Ацетиленовые баллоны
Питание постов газовой сварки и резки ацетиленом от ацетиленовых генераторов связано с рядом неудобств, поэтому в настоящее время большое распространение получило питание постов непосредственно от ацетиленовых баллонов. Они имеют те же размеры, что и кислородный. Ацетиленовый баллон заполняют пористой массой из активированного древесного угля (290- 320 г на 1 дм3 вместимости баллона) или смесь угля, пемзы и инфузорной земли. Массу в баллоне пропитывают ацетоном (225-300 г на 1 дм3 вместимости баллона), в котором хорошо растворяется ацетилен. Ацетилен, растворяясь в ацетоне и находясь в порах пористой массы, становится взрывобезопасным и его можно хранить в баллоне под давлением 2,5-3 МПа. Пористая масса должна иметь максимальную пористость, вести себя инертно по отношению к металлу баллона, ацетилену и ацетону, не давать осадка в процессе эксплуатации. В настоящее время в качестве пористой массы применяют активированный древесный дробленый уголь (ГОСТ 6217-74) с размером зерен от 1 до 3,5 мм. Ацетон (химическая формула СН3СОСН3) является одним из лучших растворителей ацетилена, он пропитывает пористую массу и при наполнении баллонов ацетиленом растворяет его. Ацетилен, доставляемый потребителям в баллонах, называется растворенным ацетиленом.
Рисунок 2 — Ацетиленовый баллон
Максимальное давление ацетилена в баллоне составляет 3 МПа. Давление ацетилена в полностью наполненном баллоне изменяется при изменении температуры:
| Температура, °С | -5 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | |
| Давление, МПа | 1,34 | 1,4 | 1,5 | 1,65 | 1,8 | 1,9 | 2,15 | 2,35 | 2,6 | 3,0 |
Давление наполненных баллонов не должно превышать при 20°С 1,9 МПа.
При открывании вентиля баллона ацетилен выделяется из ацетона и в виде газа поступает через редуктор и шланг в горелку или резак. Ацетон остается в порах пористой массы и растворяет новые порции ацетилена при последующих наполнениях баллона газом. Для уменьшения потерь ацетона во время работы необходимо ацетиленовые баллоны держать в вертикальном положении. При нормальном атмосферном давлении и 20°С в 1 кг (л) ацетона растворяется 28 кг (л) ацетилена. Растворимость ацетилена в ацетоне увеличивается примерно прямо пропорционально с увеличением давления и уменьшается с понижением температуры.
Для полного использования емкости баллона порожние ацетиленовые баллоны рекомендуется хранить в горизонтальном положении, так как это способствует равномерному распределению ацетона по всему объему, и с плотно закрытыми вентилями. При отборе ацетилена из баллона он уносит часть ацетона в виде паров. Это уменьшает количество ацетилена в баллоне при следующих наполнениях. Для уменьшения потерь ацетона из баллона ацетилен необходимо отбирать со скоростью не более 1700 дм3/ч.
Для определения количества ацетилена баллон взвешивают до и после наполнения газом и по разнице определяют количество находящегося в баллоне ацетилена в кг.
Масса пустого ацетиленового баллона складывается из массы самого баллона, пористой массы и ацетона. При отборе ацетилена из баллона вместе с газом расходуется 30- 40 г ацетона на 1 м3 ацетилена. При отборе ацетилена из баллона необходимо следить за тем, чтобы в баллоне остаточное давление было не менее 0,05-0,1 МПа.
Использование ацетиленовых баллонов вместо ацетиленовых генераторов дает ряд преимуществ: компактность и простота обслуживания сварочной установки, безопасность и улучшение условий работы, повышение производительности труда газосварщиков. Кроме того, растворенный ацетилен содержит меньшее количество посторонних примесей, чем ацетилен, получаемый из ацетиленовых генераторов.
Причинами взрыва ацетиленовых баллонов могут быть резкие толчки и удары, сильный нагрев (свыше 40°С).
Это интересно: Горелка для пайки медных труб — как выбрать и использовать?
Окончание работ
Тушение горелки производится в такой последовательности: закрыть вентиль ацетилена затем вентиль кислорода. После окончания сварочных работ нужно обязательно закрыть вентиль на кислородном баллоне, и снять редуктор. На генераторе нужно обязательно разгрузить реторту. Если карбид не остыл, реторту открывать нельзя до полного остывания.
Затем необходимо очистить генератор, и промыть корпус водой. Для очистки можно использовать латунный, алюминиевый скребок или волосяную щетку. После окончания всех работ необходимо тщательно проветрить помещение, в котором находился генератор.
Требования пожарной безопасности
Минимальное расстояние генератора от места сварочных работ и источника огня 10 м. Если загорелся шланг, его перегибают со стороны редуктора или генератора и тут же закрывают все вентили. Газосварочный пост должен быть оборудован индивидуальными средствами пожаротушения. Ацетилен можно тушить только углекислотным огнетушителем (сухим песком), тушить водой при этом строго запрещается.
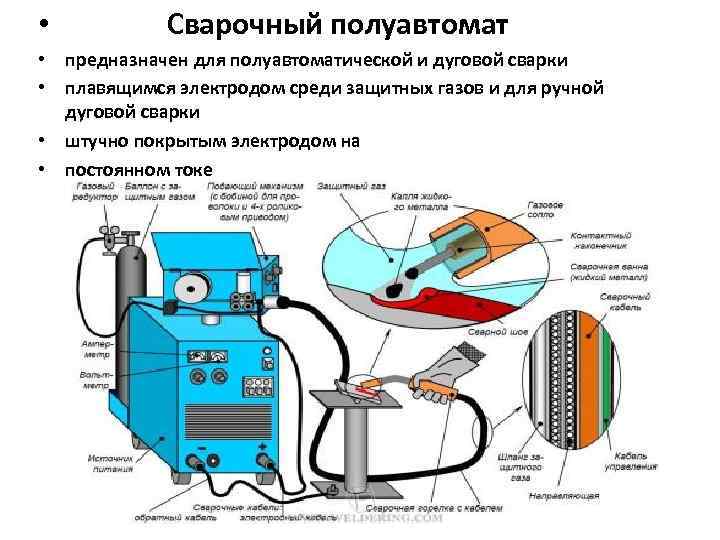
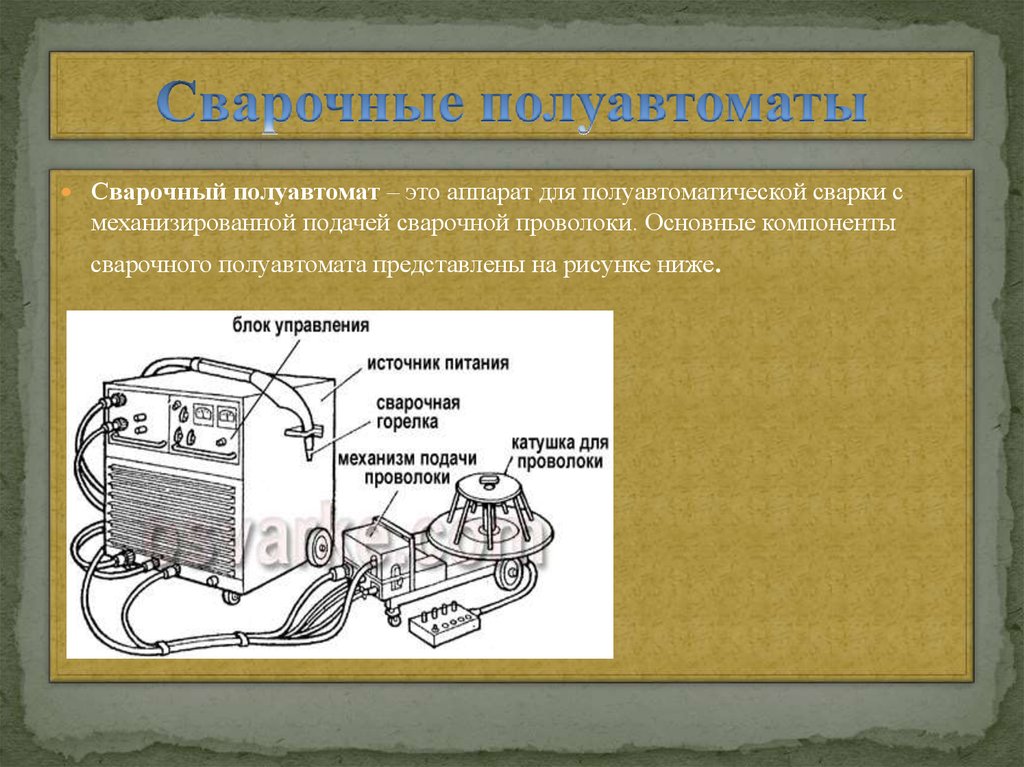
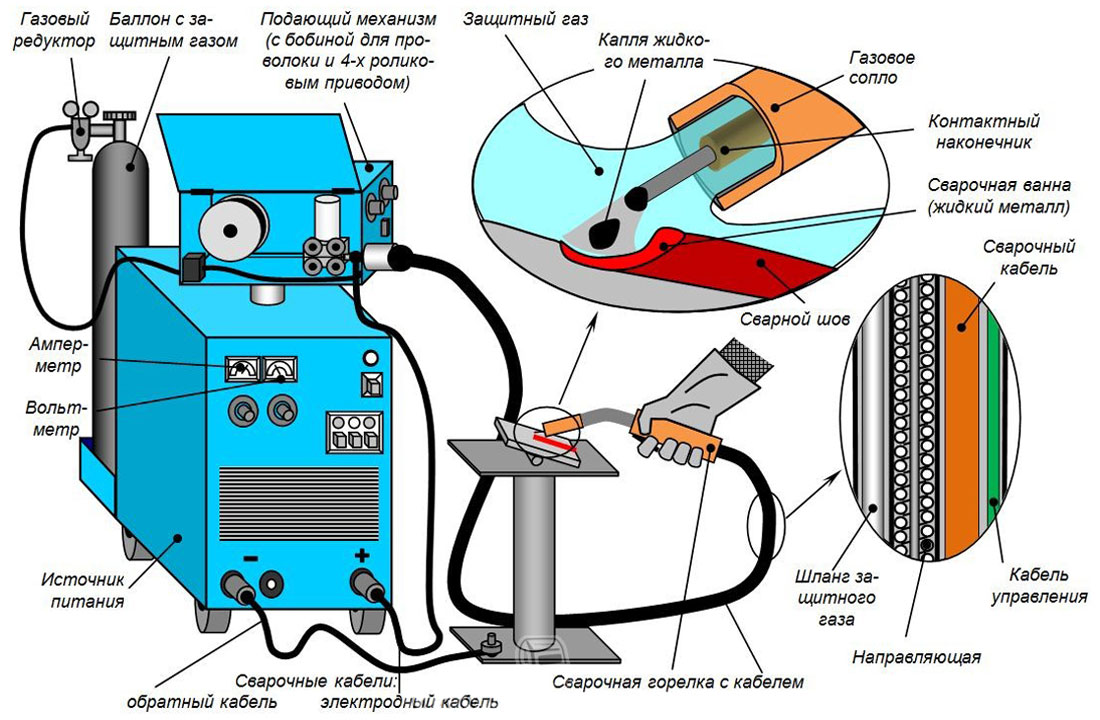
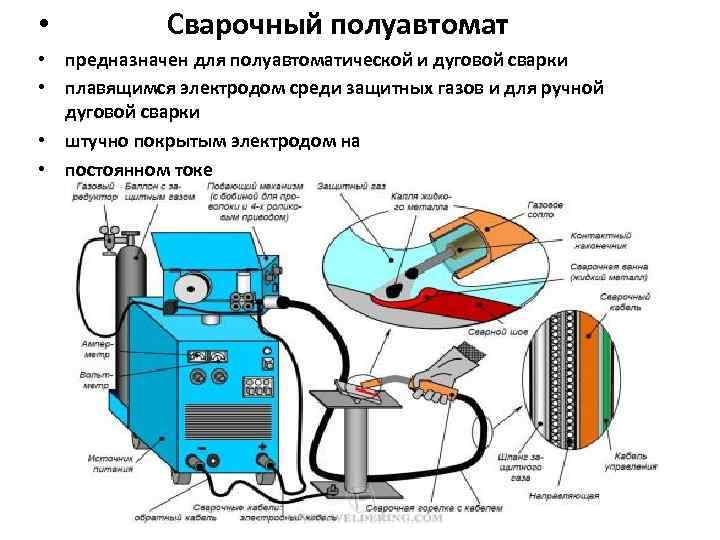
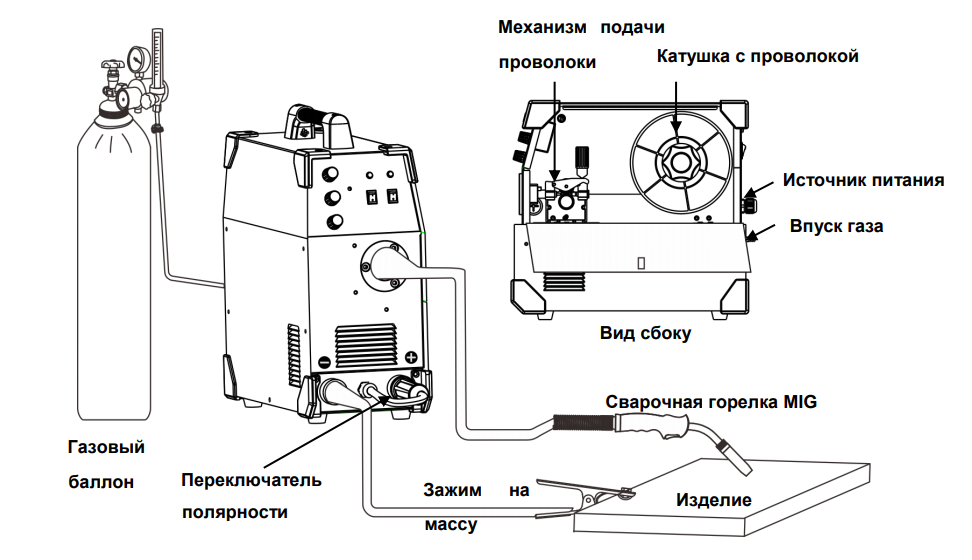
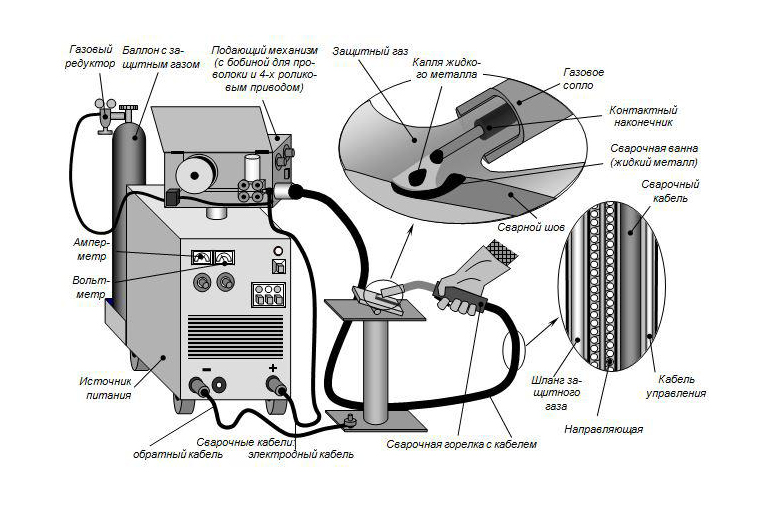
Устройство полуавтомата
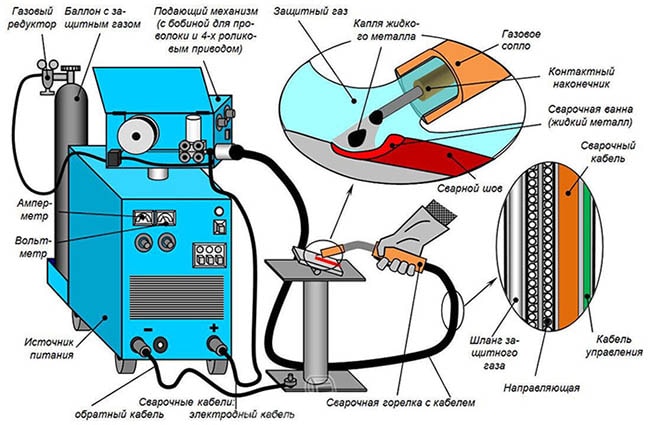
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
- емкость с инертным или активным газом и газовое оборудование к ней.
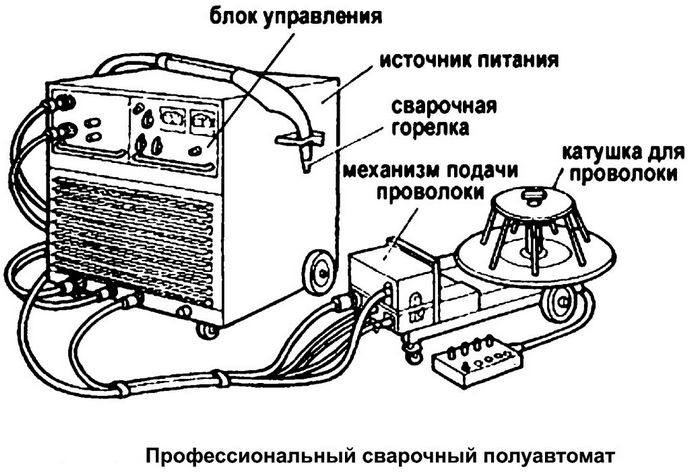
Рисунок 1 — Сварочный полуавтомат
Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
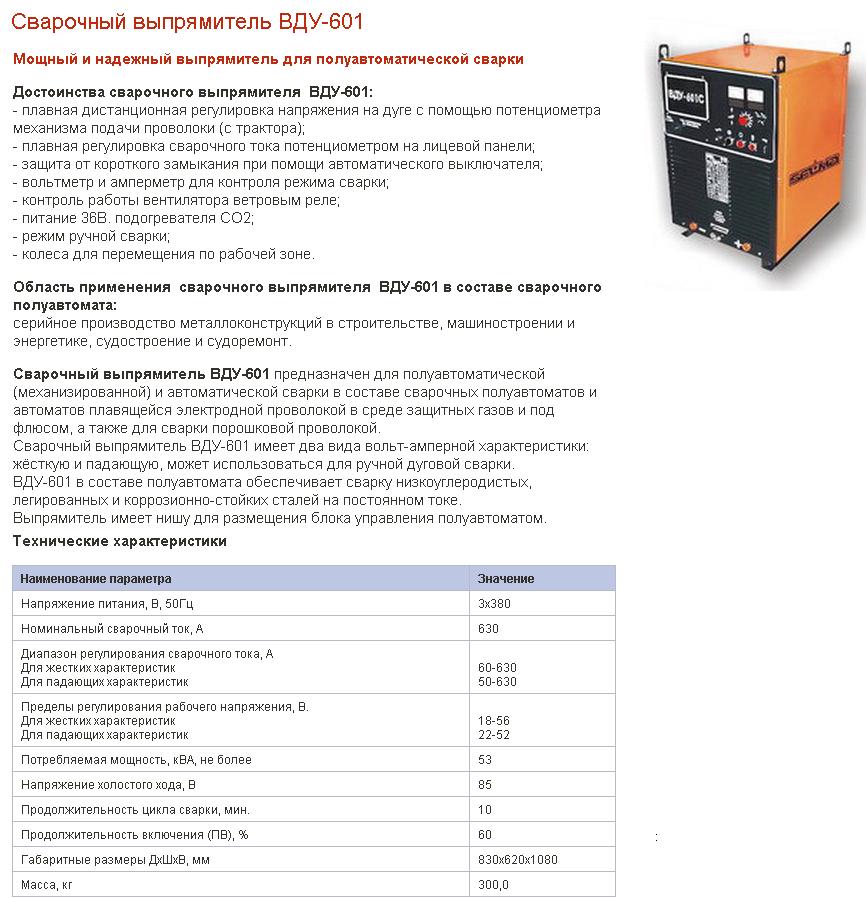
Источники питания
Полуавтоматы, в основном, предназначены для работы на постоянном токе, поэтому в качестве источников питания в них используются либо выпрямители, либо инверторы. Первые относительно дешевы, но имеют значительные габариты, ограниченные возможности по регулировке тока и проблемы с его пульсациями. Инверторные источники значительно дороже, но лишены всех этих недостатков. Они позволяют получать на выходе формы и уровни сварочных токов для различных режимов и конкретных типов металлов и сплавов, а также оснащены автоматической регулировкой индуктивности.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.
Рисунок 2 — Унифицированный евроразъем
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
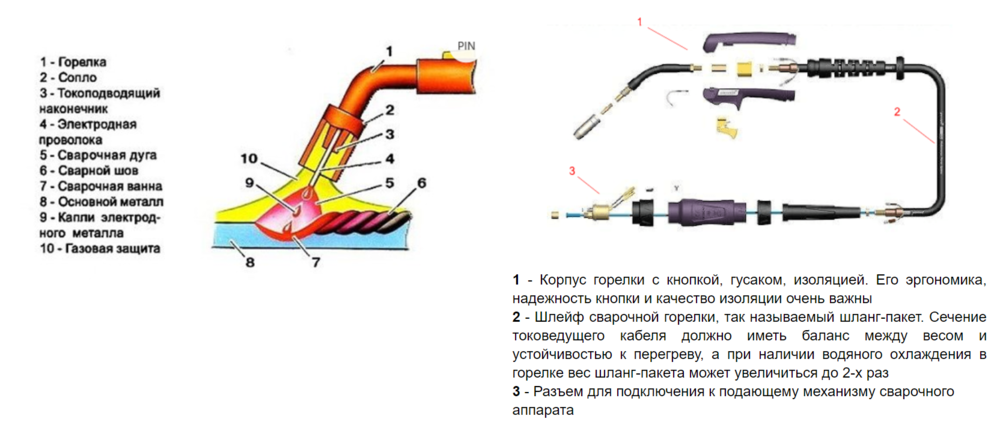
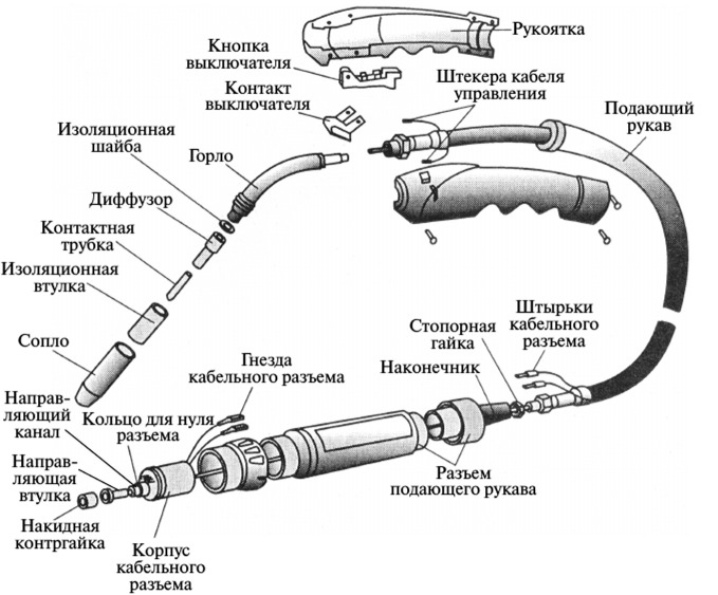
Горелка
Горелка сварочного полуавтомата — это рабочий инструмент сварщика, с помощью которого он непосредственно осуществляет процесс сварки. Горелка подсоединяется к кабель-шлангу и таким образом в нее выводятся все трубки, каналы и провода, идущие от основного блока сварочного полуавтомата. Базовые компоненты горелки — рукоятка и направляющая трубка (см. рис. ниже). На рукоятке расположен переключатель режимов сварки, а на конце направляющей трубки монтируется рассеиватель газа, контактный наконечник (через него проходит проволока) и сопло.
Рисунок 3 — Устройство горелки
По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Подача проволоки
Сварочная проволока поставляется в виде бобин различного размера и бухт, с медным покрытием и без него. Устройство подачи проволоки сварочных полуавтоматов состоит из блока установки бобины с механическим стабилизатором размотки и роликового подающего механизма. На ведущие ролики нанесены канавки, соответствующие диаметру проволоки. Вращение механизма подачи осуществляется электродвигателем, управляемым контроллером полуавтомата. Прижим и натяжение проволоки регулируются вручную (см. на рис. ниже черную рукоятку справа вверху).
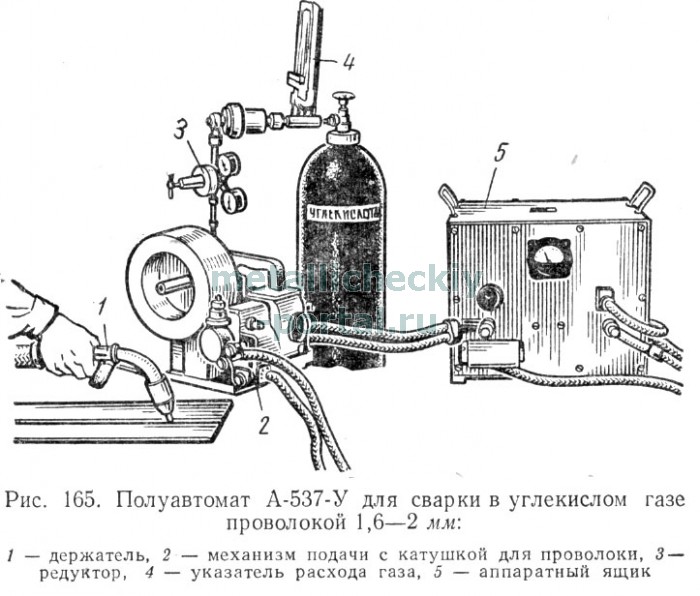


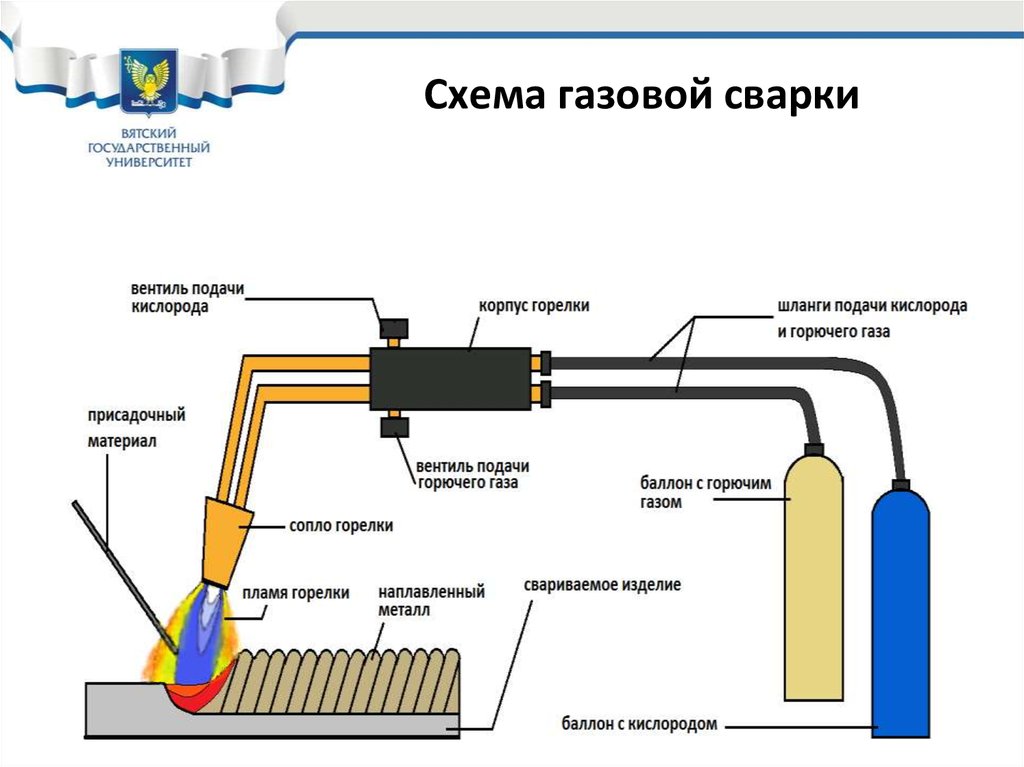



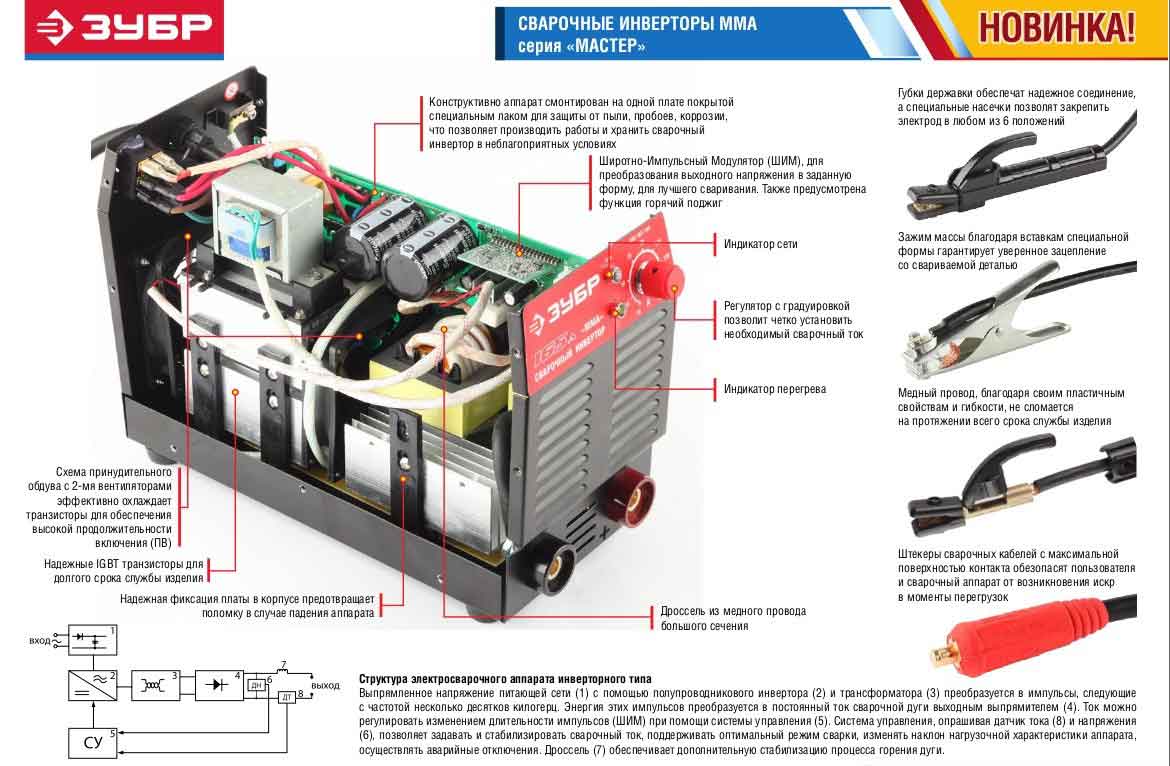
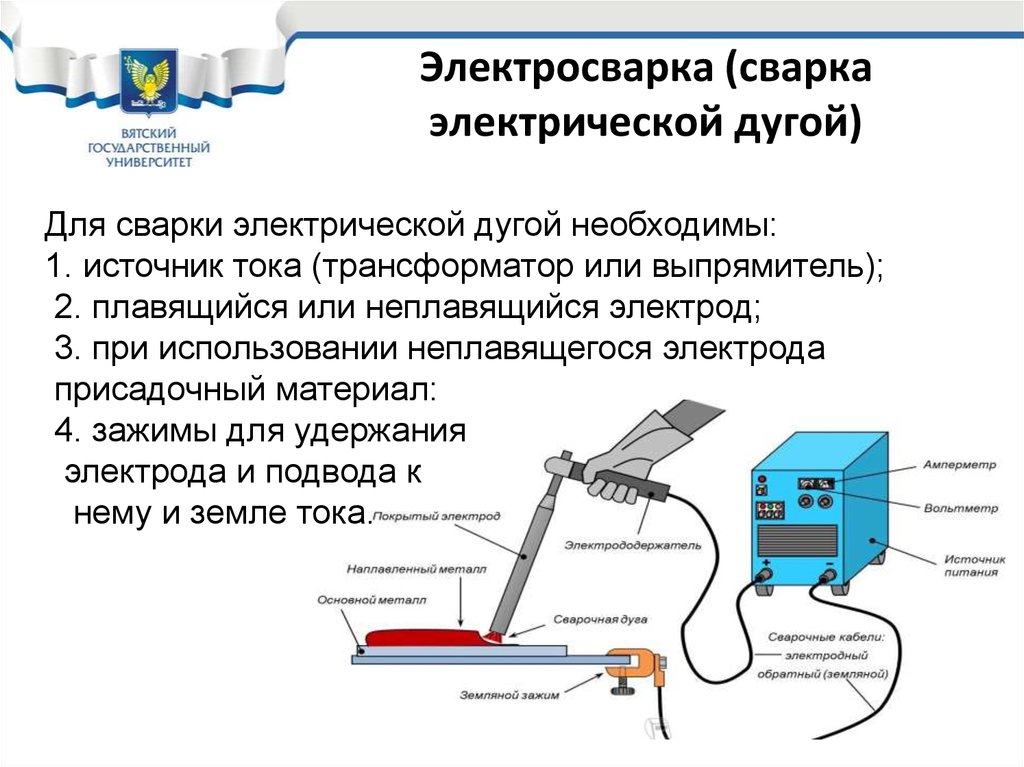

Рисунок 4 — Механизм подачи
Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Виды устройств
Перед тем как выбрать газовый редуктор, нужно узнать, какие бывают виды этих устройств. Существует 2 основные классификации, разделяющие все модели по типу редуктора и виду используемого газа. В каждой из групп ГР присутствуют уникальные модели, обладающие своими достоинствами и недостатками.
Классификация по типу аппарата:
- Прямой. Этот вид ГР используется довольно редко. В них газовая смесь проходит через штуцер и, при помощи нажимной пружины воздействует на клапан. Последний прижимается к седлу, перекрывая подачу газа в камеру высокого давления. После отхождения клапана от седла происходит медленное уменьшение давления до показателей, оптимальных для применяемого сварочного оборудования.
- Обратный. Модели этого типа работают по принципу сжатия клапана, приводящего к блокировке подачи газа. Такие ГР оснащаются специальным винтом, который воздействует на нажимную пружину. Последняя выгибает мембрану и приводит в действие передаточный диск. Он воздействует на обратную пружину, там самым поднимая рабочий клапан. В результате всех этих действий возобновляется подача газа.
Классификация по типу газа:
- Аргон. Аргоновые редукторы применяют для сварки тугоплавких металлов. Такую операцию часто проводят на различных промышленных предприятиях.
- Ацетилен. Редукторы, использующие этот газ, нашли широкое применение на различных промышленных предприятиях. Их используют для газовой сварки и резки трубопроводов.
- Кислород. Модели, работающие с кислородом, используют для газовой сварки, пайки и резки. Они востребованы на металлургических и машиностроительных предприятиях.
- Метан, бутан. Метановые и бутановые ГР прекрасно подходят для проведения газовой сварки. Они широко используются в разных отраслях промышленности, но наиболее часто применяются в машиностроении.
- Пропан. Пропановые редукторы наиболее востребованы в таких отраслях промышленности, как металлургия и машиностроение. Их применяют для проведения автогенных работ. Кроме этого, модели этого вида используют в строительстве и в быту.
Советы по экономии
Горелка для работы на полуавтомате выбирается в зависимости от объема и сложности будущих работ. Рукоятка — удобная для удерживания одной рукой и небольшой массы. При этом надо помнить о таких нюансах:
- Надо выбирать изделия с меньшими значениями сварочного тока, чем указаны на оборудовании, т. к. производители указывают максимум температуры, выше которых рукоятка или рукав выходит из строя, но само изделие сохраняет все функциональные возможности.
- Эксплуатация рассчитана на стопроцентные нагрузки, а на практике такого режима не существует.
Как уже говорилось выше, для нормального использования достаточно изделия с силой тока в 300 ампер, потому что вы платите меньше, но создаете оптимальные условия для нормальной работы горелки.
Выбираем сварочный инвертор по техническим характеристикам
Перед тем как выбрать сварочный аппарат для дома и дачи на 200 в, необходимо определиться, для каких целей он будет использован. Если нужно собрать дачные ворота и калитку, или приварить петли, или сварить конструкцию для теплицы и так далее, то выбирается прибор из категории бытовых. То есть со знанием силы тока, не превышающего 200 ампер. Не будем рассматривать другие варианты, потому что ими пользуются профессионалы.
На что необходимо обратить внимание в первую очередь – на мощность агрегата, а точнее на номинальную силу тока. Эта характеристика обязательно производителем указывается в паспорте изделия
Что обозначает данное значение – максимальную силу тока, при котором прибор будет работать корректно, не перегреваться. Конечно, с учетом периода постоянной работы и времени отдыха.

Характеристики сварочного аппарата Источник www.krin.kz
К примеру, если свариваются стальные заготовки толщиною 3-4 мм электродом диаметром 3 мм. Для этого подойдет сварка аппаратом, у которого сила тока – 120 ампер. Но не стоит сразу приобретать его. Все дело в том, что:
- сварочный инвертор в этом случае будет работать на пределе своих возможностей, а это приведет к быстрому снижению эксплуатационного его ресурса;
- перепады напряжения в частных домах и на дачах – дело обычное, и в этом случае вместо 220 вольт напряжения на выходе, вы получите всего 180 в, а значит, номинальное значение сварочного тока будет ниже заявленной в паспорте.
Поэтому рекомендуется приобретать сварочный инвертор мощностью на 30% выше. То есть, если по расчетам вам потребуется прибор со сварочным током 120 А, то лучше купить агрегат на 160 А.
Внимание! Сварочные кабели длиною свыше 4 м также снижают силу сварочного тока. И это надо учитывать в обязательном порядке
Для выполнения бытовых сварочных работ лучше приобретать аппараты с силой тока не меньше 160 А. В любом случае не прогадаете.

Как надо настраивать сварочный инвертор Источник nashprorab.com
Сетевое напряжение
Это следующий шаг в выборе сварочного инвертора. Казалось бы, что может быть проще, ведь бытовые сварочные инверторы работают от обычной розетки, где напряжение 220 вольт. Надо отметить, тот факт, что инверторы бытового типа будут стабильно работать, если напряжение в сети будет в пределах 188-254 В. Это заложено производителями.
К сожалению, на загородных участках и дачах напряжение питающей сети оставляет желать лучшего. И оно может отличаться от номинального на 20% и выше
И здесь при выборе сварочного инвертора для дома необходимо обратить внимание на некоторые пометки в паспорте. А именно:
- может ли он подключаться к генератору, с помощью которого повышается напряжение в сети;
- или каков диапазон рабочего напряжения, будет ли он совпадать с понижением на 20%.
Если таких пометок нет, то такой прибор для дачи лучше не приобретать. Такие агрегаты подойдут для работы в городе, где напряжение более или менее стабильно.
И еще один момент. Опытные сварщики знают, что от качества сварочного инвертора зависит качество самой сварки. Поэтому свое предпочтение они отдают серьезным производителям, давно зарекомендовавших себя на рынке. Поэтому идем дальше, и, отвечая на вопрос, как выбрать сварочный инвертор, переходим к рейтингу агрегатов.






Характерные особенности
Идущая в комплекте полуавтоматическая горелка — это, по сути, исполнительное изделие со сложной конструкцией, предназначенное для получения качественного шовного соединения под защитой газа. Относится такое оборудование к расходному классу, т. к. многие детали в конструкции имеют небольшой срок службы — при бережной эксплуатации средний срок службы не превышает 6 месяцев.
Основными отличиями является то, что в изделии присутствует индивидуальная система охлаждения, а также канал для подачи присадочной проволоки. С помощью такой горелки исполнитель может сваривать металлы в труднодоступных местах. Наконечники для горелок делаются из таких металлов или материалов как медь, вольфрам или бронза, сплав меди и графита.
Достоинства и недостатки ручной газовой сварки
Преимущества технологии:
- Не нужно использовать дорогое оборудование и дополнительный источник энергии. Это дает возможность проводить работу в различных частях сооружений, зданий и на свежем воздухе.
- Изменением угла наклона пламени можно варьировать его температурой.
- Газовая сварка подходит для спайки чугуна, меди, свинца и латуни.
- Выбор присадки, мощности и вида пламени гарантирует получение качественного и прочного шва.
- Возможность сваривать металлы с различными температурами плавления.
- Не требуется применение специального оборудования: инвертора или полуавтоматического аппарата.
- Расходные материалы и приспособления имеются в продаже.
- Медленное нагревание и охлаждение обрабатываемых поверхностей позволяет избежать деформации и пропала.
Сварка газом позволяет резать и закалять металлы. Качество швов, полученных при ее использовании, может быть выше, чем при электродуговом способе с применением электродов низкого качества.
Проведение сварных работ данным способом имеет свои минусы:
- низкая производительность при толщине металла более 5 мм;
- большая зона нагрева;
- применение взрывоопасных газов;
- отсутствие возможности механизировать работу.
Необходимо учитывать, что газосварку не используют для высокоуглеродистых сталей, соединения тонкостенных заготовок внахлест. Качество швов получаемых данным способом зависит от электродов и флюсов.
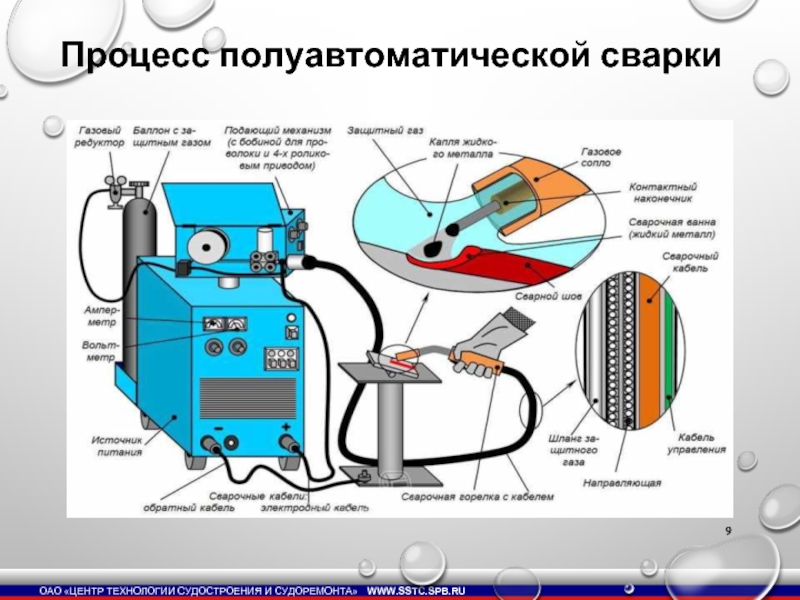
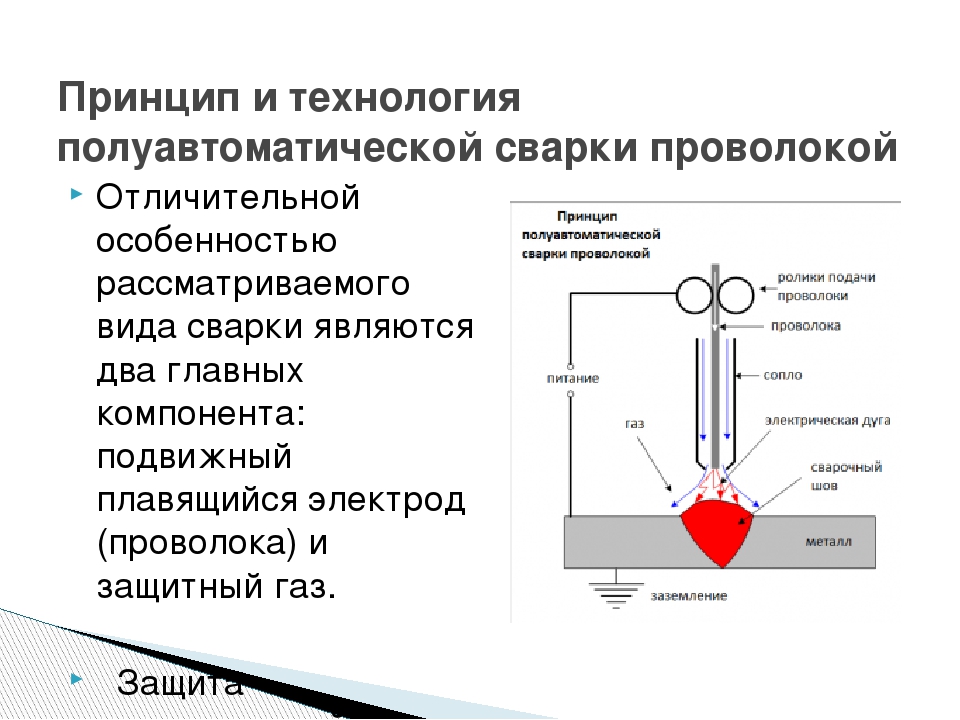
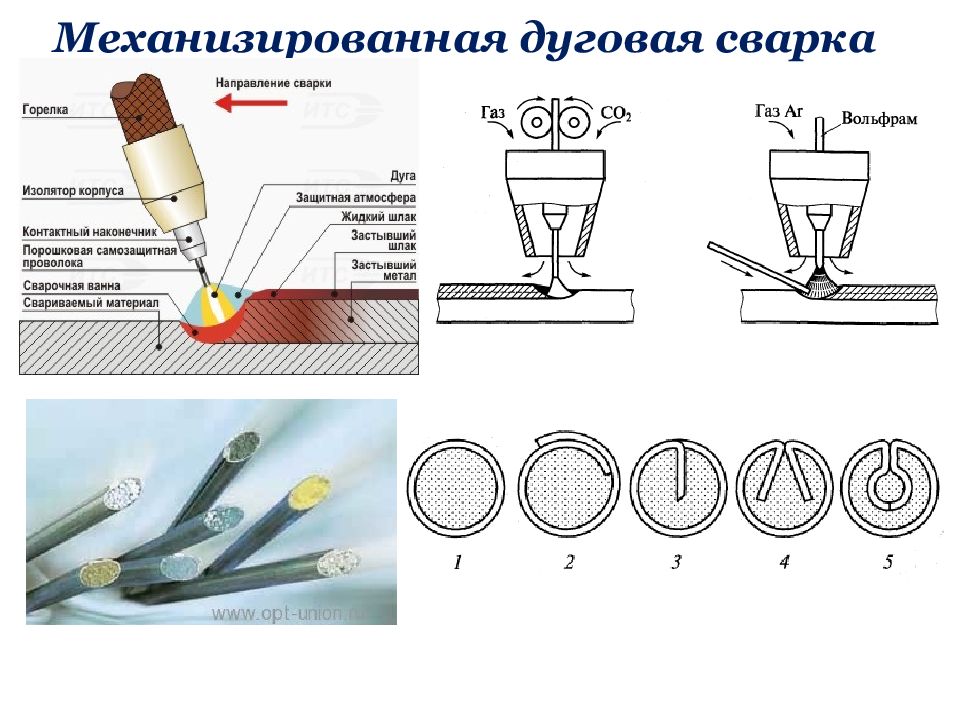
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.
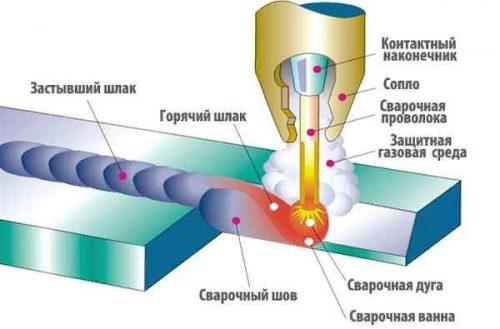
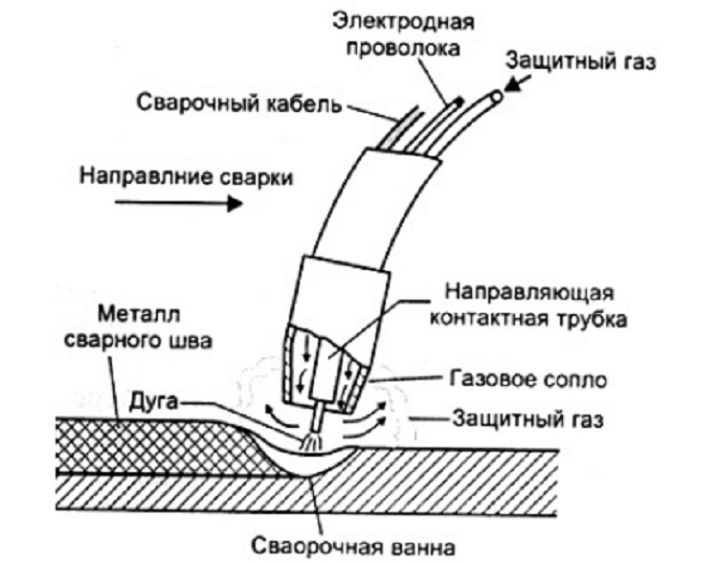
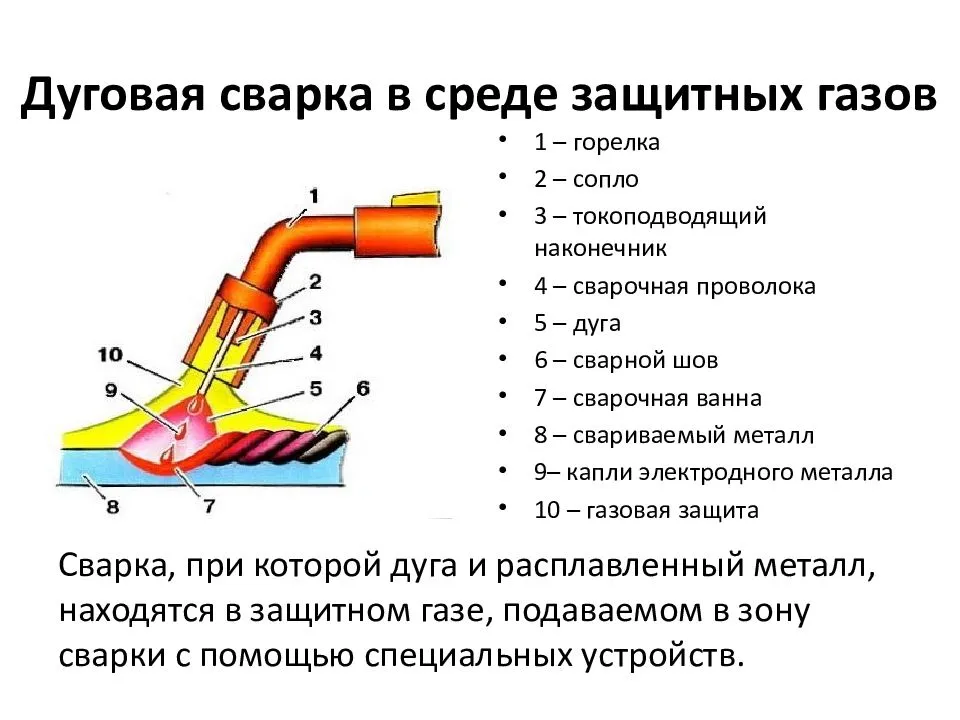
Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
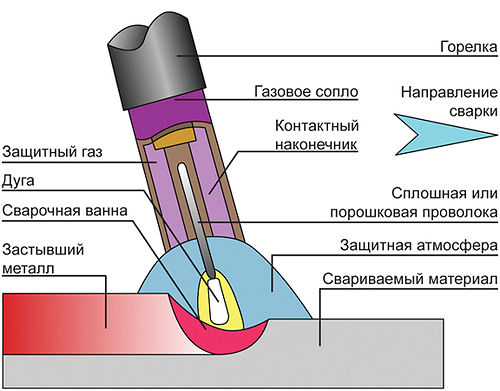
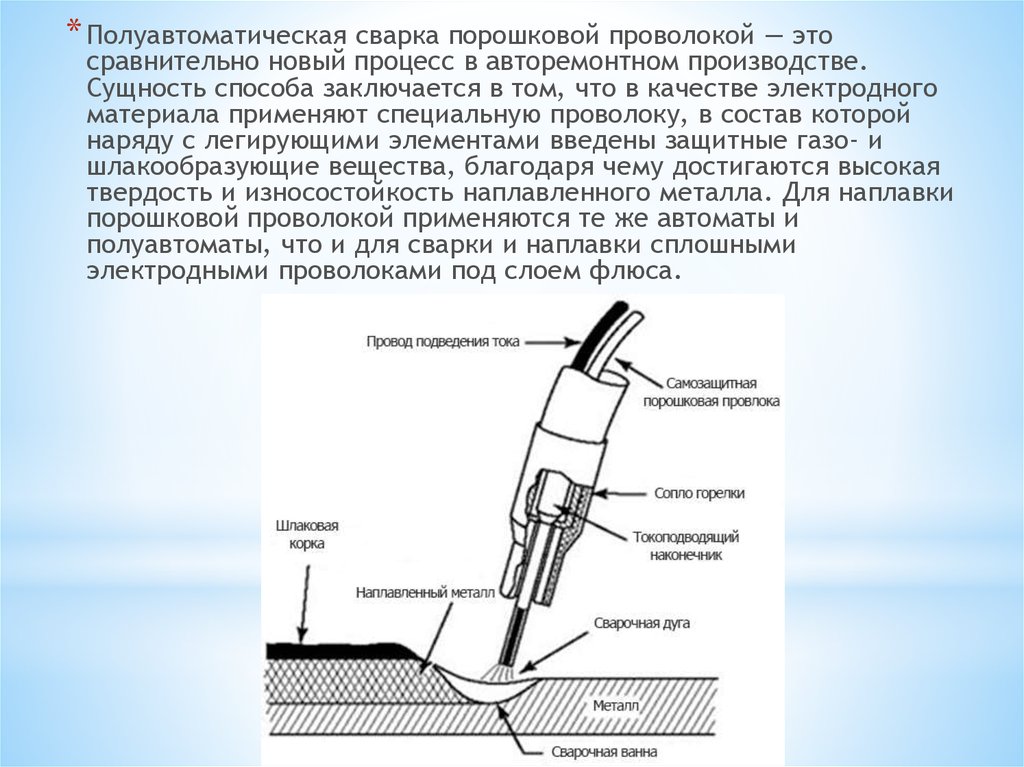
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Выбор в зависимости от предполагаемых задач
На СТО использую для ремонта кузовов аппараты импульсные для тонколистового металла и с функцией пайки мощностью до 200А, работающие с проволокой 0,8 мм. Подваривать детали заднего моста, кардан, пороги и другие, с толщиной стенки больше 2 мм, используют более мощный универсальный инверторный до 300А с режимами работы MAG/MIG.
Шов не всегда получается красивый, зато прочный. Его можно зачистить, придав ему красивый вид. Можно привести пример наиболее подходящего оборудования, это Lorch S, работающий по технологии Micor. Благодаря использованию резонанса, получается очень активное плавление проволоки, которая течет струей и заполняет пространство между кромками. В результате получается красивый шов даже у новичка.
Для самостоятельного ремонта автомобиля и дальнейшей работы с металлическими профилями разной толщины, выбирается импульсный полуавтомат с дополнительными режимами сварки MAG/MIG стальной и порошковой проволокой. Защитный газ используется в зависимости от материала.
Для любителей мастерить своими руками, изготавливать рамы дверей, каркасы теплиц, другие конструкции из профиля и труб, необходимо выбрать полуавтомат с мощностью до 300А с инверторным источником тока. Синергетическое управление позволит новичкам работать на оптимальных режимах, продлить срок службы оборудования и обеспечить качество швов. Углекислый газ дешевле аргона и кислорода, при этом хорошо закрывает ванну, не допуская к дуге кислород. Его применение в домашних условиях вполне приемлемо.
Предпринимателям, занимающимся изготовлением емкостей и трубопроводов из алюминия, высоколегированных и нержавеющих сталей, следует брать универсал, в котором сочетается аргоновая сварка и ручная электродами. Для нормального провара корневого шва нержавейка требует ручной сварки электродами с целлюлозным покрытием. Дальше можно перестроиться на проволоку и варить второй и третий ряд.
При строительстве каркасов из двутавра и другого профиля с толщиной стенки до 10 мм, бытовым аппаратом не обойтись. Нужен хороший, мощный, агрегат, способный создавать ток до 300А и работать длительное время. Без профессионального оборудования MAG/MIG не обойтись.
Сварочные полуавтоматы удобные в использовании, не требуют особых навыков. Их все чаще покупают любители для ремонта автомобиля и строительства домашних конструкций. Оборудуют полуавтоматическими аппаратами свои предприятия и владельцы, желающие повысить производительность работы и обойтись без высококвалифицированных мастеров.
Техника безопасности в процессе газосварочных работ
Отдельные требования касаются одежды сварщика. Выполнять газовую сварку можно только в спецодежде, которая была сшита из спецматериалов, имеющих огнестойкую пропитку. Перед началом работ одежда проверяется на отсутствие прожженных и рваных мест.
Роба и рукавицы предохраняют не только от расплавленного металла, но также от излучения (теплового или ультрафиолетового). Сварочная маска может защитить глаза рабочего от УФ-излучения, ИК-света, брызг металла.
Сварщики должны пользоваться светофильтрами в процессе выполнения работ. Если производится резка и сварка, а также другие процессы газопламенной обработки, то сварщикам предстоит работа в защитных очках со стеклами Г1, 2, 3 (уровень отличается степенью затемнения, где 3 является наиболее темным), а вспомогательный персонал – стеклами В-1, 2, 3.
На сварочном посту недопустимо курить. Осмотр рабочего места стоит производить не только перед началом работ, но и в процессе сваривания. Нужно отслеживать, чтобы рядом с местом сварочных работ не выполнялись иные работы: например, по обезжириванию и окрашиванию.
Перед тем как зажигать горелку, нужно приоткрыть вентиль кислорода, а затем – ацетилена. После продувки шлангов зажигается горючая смесь. Недопустима работа горелкой с загрязненными каналами, так как это может привести к хлопкам и обратным ударам.
Огонь распространяется по шлангам достаточно медленно, поэтому при незамедлительных действиях можно избежать взрыва. Но для того чтобы не допускать обратных ударов при сварке, нужно следить, чтобы не возникали такие ситуации, как:
- Резкое снижение давления кислорода, когда он заканчивается в баллоне, либо замерзание редуктора или засорение инжектора.
- Приближение работающего мундштука к предмету, который уменьшает скорость течения газа.
- Перегрев мундштука и труб резака.
- Засорение мундштука (уменьшение проходного сечения и падение скорости истечения).
При эксплуатации генератора не допускается загрузка карбида в мокрую тару, превышение давления на большую величину, чем это указано в паспорте, или использование неисправных загрузочных устройств.
Недопустимо проведение сварки емкостей и трубопроводов, которые находятся под давлением. Сварка емкостей и трубопроводов осуществляется только после их полной очистки, промывки и пропарки.




Вентили на горелке при технических перерывах должны быть плотно закрыты, а при длительном перерыве перекрываются и баллоны.
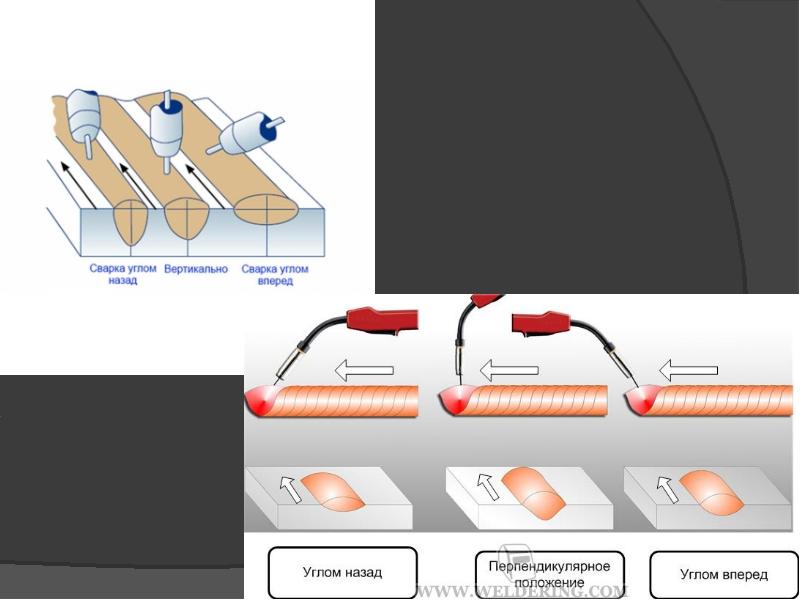
Технические стороны процесса газовой сварки
Особенности газовой сварки – демократичность ее швов, которые можно делать во всех положениях в пространстве – от нижнего до потолочного.
Труднее всего приходится с потолочными швами, так как в этом случае расплавленный металл нужно поддерживать и быстро распределять по всей длине шва с помощью повышенного давления газовой смеси от пламени.
Самые популярные швы при этом способе – стыковые. Не дружит газовая сварка со швами внахлестку и тавровыми. Дело в том, что для обоих видов швов нужен чрезвычайно сильный нагрев металла. Кроме того, в этом методе высок риск выраженного коробления.
Если края заготовок тонкие и отбортованные, их варят без использования присадочной проволоки с формированием непрерывных или прерывистых швов, которые также могут быть одно- и многослойными.
Понятно, что перед сваркой необходимо очистить края и поверхности металлических заготовок самым тщательным способом.
Сварочная ванна
Присадочная проволока погружается в сварочную ванну. Интенсивность нагрева рабочей зоны можно менять. Делается это с помощью изменения угла наклона медного мундштука горелки к поверхности заготовки. Зависимость здесь прямая и понятная: чем больше угол наклона, тем выше нагрев металла от пламени.
Мундштук горелки следует двигать вдоль шва. Одновременно необходимо следить за состояние сварочной ванны: металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Делать это необходимо для защиты металла от оксидной пленки.
Заключение
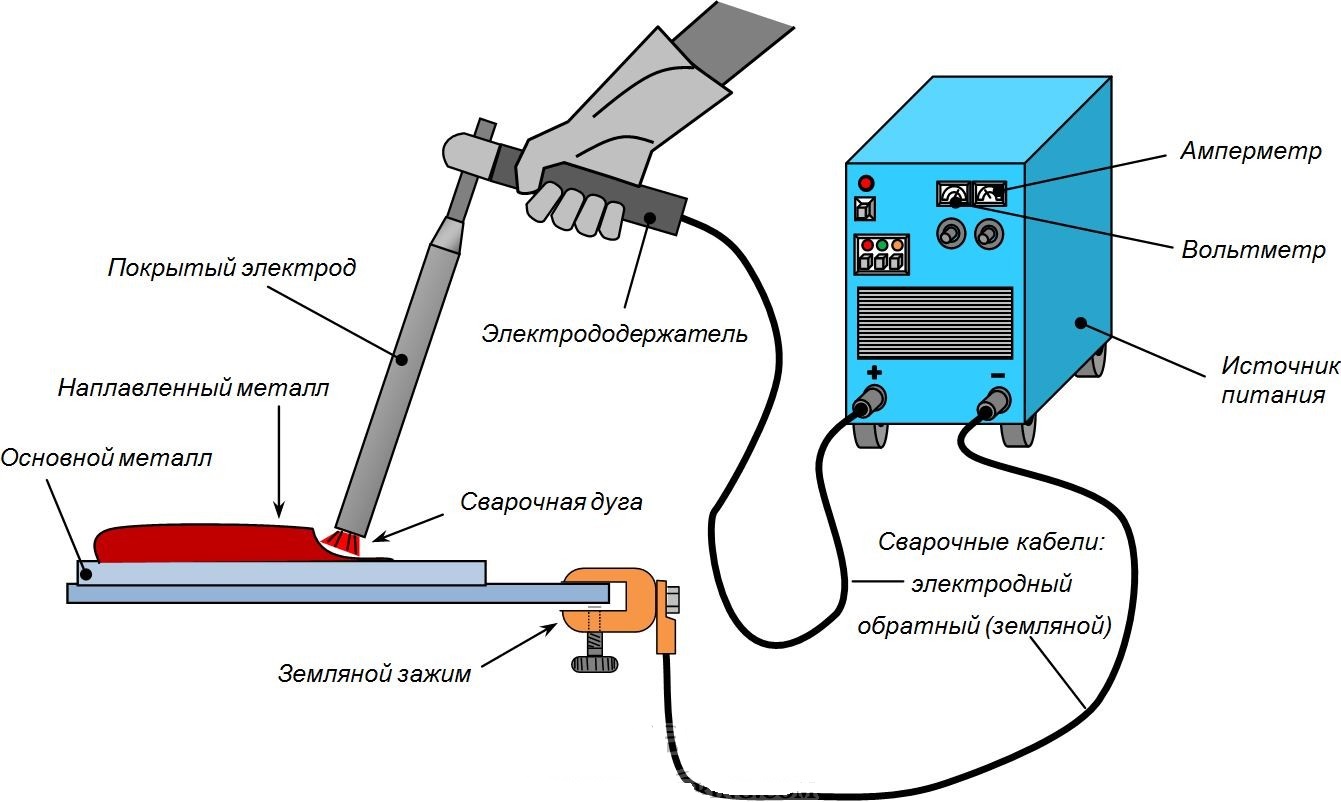
Для дома необходимо приобрести сварочный аппарат инверторного типа, который работает от напряжения тока в 220 В. Все мелкие сварочные работы будут выполнены вовремя и качественно, а для подключения данного агрегата нужно всего лишь вставить в розетку вилку инструмента.
Все бытовые аппараты для сварки имеют два кабеля в комплекте с зажимами, электрододержателем и клеммами для присоединения к сварочному агрегату. При выборе надо обратить на длину кабеля, которая должна быть более двух метров, а также на срок гарантии и последующее сервисное обслуживание.