| » 56,00 » 60,00 | 57,00; 58,00; 59,00; 60,00 |
| » 60,00 » 63,00 | 61,00; 62,00; 63,00 |
| » 63,00 » 67,00 | 64,00; 65,00; 66,00; 67,00 |
| » 67,00 » 71,00 | 68,00; 69,00; 70,00; 71,00 |
| » 71,00 » 75,00 | 72,00; 73,00; 74,00; 75,00 |
| » 75,00 » 80,00 | 76,00; 77,00; 78,00; 79,00; 80,00 |
Примечание. Сверла, диаметры которых указаны в скобках, изготовляются по соглашению с потребителем.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Сверла должны изготовляться трех классов точности:
А1 — повышенной точности;
В1, В — нормальной точности.
Сверла класса точности А1 предназначены для сверления отверстий 10—13 квалитетов точности, класса точности В1 — для сверления отверстий до 14 квалитета точности, класса точности В — для сверления отверстий до 15 квалитета точности.
(Измененная редакция, Изм. № 2).
1.2. Сверла должны быть изготовлены из быстрорежущей стали по ГОСТ 19265. Допускается изготовление сверл из быстрорежущей стали других марок, обеспечивающих стойкость сверл, не уступающую стойкости сверл, изготовленных из быстрорежущей стали по ГОСТ 19265.
По заказу потребителя допускается изготовление сверл из легированной стали марки 9ХС по ГОСТ 5950.
(Измененная редакция, Изм. № 1).
1.3. В зоне сварки не допускаются: непровар, кольцевые трещины и поверхностные раковины.
(Измененная редакция, Изм. № 3).
1.4. Хвостовики сварных сверл должны быть изготовлены из стали марки 45 по ГОСТ 1050 или марки 40Х по ГОСТ 4543.
1.5. Твердость рабочей части сверл должна быть:
у сверл из быстрорежующей стали:
63.. .65 HRC3……………………………. диаметром до 5 мм
63.. .66 HRC3……………………………. » св. 5 мм
у сверл из стали марки 9ХС:
62.. .64 HRC3……………………………. диаметром до 5 мм
62.. .65 HRC3……………………………. » св. 5 мм
Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия не менее 3 % и кобальта не менее 5 % должна быть выше на 1—2 единицы HRC3.
Издание официальное Перепечатка воспрещена
★
У цельных сверл твердость должна быть обеспечена на длине канавки, уменьшенной на величину не более 1,5 диаметров сверла, у сварных сверл — на длине не менее 2/3 длины винтовой канавки.
П римечание. Сверла диаметром до 3 мм допускается подвергать термообработке на всей длине сверла.

(Измененная редакция, Изм. № 1, 3).
1.6. Твердость лапок сверл с коническим хвостовиком должна быть 32…47 HRC3.
1.7. Твердость поводков сверл с цилиндрическим хвостовиком должна быть не менее 27 HRC3.
Маркировка сверл согласно ГОСТ
Правила маркировки сверл регламентированы ГОСТ 2034-80. Согласно этому документу на сверлильный инструмент диаметром менее двух миллиметров маркировка не наносится. Все данные о них должны указываться на упаковочной этикетке. Для сверл толщиной свыше двух и до трех миллиметров маркировка сверла по металлу содержит только значение диаметра и марку стали (таким образом их можно отличить от инструмента до двух миллиметров). Для диаметров свыше трех миллиметров в составе маркировки производитель должен указывать его величину, свой товарный знак, марку металла и класс точности. Марка металла, из которого изготовлен инструмент, может указываться как в виде ГОСТовского обозначения стали (например, Р6М7К6), так и общепринятой для быстрорежущих сталей международной аббревиатурой (HSS) с добавлением обозначения основного легирующего металла (Co, Ni, Ti и пр.) (см. фото ниже). Зарубежные изготовители маркируют свою продукцию аналогичным образом, поэтому отличить российские сверла от импортных можно только по торговой марке.

ОБ ОСОБЕННОСТЯХ ИСПОЛЬЗОВАНиЯ РЕКВИЗИТОВ В ПИСЬМАХ
В следующих номерах журнала мы продолжим комментировать ГОСТ.
Одновременно эти реквизиты не ставятся – либо один, либо другой.
В частности, Федеральным законом от 29.07.2004 № 98-ФЗ «О коммерческой тайне» (в ред. от 12.03.2014 (п. 5 ст. 10) предусмотрено нанесение на материальные носители, содержащие информацию, составляющую коммерческую тайну, или включение в состав реквизитов документов, содержащих такую информацию, грифа «Коммерческая тайна»; постановлением Правительства Российской Федерации от 03.11.1994 № 1233 «Об утверждении положения о порядке обращения со служебной информацией ограниченного распространения в федеральных органах исполнительной власти, уполномоченном органе управления использованием атомной энергии и уполномоченном органе по космической деятельности» (п. 1.4) установлено: «На документах (в необходимых случаях и на их проектах), содержащих служебную информацию ограниченного распространения, проставляется пометка «Для служебного пользования».
Примеры разработаны редакцией.
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА НЕМЕЦКОМ ЯЗЫКЕ
| Achse | 1.1 |
| Anschnitt | 2.7.1, 2.14.3 |
| Austreiblappen | 1.3 |
| Bohrerdurchmesser | 1.30 |
| Bohrung | 2.14.1 |
| Drallsteigung | 1.37 |
| Drallwinkel | 1.38 |
| Einstich | 1.6 |
| Fase | 1.14 |
| Fasenbreite | 1.15 |
| 2.9.2 | |
| 1.7 | |
| 1.21 | |
| Hauptschneide | 1.23 |
| 1.29 | |
| Kegelschaft | 1.2.1 |
| Kern | 1.12 |
| Kerndicke | 1.13 |
| Kerndickenzunahme | 1.33 |
| 1.5 | |
| Linksshneidender Spiralbohrer | 1.36 |
| Mehrfasen-Stufenbohrer mit Zylinderschaft | 2.12 |
| Mitnehmerlappen | 1.4 |
| Nebenschneide | 1.16 |
| Normal- Freiwinkel | 1.43 |
| Normal-Spanwinkel | 1.40 |
| Quernut | 2.14.2 |
| Querschneide | 1.26 |
| Querschneideneckе | 1.27 |
| 1.28 | |
| Querschneidenwinkel | 1.44 |
| Rechtsschneidender Spiralbohrer | 1.35 |
| 1.17 | |
| 1.31 | |
| 1.19 | |
| 1.18 | |
| Schaft | 1.2 |
| Schneidenecke | 1.25 |
| Schneidkeil | 1.24 |
| Schneidrichtung | 1.34 |
| Seiten-Freiwinkel | 1.42 |
| Seitеn-Spanwinkel | 1.39 |
| Senkwinkel | 2.9.1 |
| 1.22 | |
| Spannut | 1.9 |
| 1.8 | |
| Spitze | 1.20 |
| Spitzenwinkel | 1.41 |
| Steg | 1.10 |
| Stegbreite | 1.11 |
| Stufendurchmesser | 2.12.1 |
| 1.32 | |
| Zylinderschaft | 1.2.2 |
| Zylinderschaft mit Mitnehmerlappen | 1.2.3 |
| Winkel der Schutzsenkung | 2.10.1 |