
Назначение мини токарных-станков
Токарный станок — это станок для обработки из металлов в виде тел вращения резанием(точением) заготовок.
Мини токарный станок — это станок, являющийся уменьшенной копией крупного промышленного оборудования. Копией, которая: по стоимости гораздо ниже; по функциональности мало уступает полупрофессиональным и профессиональным моделям.
Данный тип оборудования подходят для изготовления деталей малых размеров. Мини станки не предназначены для токарного производства, например, единичного или мелкосерийного производства. Предназначение они нашли в мастерских при школах на уроках труда, гаражных кооперативах, в экспериментальных мастерских и автомастерских.

Рис. 1 Мини токарный станок
Рекомендации специалистов по выбору конусного сверла
Многим людям, которые плохо ознакомлены с особенностями различных режущих насадок, сложно определиться с приобретением подобного инструмента. Для того чтобы не допустить ошибки при выборе, необходимо усвоить несколько основных моментов.
В первую очередь нужно запомнить, что все насадки отличаются по цвету. Это очень важный момент, так как от цвета изделия зависят его технические характеристики. Например, стальной окрас рабочей детали свидетельствует о том, что она не подвергалась дополнительной температурной (или любой другой) обработке.
Приспособления стальной окраски не характеризуются высокой прочностью и, соответственно, более подвержены износу. Их рекомендуется использовать исключительно для организации отверстий в тонколистном материале, а также для обработки пластика, гипсокартона и дерева. Конусные сверла по металлу такого типа имеют самую низкую стоимость.
Черный цвет режущего инструмента говорит о том, что изделие прошло дополнительную обработку высокой температурой. Подобные приспособления имеют более высокую прочность, что способствует увеличению их эксплуатационного срока.
 Гладкие конусные сверла расширяются ближе к хвостовой части и не имеют четкой градации диаметров
Гладкие конусные сверла расширяются ближе к хвостовой части и не имеют четкой градации диаметров
Еще один вариант, распространенный на современном рынке, – золотистые конусы. Эти модели имеют защитное напыление, представленное нитридом титана. За счет этого они по техническим характеристикам значительно превосходят предыдущие аналоги.
Статья по теме:
В ступенчатых вариантах высота уровней, как уже говорилось выше, в среднем составляет 5 мм. Сверла по металлу не должны иметь разбежности в этом показателе больше 1 мм. Это стоит запомнить при покупке инструмента.
На что еще необходимо обращать внимание? Не меньшую роль играет бренд инструмента. Изделия, изготовленные малоизвестными китайскими фирмами, мастера не рекомендуют покупать, так как в этом случае шанс приобретения низкокачественной или бракованной продукции значительно возрастает
Сверла отечественного производства имеют меньший рабочий ресурс, если сравнивать их с зарубежными аналогами.
 В продаже чаще всего можно встретить конусные сверла по металлу 4-22 и 6-36 мм
В продаже чаще всего можно встретить конусные сверла по металлу 4-22 и 6-36 мм
Маркировка конусных режущих инструментов: что нужно знать
Технические характеристики подобных режущих изделий указываются в виде маркировки, которая наносится на наружную поверхность хвостовой части. Знание основных обозначений позволяет подобрать качественное и максимально подходящее для конкретных эксплуатационных условий изделие. Рассмотрим более подробно, какая информация зашифрована в маркировке:
- материал изготовления;
- диаметр;
- класс точности.
Расшифровка маркировки – очень важный этап, поэтому стоит ознакомиться более детально с возможными ее вариантами. Большинство изделий такого типа имеют шаг 1 мм. Сверла по металлу, которым присуща форма елочки, отличаются разными габаритами. Эта информация в обязательном порядке содержится в маркировке.
Чаще всего буквенное обозначение является началом разметки. На большинстве сверл, которые можно приобрести сегодня, указывается латинская буква «P». Подобное обозначение повествует о том, что для изготовления приспособления была применена быстрорежущая легированная сталь. Такой материал отличается высокими прочностными характеристиками.
 Технические характеристики конусных сверл по металлу указываются в виде маркировки на поверхности хвостовой части
Технические характеристики конусных сверл по металлу указываются в виде маркировки на поверхности хвостовой части
Далее располагается следующая буква, после которой в обязательном порядке стоит определенное число. Это обозначение содержит информацию о металле, который был использован в качестве добавки к легированной стали. Число говорит о том, какое процентное содержание сплава находится в изделии.
После процентного содержания второстепенного металла в маркировке указываются максимальный и минимальный диаметры, а также класс точности приспособления. Стоит отметить, что на подобных изделиях часто встречается буквенное обозначение HSS. Сверла по металлу такого типа выполняются из быстрорежущей стали. После начальной отметки маркировка содержит информацию о добавочном материале, использованном при производстве изделия.
5 Коротко о других видах оснастки сверлильных станков
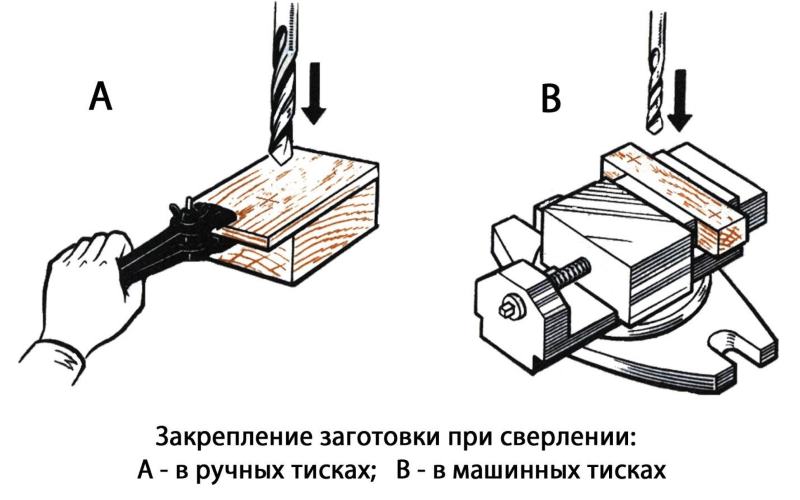
Многие агрегаты для сверления изначально оснащаются машинными тисками, которые делят на пневматические и винтовые. Первые обычно используются в массовом и серийном производстве. А вот винтовые приспособления рекомендованы для тех случаев, когда на станке выполняются единичные работы.
При работе со сложными по конфигурации контура изделиями чаще всего применяются двух- и трехосевые тиски, имеющие стол поворотного типа. Благодаря особой конструкции подобных тисков, заготовка крепится практически под любым углом, что облегчает процесс ее обработки.

Многошпиндельные головки для сверления дают возможность при помощи разных режущих приспособлений одновременно работать с несколькими отверстиями. Использование такой оснастки обеспечивает высокую производительность агрегатов. Многошпиндельные головки располагают шпинделями, которые легко меняются в процессе обработки заготовок.
Каждый из шпинделей при этом имеет привод с собственными передаточными числами. За счет этого оператор может поворачивать (последовательно) шпиндельный узел и без его переналадки и остановки станка осуществлять разные рабочие операции (цекование, развертывание, непосредственно сверление и так далее).
Активно применяются на сверлильных установках разнообразные передвижные и поворотные виды оснастки. К ним причисляют рабочие столы специальной конструкции и нормализованные стойки. К поворотным столам относят оснастку с осью вращения, расположенной вертикально, к поворотным стойкам – приспособления с горизонтальной осью вращения.

Кроме того, существуют и приспособления группы УСП (универсальная сборная оправка). Такие типы оснастки, эксплуатируемые с целью экономии средств и времени, применяются, как правило, на крупных предприятиях с большим количеством разных агрегатов для металлообработки.
Как правильно сверлить отверстия конусным сверлом: инструкция
Эксплуатация конического режущего элемента имеет некоторые особенности, если сравнивать данный процесс с применением обычных спиральных приспособлений. Таким образом, для того чтобы новичок, не имеющий опыта работы с подобным инструментом, смог разобраться в особенностях использования, он должен изучить инструкцию. Не рекомендуется во время работы отступать от алгоритма работ, так как это может привести к разнообразным проблемам.
При выборе инструмента, в который будет устанавливаться конусное сверло, стоит учесть, что он должен развивать скорость от 3 до 5 тыс. об/мин
Для изучения технических характеристик режущей детали можно дополнительно ознакомиться с ее чертежом. Сверла и их схемы можно без труда отыскать во всемирной сети. Первый этап является подготовительным. Вначале потребуется купить и подготовить все необходимые инструменты, а также материалы. Рассмотрим, что именно понадобится в этом случае:









- конический режущий инструмент;
- дрель;
- заготовка, в которой будет выполняться отверстие.
Выбор конического инструмента полностью зависит от того, какого диаметра необходимо сделать отверстие в заготовке. При выборе дрели, в которую будет устанавливаться сверло, стоит учесть, что инструмент обязательно должен иметь возможность развития необходимой скорости (от 3 до 5 тыс. об/мин). Перед началом работы специалисты советуют зафиксировать на дрели дополнительную рукоять. В качестве заготовки могут использоваться листы, изготовленные из стали, мягких металлов, а также разнообразных синтетических материалов.
Обычные сверла с коническими хвостовиками применять для организации отверстий в металле гораздо сложнее. Такие изделия имеют простую конструкцию, которая не способствует точному выполнению работы. После подготовки всех необходимых инструментов можно приступить непосредственно к сверлению заготовки. Порядок действий в этом случае состоит из 4 этапов.
Зафиксировав сверло, нужно выбрать правильное направление движения патрона инструмента
В первую очередь нужно зафиксировать режущее приспособление в патроне электронного инструмента. Далее потребуется выбрать и нанести соответствующую маркировку в том месте, которое было выбрано для сверления отверстия.
На следующем этапе режущее приспособление прикладывается к поверхности заготовки и выполняется сверление
Важно запомнить, что изделие должно располагаться в строго перпендикулярном положении по отношению к заготовке. В процессе сверления необходимо четко соблюдать этот угол
Сверла по металлу, которые имеют коническую форму, используются для выполнения разных диаметров и являются самостоятельными инструментами
Сверла по металлу, которые имеют коническую форму, используются для выполнения разных диаметров и являются самостоятельными инструментами.
Заключительный этап – постепенное внедрение в металлический материал с наращиванием скорости оборотов. Конечным результатом такой работы является аккуратное отверстие, края которого лишены заусенцев и любых других дефектов.
Конусное сверло по металлу должно находиться строго перпендикулярно по отношению к заготовке
Разновидности сверл по металлу
Винтовые

Это самая распространенная конструкция для всех трех видов сверл. Винтовые сверла по металлу представляют собой цилиндр с 2 — 4 винтовыми спиральными канавками. С одной стороны, сверло заточено и имеет режущую кромку. Также оно имеет заточку на конце. Для мягких металлов типа алюминия применяются сверла с заточкой 90° — 100°, для средней твердости 110° — 120°, а самый плотный и толстый металл сверлится насадкой с углом заточки 130° — 140°.
Винтовые сверла по металлу обычно изготавливают с цилиндрическими хвостовиками под кулачковый патрон дрели, однако встречаются в природе и с шестигранным хвостовиком под быстрозажимной патрон.
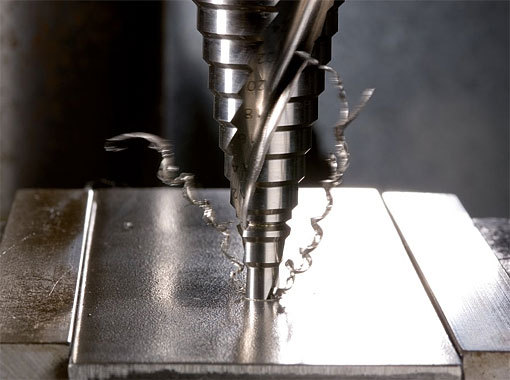
Ступенчатые

Это конусообразное сверло с режущими ступенями разного диаметра. Толщина металла, которое способно просверлить, определяется высотой отдельной ступени. Ступенчатые сверла могут сверлить листовой металл от 1 до 8 мм. Обычно у них цилиндрический хвостовик, поэтому их удобно использовать с кулачковым патроном.
Главным преимуществом ступенчатого сверла является его возможность постепенно расширять отверстие. При этом получаются идеально аккуратные края. Раньше такую работу можно было проделать с помощью нескольких винтовых сверл разного диаметра. Теперь же это можно сделать без смены инструмента. В среднем стоимость такого сверла 600 — 800 рублей.
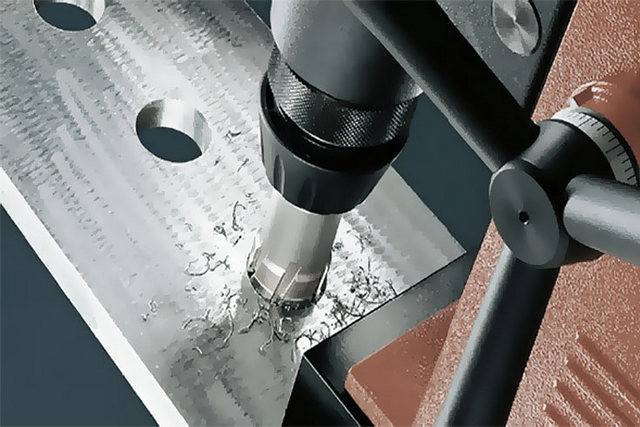
Фрезеровальные

На боковых гранях такого сверла располагаются острые насечки, с помощью которых можно выполнять фрезерование металла. Можно рассверлить отверстие не идеальной формы, например, под какой-нибудь продолговатый крепеж. Конечно, ручной фрезер такое сверло не заменит, но выполнение мелких работ вполне ему по плечу.
Минусом использования таких сверл является сложность работы и возможность повреждения дрели. Дело в том, что при фрезеровке создается избыточная нагрузка на подшипники дрели, из-за чего они быстро выходят из строя. Но если учесть, что в домашних условиях фрезеровочное сверло применяется не так часто, то на этот недостаток можно не обращать внимания.
Разновидности глубокого сверления
- По схеме удаления высверливаемого материала (стружки) различают: сплошное и кольцевое глубокое сверление. В первом варианте высверливаемый материал удаляется в виде стружки, во втором – часть кольцевой плоскости удаляется в виде стержня, остальное – также в виде стружки;
- По способу резания различают следующие виды:
- Одноштанговая система (система STS). Данный метод оптимально подходит для обработки деталей на высокопроизводительном или серийном производстве. Сложность процесса состоит в том, что требуется применять маслоприемник с многочисленными подающими шлангами, при этом заготовка вращается. Одноштанговая система считается самой эффективной для получения высококачественных отверстий;
- Эжекторная система. Метод глубокого сверления со средними параметрами выпуска заготовок. Позволяет осуществлять сверление на многофункциональных станках (например, токарных или сверлильных), систему дополняют стационарной или мобильной насосной станцией. Эжекторный метод подходит для получения отверстий d=20-60 мм. и глубиной до 1200 мм., не исключая получение прерывистых отверстий;
- Система сверления ружейными или трубчато-лопаточными сверлами с внутренней подачей смазочно-охлаждающего материала. Этот метод подходит для малых предприятий, где по условиям технологии требуется получить глубокие отверстия небольшого диаметра. Однорезцовые сверла легко встраиваются в универсальные станки. Резец изготавливается из твердых сплавов и по всей длине сверлильного стержня имеет V-образную канавку, угол кривизны которой может составлять от 110 до 1200 градусов. Рекомендуемый dотв.=35-40 мм., длиной до 50*d. При данном методе отпадает надобность проводить такие операции как зенкерование и развертывание.
- В зависимости от степени автоматизации управления процессом сверления различают глубокое сверление с автоматическим изменением одного или нескольких параметров режима (например, скорость вращения, подача смазочного материала).
Обработка цилиндрических отверстий
Во многих деталях машин важным элементом являются отверстия. Через отверстия соединяют детали винтами или болтами. Отверстия служат для установки подшипников, подвода смазки или охлаждающей жидкости. Рабочими полостями двигателей, компрессоров являются также отверстия и т. д.
Отверстия делятся на сквозные (обрабатываемые на проход) и глухие (обрабатываемые на определенную глубину). По форме они бывают гладкие, ступенчатые, с канавками. Отверстия, длина которых превышает 5 диаметров, называют глубокими.
Для создания определенного характера соединения с валом отверстия выполняются с определенной точностью по размерам, форме, расположению и шероховатости согласно техническим требованиям рабочего чертежа.
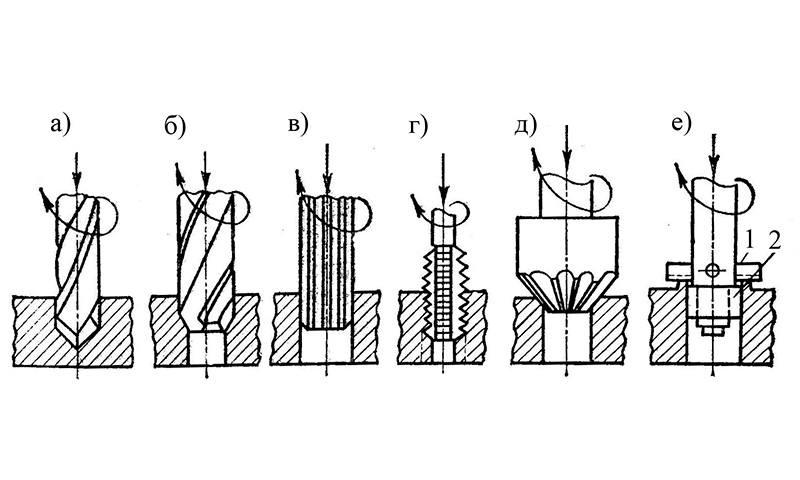
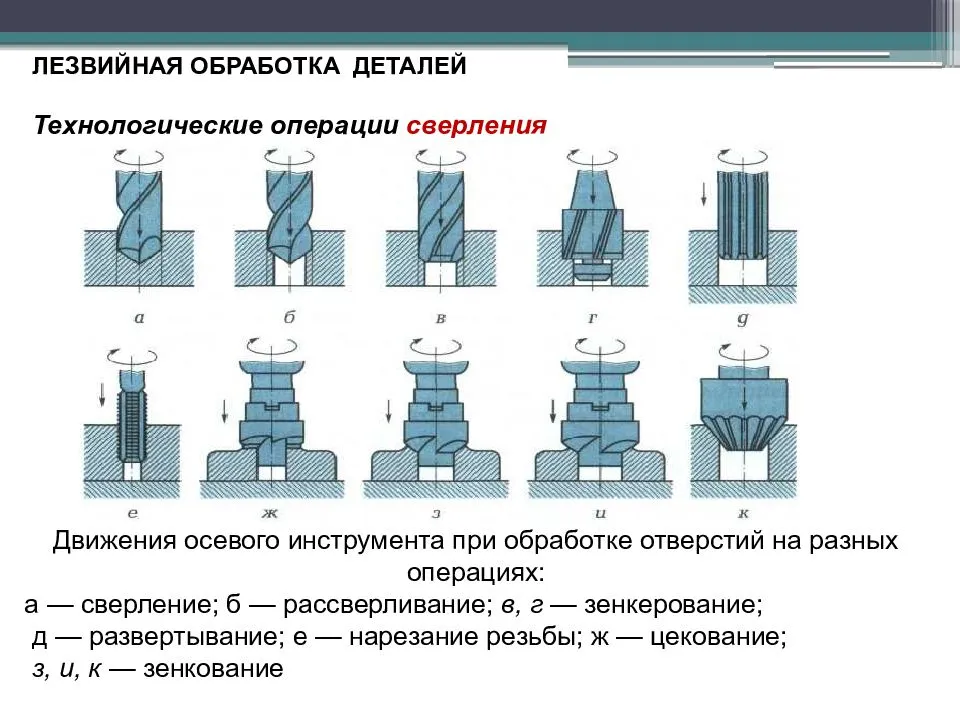
Обработка цилиндрических отверстий производится на токарных станках. Отверстия обрабатывают сверлением, рассверливанием, растачиванием, зенкерованием, развертыванием. Каждый из указанных способов характеризуется определенной точностью обработки и, следовательно, применяется в зависимости от требований, предъявляемых к данному отверстию.
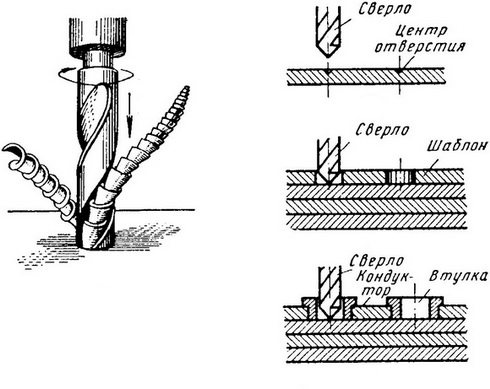
- Сверление отверстий
- Центрование отверстий
- Растачивание отверстий
- Развертывание отверстий
- Зенкерование отверстий
К отверстиям предъявляются различные требования по точности, прямолинейности оси, правильности геометрической формы, шероховатости поверхности.
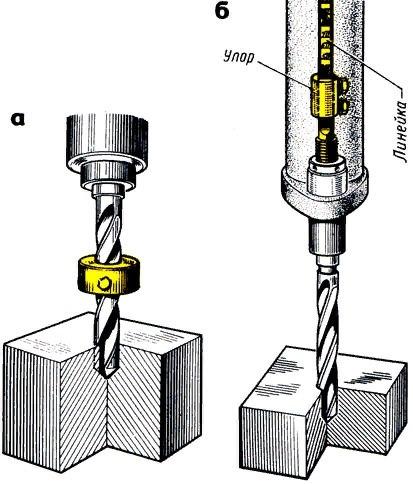
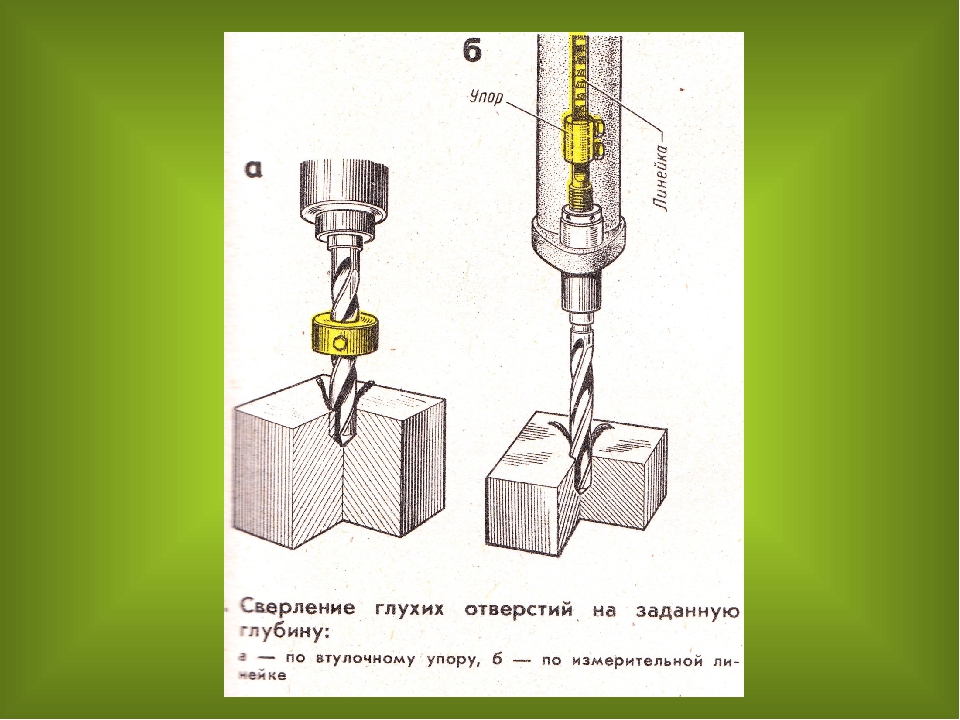
Цилиндрические отверстия бывают гладкие, ступенчатые, с канавкой (выточкой). Отверстия могут быть также сквозными или глухими (рис. 70, а—д).
Диаметры отверстий контролируют штангенциркулем с точностью отсчета до 0,1 мм или 0,25. При замерах штангенциркулем ШЦ-П с точностью до 0,05 мм учитывают толщину губок. Отверстия диаметром 120 мм и выше измеряют микрометрическим нутромером с точностью до 0,01 мм. Глубокие отверстия большого диаметра (например, полости цилиндров) контролируют индикаторным нутромером, который предварительно настраивают на размер по эталонному кольцу или по микрометру. Индикатор показывает отклонение от установленного размера с точностью до 0,01 мм.
В крупносерийном и массовом производстве отверстия контролируют предельными калибрами-пробками. Если проходная пробка ПР без усилия проходит в отверстие, а непроходная НЕ — не проходит, то размер отверстия находится в пределах допуска. Для контроля отверстий диаметром 80 мм и более применяют срезанные и пластинчатые пробки. Такие пробки легче, кроме того, ими можно выявлять овальность отверстия, производя контроль отверстия в двух взаимно перпендикулярных направлениях. Перед контролем калибром-пробкой полость отверстия очищают от стружки и протирают. Протирать отверстие и контролировать размер допускается только после полной остановки вращения шпинделя. Калибры-пробки хранят в вертикальном положении или укладывают на панель из пенопласта.
Что такое, и для чего предназначено пушечное сверло

Пушечное сверло — это режущий инструмент преимущественно цилиндрической формы с переменным по длине сечением. Оно является инструментом однорезцового вида.
Для отведения отработанной стружки от обрабатываемой детали на поверхности такого сверла имеется выемка с сечением в форме буквы V. Данная проточка выполнена по внешней поверхности сверла.

В общем случае, при помощи пушечного сверла возможно получить отверстия с диаметром в диапазоне от 0,5 миллиметров до 10 сантиметров. Специальное отверстие для подвода смазывающе-охлаждающей жидкости обычно отсутствует. Сверление производят на малой частоте вращения металлообрабатывающего агрегата.
В рабочей части пушечное сверло имеет форму полукруга. Плоская поверхность полукруглого стержня является передней поверхностью сверла. Под прямым углом к оси сверла на торце стержня образуется режущая кромка. Задний торец инструмента имеет плоскую наклонную под углом 10-20 градусов форму.
Для обеспечения более точного направления опорная поверхность пушечного сверла имеет цилиндрическую форму. На опорной поверхности выполняются лыски под 35-40 градусов, а также обратный конус 0,04-0,05 миллиметров на 10 сантиметров длины. Эти мероприятия способствуют уменьшению трения инструмента о внутренние стенки обрабатываемой детали.
Для удаления стружки, образовавшейся в процессе резания, приходится регулярно выводить сверло из детали. Геометрия сверла способствует тяжелым условиям работы инструмента, что уменьшает его долговечность и снижает точность процесса резания.




Развертывание
Развертывание делают с помощью резания. Этот вид обработки гарантирует повышенную точность (вплоть до VI квалитета) и минимальную Ra — 0,63 и меньше.
В ходе процесса инструмент, называющийся развертка, снимает микроскопическую стружку со стенок отверстия. Развертывание делают или вручную или на станках (чаще всего это стационарные станки).
У развертывания также есть свои правила:
1. Нужно точно придерживаться величины припуска, согласно специальных таблиц.
2. Если развертывание делается вручную, его нужно проводить в 2 этапа: сначала черновое, а потом чистовое.
3. Во время развертывания отверстия в заготовке из стали поверхность, которая обрабатывается, нужно подвергать смазке эмульсией (подходит также минеральное масло). Если заготовка из чугуна, смазки не требуется.
4. Если развертывание делается вручную, его нужно делать исключительно по ходу часовой стрелки. Иначе стенки могут быть повреждены стружкой. Кстати, отверстие нужно время от времени очищать от нее.
5. Сверление и развертывание отверстий нужно производить в ходе одного «подхода», не вынимая детали из креплений и производя обработку детали двумя инструментами по очереди.
Вольфрамовые сверла для кирпича и камня
Вольфрамовые буровые коронки изготовлены из карбида вольфрама. Их применяют, когда необходимо просверлить отверстия в таких сверхпрочных и значительных по толщине материалах, как камень, бетонные и газобетонные блоки, кирпичная или каменная кладка. Могут быть размером от четверти дюйма (5 мм) до полутора дюймов (40 мм).
Сверла по камню, у которых хвостовики с круглым сечением, могут использоваться в обычных патронах дрели. Но еще лучше работать ударным сверлом SDS по бетону, у которого хвостовик не проскальзывает и быстро вставляется и извлекается из патрона дрели.
Сверла из карбида вольфрама используют в ударных дрелях-шуруповертах типа импакт, Hammer или Percussion, которые своим ударным воздействием или бурением измельчают участок кирпичной кладки, контактирующий с концом сверла.
Этими сверлами также можно сверлить предварительные отверстия в дереве, но эти отверстия более грубые, а само сверление будет идти медленнее. Предназначенное для древесины сверло пробивает слой, а вольфрамовое просто действует грубо и протыкает его. Для не слишком тонких строительных работ подойдет и этот вариант.
Emrys2 CC BY SA v3.0 / Wikimedia Commons
Сверло по камню, имеющее хвостовик SDS
Montauk, Creative Commons Attribution-Share Alike 3.0 Unported / Wikimedia Commons
Хвостовик SDS у сверла
Eugene Brennan
Дюбели для крепления к стене шкафов, кронштейнов и прочего, которые закрепляются в бетонной стене. С указанием максимального и минимального размера винта. Чтобы сделать отверстия, используют вольфрамовое сверло
ВНИМАНИЕ!
При сверлении стекла или кирпичной кладки необходимо надевать респиратор, чтобы защитить легкие от мельчайших твердых частиц.
Выбор сверла для бытового применения
Для проведения частых сверлильных работ в домашней мастерской, сверлильщику стоит подумать о приобретении готового набора с изделиями разного диаметра. Подобный набор, в зависимости от качественных характеристик, представлен на рынке предложений в разном ценовом диапазоне, поэтому каждый мастер найдет необходимый инструмент по своим финансовым возможностям. Если сверла определенного типа будут применяться более часто, то дополнительно стоит купить комплект запасных буравчиков с определенным диаметром. Знания мастера о том, какие бывают сверла, какие типы инструментов лучше и какие из них самые прочные, помогут сверлильщику сделать правильный выбор сверла по металлу в пользу самого лучшего инструмента.
Стоит помнить, что любой выбор сверла оправдается, если мастер будет обращаться с ним умело и будет производить его своевременную заточку. Аккуратное использование буравчика по его прямому назначению позволит осуществить заметную экономию денежных средств на отсутствии необходимости постоянной замены вышедших из строя сверлильных изделий.
Для чего применяется сверло на колонне?
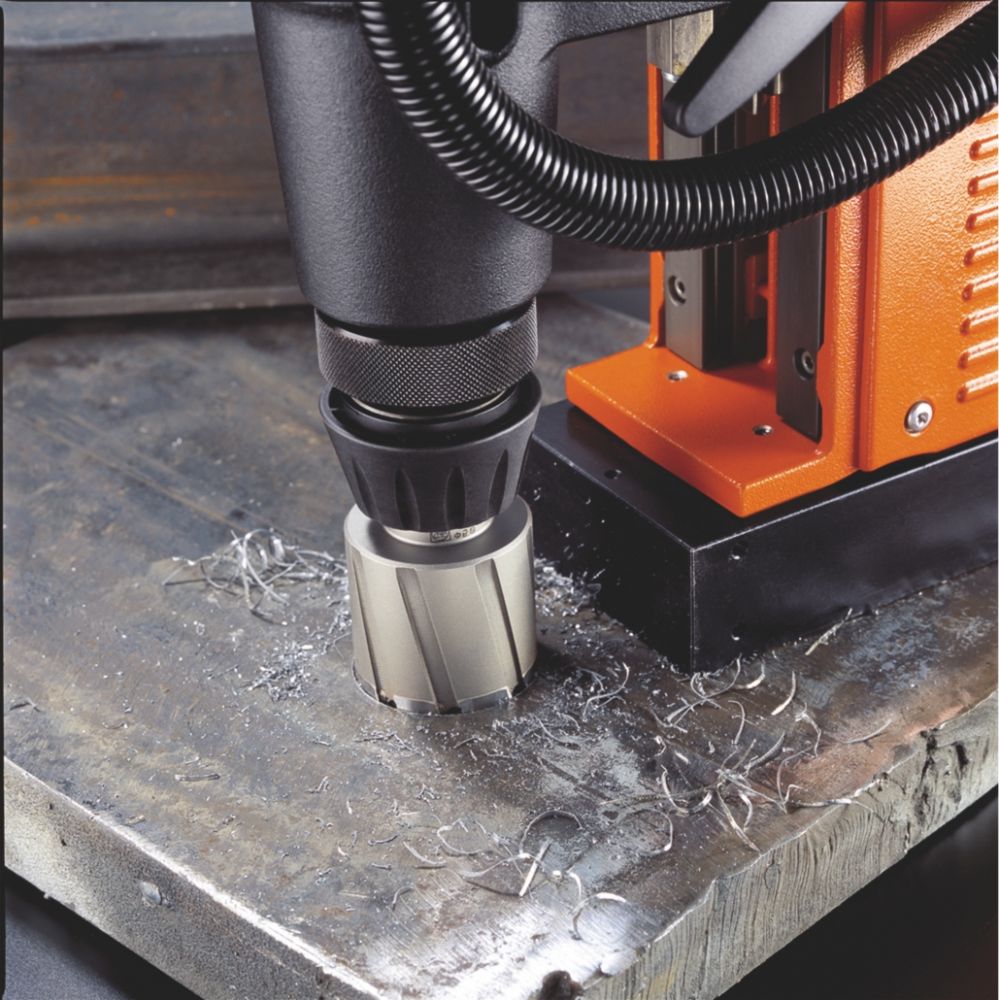
Тип сверла стационарного характера называется сверло на колонне (настольное сверло, сверлильный станок) и устанавливается в мастерских, на промышленных предприятиях. Как они устроены: основание, опирающееся на стол или другую поверхность, к которому крепится колонна, и регулируемый стол. Последний по колонне скользит вверх-вниз, к нему крепятся тиски. Шпиндель и патрон приводит в движение сверлильная головка. Есть версия сверлильного станка, подходящая для домашнего мастера, она устанавливается на столе или верстаке.
Сверла на колонне имеют свои преимущества:
- Сверлить отверстия получается точно перпендикулярно заготовке, так как сверло не отклоняется под углом от заданной точки.
- Рычаг и зубчатая рейка перемещают шпиндель вниз, при этом сверло с силой вдавливается в заготовку, что эффективнее работы сетевой или аккумуляторной дрели.
- Тиски надежно держат заготовку, и она не вращается при заедании сверла.
- Большие сверла работают на низкой скорости с большим крутящим моментом, что достигается изменением положения ремня.
LHOON, CC BY SA 2.5 Generic / Wikimedia Commons
Стационарный промышленный сверлильный станок
11-минутное видео: сверление стали, дерева и кирпичной кладки:
Eugene’s DIY Den / YouTube.com
Источник материала:: How to Choose the Right Drill Bit for Metal, Wood, Tiles, Glass or Masonry
Сверла с коническими хвостовиками
Современная промышленность выпускает различные типы сверл, хвостовик которых имеет коническую форму. Соответственно, требования, предъявляемые к таким инструментам, регламентируются разными ГОСТами. Унификация различных типов сверл позволяет оптимально подбирать их для решения определенных технологических задач. Нормативными документами, в соответствии с требованиями которых производятся спиральные инструменты с коническими хвостовиками, являются:
- ГОСТ 10903-77 (для изделий нормальной длины);
- ГОСТ 12121-77 (для длинной серии);
- ГОСТ 2092-77 (для удлиненной серии);
- ГОСТ 22736-77 (для изделий с твердосплавными пластинами).

Сверла по металлу с конусным хвостовиком для глубокого сверления
Спиральные сверла нормальной длины, на которые распространяет требования ГОСТ 10903-77, могут выпускаться в диапазоне диаметров 5–80 мм. Хвостовики таких сверл в зависимости от диаметра последних имеют нормальную или усиленную конструкцию. С усиленным хвостовиком изготавливают спиральные сверла диаметром от 12 до 76 мм. Их посадочная конусная часть соответствует стандарту Морзе – от 1 до 6.





Диаметр длинных сверл, согласно ГОСТу, может находиться в интервале 5–20 мм, при этом обработка, выполняемая с их помощью, осуществляется через кондукторные втулки. Хвостовик таких сверл выполняется по стандарту Морзе от 1 до 4. Спиральная часть длинных сверл и инструментов нормальной длины имеет правое направление, но по договоренности с производителем может выпускаться и с левым направлением.
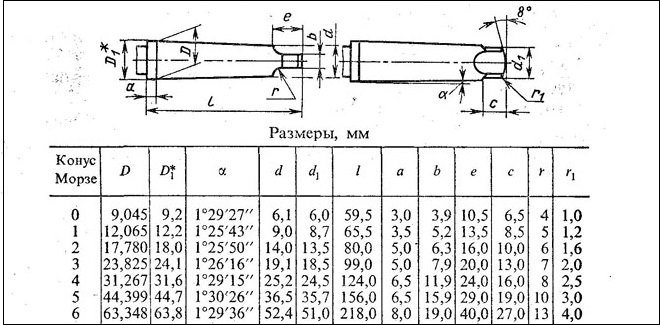
Конусы Морзе с лапкой
Удлиненные сверла с коническим хвостовиком производятся с диаметрами 6–30 мм. Конусный хвостовик таких сверл должен соответствовать стандарту Морзе от 1 до 3.
Сверла с коническим хвостовиком, на металлический стержень которых напаяны твердосплавные пластины типа ВК, могут выпускаться с диаметром от 10 до 30 мм, в укороченном и нормальном вариантах.
Длина спиральных инструментов с коническим хвостовиком всех серий представлена в приведенной ниже таблице.

Таблица 3. Длина спиральных сверл с коническим хвостовиком
Материалы изготовления основной части таких сверл – быстрорежущая сталь, стальной сплав марки 9ХС либо стали других марок, в составе которых не должно быть кобальта, а количество вольфрама не должно превышать 6%.
Сверление на металлорежущих станках
Сверление на металлорежущих станках требует использования сверл малого диаметра. Получение и заточка таких сверл затруднительны. Кроме того, требуется специальное оборудование, обеспечивающее малые подачи. При глубоком сверлении возникают проблемы с выводом стружки из обрабатываемого отверстия и подводом СОЖ. Неизбежны заклинивания и поломка сверл с соответствующими трудоемкими операциями извлечения обломка из отверстия. Следует отметить, что сверление малых отверстий в труднообрабатываемых материалах практически невозможно. Сверлением получают отверстия малого диаметра в пластиках и других легкообрабатываемых материалах.
Копьевидное сверло
Dealextreme
Копьевидное сверло по стеклу
Эти сверла имеют вид головки копья и предназначаются для просверливания отверстий в стекле, керамике или в кафельной плитке. Материал изготовления – карбид вольфрама. Стекло нужно положить на мягкую подложку в виде ткани или газеты. Сверлить нужно на низких скоростях или брызгать на место сверления водой, это нужно для охлаждения и увлажнения сверла. Можно еще оградить это место пластилином и заполнить водой с той же целью.
Чтобы сверло не скользило:
Наклейте кусочек изоляционной ленты, скотча на просверливаемую плитку или стекло, и тогда кончик сверла не будет съезжать и скользить по поверхности.